Область техники
[0001] Настоящее изобретение относится к устройству для производства горячебрикетированного железа (ГБЖ). Конкретнее, настоящее изобретение относится к устройству для производства брикетов железа при высокой температуре для предотвращения окисления прямовосстановленного железа (ПВЖ), выгруженного из горячей восстановительной печи, и для облегчения транспортировки ПВЖ.
Предшествующий уровень техники
[0002] Горячебрикетированное железо (ГБЖ) представляет собой продукт, разработанный в качестве добавки для чушкового чугуна или металлолома. Его производят путем переработки прямовосстановленного железа (ПВЖ), полученного прямым восстановлением железной руды. Поскольку ГБЖ представляет собой железо высокого качества, его используют в качестве материала для производства высококачественных стальных изделий, таких как двутавровые балки и листовая сталь.
[0003] ПВЖ получают нагреванием смеси, содержащей материал, содержащий оксиды железа, и углеродный восстановитель, в восстановительной печи. В печи оксиды железа восстанавливают до металлического железа. Конкретнее, ПВЖ можно получить восстановлением высушенных окатышей, изготовленных из магнетитовой руды и каменного угля, с использованием карусельной печи, и ГБЖ можно получить горячим формованием ПВЖ.
[0004] Прямое восстановление для получения ПВЖ относится к процессу, в котором оксиды железа (железная руда) восстанавливают в условиях высокой температуры в диапазоне от 1000°C до 1200°C. Когда данное горячее ПВЖ, выгруженное из горячей восстановительной печи, оставляют при комнатной температуре, существует риск пожара, поскольку горячее ПВЖ весьма легко может привести к воспламенению. В таком случае ПВЖ может медленно окисляться и возвращаться в свое первоначальное состояние (то есть, превращаться в оксиды железа). Следовательно, существуют возможности для усовершенствования технологии охлаждения и хранения горячебрикетированного железа (ГБЖ), изготовленного горячей переработкой прямовосстановленного железа (ПВЖ).
Раскрытие
Техническая задача
[0005] Задача настоящего изобретения состоит в том, чтобы предоставить устройство для производства ГБЖ для изготовления низкотемпературных железных брикетов из прямовосстановленного железа (ПВЖ), выгружаемого из восстановительной печи, что может облегчить обращение с железными брикетами и их транспортировку.
[0006] Эффекты и преимущества, которые могут быть достигнуты настоящим изобретением, не ограничены таковыми, упомянутыми выше, и другие эффекты и преимущества, не упомянутые выше, но которые могут быть достигнуты настоящим изобретением, могут быть без труда поняты специалистами в данной области из нижеследующего раскрытия.
Техническое решение
[0007] Для того, чтобы решить задачу, согласно одному аспекту настоящего изобретения предоставлено устройство для производства горячебрикетированного железа (ГБЖ), причем устройство содержит: загрузочный модуль, сконфигурированный для охлаждения и транспортировки прямовосстановленного железа (ПВЖ); модуль количественного дозирования, сконфигурированный для измельчения принятого из загрузочного модуля прямовосстановленного железа и выгрузки каждый раз заранее заданного фиксированного количества измельченного прямовосстановленного железа; модуль формования горячих брикетов, сконфигурированный для горячего прессования фиксированного количества ПВЖ, выгруженного из модуля количественного дозирования, при высоких температурах и высоких силах прессования; и цилиндрический охладительный модуль, сконфигурированный для охлаждения горячих железных брикетов. Охладительный модуль содержит цилиндрический корпус с входом на его первой стороне и выходом на его второй стороне, шнековый винт или лопасть, сконфигурированные для транспортировки горячих железных брикетов от входа к выходу, и форсунку для распыления охлаждающей воды. Шнековый винт и форсунка для распыления охлаждающей воды размещены внутри цилиндрического корпуса. Горячие железные брикеты вводятся в охладительный модуль через вход и выгружаются из охладительного модуля через выход, и охлаждающая вода отводится наружу из охладительного модуля через вход.
[0008] В охладительном модуле форсунка для распыления охлаждающей воды может быть размещена вблизи выхода.
[0009] Охладительный модуль может быть установлен наклонно, так что выход расположен выше, чем вход.
[0010] Охладительный модуль может содержать просеивающий элемент, размещенный в разгрузочном отверстии выхода для просеивания горячих железных брикетов, чтобы горячие железные брикеты выгружались без остающейся на поверхности брикетов охлаждающей воды.
[0011] Охладительный модуль может дополнительно содержать вращающий блок, который вращает цилиндрический корпус.
[0012] Охладительный модуль может дополнительно содержать запорную пластину, расположенную вблизи входа, для поддержания уровня охлаждающей воды в цилиндрическом корпусе.
[0013] Модуль формования горячих брикетов может содержать: машину горячего брикетирования, содержащую брикетирующие валки для горячего прессования ПВЖ при высокой температуре с формированием горячебрикетированного железа, и гидравлическое устройство для регулирования силы прессования брикетирующих валков и сепаратор для разделения горячебрикетированного железа, выгруженного из машины горячего брикетирования, на горячие железные брикеты.
[0014] Модуль количественного дозирования может содержать измельчитель для измельчения ПВЖ в частицы ПВЖ с заданным размером; накопительный бункер для временного хранения и последующей выгрузки частиц ПВЖ; и отклоняющий элемент, выполняющий переключение между путями перемещения частиц ПВЖ, выгруженных из накопительного бункера.
[0015] Загрузочный модуль может содержать охладитель, предназначенный для транспортировки ПВЖ с осуществлением при этом непрямого охлаждения ПВЖ, и транспортер, оборудованный коробом и предназначенный для транспортирования охлажденного ПВЖ, находящегося в нем.
Полезные эффекты изобретения
[0016] Согласно одному иллюстративному примеру осуществления настоящего изобретения устройство для производства горячебрикетированного железа (ГБЖ) снабжено охладителем, в результате чего оно способно производить низкотемпературные железные брикеты путем первоначального получения горячих железных брикетов из прямовосстановленного железа (ПВЖ), которые выгружают из горячей восстановительной печи, и последующего охлаждения горячих железных брикетов охладительным модулем.
Описание чертежей
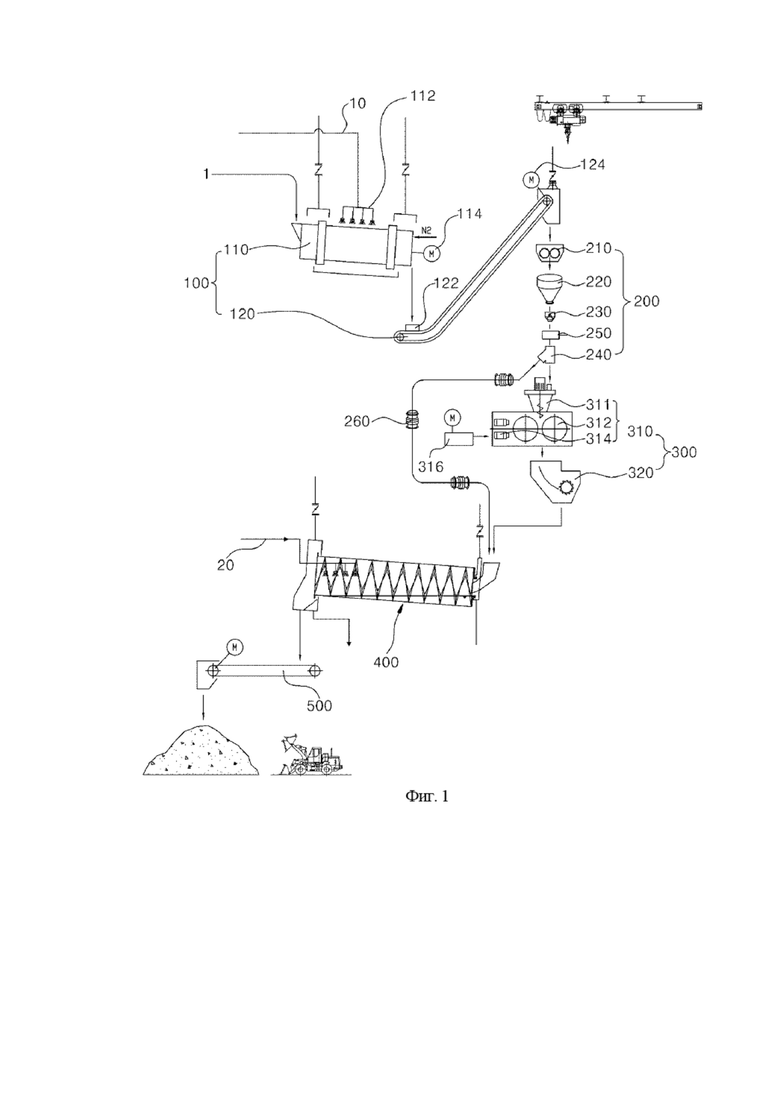
[0017] На ФИГ. 1 представлена схема, иллюстрирующая устройство для производства ГБЖ согласно одному примеру осуществления настоящего изобретения;
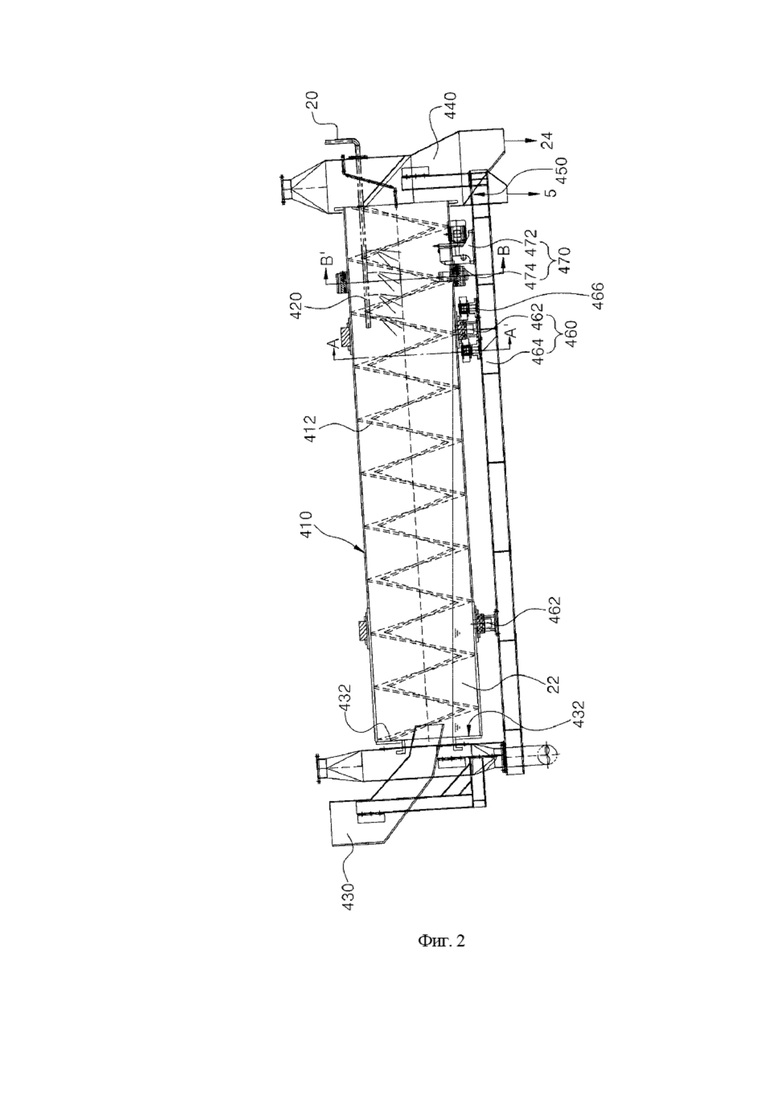
[0018] На ФИГ. 2 представлен вид, иллюстрирующий охладительный модуль устройства для производства ГБЖ согласно одному примеру осуществления настоящего изобретения;
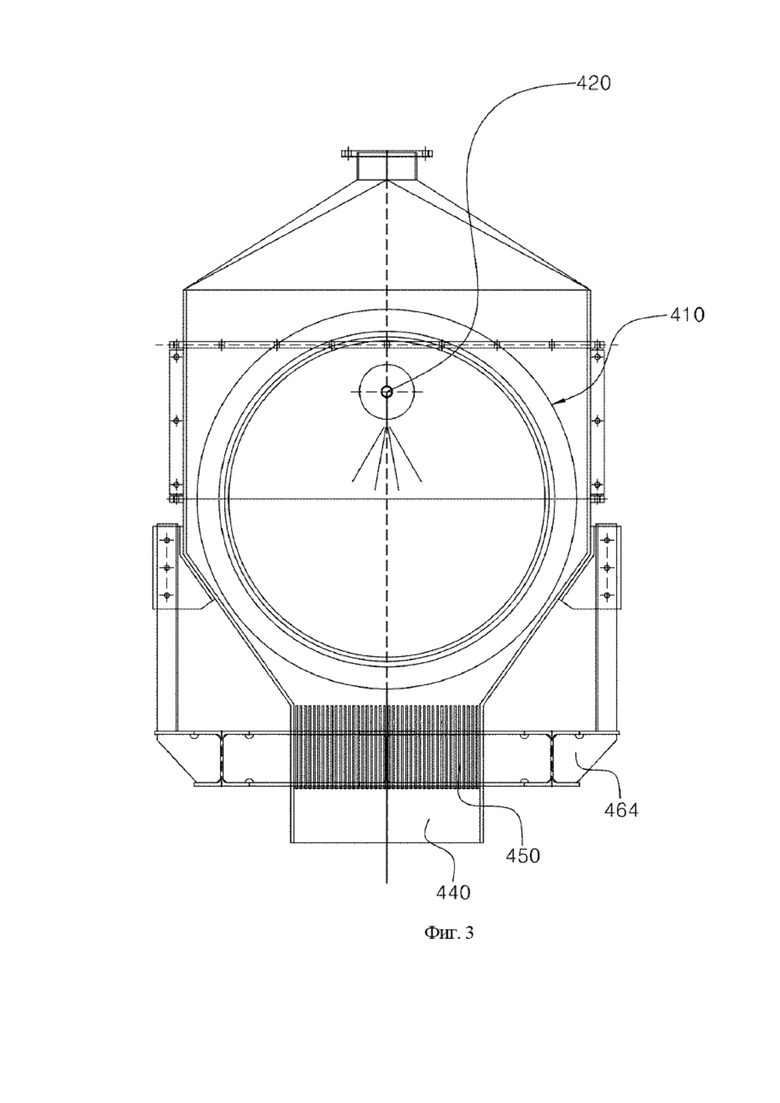
[0019] На ФИГ. 3 представлен вид со стороны выхода, иллюстрирующий охладительный модуль устройства для производства ГБЖ согласно одному примеру осуществления настоящего изобретения;
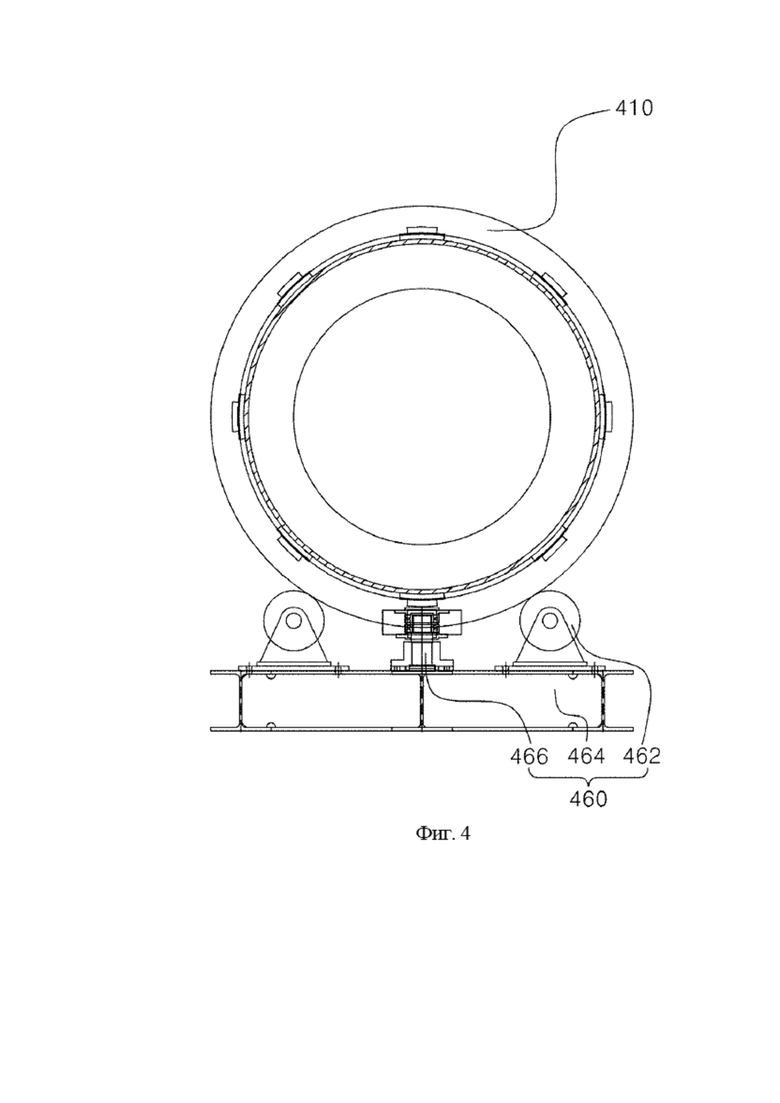
[0020] На ФИГ. 4 представлен вид в поперечном сечении вдоль линии A-A' на ФИГ. 2; и
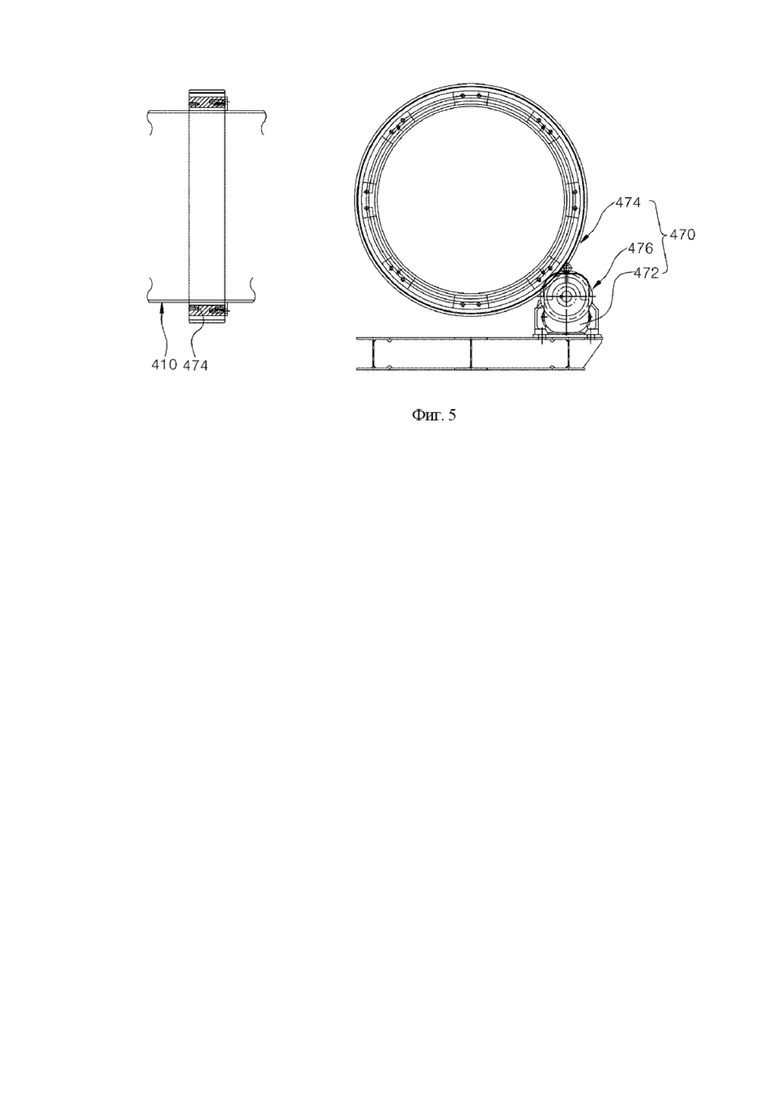
[0021] ФИГ. 5 включает в себя вид в поперечном сечении вдоль линии B-B' на ФИГ. 2 и вид в плане, иллюстрирующий приводной механизм.
Лучший пример осуществления изобретения
[0022] Здесь далее предпочтительные примеры осуществления изобретения будут подробно раскрыты со ссылкой на приложенные чертежи. Следующие примеры осуществления представлены в качестве примеров для достаточной передачи специалистам в данной области сущности настоящего изобретения. Соответственно, настоящее изобретение не ограничено раскрытыми ниже примерами осуществления и может быть реализовано в других формах. На чертежах длины и толщины слоев или областей могут быть увеличены для удобства иллюстрации и ясности. На чертежах и в раскрытии примеров осуществления одинаковые элементы обозначены одинаковыми ссылочными позициями.
[0023]
[0024]
[0025] На ФИГ. 1 представлена схема, иллюстрирующая устройство для производства горячебрикетированного железа (ГБЖ) согласно одному примеру осуществления настоящего изобретения, на ФИГ. 2 представлен вид, иллюстрирующий охладительный модуль устройства для производства ГБЖ согласно одному примеру осуществления настоящего изобретения, на ФИГ. 3 представлен вид со стороны выхода, иллюстрирующий охладительный модуль устройства для производства ГБЖ согласно одному примеру осуществления настоящего изобретения, на ФИГ. 4 представлен вид в поперечном сечении вдоль линии A-A' на ФИГ. 2 и на ФИГ. 5 представлен вид в поперечном сечении вдоль линии B-B' на ФИГ. 2.
[0026] Согласно ФИГ. 1-5 устройство для производства ГБЖ согласно одному примеру осуществления настоящего изобретения содержит загрузочный модуль 100, модуль 200 количественного дозирования, модуль 300 формования горячих брикетов и охладительный модуль 400.
[0027]
[0028] Загрузочный модуль 100 охлаждает и транспортирует прямовосстановленное железо (ПВЖ) 1. Загрузочный модуль 100 содержит охладитель 110 и транспортер 120. Оксиды железа восстанавливают при высокой температуре в диапазоне от 1000°C до 1200°C, превращая их в ПВЖ 1. Затем ПВЖ 1 транспортируют в загрузочный модуль 100. В таком высокотемпературном диапазоне частицы ПВЖ могут образовывать агрегаты друг с другом, так что транспортировка или трансформация частиц ПВЖ затруднена. Следовательно, ПВЖ 1, которое выгружают в горячем состоянии, необходимо охлаждать охладителем 110. Для сведения окисления ПВЖ к минимуму ПВЖ 1 охлаждают непрямым охлаждением в атмосфере азота. Для непрямого охлаждения охладитель 110 снабжен форсунками 112 охлаждающей воды на своей внешней поверхности. Когда охлаждающую воду подают в охладитель 110 по трубе охлаждающей воды, охлаждающую воду распыляют наружу из охладителя 110. Загрузочный модуль 100 может дополнительно содержать крышку для охлаждающей воды, которая предотвращает утечку охлаждающей воды в другие устройства или элементы конструкции.
[0029] Охладитель 110 осуществляет непрямое охлаждение ПВЖ 1 и транспортирует ПВЖ к транспортеру 120. Охладитель 110 имеет цилиндрический корпус, который соединен с мотором 114. Таким образом, мотор 114 вращает корпус охладителя 110.
[0030] Для содействия транспортировке ПВЖ 1 к транспортеру 122 с использованием силы тяжести охладитель 110 установлен таким образом, что он наклонен по направлению к транспортеру 120. Кроме того, охладитель 110 может дополнительно содержать шнековый винт, предусмотренный внутри корпуса. Шнековый винт вращается вместе с корпусом охладителя 110, тем самым транспортируя ПВЖ 1.
[0031] ПВЖ, охлажденное охладителем 110, транспортируется к транспортеру 120. Транспортер 120 оборудован коробом 122 для транспортировки ПВЖ и мотором 124 для движения транспортера 120. Например, транспортер 120 представляет собой разновидность цепного транспортера. В данном случае короб 122 прикреплен к цепи, которая проходит наклонно. ПВЖ выгружают в короб 122, и затем короб 122 движется вниз вдоль цепи к модулю 200 количественного дозирования. Транспортер 120 может дополнительно включать в себя направляющий элемент, направляющий валок, головной цепной валок и хвостовой цепной валок. Пока ПВЖ в коробе 122 транспортируется к модулю 200 количественного дозирования транспортером 120, ПВЖ дополнительно охлаждается.
[0032]
[0033] ПВЖ, транспортированное к модулю 200 количественного дозирования, измельчают в модуле 200 количественного дозирования и заранее заданное фиксированное количество ПВЖ подают в модуль 300 формования горячих брикетов.
[0034] Конкретнее, модуль 200 количественного дозирования содержит измельчитель 210, который измельчает ПВЖ в частицы ПВЖ с заданным размером; накопительный бункер 220, в котором временно хранят и из которого выгружают частицы ПВЖ; и отклоняющий элемент 240, который переключают между путями перемещения частиц ПВЖ, выгруженных из накопительного бункера 220.
[0035] Когда частицы железной руды (или оксидов железа) восстанавливаются в печи прямого восстановления, частицы образуют агломераты. Следовательно, ПВЖ, выгруженное из печи прямого восстановления, может находиться в форме крупных масс или комков. В модуле 200 количественного дозирования измельчитель 210 измельчает массы или комки ПВЖ в окатыши или мелкие частицы ПВЖ, которые затем загружают в накопительный бункер 220, имеющий заданный объем. Следовательно, фиксированное количество ПВЖ может быть выгружено из модуля 200 количественного дозирования.
[0036] Например, измельчитель 210 образован парой валков, на каждом из которых предусмотрены бороздки или пилообразные дробилки. Валки соединены с соответствующими вращающимися валами, отстоящими друг от друга на заданном расстоянии. Когда большие массы или комки ПВЖ проходят между парой валков, большие массы или комки ПВЖ разрушаются на меньшие частицы ПВЖ. Соответственно, измельчитель 210 включает в себя пару валков, вращающиеся валы, соединенные с соответствующими валками, два мотора, соединенные с соответствующими вращающимися валами, и кожух измельчителя, вмещающий другие элементы. Поскольку измельчитель 210 не может выгружать фиксированное количество частиц ПВЖ, накопительный бункер 220 используют в качестве буферного пространства, в котором временно хранят фиксированное количество частиц ПВЖ, и он выгружает это количество. Частицы ПВЖ транспортируются в процесс последующей стадии посредством загрузочной трубы 260.
[0037] Запорный клапан 230 или скользящий затвор 250 могут быть предусмотрены между накопительным бункером 220 и отклоняющим элементом 240 для регулирования выгрузки или количества выгрузки частиц ПВЖ.
[0038] Запорный клапан 230 используют для предотвращения выгрузки прямовосстановленного железа, когда устройство для производства ГБЖ инспектируют, ремонтируют или же оно находится в состоянии непредвиденной неисправности в ходе процесса производства. Запорный клапан 230 образован корпусом клапана и приводом клапана. Кроме того, скользящий затвор 250 представляет собой механическое устройство, которое может регулировать выгружаемое количество прямовосстановленного железа. Количество прямовосстановленного железа в принудительном питателе 311 модуля 300 формования горячих брикетов контролируют датчиком и степень открытия скользящего затвора 250 контролируют соответственно. Таким путем возможно регулировать количество прямовосстановленного железа, которое поступает в модуль 300 формования горячих брикетов. Например, скользящий затвор 250 может быть образован корпусом скользящего затвора, затвором и цилиндром, управляющим затвором.
[0039] Отклоняющий элемент 240 для переключения путей перемещения прямовосстановленного железа, выгруженного из накопительного бункера 220, представляет собой устройство, которое может изменять направление движения прямовосстановленного железа между двумя путями. При формировании горячебрикетированного железа (ГБЖ) отклоняющий элемент 240 направляет прямовосстановленное железо для транспортировки к модулю 300 формования горячих брикетов. При выгрузке прямовосстановленного железа как такового отклоняющий элемент 240 направляет прямовосстановленное железо для транспортировки к обходной линии (не показана). То есть, благодаря присутствию отклоняющего элемента 240 возможно подготовиться к ситуации, при которой необходимо, чтобы модуль 300 формования горячих брикетов было опустошен за короткое время по некоторым причинам, например, в случае неисправности оборудования или определенной аварийной ситуации. Отклоняющий элемент 240 может быть образован корпусом, задвижкой и цилиндром, управляющим задвижкой.
[0040]
[0041] Прямовосстановленное железо, транспортированное в модуль 200 количественного дозирования, прессуют при высокой температуре посредством модуля 300 формования горячих брикетов, тем самым формуя его в горячебрикетированное железо 5.
[0042] Модуль 300 формования горячих брикетов может включать в себя машину 310 горячего брикетирования и сепаратор 320.
[0043] Машина 310 горячего брикетирования включает в себя пару брикетировочных валков 312, которые непосредственно прессуют прямовосстановленное железо, и гидравлическое устройство 314, которое регулирует силу прессования брикетировочных валков 312. Прямовосстановленное железо, поданное задействованием шнека, размещенного внутри принудительного питателя 311, пропускают через зазор между брикетировочными валками 312, вращающимися в противоположных направлениях. Таким образом, частицы прямовосстановленного железа превращаются в горячие железные брикеты. Например, брикетировочные валки 312 могут иметь множество углубленных карманов, и углубленные карманы могут иметь зигзагообразную форму для большей эффективности формования. В дополнение к машине 310 горячего брикетирования, принудительному питателю 311, брикетировочным валкам 312 и гидравлическому устройству 314 устройство для производства ГБЖ может дополнительно содержать валковые приводные моторы для вращения брикетировочных валков 312 и редуктор для регулирования скорости вращения брикетировочных валков 312 и гидравлический цилиндр и систему 316, которая регулирует давление гидравлического устройства.
[0044] Горячебрикетированное железо (ГБЖ), произведенное горячим прессованием машины 310 горячего брикетирования, имеет форму непрерывной полосы. Для разделения горячебрикетированного железа в форме непрерывной полосы на брикеты модуль 300 формования горячих брикетов содержит сепаратор 320. Сепаратор 320 включает в себя направляющую раму, ротор, стержень, кожух и приводящий мотор ротора. Брикеты, выгруженные из сепаратора 320, все еще являются горячими (например, имеют температуру от 550°C до 650°C). Следовательно, перенос и манипулирование брикетами затруднены.
[0045]
[0046] Поэтому брикеты, выгруженные из модуля 300 формования горячих брикетов, транспортируют в охладительный модуль 400, имеющий цилиндрическую форму, и затем охлаждают их, пропуская через охладительный модуль 400. Охладительный модуль 400 включает в себя цилиндрический корпус 410, шнековый винт 412 или лопасть и форсунку 420 для распыления охлаждающей воды, которые установлены в цилиндрическом корпусе 410. Корпус имеет вход 430 на своей первой стороне и выход 440 на своей второй стороне, при этом первая сторона и вторая сторона находятся напротив друг друга. Брикеты могут быть введены в корпус через вход 430 и могут быть выгружены из корпуса через выход 440. С другой стороны, охлаждающую воду выпускают из корпуса через вход 430.
[0047] Охладительный модуль 400 может дополнительно содержать блок, который вращает корпус 410. Горячие брикеты, введенные в корпус 410 через вход 430, транспортируют к выходу 440 шнековым винтом 412, который вращается одновременно с корпусом 410. Горячие брикеты охлаждаются, будучи транспортируемыми через корпус 410, то есть от входа к выходу.
[0048]
[0049] Для эффективной транспортировки и охлаждения горячих железных брикетов ротационные лопасти шнекового винта 412 размещены с интервалами, превышающими ширину или размер горячих железных брикетов в 3-10 раз, и высота ротационных лопастей составляет 1-1,5 ширины или размера горячих железных брикетов.
[0050]
[0051] В охладительном модуле 400 форсунка 420 для распыления охлаждающей воды размещена вблизи выхода 440, и охлаждающая вода движется к форсунке 420 для распыления охлаждающей воды по линии 20 для подачи охлаждающей воды. Поскольку охладительный модуль 400 снабжен линией 20 для подачи охлаждающей воды и форсункой 420 для распыления охлаждающей воды, размещенной вблизи выхода 440, возможно непосредственное распыление охлаждающей воды на горячие железные брикеты, тем самым прямое охлаждение горячих железных брикетов в цилиндрическом корпусе 410.
[0052] Охладительный модуль 400 может быть установлен наклонно, так что выход 440 расположен выше, чем вход 430. Кроме того, запорная пластина предусмотрена внутри корпуса 410 и размещена вблизи входа 430. Следовательно, возможно поддержание уровня охлаждающей воды 22 в корпусе 410. То есть цилиндрический корпус наклонен таким образом, что вход 430, через который горячие железные брикеты вводят в корпус, расположен относительно ниже, и выход 440, через который горячие железные брикеты, охлажденные охлаждающей водой, выгружают из корпуса, расположен относительно выше. Следовательно, охлаждающая вода 22, удерживаемая в корпусе на заданном уровне, первично охлаждает горячие железные брикеты, вводимые через вход 430, а охлаждающая вода, распыляемая из форсунки 420 для распыления охлаждающей воды, вторично охлаждает горячие железные брикеты, которые первично охлаждают удерживаемой охлаждающей водой и затем транспортируют к выходу шнековым винтом 412 или лопастями. Горячие железные брикеты охлаждают таким образом охладительным модулем 400, а затем выгружают из охладительного модуля 400.
[0053] Запорная пластина 432, размещенная близи входа 430, неподвижно приварена к корпусу 410. Запорная пластина 432 функционирует как плотина для удерживания охлаждающей воды 22, тем самым обеспечивая постоянный уровень охлаждающей воды 22, удерживаемой в корпусе 410.
[0054] Когда охлаждающая вода 22 нагревается за счет теплообмена с горячими железными брикетами, присутствующими вблизи входа 430, уровень воды поднимается, и, таким образом, нагретая охлаждающая вода перетекает через запорную пластину 432, тем самым вытекая через вход 430. Поскольку холодная охлаждающая вода пополняется, температура охлаждающей воды, удерживаемой в корпусе, поддерживается ниже заданной температуры.
[0055] Следовательно, горячие железные брикеты, которые выгружают в горячем состоянии (то есть при температуре от 550°C до 650°C) из модуля 300 формования горячих брикетов, охлаждают посредством прямого контакта с охлаждающей водой или вращающимся охладительным модулем 400. Таким образом, горячие железные брикеты окончательно охлаждают до температуры в диапазоне от 80°C до 100°C, так что их можно было легко транспортировать и легко ими манипулировать. То есть, поскольку устройство для производства ГБЖ согласно примеру осуществления настоящего изобретения оборудовано охладительным модулем 400, возможно производить низкотемпературные железные брикеты из прямовосстановленного железа, которое выгружают горячим из печи прямого восстановления. Таким образом, произведенные железные брикеты можно легко транспортировать к месту назначения, используя транспортное средство общего назначения.
[0056] Уровень удерживаемой охлаждающей воды 22 такой же, как и высота запорной пластины 432. Например, он может составлять от 300 мм до 600 мм. Охлаждающая вода, непрерывно подаваемая на горячие железные брикеты через форсунку 420 для распыления охлаждающей воды, перетекает через запорную пластину 432 и, таким образом, отводится из охладительного модуля 400 через вход 430. Охлаждающая вода, которая выпускается наружу через вход, находится в нагретом состоянии. Нагретая охлаждающая вода втекает в градирню для повторного охлаждения. Эту охлажденную охлаждающую воду перекачивают циркуляционным насосом охлаждающей воды так, что снова подают в охладительный модуль 400 по линии 20 для подачи охлаждающей воды и в форсунку 420 для распыления охлаждающей воды.
[0057] Время контакта, в течение которого охлаждающая вода, распыляемая из форсунки 420 для распыления охлаждающей воды, контактирует с горячими железными брикетами, составляет от примерно 5 до 10 минут. С другой стороны, время контакта между удерживаемой охлаждающей водой и горячими железными брикетами определяется в зависимости от температуры удерживающей охлаждающей воды 22 в корпусе охладительного модуля. Например, когда температура удерживаемой охлаждающей воды 22 выше надлежащей температуры, то есть, когда чрезмерно много горячих железных брикетов подают в охладительный модуль, скорость подаваемого потока удерживаемой охлаждающей воды 22 увеличивают, так что время удерживания охлаждающей воды в корпусе 410 уменьшается. Таким образом, может быть усилен охлаждающий эффект. Напротив, когда температура удерживаемой охлаждающей воды 22 ниже надлежащей температуры, то есть, когда подаваемое количество горячих железных брикетов мало, скорость подаваемого потока удерживаемой охлаждающей воды 22 уменьшают, так что время удерживания удерживаемой охлаждающей воды 22 в корпусе 410 увеличивается.
[0058]
[0059] Угол наклона корпуса 410 охладительного модуля 400 находится в диапазоне от 2° до 15°. Угол наклона определяют в зависимости от диаметра и длины корпуса 410. Когда диаметр корпуса 410 охладительного модуля относительно велик и длина относительно мала, угол наклона увеличивают.
[0060] Для поддержки наклоненного корпуса 410 охладительный модуль 400 включает в себя опору 460, образованную несущей рамой 464, опорным валком 462 и направляющим валком 466. Опорный валок 462, предусмотренный между несущей рамой 464 и корпусом 410, поддерживает корпус 410, так что ось вращения корпуса не сотрясается при вращении корпуса 410. Направляющий валок 466 предотвращает линейное движение корпуса 410 в обратном и прямом направлении корпуса 410. Следовательно, хотя корпус 410 охладительного модуля наклонен, вращательное движение корпуса охладительного модуля может осуществляться стабильно благодаря опоре 460.
[0061] Кроме того, охладительный модуль 400 дополнительно содержит вращающий блок 470 для вращения корпуса 410, при этом вращающий блок 470 использует приводной механизм зубчатого или цепного типа. Например, в случае зубчатого типа вращающий блок 470 содержит мотор 472, который обеспечивает движущую силу, ведущую шестерню 476, установленную на моторе 472, и движущую шестерню 474, установленную на внешней поверхности корпуса 410 и сконфигурированную для зацепления с ведущей шестерней 476.
[0062]
[0063] Охладительный модуль 400 может иметь проблему, состоящую в том, что внутренняя температура корпуса 410 охладительного модуля 400 увеличивается из-за пара, который образуется, когда горячие железные брикеты охлаждают охлаждающей водой. В таком случае охлаждение горячих железных брикетов с помощью охладительного модуля 400 затруднено. Следовательно, охладительный модуль 400 может дополнительно содержать насос для выпуска пара, который откачивает пар из корпуса 410 охладительного модуля 400.
[0064] Охладительный модуль 400 может дополнительно содержать просеивающий элемент 450 для разделения охлаждающей воды 24 и горячих железных брикетов 5 в разгрузочном отверстии выхода 440. Благодаря присутствию просеивающего элемента 450 может быть удалена охлаждающая вода 24, остающаяся на железных брикетах. То есть охлажденные железные брикеты 5 освобождаются от влаги и затем транспортируются к транспортировочному устройству 500 и затем хранятся в резервуаре для хранения.
[0065]
[0066] Хотя настоящее изобретение было раскрыто выше со ссылкой на иллюстративный пример осуществления, будет понятно, что специалисты в данной области могут различным образом модифицировать и изменять настоящее изобретение, не выходя за рамки сущности и объема настоящего изобретения, определяемого в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕБРИКЕТИРОВАННОГО ЖЕЛЕЗА (ГБЖ) | 2023 |
|
RU2818098C1 |
| СИСТЕМА ДЛЯ РАЗГРУЗКИ ЖЕЛЕЗА, ПОЛУЧЕННОГО МЕТОДОМ ПРЯМОГО ВОССТАНОВЛЕНИЯ | 1999 |
|
RU2219244C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕБРИКЕТИРОВАННОГО ЖЕЛЕЗА | 2020 |
|
RU2758893C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО РАЗОГРЕВА МЕТАЛЛИЗИРОВАННЫХ ОКАТЫШЕЙ ИЛИ БРИКЕТОВ | 2006 |
|
RU2385947C2 |
| ГОРЯЧЕБРИКЕТИРОВАННОЕ ЖЕЛЕЗО (HBI) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2433187C2 |
| СИСТЕМА И СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ | 2020 |
|
RU2771424C1 |
| Комплекс оборудования для производства топливных и кормовых брикетов и гранул | 2017 |
|
RU2639707C1 |
| Способ прямого восстановления железа с применением газовой плазмы | 2024 |
|
RU2833291C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОГО МЕТАЛЛА | 2012 |
|
RU2492246C2 |
| Способ регулирования содержания углерода в металлизованных окатышах | 2024 |
|
RU2840660C1 |
Изобретение относится к устройству для производства горячебрикетированного железа. Устройство содержит загрузочный модуль, модуль количественного дозирования, модуль формования горячих брикетов и цилиндрический охладительный модуль. Загрузочный модуль охлаждает и транспортирует прямовосстановленное железо (ПВЖ). Модуль количественного дозирования измельчает ПВЖ и выгружает каждый раз фиксированное количество ПВЖ. Модуль формования горячих брикетов формирует горячие железные брикеты путем горячего прессования ПВЖ, выгруженного из модуля количественного дозирования. Охладительный модуль для охлаждения горячих железных брикетов содержит цилиндрический корпус с входом и выходом, шнековый винт или лопасть для транспортировки горячих железных брикетов и форсунку для распыления охлаждающей воды. Шнековый винт и форсунка для распыления охлаждающей воды размещены внутри цилиндрического корпуса. Горячие железные брикеты вводят в охладительный модуль через вход и выгружают из охладительного модуля через выход. Охлаждающую воду отводят из охладительного модуля через вход. Изобретение обеспечивает изготовление низкотемпературных железных брикетов из ПВЖ, выгружаемого из восстановительной печи, что облегчает обращение с брикетами и их транспортировку. 6 з.п. ф-лы, 5 ил.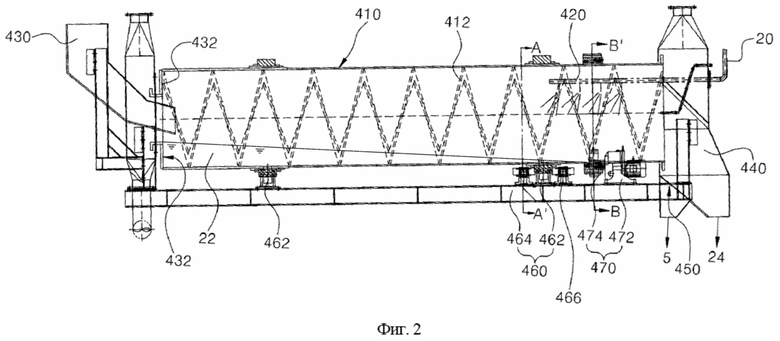
1. Устройство для производства горячебрикетированного железа, содержащее:
загрузочный модуль, выполненный с возможностью охлаждения и транспортировки железа прямого восстановления,
модуль количественного дозирования, выполненный с возможностью измельчения железа прямого восстановления и выгрузки заранее заданного фиксированного количества измельченного железа прямого восстановления,
модуль формования горячих железных брикетов, выполненный с возможностью горячего прессования фиксированного количества железа прямого восстановления, и
охладительный модуль для охлаждения горячих железных брикетов,
при этом охладительный модуль содержит цилиндрический корпус с входом на его первой стороне и выходом на его второй стороне, установленный наклонно с выходом, расположенным выше, чем вход, форсунку, установленную внутри цилиндрического корпуса, для распыления охлаждающей воды, которая выводится наружу через вход, шнековый винт или лопасть, выполненный с возможностью транспортировки горячих брикетов от входа к выходу и установленный в цилиндрическом корпусе, насос для выпуска пара, откачивающий образующийся при охлаждении брикетов пар из корпуса, и запорную пластину, размещенную внутри корпуса вблизи входа с возможностью поддержания в нем постоянного уровня охлаждающей воды для первичного охлаждения горячих брикетов, вводимых через вход, а форсунка для распыления охлаждающей воды выполнена с возможностью распыления охлаждающей воды с обеспечением вторичного охлаждения горячих брикетов.
2. Устройство по п. 1, в котором форсунка для распыления охлаждающей воды охладительного модуля размещена вблизи выхода.
3. Устройство по п. 1, в котором охладительный модуль дополнительно содержит просеивающий элемент, размещенный в разгрузочном отверстии выхода, для просеивания горячих железных брикетов, чтобы горячие железные брикеты выгружались без остающейся на поверхности брикетов охлаждающей воды.
4. Устройство по п. 1, в котором охладительный модуль дополнительно содержит вращающий блок, который вращает корпус охладительного модуля.
5. Устройство по п. 1, в котором модуль формования горячих брикетов содержит машину горячего брикетирования, содержащую брикетирующие валки для прессования железа прямого восстановления при высокой температуре с формированием горячебрикетированного железа, гидравлическое устройство для регулирования силы прессования брикетирующих валков и сепаратор для разделения горячебрикетированного железа на горячие железные брикеты.
6. Устройство по п. 1, в котором модуль количественного дозирования содержит измельчитель для измельчения железа прямого восстановления в частицы железа прямого восстановления с заданным размером; накопительный бункер для временного хранения и последующей выгрузки частиц железа прямого восстановления; и отклоняющий элемент, выполняющий переключение между путями перемещения частиц железа прямого восстановления, выгруженных из накопительного бункера.
7. Устройство по п. 1, в котором загрузочный модуль содержит охладитель, предназначенный для транспортировки железа прямого восстановления с осуществлением при этом непрямого охлаждения железа прямого восстановления, и транспортер, оборудованный коробом и предназначенный для транспортирования охлажденного железа прямого восстановления, находящегося в нем.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТИРОВАННОГО ВОССТАНОВЛЕННОГО ЖЕЛЕЗА И СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 2008 |
|
RU2435868C1 |
| КУРУНОВ И.Ф | |||
| и др | |||
| Состояние и перспективы бездоменной металлургии железа, М.: Черметинформация, 2002, сс.70-73. | |||

