[0001] В сталеплавильном производстве все большее предпочтение отдается металлизированным окатышам и брикетам, полученным из железной руды так называемыми способами прямого восстановления. В настоящее время они обычно называются металлизированными окатышами, полученными по способу Прямого Восстановления Железа - окатыши ПВЖ (также известные как губчатое железо), и металлизированными брикетами, полученными по способу Горячего Брикетирования Железа (брикеты ГБЖ). Окатыши ПВЖ имеют сферическую форму с диаметром, приблизительно равным 15 мм, брикеты ГБЖ имеют форму прямоугольного параллелепипеда с размерами, приблизительно равными 30×50×100 мм.
[0002] Однако по сравнению с ломом плавление металлизированных окатышей или брикетов вызывает значительные затруднения. В первую очередь это происходит вследствие того, что по технологическим причинам приблизительно 5-8% железа находится в окисной форме, в виде, например, вюстита (оксида железа). Но и их физическое состояние, то что они имеют меньшую пористость по сравнению с ломом, также препятствует плавлению. Из-за этого для плавления металлизированных окатышей или брикетов, например, в электродуговой печи требуется приблизительно 600 кВт·ч/т стали по сравнению с 400 кВт·ч/т стали для плавления лома.
[0003] Для уменьшения этого недостатка окатыши ПВЖ, например, загружают в плавильную печь непосредственно из процесса прямого восстановления при температуре приблизительно 650°С, таким образом экономя приблизительно 170 кВт·ч/т стали. Такое прямое соединение возможно, конечно же, только если цех прямого восстановления и плавильная установка в пространственном отношении находятся близко друг к другу. Используемые для этих целей цеха весьма сложны и тщательно продуманны.
[0004] В журнале "Transactions (стр.11, том 28, 1988)" описан способ предварительного разогрева брикетов ГБЖ, пропусканием печных уходящих газов через слой брикетов ГБЖ. Из-за сильного окисления при более высоких температурах температура предварительного подогрева должна быть ниже 700°С. Содержание вюстита, установленное как 8%, лишь немного снижается при этой температуре и ведет к неконтролируемому вспениванию шлака после введения присадки к раствору углеродсодержащего железа. Описание и рисунки, кроме того, указывают, что уходящие газы покидают слой брикетов ГБЖ при высокой температуре. Установлено, что время эффективного предварительного подогрева равно 5-10 минутам.
[0005] Проблема, лежащая в основе изобретения, заключается в том, чтобы избежать значительных неудобств, существующих при плавлении железорудных металлизированных окатышей и брикетов, и показать новый путь выгодного использования неблагоприятного в других условиях для способа предварительного подогрева физического состояния упомянутых металлизированных окатышей или брикетов и таким образом значительного сокращения необходимой для плавления энергии.
[0006] Решение проблемы осуществлено способом по пункту 1 формулы изобретения. Полезные улучшения данного способа раскрыты в зависимых пунктах.
[0007] Основанием для настоящего изобретения послужило удивительное открытие, что при определенных условиях горячий газ охлаждается с нелинейным изменением температуры при прохождении через слой металлизированных окатышей или брикетов, но что обогревающий газ охлаждается фактически полностью в пределах тонкого подслоя. Толщина упомянутого подслоя зависит от металлизированных окатышей или брикетов. Так, толщина подслоя составляет приблизительно от 20 до 30 см при использовании окатышей и приблизительно 50 см при использовании брикетов. В процессе нагрева температурный фронт, следовательно, движется сквозь слой, и обогревающие газы, покидая слой, остаются при низкой температуре вплоть до почти полного нагрева общей загрузки. Это позволяет повторно использовать инертный газ для нагревания без дополнительного охлаждения. В частности, температура обогревающего газа, покидающего слой, приблизительно равна температуре окружающей среды или ненамного, то есть порядка приблизительно десяти градусов, выше при температуре впуска приблизительно от 800 до 1100°С в начале процесса нагревания. Только после того как температурный фронт прошел почти через весь слой; температура обогревающего газа, покидающего слой, начинает повышаться и достигает приблизительно 180, а затем 220°С к концу процесса нагревания.
[0008] Изобретательский эффект на распределение температуры в слое окатышей или брикетов получен, когда средний расход циркулирующего обогревающего газа составляет ниже 6000 нм3/(ч×м2) при применении окатышей ПВЖ и ниже 12000 нм3/(ч×м2) при применении брикетов ГБЖ в расчете на свободную поверхность слоя окатышей или брикетов. Средний расход газа предпочтительно равен приблизительно от 1000 до 4000 нм3/ч и, более предпочтительно, равен приблизительно от 1500 до 3000 нм3/ч на 1 м2 свободной поверхности слоя для окатышей ПВЖ и приблизительно от 2000 до 7000 нм3/ч и, более предпочтительно, приблизительно от 2500 до 5000 нм3/ч на 1 м2 свободной поверхности слоя для брикетов ГБЖ. На первый взгляд это количество кажется абсурдным. Время предварительного разогрева, следовательно, настолько велико, что при необходимости предварительного разогрева всего объема продукции потребуется применять множество установок предварительного разогрева для одного плавильного резервуара. Более длительное время предварительного разогрева, кроме того, ведет к более высоким потерям тепла, соответственно. Но все же преимущества для процесса нагревания преобладают, поскольку циркулирующий инертный газ не нужно охлаждать, после того как он покидает слой окатышей или брикетов с целью нагрева, в результате чего общая тепловая эффективность значительно выше, чем если бы нагревание было осуществлено быстрее. К тому же установка для нагревания является более простой.
[0009] Заявленное предельное значение расхода инертного газа следует понимать как среднее значение за весь период нагревания. Например, расход газа может быть ниже 8000 нм3/(ч×м2) во время первой половины цикла нагревания при нагревании окатышей ПВЖ. Затем, во второй половине, количество газа постоянно снижают вплоть до 1000 нм3/(ч×м2). Также можно начать с 6000 нм3/(ч×м2) и непрерывно снижать общее количество вплоть до 1000 нм3/(ч×м2). При нагревании брикетов ГБЖ расход обогревающего газа может, например, составлять 14000 нм3/(ч×м2) в течение первой половины цикла нагревания, причем в дальнейшем, во второй половине, количество газа непрерывно снижают до 2000 нм3/(ч×м2). Однако также можно начать с 12000 нм3/(ч×м2) и непрерывно снижать количество обогревающего газа до 2000 нм3/(ч×м2). Заявленный в обоих примерах режим работы приводит к тому, что падение давления в нагревательном резервуаре остается приблизительно постоянным на протяжении всего времени нагревания.
[0010] Для удовлетворения условиям патентоспособности необходимо соответственно адаптировать геометрическую форму нагревательного резервуара. Так, соотношение диаметра резервуара в свету к высоте резервуара в свету должно составлять от 0,5 до 1,5 для резервуара предварительного разогрева, предназначенного для нагревания окатышей ПВЖ. Как правило, диаметр резервуара в свету должен быть приблизительно равен высоте слоя окатышей.
[0011] Для резервуара предварительного разогрева, предназначенного для нагревания брикетов ГБЖ, соотношение диаметра резервуара к высоте резервуара должно составлять от 1 до 3. В среднем диаметр резервуара в свету должен быть равен примерно половине толщины слоя брикетов.
[0012] Заявленные условия относятся к резервуарам с круглым поперечным сечением. Они, конечно, могут быть пересчитаны соответственно для любой другой геометрической формы.
[0013] Согласно настоящему изобретению предпочтительно, чтобы нагревающий поток поступал на слой сверху и проходил сквозь слой сверху вниз. Также предпочтительно, чтобы в этом режиме работы в нижней части имелось коническое сужение. Однако этот участок не берут в расчет в вышеупомянутых геометрических условиях для нагревательного резервуара.
[0014] Оказалось, что такая форма нижнего участка позволяет обеспечить положительный результат, заключающийся в почти полностью однородном нагревании слоя ПВЖ. Если поперечное сечение в нижней части уменьшается до приблизительно 1/3 поперечного сечения в верхней части нагревательного резервуара, последняя часть слоя нагревается лучше, чем таковая с постоянным поперечным сечением.
[0015] Неожиданно оказалось, что повторно используемым "инертным газом" может быть воздух. Содержащийся в воздухе кислород становится причиной того, что приблизительно 0.1% количества железа в начале процесса нагревания окисляется и его количество затем уменьшается. По прошествии короткого промежутка времени количество кислорода, содержащегося в воздухе, оказывается связано с железом, и тогда циркулирующий газ, предназначенный для процесса разогрева, состоит только из неокисляющего газа.
[0016] Высокая степень снижения содержания вюстита имеет решающее значение при предварительном разогреве металлизированных окатышей и брикетов. Это уменьшает количество энергии, требуемой для плавления, приблизительно на 25%. Но это также упрощает присадку к раствору углеродсодержащего железа, что является обычной практикой, предотвращая иногда случающееся вспенивание шлака.
[0017] Неожиданно оказалось, что применение изобретательского способа снижает содержание вюстита в агломератах фактически полностью. Предположительно, это объясняется тем, что содержание СО в циркулирующем инертном газе увеличивается очень быстро сразу же после начала снижения вюстита, таким образом создавая оптимальные условия для уменьшения содержания вюстита. Эффект можно усилить, если менять давление обогревающего газа пульсирующим способом. Для этой цели достаточны изменения давления вплоть 20%.
[0018] Новаторское снижение количества циркулирующего газа и коническое сужение поперечного сечения в нижней части нагревательного резервуара в высокой степени способствуют снижению содержания вюстита в окатышах и брикетах также в нижней части нагревательного резервуара.
[0019] В результате уменьшения содержания вюстита образуется значительное количество СО, которое либо сжигается, либо собирается и используется в виде топливного газа для теплообменника, благодаря чему можно покрыть почти половину требуемой энергии.
[0020] Таким образом, способ согласно изобретению способствует важному уменьшению содержания вюстита двумя путями. Это высокое содержание СО в циркулирующем газе и относительно большое время нагревания.
[0021] Оказалось, что контролировать условия нагревания губчатого железа согласно изобретению можно простым способом, измеряя температуру уходящего газа, покидающего резервуар предварительного подогрева. Если температура уходящего газа превышает 200°С, поток обогревающего газа уменьшают. В целом условия оптимального нагревания достаточно стабильны. Однако время от времени требуется проводить настройку, поскольку фракция металлизированных окатышей и брикетов с меньшим размером зерна или также мелкая фракция может колебаться как по количественным показателям, так и по местному распределению в нагревательном резервуаре.
[0022] Температура предварительного разогрева металлизированных окатышей или брикетов должна находиться в пределах от 800°С до 1100°С. Кроме того, предпочтительно, чтобы содержание С в окатышах или брикетах составляло по меньшей мере 2%. Эти два условия способствуют полному уменьшению содержания вюстита.
[0023] Сущностью настоящего изобретения также является и то, что поверхность окатышей обрабатывают таким способом, что они не спекаются при высокой температуре предварительного разогрева. Эта обработка известна из способов прямого восстановления в шахтной печи. Порошок, которым обычно покрывают окатыши, состоит из MgO, СаО или их соединений. При такой обработке может использоваться температура предварительного разогрева вплоть до 1100°С.
[0024] Применение способа согласно изобретению позволяет снизить энергию, требуемую для плавления металлизированных окатышей или брикетов в электродуговой печи, до менее чем 200 кВт·ч/т стали. Также с большей легкостью можно допустить более высокое содержание жильной породы в рудах в процессе плавления вследствие высокой температуры предварительного подогрева.
[0025] Пример установки для осуществления способа согласно изобретению показан на прилагаемом чертеже. Упомянутая установка состоит из нагревательного резервуара, восстановительной установки для нагревания инертного газа, вентилятора и тканевого фильтра. В качестве восстановительной установки может использоваться объемный регенератор. Однако вместо регенератора можно использовать рекуператор. Это позволяет упростить установку, но при этом снижаются максимально возможная температура и тепловой коэффициент полезного действия.
[0026] Отделенный в тканевом фильтре порошок является металлическим и, следовательно, самовоспламеняющимся. Поэтому необходимо принять соответствующие меры, чтобы фильтр всегда был заполнен инертным газом. Порошок можно просто окислить при условии, что газ обогащен небольшим количеством водяного пара, причем будет достаточно температуры насыщения, равной 20°С.
[0027] Особо предпочтительное воплощение состоит в комбинации объемного регенератора, переделанного для настоящего способа. В этом случае регенератор используют со значительно увеличенной толщиной слоя сыпучего материала. В то время как толщина радиально пересекаемого слоя сыпучего материала обычно составляет приблизительно 60 см, в заявке на изобретение она приблизительно удвоена. Таким образом, сохраненного тепла достаточно, чтобы нагреть общее количество загрузки ПВЖ. Это также приводит к лучшей комбинации требуемого давления для циркуляции инертного газа. В то время как в объемном регенераторе падение давления постоянно уменьшается, в резервуаре предварительного разогрева оно повышается. Таким образом, в процессе нагревания имеет место некоторая регулировка падения давления.
[0028] Для нагревательного резервуара важна форма. Давайте в качестве примера рассмотрим нагревание загрузки с 50 т губчатого железа. Для 50 т окатышей ПВЖ необходимо, чтобы внутренний объем резервуара составлял приблизительно 30 м3. Диаметр в свету резервуара равен 3,3 м, а высота цилиндрической части равна 4 м, из которых 3,5 м заполнены окатышами. Над окатышами остается пустое пространство, через которое вводят горячий инертный газ. Горячий газ протекает через наполнение сверху вниз. Нижняя часть резервуара состоит из сужающегося конуса, в нижнем участке которого существуют отверстия для удаления охлажденного инертного газа.
[0029] Для нагревания загрузки, чтобы нагреть окатыши, через них пропускают инертный газ в количестве, в целом составляющем 40000 нм3. Согласно настоящему изобретению начинают с расхода инертного газа, равного 8000 нм3/(ч×м2). При диаметре нагревательного резервуара 3,3 м поперечное сечение равняется 8,6 м2, а расход потока газа составляет 68800 нм3/ч. Через 10 минут количество газа начинает непрерывно снижаться в течение 40 минут вплоть до 1000 нм3/(ч×м2). Общее время нагревания составляет приблизительно 50 минут. Температура уходящего газа в конце цикла нагревания равна 180°С. Необходимость охлаждать циркулирующий инертный газ отсутствует.
[0030] Рассмотрим второй пример нагревания загрузки с 50 т брикетов ГБЖ. Для 50 т брикетов ГБЖ необходим резервуар, внутренний объем которого приблизительно равен 20 м3. Резервуар имеет диаметр в свету 2 м, а высоту цилиндрической части 6 м, из которой 5,5 м заполнены брикетами ГБЖ. Над слоем остается свободное пространство, через которое вводят горячий инертный газ. Горячий газ протекает через наполнение сверху вниз. Нижняя часть резервуара состоит из сужающегося конуса, в нижнем участке которого существуют отверстия для удаления охлажденного инертного газа.
[0031] Для нагревания загрузки, чтобы нагреть слой, через него пропускают инертный газ в количестве, в целом составляющем 40000 нм3. Согласно настоящему изобретению можно начать с расхода инертного газа, равного 7000 нм3/(ч×м2). При диаметре нагревательного резервуара 2 м поперечное сечение равняется 3,1 м2, а расход газа составляет 21700 нм3/ч. Через 20 минут количество газа начинают непрерывно снижать в течение 2 часов вплоть до 3000 нм3/(ч×м2). Общее время нагревания составляет приблизительно 2,3 часа. Температура уходящего газа в конце цикла нагревания равна 180°С. Необходимость охлаждать циркулирующий инертный газ отсутствует.
[0032] После нагревания окатыши могут быть загружены в плавильный резервуар через шиберную заслонку в нижней части нагревательного резервуара. Однако также может быть целесообразным конструировать резервуар таким образом, чтобы он имел форму мульды, причем в этом случае верхней границей является снимаемая или навесная крышка. Затем после предварительного разогрева агломерат сбрасывают в плавильный резервуар, как это происходит при загрузке лома.
[0033] Непрерывный предварительный разогрев в плавильном резервуаре маловероятен. При этом было бы необходимо иметь расход обогревающего газа 120000 нм3/ч для 50 т окатышей, загружаемых непрерывно в течение 20 минут, что бы потребовало очень сложных восстановительных установок и высокого давления. Для нагревательного резервуара это также потребовало бы невыполнимых условий.
[0034] Изобретение раскрыто для случая, когда в качестве плавильной установки используют электродуговую печь. Как описано ранее, это дает особые преимущества. Однако изобретение не ограничивается таким сочетанием. Оно может использоваться с любой плавильной установкой. Например, в качестве плавильной установки может использоваться конвертер. Предварительный разогрев окатышей ПВЖ позволяет значительно увеличить добавки ПВЖ. В этом случае особенно предпочтительно использовать способ в сочетании с конвертером с донной продувкой с последующим сжиганием нагретым воздухом участвующих в реакции газов. При содержании углерода в окатышах приблизительно 4%, используя способ согласно изобретению, в таком конвертере может производиться жидкая сталь без дополнительной подачи энергии и без жидкого чушкового чугуна.
[0035] Способ согласно изобретению не ограничивается нагреванием указанных металлизированных окатышей и брикетов. Часто ферросплавы имеют такую же крупность зерен, что и брикеты ГБЖ, но со значительно большими флуктуациями размеров зерен. Эти вещества также можно разогревать в установке согласно настоящему изобретению. При более высокой мелкогабаритной фракции предпочтительно работать на нижней границе изобретательских диапазонов, то есть отношение диаметра к высоте нагревательного резервуара тогда должно составлять приблизительно 1, а количество газа должно быть меньше 5000 нм3/(ч×м2). Оптимальные значения необходимо определять экспериментально в зависимости от гранулометрических характеристик. Изобретение обеспечивает значительное сбережение энергии, расходуемой на плавление, и соответствующее увеличение производительности.
Способ предварительного разогрева окатышей ПВЖ или брикетов ГБЖ потоком горячего газа включает формирование слоя окатышей ПВЖ или брикетов ГБЖ, нагрев газа в теплообменнике до температуры предварительного разогрева и пропускание горячего газа через слой окатышей ПВЖ или брикетов ГБЖ. Причем расход газа выбирают из условия быстрого падения температуры горячего газа в относительно тонком слое окатышей ПВЖ или брикетов ГБЖ с обеспечением в ходе разогрева движения температурного фронта через слой. Для разогрева окатышей ПВЖ среднее значение расхода обогревающего газа составляет менее 6000 нм3/(ч×м2), или для разогрева брикетов ГБЖ среднее значение расхода обогревающего газа составляет менее 12000 нм3/(ч×м2). Изобретение позволяет повторно использовать газ для нагревания без его дополнительного охлаждения с обеспечением повышенной тепловой эффективности. 11 з.п. ф-лы, 1 ил.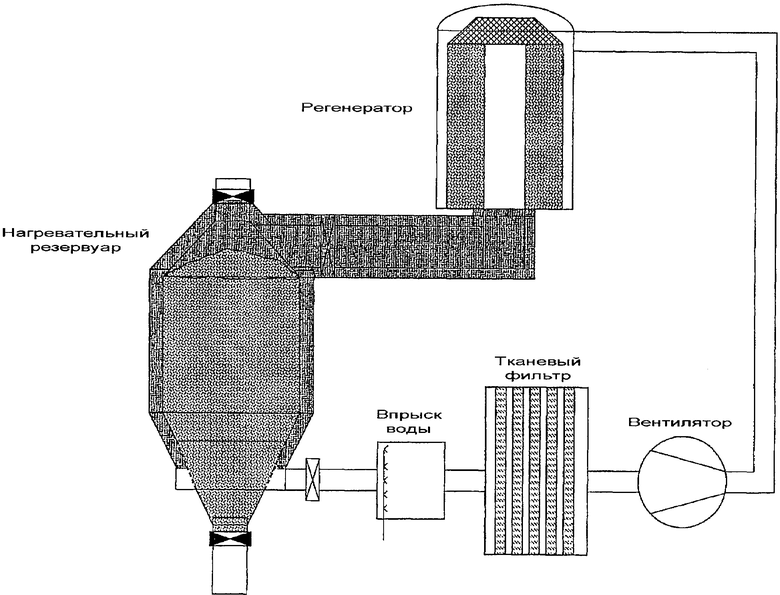
1. Способ предварительного разогрева окатышей ПВЖ или брикетов ГБЖ потоком горячего газа, включающий следующие шаги: из окатышей ПВЖ или брикетов ГБЖ формируют слой окатышей ПВЖ или брикетов ГБЖ, нагревают газ в теплообменнике до температуры предварительного разогрева и пропускают горячий газ через слой окатышей ПВЖ или брикетов ГБЖ, причем расход газа является таковым, что быстрое падение температуры горячего газа происходит в относительно тонком слое окатышей ПВЖ или брикетов ГБЖ, так что в ходе разогрева температурный фронт движется через слой, при этом для разогрева окатышей ПВЖ среднее значение расхода обогревающего газа составляет менее 6000 нм3/(ч·м2), или для разогрева брикетов ГБЖ среднее значение расхода обогревающего газа составляет менее 12000 нм3/(ч·м2).
2. Способ по п.1, дополнительно включающий шаг повторного использования газа, покидающего слой окатышей ПВЖ или брикетов ГБЖ, посредством повторного нагревания и повторного пропускания газа через слой окатышей ПВЖ или брикетов ГБЖ.
3. Способ по п.1 или 2, в котором через слой окатышей ПВЖ или брикетов ГБЖ пропускают горячий циркулирующий газ, в результате чего упомянутый газ передает в значительной степени свою тепловую энергию окатышам ПВЖ или брикетам ГБЖ, затем его вновь нагревают в теплообменнике до температуры предварительного разогрева.
4. Способ по п.1 или 2, в котором среднее значение расхода обогревающего газа за все время разогрева составляет менее 4000 нм3/ч, умноженных на диаметр окатышей ПВЖ или брикетов ГБЖ, измеренный в см, в расчете на 1 м2 поверхности слоя окатышей ПВЖ или брикетов ГБЖ.
5. Способ по п.1 или 2, отличающийся тем, что обогревающий газ поступает на слой окатышей ПВЖ или брикетов ГБЖ сверху через свободное пространство.
6. Способ по п.1 или 2, отличающийся тем, что окатыши ПВЖ или брикеты ГБЖ с содержанием углерода 2-5% разогревают инертным обогревающим газом, имеющим температуру от 800 до 1100°С.
7. Способ по п.1 или 2, отличающийся тем, что давление обогревающего газа изменяют пульсирующим способом.
8. Способ по п.1 или 2, отличающийся тем, что давление обогревающего газа изменяют до 20% относительно среднего давления.
9. Способ по п.1 или 2, отличающийся тем, что расход газа контролируют по температуре уходящего газа.
10. Способ по п.1 или 2, отличающийся тем, что при предварительном разогреве окатышей ПВЖ отношение высоты к поперечному сечению слоя ПВЖ регулируют в пределах от 0,5 до 1,5.
11. Способ по п.1 или 2, отличающийся тем, что при предварительном разогреве брикетов ГБЖ отношение высоты к поперечному сечению слоя ГБЖ регулируют в пределах от 1 до 3.
12. Способ по п.1 или 2, отличающийся тем, что циркулирующий обогревающий газ выходит через конический раструб, в котором поперечное сечение уменьшается по меньшей мере до 1/3 от поперечного сечения нагревательного резервуара.
| WO 00/47780 А2, 17.08.2000 | |||
| ШАРОШЕЧНЫЙ БУРОВОЙ ИНСТРУМЕНТ ИЛИ ШАРОШЕЧНОЕ ДОЛОТО | 2007 |
|
RU2436952C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| ЕР 1160337 А1, 05.12.2001 | |||
| Установка для обжига кусковых материалов | 1974 |
|
SU457729A1 |

