Изобретение относится к машиностроению, в частности к способам сварки взрывом металлических фольг друг с другом.
Известен способ сварки взрывом (см. Дерибас А.А. Физика упрочнения и сварки взрывом. 2-е изд., доп. и перераб. - Новосибирск: Наука, 1980. С. 115-124), в котором соединение двух пластин из одинаковых или различных материалов получают метанием одной (плакирующей) пластины на другую неподвижную (плакируемую) пластину под некоторым углом γ.
Способ позволяет получать многослойные композиции из различных металлов и сплавов, однако с его помощью нельзя получать композиции, содержащие малопластичные, склонные к трещинообразованию при пластической деформации фольги, так как в результате соударения метаемой пластины с неподвижной пластиной в зоне соединения образуются волны, которые при сварке фольг существенно влияют на зону соединения.
Известен способ сварки взрывом фольг, при котором на массивном основании устанавливается неподвижная пластина, предназначенная для приваривания к ней фольги, над ней (параллельно ее поверхности) с зазором располагается метаемая (привариваемая) пластина, толщиной до 0,1 мм. На внешней поверхности метаемой пластины размещается фиксирующий контейнер со смесевым взрывчатым веществом (ВВ). После детонации смесевого ВВ в скользящем режиме продукты взрыва (ПВ) разгоняют метаемую пластину. Осуществляется их соударение под углом и реализуются необходимые условия для сварки взрывом тонколистовых деталей (Патент RU 2384551, МПК C06B23/00, C06B23/32, C06B25/34, 20/03/2010).
Недостатком способа являются большие значения критического диаметра заряда ВВ, не позволяющие производить сварку взрывом фольги толщиной меньше 0,1 мм, а также необходимость подбора процентного содержания гексогена и соды в смесевом ВВ, что усложняет расчёт режимов соударения.
Известен способ, при котором на жесткое основание устанавливается металлическая пластина, параллельно которой размещается фольга на базе 1-2 мм. Фольга плотно без зазоров и воздушных включений примыкает к дну контейнера со смесевым ВВ с малой скоростью детонации в тонких слоях образца (Патент RU 2487108, МПК C06B23/00, B82/B1/00, 10.07.2013).
Недостатком способа является, то, что обеспечение требуемых условий детонации достигается посредством взрывчатого вещества, получение которого является сложным и трудозатратным процессом, а также то, что он неприменим для сварки тонких фольг друг с другом.
Наиболее близким является способ сварки взрывом тонколистовых заготовок, при котором осуществляют сборку заготовок в пакет, нанесение защитного слоя, установку фальшпластины с зарядом взрывчатого вещества и инициирование его (Патент RU 2074074, МПК B23K 20/08, 27.02.1997).
Недостатком способа является то, что при использовании массивной фальш-пластины и ее разгона необходима значительная толщина слоя ВВ, что обуславливает большую скорость детонации ВВ, с реализацией режимов соударения характеризующимися волнообразной границей соединения, приводящей к деформации и разрушению свариваемых фольг.
Задачей изобретения является разработка способа сварки взрывом тонких фольг с получением безволновой границы соединения.
Техническим результатом повышение качества соединения тонких фольг сваркой взрывом.
Технический результат достигается в способе сварки взрывом фольг, включающем размещение инертных полимерных слоев в установленных друг над другом с зазором неподвижном и метаемом пакетах между массивным основанием и неподвижной фольгой, метаемой фольгой и фальш-пластиной соответственно, при этом элементы неподвижного и метаемого пакетов плотно соединяют между собой посредством силиконового герметика, при этом используют фальш-пластину, выполненную из материала с удельной массой 0,15-0,3 г/см2, инертный полимерный слой в неподвижном пакете выполняют из целлюлозной бумаги, а инертный полимерный слой в метаемом пакете - из силиконовой резины толщиной 3-5 мм, на поверхности фальш-пластины устанавливают контейнер с взрывчатым веществом, обеспечивающим скорость детонации 1900-2100 м/с, и инициируют детонацию.
Для реализации способа сварки взрывом фольг на массивное стальное основание устанавливается лист целлюлозной бумаги и неподвижная фольга проклеенные силиконовым герметиком. Над ней с зазором 0,3-0,5 мм устанавливается метаемый пакет, состоящий из тонкой (1-2 мм) фальш-пластины (дюралевой, магниевой или любого другого легкого материала с удельной массой 0,15-0,3 г/см2), слоя силиконовой резины (толщиной 3-5 мм) и привариваемой метаемой фольги. Элементы метаемого пакета соединены между собой с помощью силиконового герметика таким образом, чтобы между ними не было воздушных прослоек и пустот. Фальш-пластина выполняет роль жесткого каркаса, обеспечивающего плоскостность поверхности метаемой фольги и выдерживание необходимого зазора между неподвижной и метаемой фольгами. На поверхности фальш-пластины устанавливается контейнер с ВВ (аммонит 6ЖВ 100 масс.%) с толщиной слоя 6 мм, обеспечивающий скорость детонации 1900-2100 м/с.
Удельная масса материала (масса отнесенная к единице площади) фальш-пластины 0,15-0,3 г/см2, должна быть сравнимой с удельной массой силиконового слоя. При больших значениях удельной массы фальш-пластины для разгона метаемого пакета будет необходимо увеличение высоты заряда ВВ и скорости детонации, что приведет к реализации режима сварки с развитым волнообразованием на границе соединения, меньшие значения - не обеспечат нужной жесткости и прочности метаемому пакету для равномерного распределения давления на поверхности инертного слоя.
Сущность способа сварки заключается в снижении скорости метания фольги за счет использовании инертной прослойки - силиконовой резины, выполняющей роль балластной массы, а также использования защитного слоя из целлюлозной бумаги для исключения приварки сваренного пакета к основе.
Таким образом метание фольги осуществляется не продуктами детонации ВВ, а присоединенной массой слоя силиконовой резины, исключающего бризантное действие ВВ на поверхность метаемой фольги. При этом поверхность метаемой фольги сохраняет целостность и приваривается к поверхности неподвижной фольги с образованием безволнового соединения, не содержащего оплавы, что обеспечивает высокое качество получаемого соединения.
В качестве инертного слоя в метаемом пакете используется силиконовая резина, плотностью 1.10 - 1.14 г/см3, с твердостью по Шору 36-44 Шор А, условной прочностью при растяжении 7.5 - 9.0, относительным удлинением при разрыве 500 - 900 и с сопротивлением раздиру равным 10 кН/м.
В качестве инертного слоя в неподвижном пакете используется целлюлозная бумага, плотностью 50-80 г/м2.
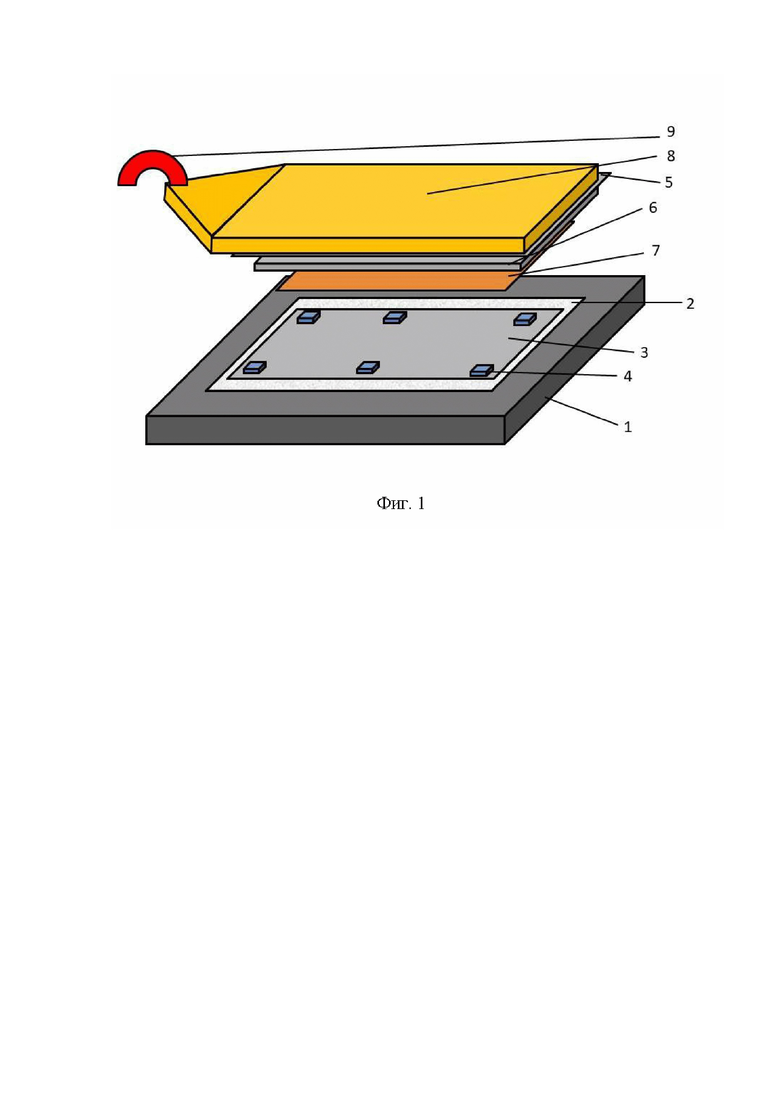
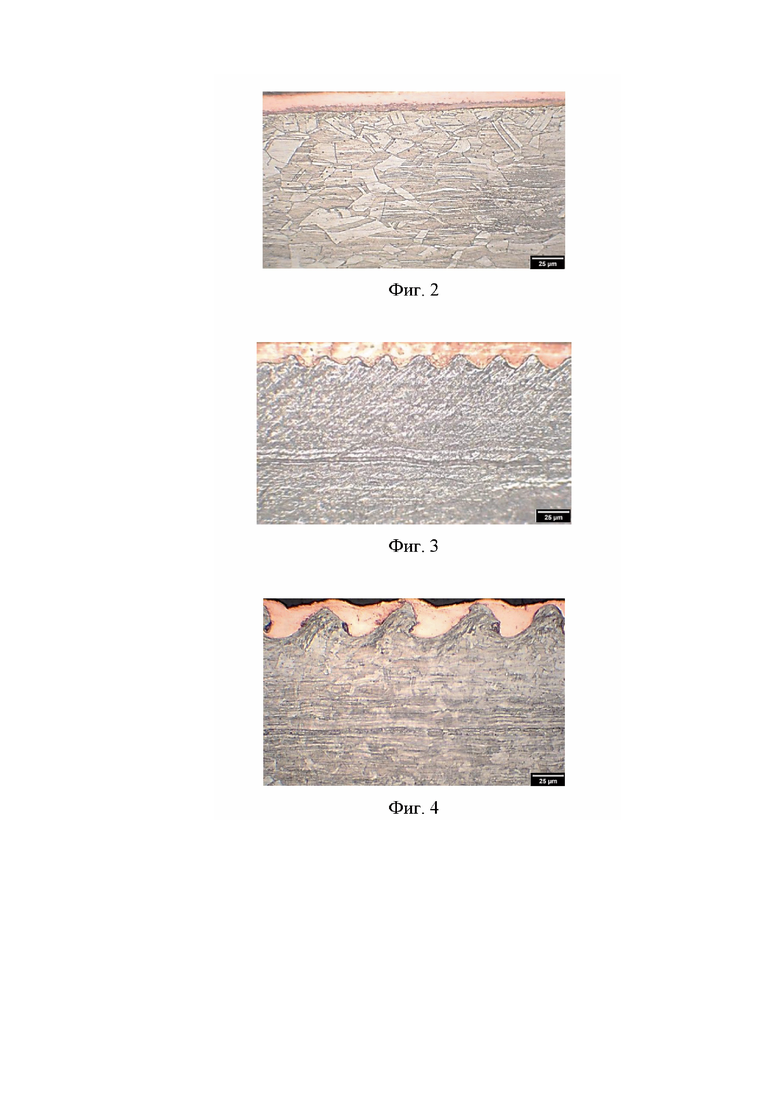
Предлагаемый способ сварки поясняется графическим материалом: на фиг. 1 показана схема сварки взрывом фольг, на фиг. 2, 3, 4 показана микроструктура зоны соединения биметалла (медь/константан) (x500) при различной скорости детонации ВВ.
Пример реализации способа сварки взрывом фольг.
На стальное массивное основание 1 (пластина из Ст3 толщиной 15 мм) через прослойку из целлюлозной бумаги 2 с использованием силиконового герметика наклеивается без воздушных прослоек неподвижная константановая фольга 3 толщиной δк ~ 200 мкм. Над ней с зазором 4 (0,3-0,5 мм) устанавливается метаемый пакет, состоящий из фальш-пластины 5 (каркас жесткости) толщиной 1,5 мм, силиконовой резины 6 (толщиной 5 мм) и метаемой медной фольги 7 (толщиной δм ~ 20 мкм).
Поверх подготовленного метаемого пакета устанавливается контейнер из плотной бумаги с зарядом взрывчатого вещества 8 (аммонит 6 ЖВ), высотой 6 мм. Излишки взрывчатого вещества удаляют выравниванием линейкой относительно бортов контейнера. Инициирование детонации осуществляется с помощью детонирующего шнура 9.
Полученный указанным способом биметалл был разрезан вдоль направления сварки и полученные микрошлифы исследовались методами оптической микроскопии.
В таблице представлены параметры примеров реализации способа.
Приведены результаты трех опытов с различной высотой заряда ВВ, толщиной силиконового слоя и сварочным зазором. Скорость детонации ВВ контролировалась электроконтактным способом на отдельных экспериментальных сборках и составила 2150, 2320, 2450 ± 20 м/с для высоты заряда 6, 7 и 8 мм соответственно. При высоте заряда 6 мм, граница соединения прямолинейная (фиг. 2). Поверхность плакированной фольги не имеет видимых дефектов (трещин). При увеличении высоты заряда до 7 мм (фиг. 3), на границе соединения образуются волны и локальные участки оплавленного металла. При высоте заряда 8 мм, на поверхности медной фольги наблюдаются дефекты в виде поперечных трещин. Связано это с тем, что амплитуда волны превышает толщину медного слоя и волны выходят на поверхность (фиг. 4), что приводит к деформированию и повреждению плакирующего медного слоя.
Таблица
п/п
Увеличение зазора между пакетами более 0,5 мм не обеспечивает устойчивости фольги в полете и приводит к увеличению скорости соударения (метания), уменьшение сварочного зазора менее 0,3 мм сложно осуществить технологически и есть вероятность касания неподвижной и метаемой фольг и последующего локального непровара, вследствие плоского удара.
Использование в качестве инертного слоя в метаемом пакете силиконовой резины толщиной менее 3 мм обуславливает интенсивную деформацию метаемой фольги с образованием поперечных трещин и разрушению всего сваренного биметалла, использование силиконовой резины толщиной более 5 мм приводит к реализации полного разгона метаемого пакета, его торможению и не достижению необходимых скоростей метания фольги.
Таким образом, способ сварки взрывом фольг, при котором в установленных друг над другом с зазором неподвижном и метаемом пакетах между массивным основанием и неподвижной фольгой размещают инертный слой из целлюлозной бумаги, между метаемой фольгой и фальш-пластиной, выполненной из материала с удельной массой 0,15-0,3 г/см2 размещают инертный слой из силиконовой резины толщиной 3-5 мм, элементы неподвижного и метаемого пакетов плотно соединяют между собой с помощью силиконового герметика, обеспечивает повышение качества соединения тонких фольг сваркой взрывом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения жаростойкого покрытия на стали | 2019 |
|
RU2725501C1 |
| Способ получения жаростойких покрытий на стали | 2019 |
|
RU2725503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ получения жаростойкого покрытия на поверхности пластины из жаропрочной стали | 2023 |
|
RU2807253C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСЕВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА ДЛЯ СВАРКИ ВЗРЫВОМ И СМЕСЕВОЕ ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 2012 |
|
RU2487108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| Способ получения жаростойкого покрытия на стали | 2019 |
|
RU2725507C1 |
| Способ сварки взрывом титана с алюминиево-магниевым сплавом | 2021 |
|
RU2767327C1 |
| Способ получения жаростойких покрытий на стали | 2019 |
|
RU2725510C1 |
Изобретение относится к машиностроению, в частности к способам сварки взрывом металлических фольг друг с другом. Способ сварки взрывом фольг включает размещение инертных полимерных слоев в установленных друг над другом с зазором неподвижном и метаемом пакетах между массивным основанием и неподвижной фольгой, метаемой фольгой и фальш-пластиной соответственно. Элементы неподвижного и метаемого пакетов плотно соединяют между собой посредством силиконового герметика. Используют фальш-пластину, выполненную из материала с удельной массой 0,15-0,3 г/см2. Инертный полимерный слой в неподвижном пакете выполняют из целлюлозной бумаги, а инертный полимерный слой в метаемом пакете - из силиконовой резины толщиной 3-5 мм. На поверхности фальш-пластины устанавливают контейнер с взрывчатым веществом, обеспечивающим скорость детонации 1900-2100 м/с, и инициируют детонацию. Повышается качество соединения тонких фольг сваркой взрывом. 4 ил, 1 табл., 1 пр.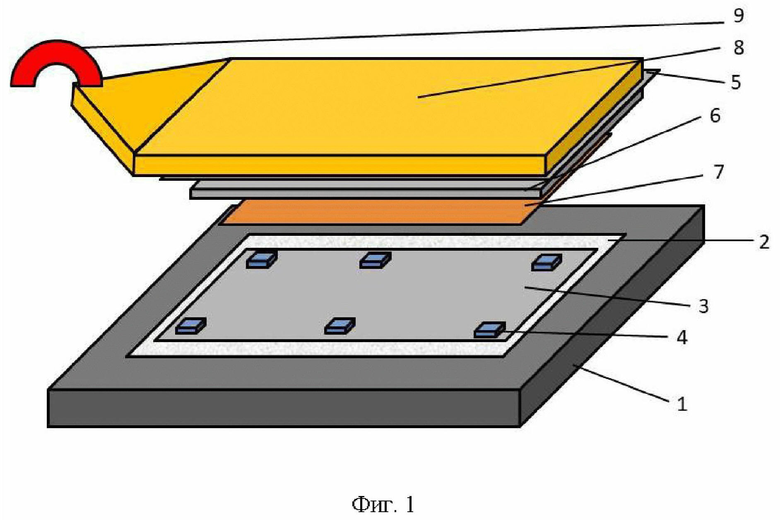
Способ сварки взрывом фольг, включающий размещение инертных полимерных слоев в установленных друг над другом с зазором неподвижном и метаемом пакетах между массивным основанием и неподвижной фольгой, метаемой фольгой и фальш-пластиной соответственно, отличающийся тем, что элементы неподвижного и метаемого пакетов плотно соединяют между собой посредством силиконового герметика, при этом используют фальш-пластину, выполненную из материала с удельной массой 0,15-0,3 г/см2, инертный полимерный слой в неподвижном пакете выполняют из целлюлозной бумаги, а инертный полимерный слой в метаемом пакете - из силиконовой резины толщиной 3-5 мм, на поверхности фальш-пластины устанавливают контейнер с взрывчатым веществом, обеспечивающим скорость детонации 1900-2100 м/с, и инициируют детонацию.
| US 4867369 A1, 19.09.1989 | |||
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2003 |
|
RU2243871C1 |
| US 3316627 A1, 02.05.1967 | |||
| JP 7047229 B2, 24.05.1995. | |||

