Предпосылки к созданию изобретения
Область техники
Настоящее изобретение в общем имеет отношение к усовершенствованной системе изготовления, а более конкретно к усовершенствованной автоматической системе изготовления, предназначенной для нанесения покрытия валиком или для другой подготовки изделий для дальнейшей обработки и отгрузки.
Известный уровень техники
В прошлом, системы изготовления требовали вмешательства человека для завершения изготовления детали, что могло приводить к ухудшению качества изготовления. Могут возникать трудности в поддержании согласованной, непрерывной и автономной подачи детали в систему изготовления. Кроме того, в системах изготовления с нанесением покрытия на детали часто используют распыление. Системы нанесения покрытия методом распыления имеют низкую эффективность. Во время нанесения материала методом распыления, большая часть распыляемого материала теряется и не поступает на покрываемую деталь.
В то время как такие потери материала приводят к убыткам, они также приводят к выделению в окружающую среду растворителей или летучих органических соединений. Так как такие материалы не следует выпускать в окружающую среду, в известных ранее системах приходится использовать средства возврата таких материалов. Системы возврата типично являются дорогими в эксплуатации и могут потребовать дополнительной обработки отходов, например, сточных вод от таких систем возврата. Примеры известных систем приведены в патентах США №5183509 и 5275664.
Предлагаемая здесь система, кроме улучшения качества готовых деталей, обеспечивает точную и непрерывную подачу деталей. Предлагаемая система позволяет также снизить время простоев при изменении требований к сборке и обеспечивает гибкость процесса сборки.
Сущность изобретения
Предлагаемая система изготовления имеет модульную конструкцию и может содержать: модуль входного конвейера, имеющий систему шагового питателя; модуль транспортирования для перемещения изготавливаемых деталей между входным модулем и модулями для нанесения покрытия валиком.
Модуль для нанесения покрытия валиком может производить различные технологические операции, такие как предварительный нагрев, первое нанесение покрытия или нанесение грунтовки и нагрев, второе нанесение покрытия или нанесение клея, и третье нанесение покрытия или второе нанесение клея. Предусмотрена также система возвратного конвейера, которая позволяет производить охлаждение покрытых деталей и их возврат на конвейер готовых деталей.
Предлагаемая здесь система изготовления является главным образом закрытой системой, в которой используют внутреннее отрицательное (пониженное) давление. Закрытая система позволяет сохранять растворители внутри системы и контролировать вязкость наносимых покрытий. Состояние материалов или покрытий также можно контролировать при помощи системы контроля вязкости, которая подтверждает, что наносимые материалы имеют желательные характеристики. Контроль качества готовых изделий проводят с использованием различных электронных визуальных датчиков, расположенных снаружи системы. Система обеспечивает гибкость процесса сборки, так как при необходимости модули могут быть добавлены, изменены или удалены.
Модуль для нанесения покрытия валиком содержит узел валика/аппликатора, или передвижной узел нанесения, который имеет вертикальную тележку, установленную на роликах, которая содержит желательную грунтовку, клеи или другие покрытия, наносимые при помощи системы. Узел валика/аппликатора дополнительно содержит узлы, которые используют в закрытой системе. В частности, тележка катится при герметичном сцеплении с элементом основания системы, таким образом, что валиковые аппликаторы сообщаются с узлами подачи системы, которые подают материалы или покрытия, наносимые на обрабатываемые детали.
Предлагается также новый загрузчик деталей. Загрузчик деталей позволяет обеспечить непрерывную загрузку деталей без необходимости прекращения работы системы для загрузки деталей. В загрузчике деталей имеется цилиндрическое колесо с отверстиями, предназначенное для вращения деталей в колесе и для их подачи на следующий конвейер для обработки.
Систему наблюдения используют для контроля надлежащей подачи деталей. Если детали на поступают, срабатывает муфта, которая удерживает колесо в заданном положении, пока не поступят детали. Ременная передача для загрузчика деталей является одновременно ременной передачей для конвейера, так что детали всегда поступают с той же скоростью, с которой они загружаются. Кроме того, множество деталей могут поступать в одни и те же отверстия (гнезда) в колесе загрузчика деталей.
Детали удаляют из системы с использованием салазок, которые перемещают детали с их конвейерных штырей на конвейерную систему задержки (ожидания) удаления или на возвратную конвейерную систему. Предусмотрена сдвоенная система удаления, так что как только один контейнер удаления будет заполнен, детали поступают в резервный контейнер, на время, пока полный контейнер удаления не будет заменен пустым контейнером удаления. Система наблюдения также позволяет автоматически браковать детали с плохим покрытием.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи, которые являются неотъемлемой частью настоящего изобретения.
Краткое описание чертежей
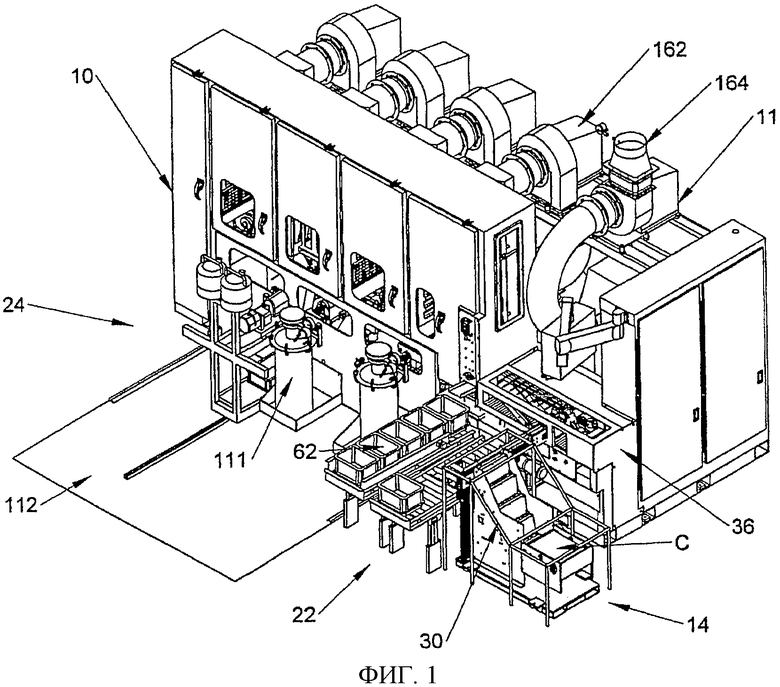
На фиг.1 схематично показан частичный вид в перспективе системы изготовления, предназначенной для нанесения материала покрытия на цилиндрические изделия в соответствии с настоящим изобретением.
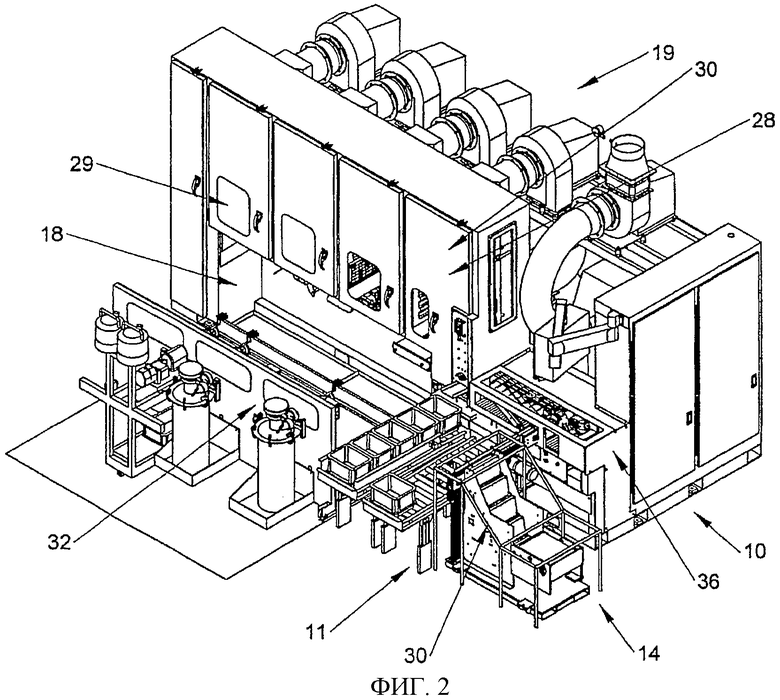
На фиг.2 схематично показан частичный вид в перспективе, аналогичный фиг.1, но с модулями для нанесения покрытия валиком и с модулем системы для подачи материала, отодвинутыми от модуля конвейера, чтобы можно было перемещать детали через систему.
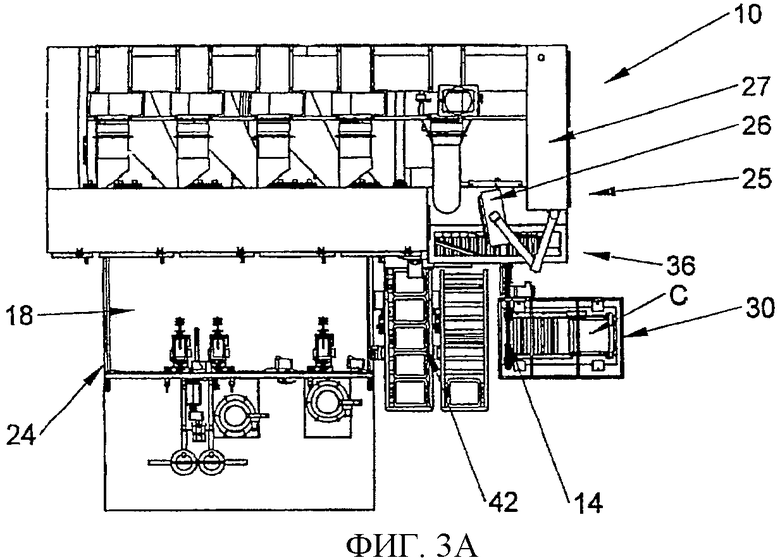
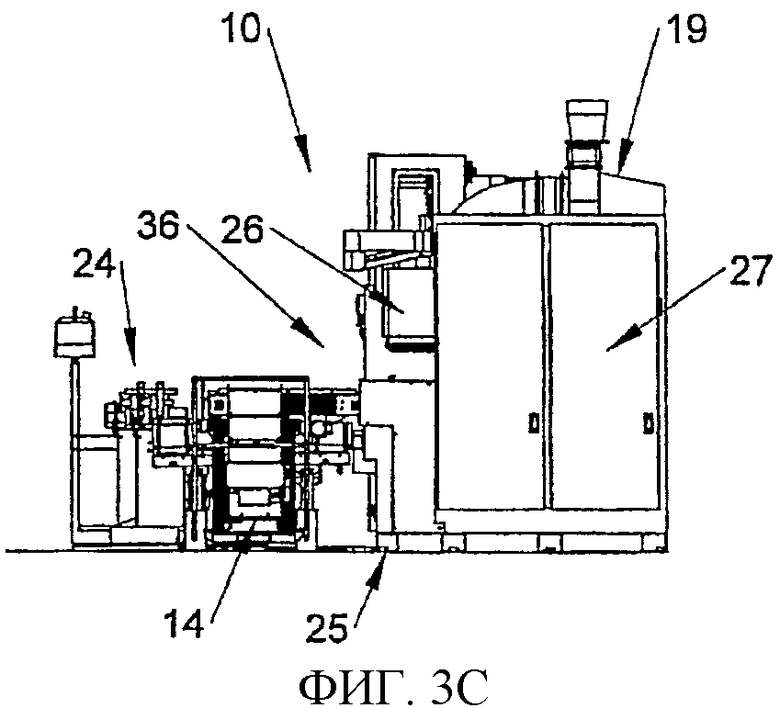
На фиг.3А, 3В и 3С схематично показаны соответственно частичный вид сверху, вид сбоку и вид спереди системы, показанной на фиг.1.
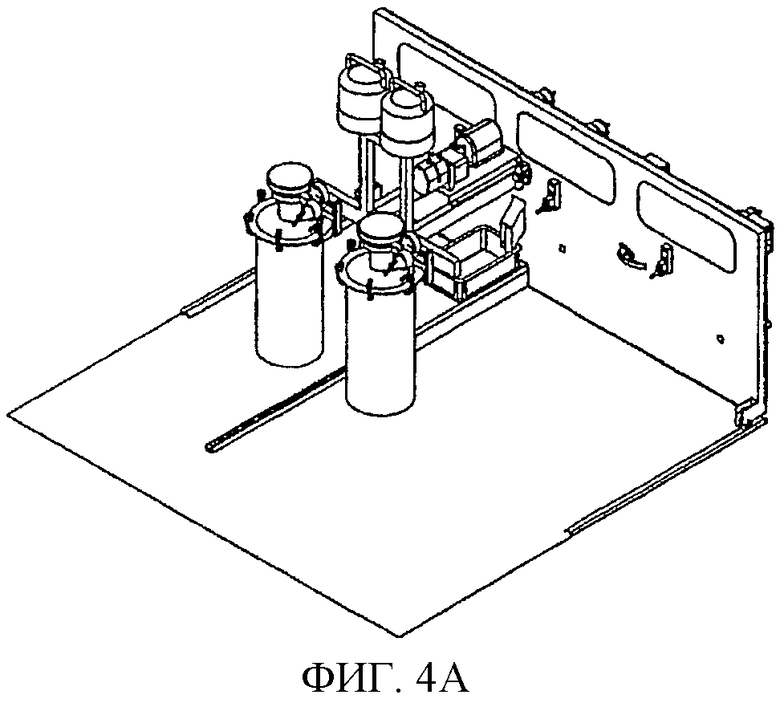
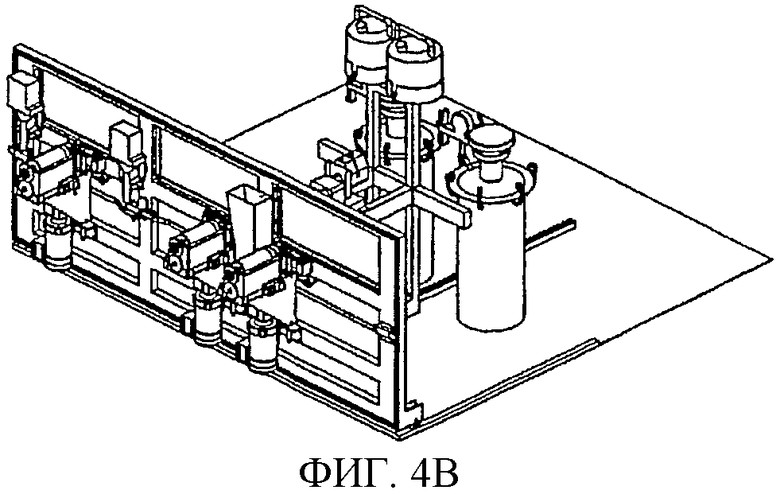
На фиг.4А и 4В схематично показаны соответственно вид в перспективе с правой стороны и с левой стороны системного модуля для подачи материала и модулей для нанесения покрытия валиком в соответствии с настоящим изобретением.
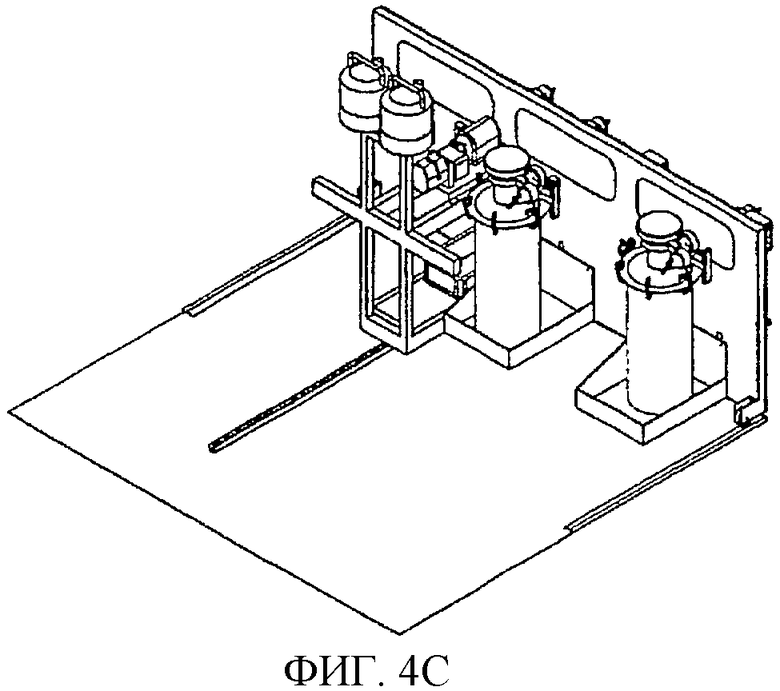
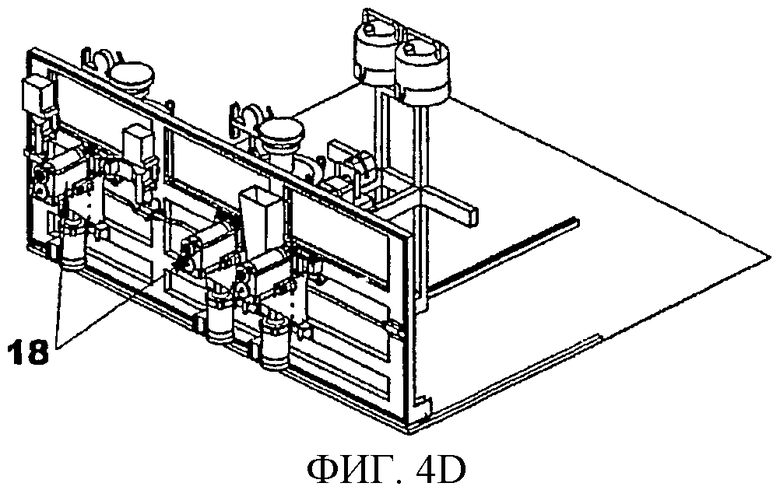
На фиг.4С и 4D схематично показаны соответственно вид в перспективе с правой стороны и с левой стороны альтернативных вариантов системного модуля для подачи материала и модулей для нанесения покрытия валиком, показанных на фиг.4А и 4В.
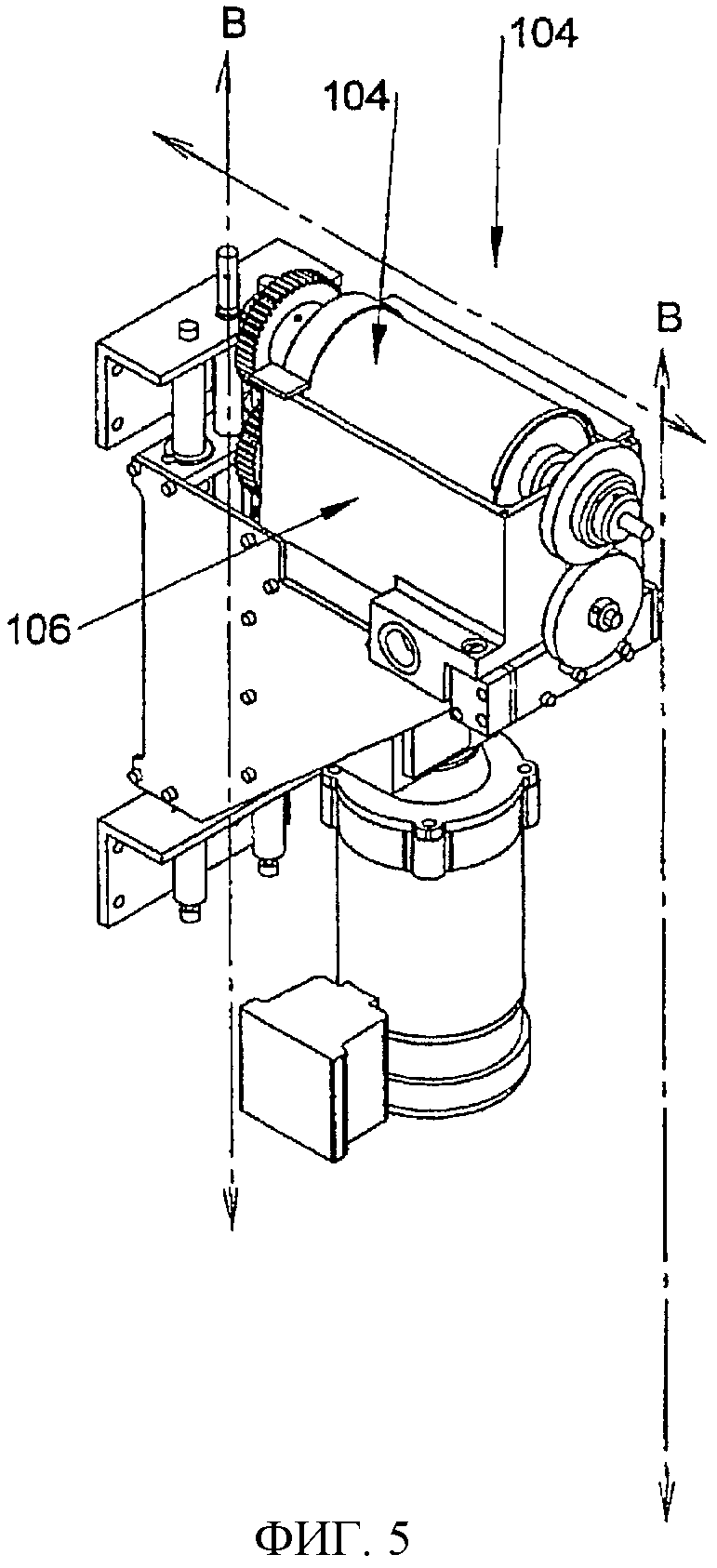
На фиг.5 схематично показан вид в перспективе модуля для нанесения покрытия валиком.
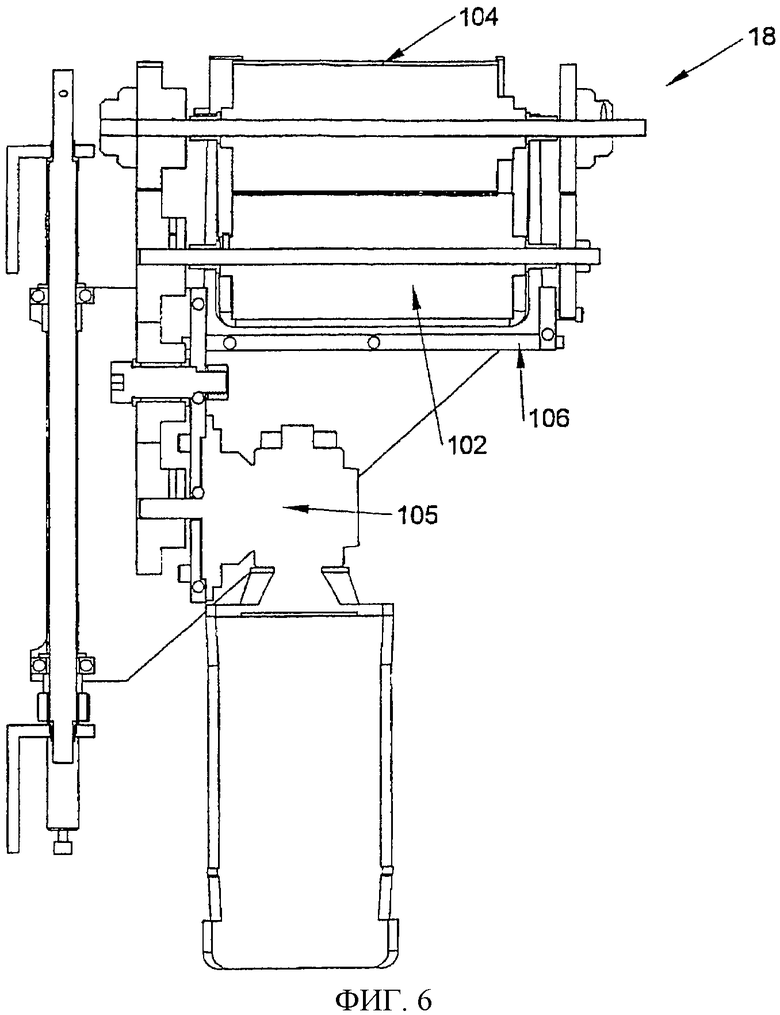
На фиг.6 схематично показан разрез по линии В-В модуля для нанесения покрытия валиком, показанного на фиг.5.
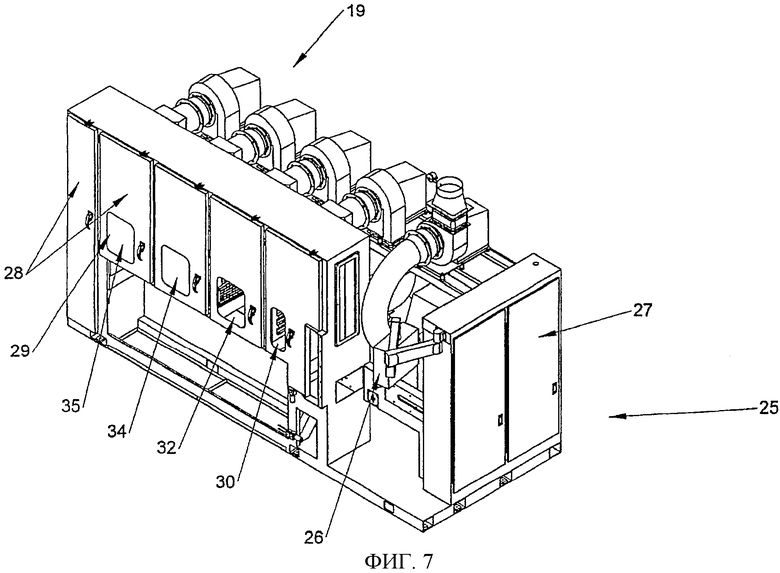
На фиг.7 схематично показан вид в перспективе герметизированных отсеков кожуха аппликатора для нанесения покрытий валиком, системы отверждения и системы управления.
На фиг.8 схематично показан вид в перспективе отсеков в открытом положении доступа.
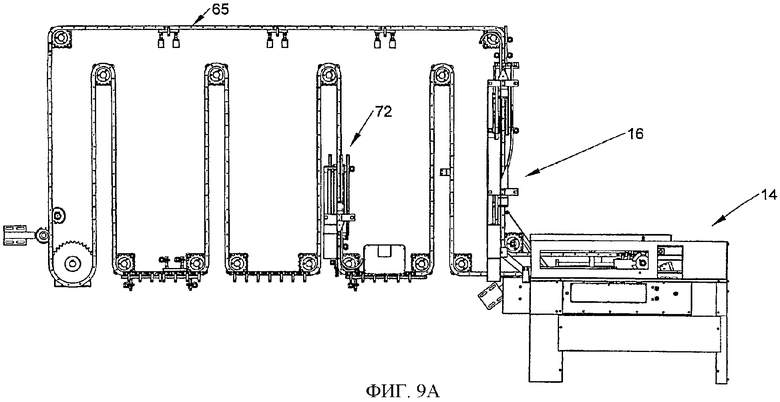
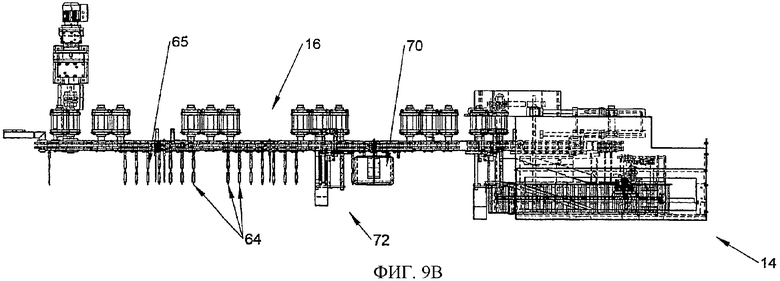
На фиг.9А и 9В схематично показаны соответственно вид спереди и вид сверху системы транспортирования или перемещения.
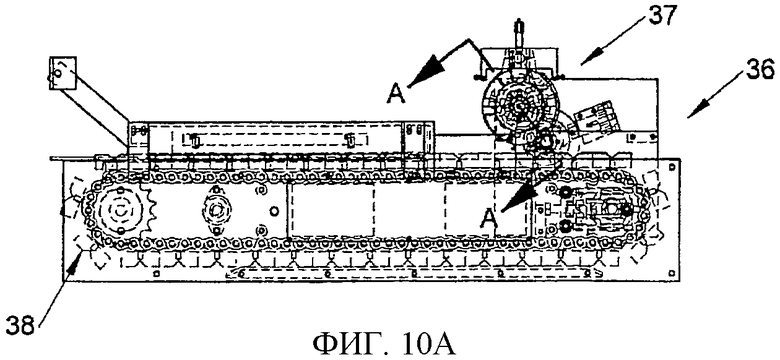
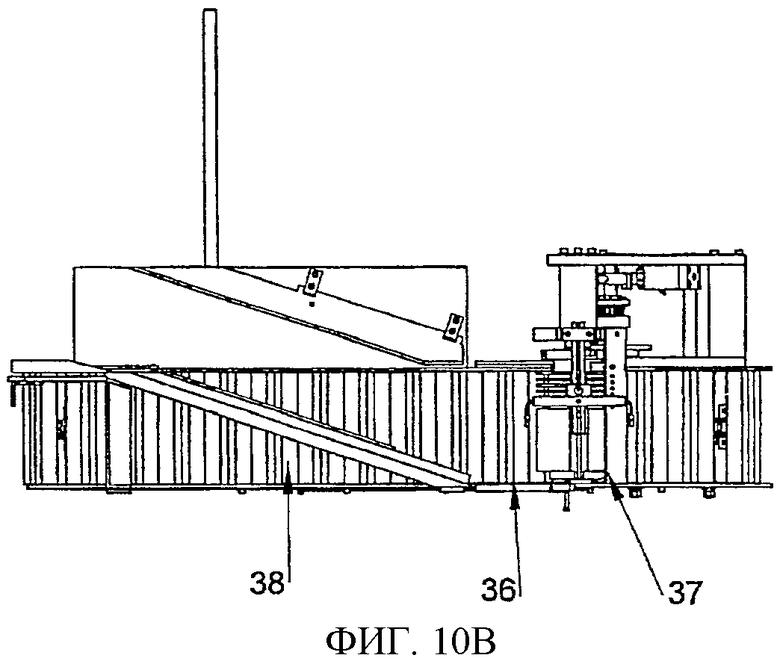
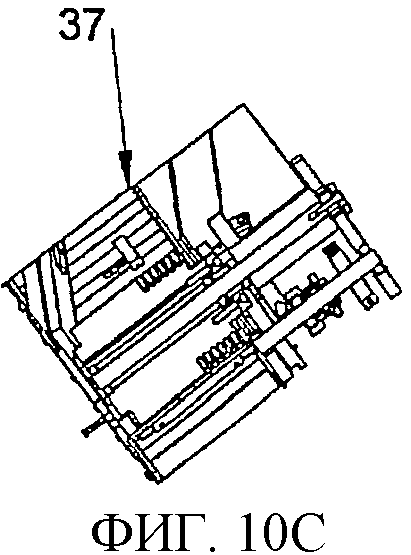
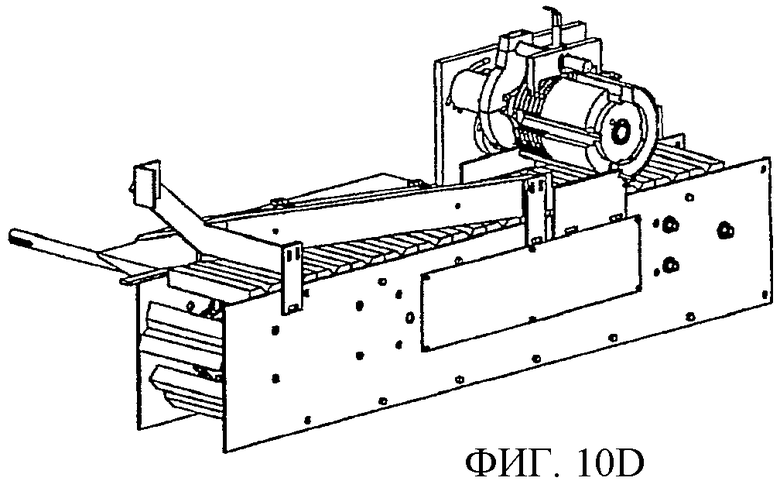
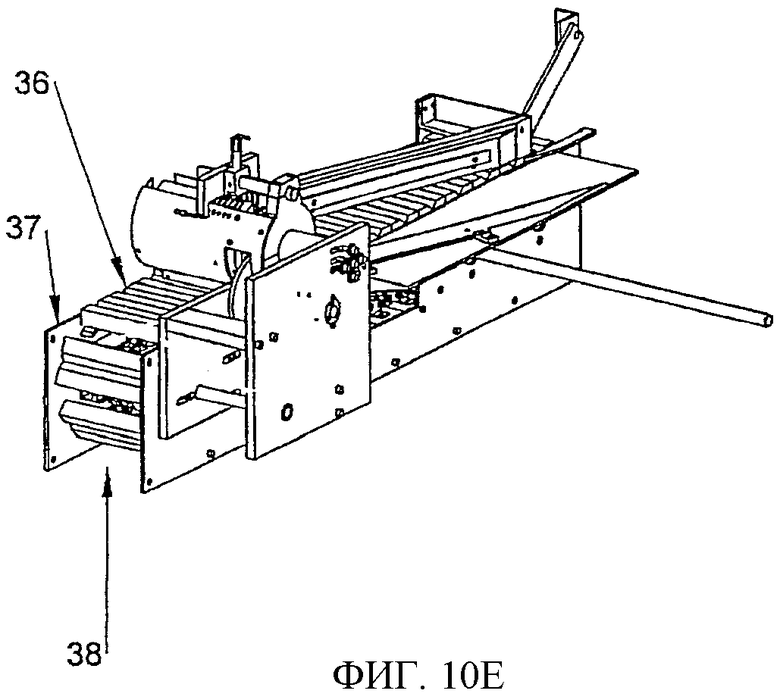
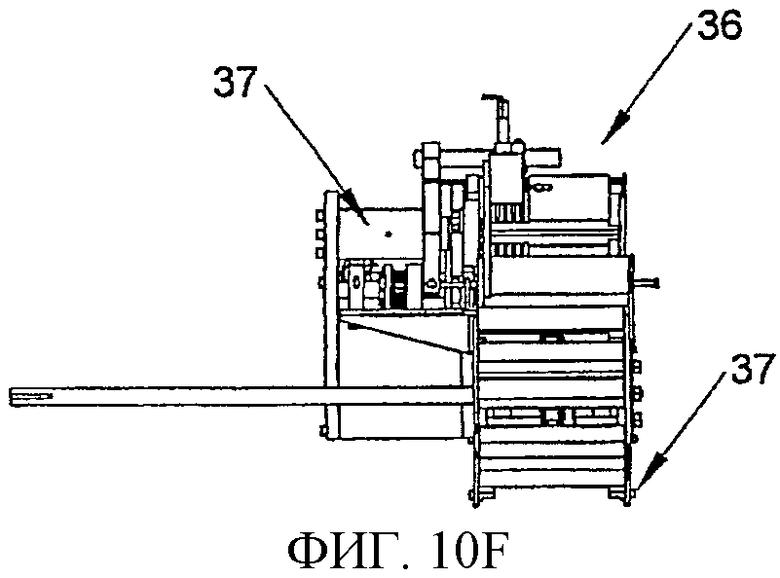
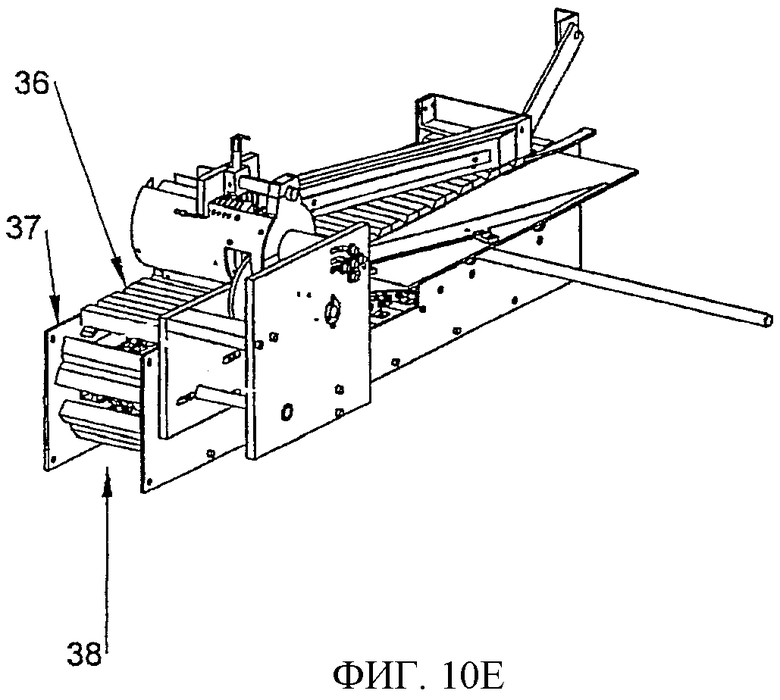
На фиг.10A-10F схематично показаны соответственно вид сбоку, разрез по линии А-А, вид в перспективе сбоку, вид в перспективе сбоку сзади и вид с торца системы загрузки деталей и узла загрузки деталей.
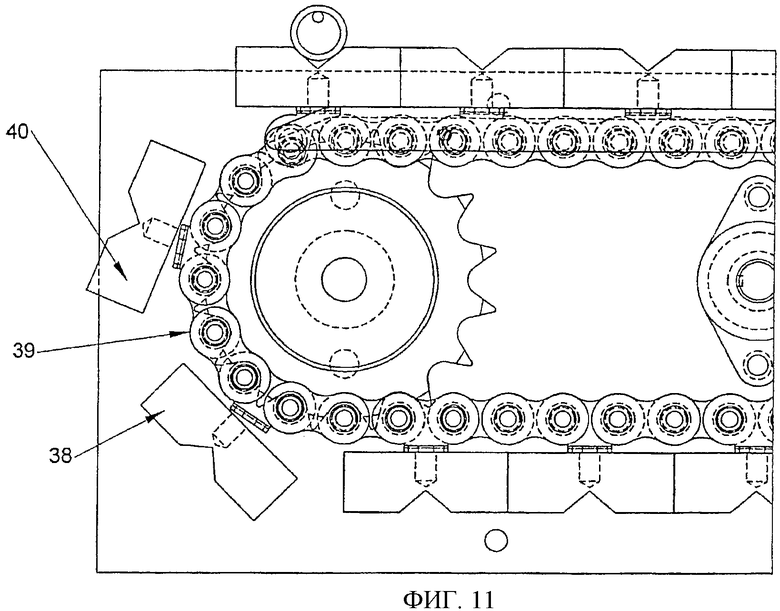
На фиг.11 схематично показан вид сбоку в разрезе системы загрузки деталей и узла штыря в зацеплении с изготавливаемым изделием, которое показано схематично с двумя различными размерами, причем узел штыря отрегулирован в соответствии с размерами изделия.
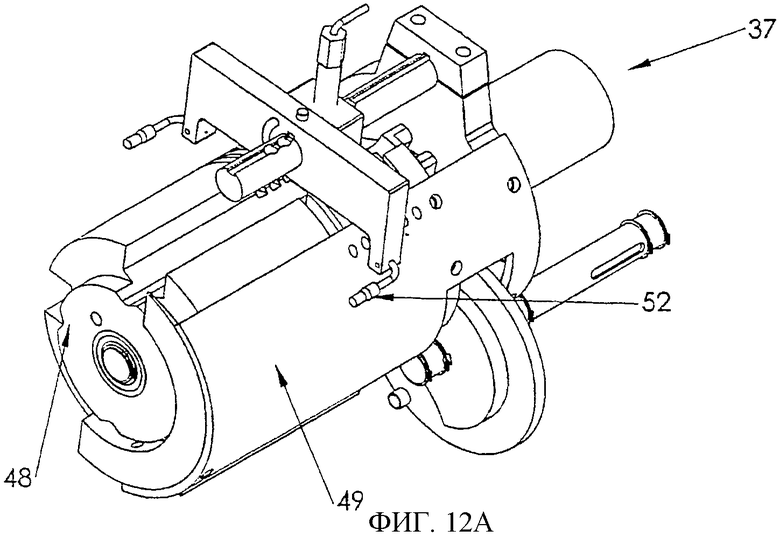
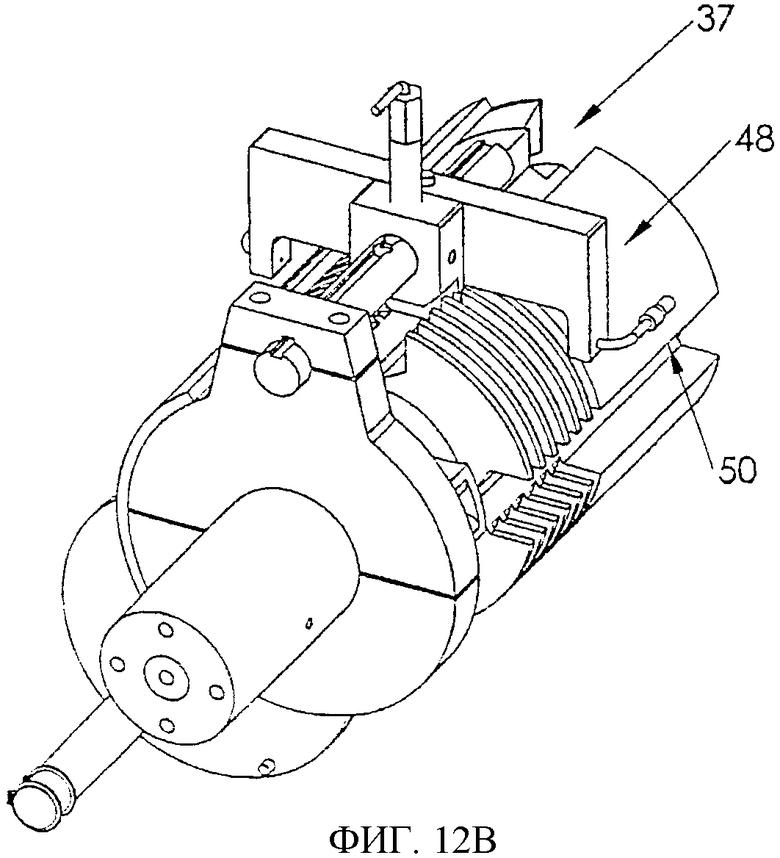
На фиг.12А и 12В схематично показаны соответственно вид в перспективе сзади и вид в перспективе спереди узла загрузки деталей.
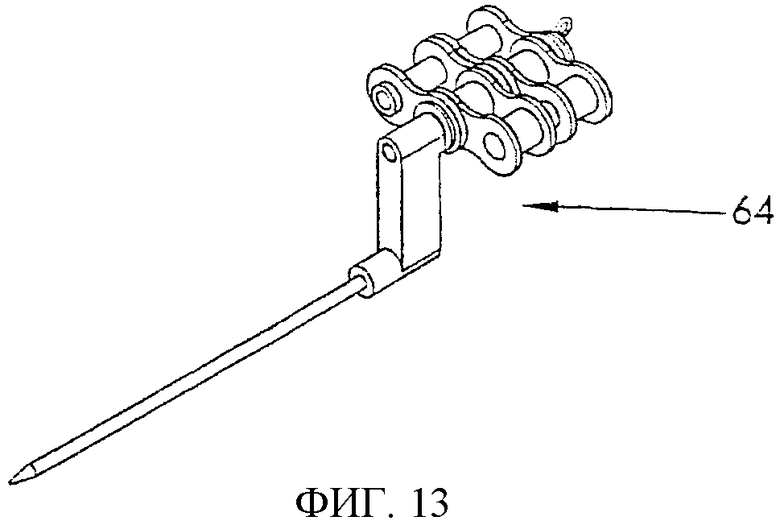
На фиг.13 схематично показан вид в перспективе узла штыря, который поддерживает изготавливаемые изделия и установлен на системе транспортирования или перемещения.
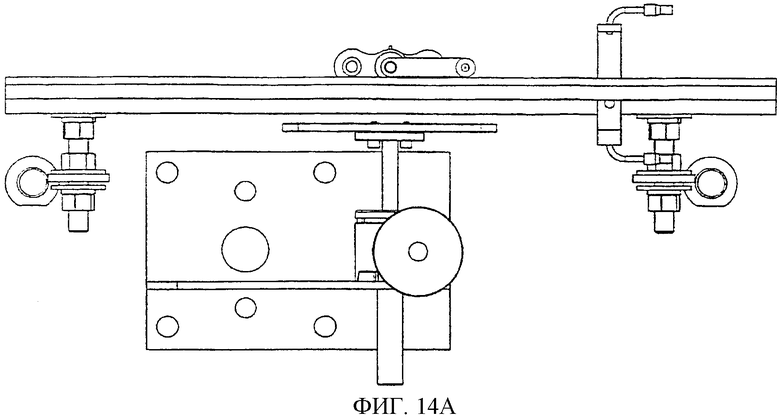
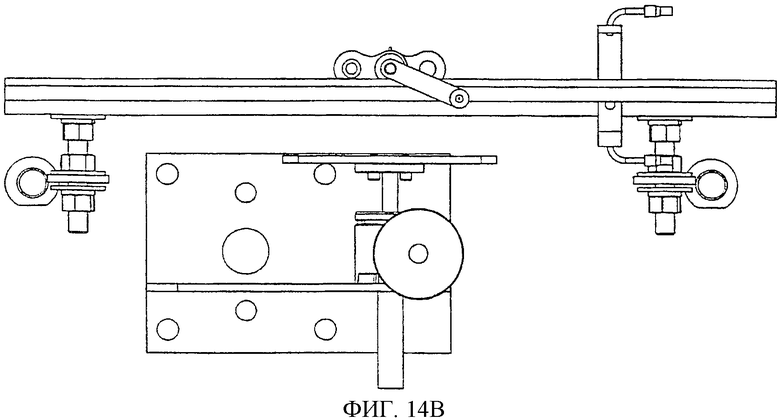
На фиг.14А и 14В схематично показан вид сбоку узла штыря соответственно в верхнем и нижнем положениях для установки изготавливаемых деталей различных размеров, показанных на фиг.11.
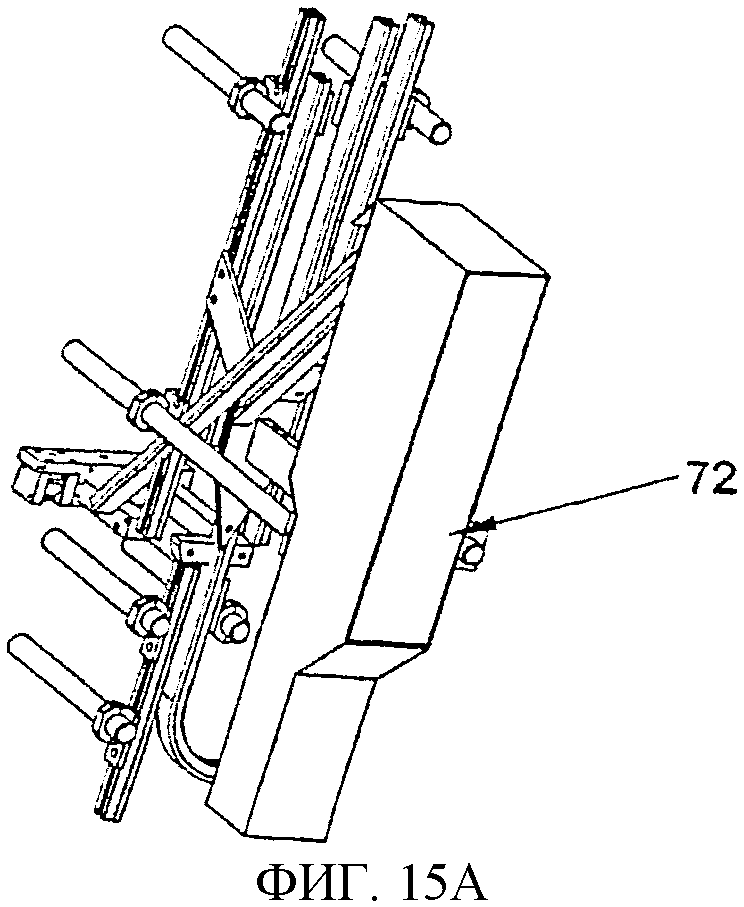
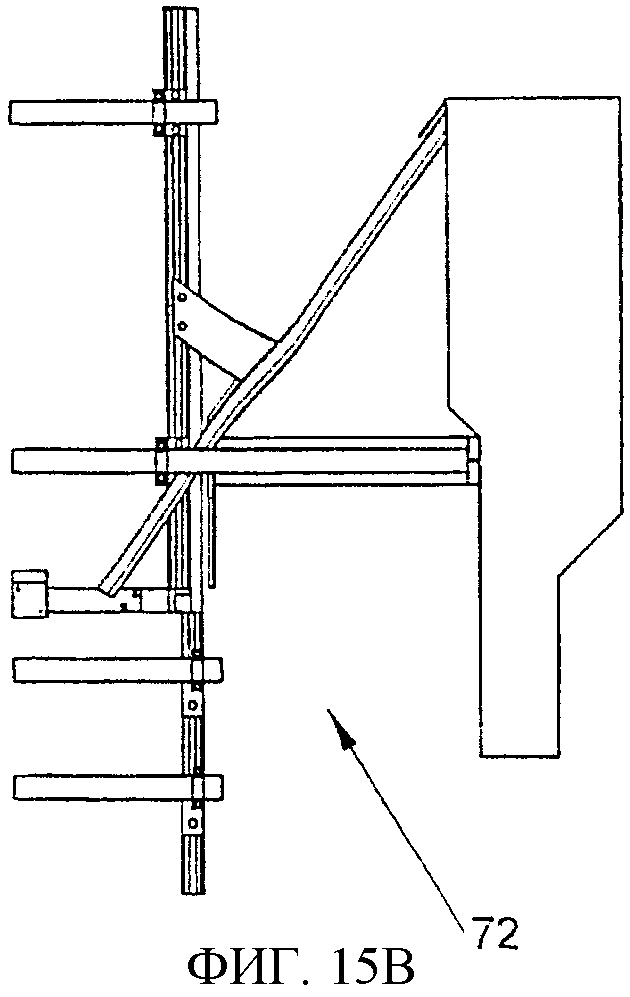
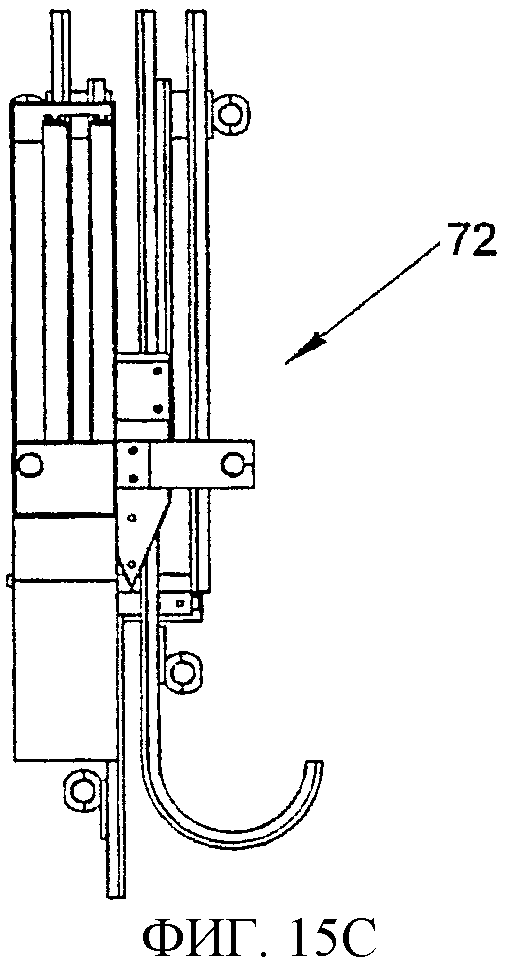
На фиг.15А-15С схематично показаны соответственно вид в перспективе, вид с торца и вид сбоку промежуточного сбрасывателя детали, который направляет дефектные детали в соответствующий контейнер удаления или на конвейер удаления и позволяет производить дальнейшую обработку годных деталей.
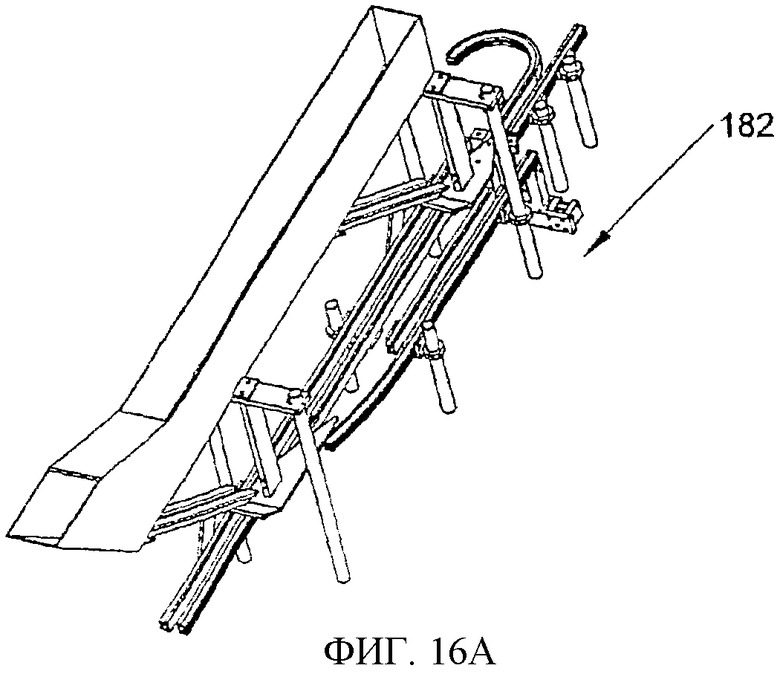
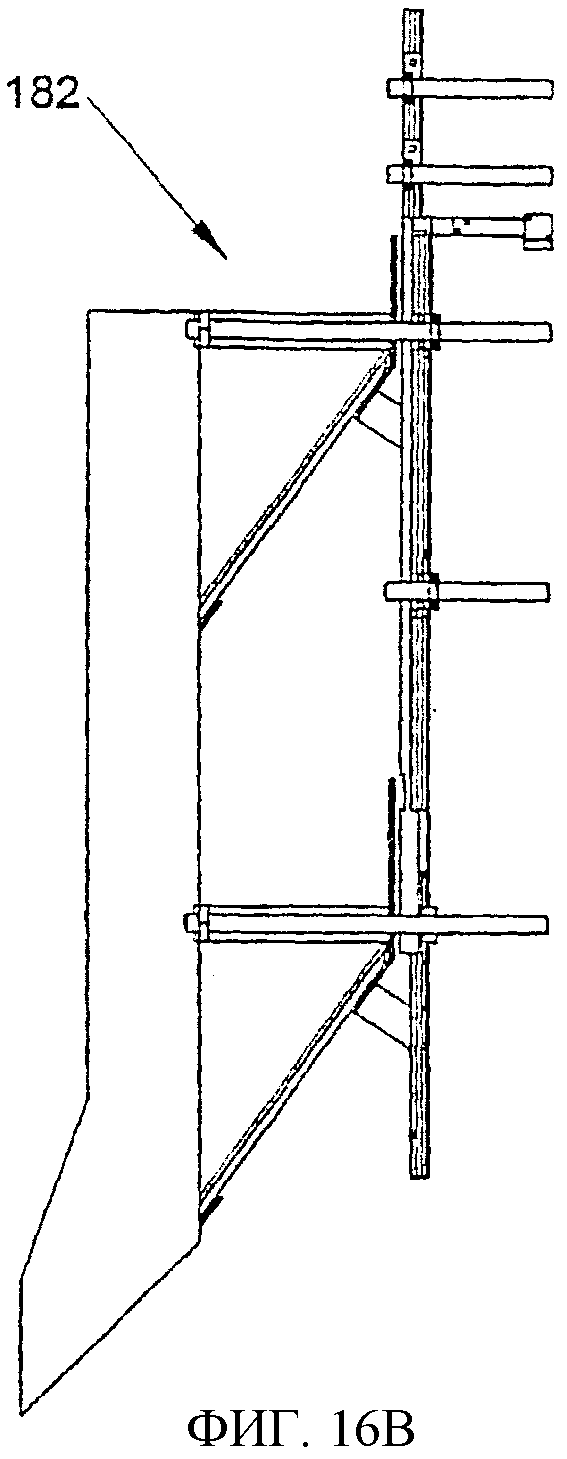
На фиг.16А-16С схематично показаны соответственно вид в перспективе, вид спереди и вид сбоку оконечного сбрасывателя детали, который направляет дефектные детали и готовые детали в соответствующие контейнеры удаления или на конвейеры удаления.
Подробное описание изобретения
Обратимся теперь к рассмотрению фиг.1-3D, на которых показана многостанционная система 10 изготовления, которая позволяет обеспечить гибкость процессов изготовления изделий С. Система 10 установлена на модульном каркасе 11 и содержит рабочие станции, расположенные вдоль конвейеров, которые непрерывно подают изделия С, подлежащие изготовлению.
Все операции системы являются автоматическими, причем управление системой производится при помощи программируемого логического контроллера фирмы Alien Bradley, такого как SLC 5/05 PLC. Кроме того, систему программируют с использованием программного обеспечения Alien Bradley RS Logix 500, а также с использованием различных других системных контроллеров фирмы Alien Bradley, например, при помощи IEC кнопочных переключателей, и с использованием реле блокировки Guard Master и кнопок аварийного останова, так же как и других обычных контроллеров, которые известны специалистам и которые коллективно называют здесь далее как центральная система 25 управления. Работа центральной системы 25 управления и ее многочисленных контроллеров, приводов, датчиков и переключателей обеспечивается с использованием терминала 26 оператора, такого как цветной сенсорный экран Parker Automation CTC PS10 color touch, который показан на фиг.1 с рукояткой управления и позволяет оператору производить установку в исходное положение основного и вспомогательного оборудования.
Некоторые экологические, электрические и вентильные компоненты центральной системы 25 управления установлены в отсеках 27, расположенных внутри модульного каркаса 11. Усовершенствованные отсеки 27 являются полностью изолированными и имеют изолированные дверцы, на которых могут быть установлены электрические компоненты, и которые также обеспечивают легкий доступ к элементам управления для ремонта и чистки. Дополнительные системные узлы также могут быть закреплены на модульном каркасе, а преимущественно в его углах, чтобы обеспечить легкий доступ к таким узлам после съема соседних дверец или защитных панелей. Аналогично, электрические соединения выполнены в непосредственной близости от отверстий каркаса, причем преимущественно использованы быстроразъемные соединения, чтобы обеспечить быструю замену компонентов модульной системы.
На фиг.1 показана система 10 изготовления в виде системы для нанесения покрывающего материала (материалов) валиком на внешние диаметры цилиндрических изделий С, имеющих по меньшей мере один открытый конец. Система 10 содержит систему 14 подачи деталей и систему 16 транспортирования или перемещения обрабатываемых деталей через систему 10. Предусмотрены также модули 18 для нанесения покрытия валиком или модули нанесения, системный модуль 24 подачи материала, который подает материал (материалы) покрытия к модулям 18 для нанесения покрытия валиком, система 19 отверждения, предназначенная для отверждения материала М, нанесенного на цилиндрические изделия С, и система 22 удаления, которая предназначена для удаления готовых цилиндрических изделий. Система 25 управления контролирует положение и перемещение цилиндрических изделий через систему 10 в желательных местоположениях и с заданной скоростью. Каркас 11 содержит металлические опорные элементы для поддержки системы 16 транспортирования, системного модуля 24 подачи материала, модулей 18 для нанесения покрытия валиком и системы 19 отверждения.
Следует иметь в виду, что показанный вариант системы 10 содержит множество систем 18 нанесения и систем 19 отверждения, предназначенных для нанесения материалов покрытия на множестве станций. На первой станции 30 изделия С могут быть предварительно нагреты или иным образом подготовлены для последующих станций. На второй станции 32 первый материал покрытия или материал грунтовки может быть нанесен на изделия. Изделия затем перемещают при помощи системы 19 транспортирования в первую систему отверждения, и далее во вторую и/или третью систему 32, 34, 35 нанесения, где вторичный и/или любой отделочный материал наносят на изделия. Изделия затем поступают во вторую и/или третью систему отверждения, после чего поступают на выходную конвейерную систему 42 готовых деталей. Может быть использована единственная система нанесения и система отверждения, или множество комбинаций систем нанесения и отверждения, чтобы завершить обработку желательных цилиндрических изделий. Так как первая, вторая и третья системы нанесения и объединенные с ними системы отверждения являются главным образом подобными, такие системы имеют одинаковые позиционные обозначения, и только различия между ними будут объяснены более подробно.
Как это показано на фиг.1, 2, 7 и 8, системы 16, 18, 19 транспортирования, нанесения и отверждения поддерживаются каркасом 11 и закрыты стенками и дверцами на петлях или крышками 28, которые также закреплены на каркасе 11. Использование стенок и дверец 28 с отверстиями позволяет оператору наблюдать за работой системы 10, но не позволяет открывать подвижные узлы системы или выходить парам при нанесении материала. Отверстия 29 в стенках и крышках 28 герметично закрыты с использованием прозрачного синтетического материала, например закаленного стекла.
Блокировочные переключатели стенок и крышек расположены вблизи от соответствующих крышек 28 и электрически подключены к системе 25 управления. Если крышку 28 открывают при работе системы 10, соответствующий блокировочный переключатель срабатывает и останавливает работу системы. Таким образом, блокировочные переключатели не позволяют оператору вмешиваться в работу системы.
Предпочтительная система 14 подачи деталей в соответствии с настоящим изобретением лучше всего показана на фиг.9-11 и на фиг.1-3. Система 14 подачи деталей содержит обычную систему 30 шагового питателя. Как это показано на фиг.1C, система 30 шагового питателя расположена в непосредственной близости от каркаса 11 системы 10. Цилиндрические изделия С поступают в загрузочный контейнер системы 30 шагового питателя и перемещаются при помощи системы 36 загрузки деталей, входящей в систему 14 подачи деталей.
Система 36 загрузки деталей в соответствии с настоящим изобретением, которая лучше всего показана на фиг.9A-10F, подает цилиндрические изделия С в систему 16 транспортирования. Как это показано на фиг.9А и 10А, система 36 загрузки содержит основной корпус 37, который поддерживается на системном каркасе 11. Основной корпус 37 поддерживает обычную непрерывную, имеющую v-образные блоки конвейерную систему 38, которая транспортирует цилиндрические детали С в систему транспортирования 16. Как это показано на фиг.11, конвейерная система 38 содержит непрерывную цепь 39, имеющую v-образные блоки 40 для поддержки изделий С. V-образные блоки 40 закреплены на цепи 39, которая входит в зацепление с обычными первой и второй звездочками, которые вращаются на приводном валу, поддерживаемом при помощи фланцевых подшипников. Этот вал и звездочки приводятся в движение при помощи главного приводного механизма, который приводит в движение конвейеры как системы 36 загрузки, так и системы 16 транспортирования, как это показано на фиг.9А.
В показанном варианте, главный приводной механизм содержит обычный редукторный электродвигатель. Обычный приводной вал и звездочки взаимосвязаны с механизмом главного привода при помощи ряда цепных передач, схематично показанных на чертежах. Работа единственного главного приводного механизма позволяет обеспечивать синхронизированное перемещение цилиндрических изделий С через систему 10.
Как это схематично показано на фиг.9В, система 16 транспортирования или перемещения изделий С через систему 10 представляет собой конвейерную систему штыревого типа с непрерывной цепью, имеющую множество станций 64 с узлами штырей, поддерживающих цилиндрические изделия С на внутренней поверхности, как это обсуждается далее более подробно. Множество приводных и натяжных звездочек установлены на каркасе 11 системы 10. Обычные звездочки приводятся в движение от редукторного электродвигателя за счет связи с основной цепью 65.
Из их выровненных по оси положений в системе 30 шагового питателя, цилиндрические изделия С перемещаются по оси, пока они не будут захвачены узлом 37 загрузчика деталей системы 36 загрузки деталей. Как это показано на фиг.10A-10F и 12А и 12В, загрузчик 37 деталей вращается, чтобы непрерывно загружать детали без необходимости прерывания работы системы для загрузки деталей. Загрузчик 37 деталей содержит цилиндрическое колесо 48 с отверстиями 50, расположенными по окружности цилиндрического колеса, образующими станции для захвата или ввода изделий С в колесо 48. Дальнейшее вращение цилиндрического колеса 48 перемещает детали из их соответствующих станций внутри цилиндрическое колесо и вводит их в v-образые блоки 40 конвейерной системы 38. Во время вращения изделия могут поддерживаться внутри колеса 48 при помощи крышки 49. Когда v-образые блоки перемещаются в направлении системы 18 нанесения покрытия при помощи валика, открытый конец каждого цилиндрического изделия, поддерживаемого в v-образном блоке, смещается за счет наклонного элемента салазок, показанного на фиг.10А-10D, и изделие поступает на станцию 64 штыревого узла системы 16 транспортирования.
Систему 52 наблюдения, связанную с системой управления 25, используют для контроля правильности подачи деталей в системе. Если деталь не поступает, срабатывает муфта и удерживает колесо в заданном положении, пока детали не поступят. Дополнительный механизм с муфтой срабатывает в том случае, когда деталь застревает внутри колеса 48. Механизм с муфтой также поддерживает колесо в выровненном положении при его вращении внутри системы. Ременная передача для узла 37 загрузчика деталей является одновременно ременной передачей для конвейерной системы 38 и системы 16 транспортирования, так что детали С всегда поступают с той же скоростью, с которой они загружаются. Кроме того, когда это позволяют размеры и конструкция, множество изделий С могут поступать в одни и те же отверстия (гнезда) в колесе 48 узла 37 загрузчика деталей.
После того, как изделие будет введено в отверстие 50 внутри колеса 48 узла 37 загрузчика деталей, колесо вращается до тех пор, пока захваченное изделие С не войдет в v-образную канавку v-образных блоков 40 конвейера системы 36 загрузки. Когда v-образные блоки перемещаются в направлении системы 18 нанесения, открытый конец Е каждого цилиндрического изделия С будет поддерживаться в v-образном блоке 40 и будет входить в зацепление с рабочей станцией 64 штыревого узла, который поддерживает изделия на внутренней поверхности. V-образные блоки расположены на заданной высоте относительно штырей, причем эта высота зависит от диаметра цилиндрических изделий С. Как это показано на фиг.14А и 14В, различные положения могут быть выбраны при помощи системы 25 управления, чтобы перемещать штыревые узлы и устанавливать желательную высоту относительно обрабатываемых деталей. Детали, имеющие два различных диаметра, показаны на фиг.11 введенными в зацепление со штыревым узлом 64 в двух различных положениях.
В том случае, когда цилиндрическое изделие неправильно поступает в его соответствующий штыревой узел 64, в системе 16 срабатывает защитная блокировка. Если давление выходит за нормальные рабочие пределы, пружина защитной блокировки смещается и движение системы прекращается.
Когда цилиндрические изделия С входят в зацепление с рабочими станциями 64 штыревого узла системы 16 транспортирования, они перемещаются в систему 18 нанесения покрытия валиком, для нанесения материала М покрытия. Модули для нанесения покрытия валиком или системы 18 нанесения полностью расположены в описанных выше отсеках и вентилируются при помощи системы 11 сушки и отверждения, чтобы уменьшить миграцию паров от материала через стенки и крышки 28, закрывающие системы 18, 11 нанесения и отверждения.
Штыревой узел 64, показанный на фиг.13, содержит штырь. Один конец штыря проходит через отверстие в звене основной цепи 65. Когда один конец 77 штыря проходит через отверстие в звене, стопорное кольцо входит в канавку, образованную на конце штыря. Канавка и стопорное кольцо не позволяют штырю выходить из звена основной цепи 65 во время работы системы 10. Если необходимо заменить штырь в результате его износа или повреждения, то после удаления стопорного кольца штырь легко может быть извлечен из звена цепи и заменен.
Рабочие станции 64 штыревого узла и основная цепь 65 движутся через систему 36 загрузки деталей и систему 16 транспортирования, которые поддерживаются между верхними и нижними направляющими цепи.
Модули или системы 18 для нанесения покрытия валиком системы в соответствии с настоящим изобретением показаны на фиг.5 и 6. Модули 18 снабжаются материалом покрытия при помощи системы 24 подачи материала, как это показано на фиг.1, 2 и 4А-4С. Система 24 подачи материала содержит баки 111, установленные на подвижной базовой плите 112. Базовая плита 112 установлена на роликах для обеспечения легкого перемещения баков для подачи материала, расположенных на ней. Во время работы системы 18 нанесения, баки 111 могут содержать любой желательный материал М. Система 10 может содержать различные варианты систем подачи материала, показанных на фиг.4А, 4В и 4С, 4D.
Каждый из модулей 18 для нанесения покрытия валиком имеет дозирующий валик 102 и валик 104 для нанесения покрытия, которые смещены друг от друга горизонтально и по оси. Внешний диаметр цилиндрических изделий С входит в контакт с валиком 104 для нанесения покрытия, чтобы наносить материал М, когда изделия движутся на рабочих станциях 64 штыревых узлов.
В варианте, показанном на фиг.6, редукторный электродвигатель 105 вращает редуктор. Этот редуктор входит в зацепление с промежуточным редуктором. Промежуточный редуктор входит в зацепление с дозирующим валиком 102. Дозирующий валик 102 входит в зацепление с валиком 104 для нанесения покрытия. Это гарантирует точное зацепление дозирующего валика 102 с валиком 104 для нанесения покрытия, при гарантированном отсутствии проскальзывания или сдвига. Это позволяет получать покрытие более высокого качества. Валик для нанесения покрытия и дозирующий валик не имеют обычных подшипников, но поддерживаются на центральном валу поверх их резервуаров 106. Это исключает загрязнение обычных подшипников и позволяет поднимать оба валика для чистки без съема крепежных деталей.
В этой конструкции имеется также чрезвычайно малый резервуар 106 для жидкости. Это позволяет существенно снизить количество материала покрытия, контактирующего с воздухом. За счет этого меньше летучих веществ выделяется в атмосферу и обеспечивается меньшее снижение качества материала покрытия. Малый резервуар позволяет использовать покрывающий и дозирующий валики для перемешивания материала покрытия. Постоянную циркуляцию материала контролируют с использованием системы управления вязкостью, которая контролирует состояние материала покрытия и подает информацию о качестве материала в центральную систему 25 управления. Резервуар 106 также легко может быть снят для проведения периодической чистки. Он удерживается на месте при помощи винтов 2 четверти оборота и поднимается вертикально.
Валик 104 для нанесения покрытия преимущественно покрыт слоем поглощающей ткани, который входит в контакт с внешними поверхностями цилиндрических изделий С для нанесения материала М. Следует иметь в виду, что поверхности 152, 154 валика для нанесения покрытия и дозирующего валика могут быть покрыты любым материал или могут иметь любую конфигурацию, например, могут иметь рифления или шероховатость, чтобы удерживать желательную толщину слоя материала, наносимого на изделия.
Количество материала, наносимого на изделия С, в первую очередь определяется длиной зацепления между цилиндрическими изделиями С и валиком 104 для нанесения покрытия, а также скоростью системы 16 транспортирования и валика 104 для нанесения покрытия, причем эти параметры при необходимости могут быть изменены. За счет изменения скорости системы транспортирования, скорости изделий на рабочих станциях 62 штыревого узла при необходимости могут быть увеличены или снижены. Кроме того, скорость можно увеличить вручную, с использованием сенсорного экрана 26, или, после ее установления, скоростью можно автоматически управлять при помощи системы 25 управления, с учетом размера цилиндрических изделий С. Вес валика 104 для нанесения покрытия также влияет на толщину материала покрытия. За счет увеличения или уменьшения веса валика для нанесения покрытия, что обеспечивают путем добавления или удаления обычных шайб, установленных на валу валика для нанесения покрытия, может быть достигнут желательный вес валика 104 для нанесения покрытия.
Скорость вращения редукторного электродвигателя 105 системы 18 нанесения также можно изменять между 9 об/мин и 45 об/мин. За счет изменения скорости системы 18 нанесения, скорость, с которой материал наносят на изделия С, можно при необходимости увеличивать или уменьшать. Скорость системы 18 нанесения можно увеличить вручную, с использованием сенсорного экрана 26, или, после ее установления, скоростью можно автоматически управлять при помощи системы 25 управления. Направление работы системы 16, 18, и, таким образом, направление валика 104 для нанесения покрытия, также можно изменять, чтобы получить желательное время зацепления между валиками и цилиндрическими изделиями, для того, чтобы наносить желательную толщину материала.
После выхода из системы 18 нанесения на рабочие станции 64 штыревых узлов, цилиндрические изделия, имеющие материал М, нанесенный на внешнюю поверхность, перемещаются в систему 19 отверждения. В показанном варианте, первая система или система 18 нанесения грунтовки наносит материалы грунтовки, после чего изделия перемещаются в систему 19 первого отверждения или отверждения грунтовки. Ранее перемещения на следующую станцию, детали визуально проверяются при помощи системы наблюдения 70, которая встроена в систему 10 и позволяет контролировать качество нанесенного на детали покрытия. Если деталь имеет дефекты, сбрасыватель 72 детали, показанный на фиг.9А, 9В и на фиг.15А-15С, сдвигает деталь в другой технологический маршрут. По этому маршруту детали удаляются из системы 10. Это исключает избыточную обработку бракованных деталей и дополнительный расход материала. Это также исключает нанесение дополнительных слоев покрытия на слой грунтовки бракованных деталей.
После выхода из системы 19 отверждения грунтовки, изделия перемещаются при помощи системы 16 транспортирования на вторую, третью или оконечную станции 32, 34, 35 модулей 18 для нанесения покрытия валиком. Из каждой системы 18 нанесения покрытия валиком, изделия перемещаются в систему 19 отверждения. Как уже было упомянуто выше, может быть использована единственная система нанесения и система отверждения, или множество комбинаций систем нанесения и отверждения, в зависимости от требований процесса обработки. Так как характеристики и работа первой системы 19 отверждения или отверждения грунтовки и последующих станций нанесения уже обсуждались здесь выше в связи с первыми системами 18, 19, дополнительное обсуждение этих систем не требуется.
Показанная система 19 отверждения содержит сушильную камеру 160 с герметичными дверцами 28, которая служит для сушки материала М на изделиях С внутри системы 16 транспортирования. Сушильная камера содержит систему 162 вентиляции, которая подает окружающий воздух в камеру 160, и систему 164 выпуска, которая служит для выпуска воздуха и паров материала из камеры. Как это показано на фиг.1А и 1В, сушильные камеры 160 имеют раму 11, а также стенки и крышки 28 из закаленного стекла.
Система 16 транспортирования перемещает рабочие станции 64 штыревых узлов через сушильную камеру 160 при помощи основной цепи 65. Цепь 65 входит в зацепление с угловыми звездочками, установленными внутри камеры 160 на вертикальных опорных элементах рамы 11. Система 10 позволяет устанавливать дополнительную цепь внутри печи отверждения, для клеев на водной основе.
Система 162 вентиляции позволяет вводить окружающий воздух в сушильную камеру 160 при помощи вентиляторов, расположенных позади сушильных камер 160. Система 164 выпуска удаляет воздух и пары из сушильной камеры 160 при помощи вентилятора. Вентилятор системы 164 выпуска выталкивает выпускаемый воздух в прямом направлении через камеру. Во время работы узла 178 выпускного вентилятора, создается область отрицательного давления в непосредственной близости от объединенной с ним системы 18 нанесения, что позволяет удалять пары из системы 18 нанесения при помощи системы 164 выпуска. За счет поддержания и контроля работы узла вентилятора системы вентиляции и узла вентилятора системы выпуска, можно контролировать поток воздуха через сушильную камеру и поверх цилиндрических изделий, чтобы производить сушку изделий с заданной скоростью.
Управление системой 164 выпуска дополнительно позволяет контролировать уровень выбросов в окружающую среду в соответствии с предъявляемыми требованиями, за счет выбора скорости выпуска отработавших газов из сушильной камеры с использованием узла вентилятора. Для обеспечения поддержания надлежащего соответствия требованиям защиты окружающей среды, предусмотрен предохранительный датчик воздушного потока, связанный с узлом вентилятора. Датчик воздушного потока электрически включен между узлом вентилятора и системой 25 управления. В том случае, когда узел вентилятора не позволяет обеспечить соответствие требованиям защиты окружающей среды, работа системы 10 блокируется. За счет работы узла вентилятора отработавших газов, при работе системы 10, внутри нее не накапливаются отработавшие газы (пары). Управление вручную работой узла вентилятора возможно с использованием сенсорного экрана 26.
После того как цилиндрические изделия были высушены внутри сушильной камеры 160, их снимают с рабочих станций 64 штыревых узлов системы 16 транспортирования при помощи конечного сбрасывателя 182 детали. Как это показано на фиг.16А-16С, конечный сбрасыватель 182 детали имеет два выпускных прохода, которые образуют устройство задержки или буфер на выходе системы, позволяющий произвести замену контейнера готовых деталей. Это производят путем переключения движения деталей на второй маршрут. На этом втором маршруте салазки установлены с большим промежутком, чем предыдущие салазки. Этот промежуток создает задержку, в течение которой производят замену контейнеров готовых деталей. После замены контейнеров 62 удаления производят переключение назад на первые салазки, так что задержка может быть использована для следующей замены контейнера. Когда это происходит, детали сбрасываются с обоих салазок одновременно.
После прохода конечного сбрасывателя 182 детали, отвержденные цилиндрические изделия С поступают на конвейер готовых деталей или в систему 22 отбора, с использованием описанных выше конвейеров 62 удаления. Система 22 отбора может быть использована для перемещения изделий на дополнительную или конечную станцию обработки. Альтернативно, изделия могут поступать на следующую или конечную технологическую станцию при помощи конвейерной системы.
Таким образом, описанная выше система нанесения материала на цилиндрические изделия С может иметь ручное или автоматическое управление. В показанном варианте рабочие параметры, такие как рабочие скорости и высоты системы 14 подачи деталей, системы 16 транспортирования, системы 18 нанесения и системы 19 отверждения, запрограммированы в центральной системе 25 управления. Желательные рабочие параметры систем определяют экспериментально, в зависимости от размера цилиндрического изделия С и наносимого материала М. После установления желательных параметров, они могут быть введены в систему 25 управления, для различных изделий и наносимых на них материалов. После программирования параметров в системе 25 управления, входящие в систему 10 системы могут быть легко и автоматически настроены для нанесения желательных материалов на желательные изделия, за счет ввода названия желательного цилиндрического изделия и желательного материала с использованием сенсорного экрана 26. После получения инструкций относительно обрабатываемых изделий и наносимых на них материалов, система управления производит подстройку необходимых рабочих установочных параметров различных систем, чтобы получить желаемый результат.
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2013 |
|
RU2620807C2 |
| УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ КРОЮЩЕГО МАТЕРИАЛА | 2013 |
|
RU2637961C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДИСТАНЦИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ПРОСВЕЧИВАЮЩЕЙСЯ ПАНЕЛИ | 2017 |
|
RU2780430C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРООСАЖДАЕМЫХ ПОКРЫТИЙ НА СОЛНЕЧНЫЕ ЗЕРКАЛА ПУТЕМ НАЛИВА | 2011 |
|
RU2538267C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОБЪЕКТЫ НА НЕПРЕРЫВНОЙ ЛЕНТЕ | 2005 |
|
RU2384506C2 |
| СИСТЕМА И СПОСОБ ДОСТАВКИ НЕФТЕПРОМЫСЛОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2644738C2 |
| СИСТЕМА ДЛЯ ОТСЛЕЖИВАНИЯ СРОКА ЭКСПЛУАТАЦИИ КОНВЕЙЕРА РАБОЧЕЙ МАШИНЫ | 2018 |
|
RU2723420C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ПОЛОСОК И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ВЫПЕЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2420963C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕНОСА КОНТЕЙНЕРОВ | 1997 |
|
RU2159206C2 |
| ПРОЦЕСС МНОГОСЛОЙНОЙ ПЕЧАТИ | 2013 |
|
RU2629158C2 |



Изобретение относится к усовершенствованной системе изготовления, а более конкретно к усовершенствованной автоматической системе изготовления, предназначенной для нанесения покрытия валиком или для другой подготовки изделий для дальнейшей обработки и отгрузки. В изобретении предлагается система для нанесения валиком жидкого материала, которая содержит систему транспортирования с системой загрузки деталей, систему нанесения и систему отверждения, предназначенную для отверждения нанесенного материала. Система транспортирования представляет собой непрерывный конвейер, имеющий множество рабочих станций. Станции поддерживают с возможностью перемещения и транспортируют обрабатываемые изделия в систему нанесения и в систему отверждения. Конвейеры систем транспортирования и загрузки имеют единый приводной механизм, который обслуживает оба конвейера. При этом цилиндрические изделия поступают на станции, охватывающие цилиндрическое колесо и расположенные по окружности внутри цилиндрического колеса системы загрузки деталей. Цилиндрическое колесо вращается для создания контакта с цилиндрическими изделиями и для перемещения цилиндрических изделий в станции и из станций цилиндрического колеса относительно центральной оси цилиндрического колеса. Кроме того, осуществляется перемещение изделий на конвейер системы транспортирования за счет движения приводного механизма. Соответствующий конвейер синхронизирован при помощи системы управления. Техническим результатом изобретения является улучшение качества готовых деталей, а также точная и непрерывная их подача. Система также позволяет снизить время простоев при изменении требований к сборке и обеспечивает гибкость процесса сборки. 5 з.п. ф-лы, 16 ил.
1. Система для нанесения материала на внешний диаметр цилиндрических изделий, которая содержит контроллеры, каркас, систему транспортирования, систему нанесения и систему отверждения, предназначенную для отверждения материала, нанесенного на цилиндрические изделия, причем система нанесения, система отверждения и участок системы транспортирования закрыты, чтобы предотвратить миграцию паров материала из системы, причем контроллер представляет собой программируемый компьютер для автоматического управления нанесением материала на изделия и перемещением изделий через системы транспортирования, нанесения и отверждения в зависимости от наносимого материала, каркас служит для поддержки системы транспортирования, система транспортирования содержит непрерывный конвейер, имеющий множество рабочих станций, которые поддерживают с возможностью перемещения и транспортируют цилиндрические изделия в систему нанесения и в систему отверждения, система нанесения содержит дозирующий валик и валик для нанесения покрытия, которые смещены друг от друга горизонтально и по оси, валик для нанесения покрытия входит в контакт с внешним диаметром одного из цилиндрических изделий, когда изделие поддерживается на одной из рабочих станций нанесения материала, а дозирующий валик входит в зацепление только с валиком для нанесения покрытия, и систему хранения, имеющую бак с материалом, поступающим к валику для нанесения покрытия во время контактирования валика с цилиндрическим изделием, причем цилиндрические изделия поступают на рабочие станции при помощи системы загрузки деталей, которая содержит непрерывный конвейер, при этом конвейеры систем транспортирования и загрузки имеют единый приводной механизм, который обслуживает оба конвейера таким образом, что цилиндрические изделия поступают на станции, охватывающие цилиндрическое колесо и расположенные по окружности внутри цилиндрического колеса системы загрузки деталей, которое вращается для создания контакта с цилиндрическими изделиями и для перемещения цилиндрических изделий в станции и из станций цилиндрического колеса относительно центральной оси цилиндрического колеса, и на конвейер системы транспортирования, за счет движения приводного механизма, причем соответствующий конвейер синхронизирован при помощи контроллера.
2. Система по п.1, в которой система загрузки деталей содержит систему наблюдения для подтверждения правильности расположения и центровки цилиндрических изделий внутри цилиндрического колеса.
3. Система по п.2, в которой предусмотрены механизмы с муфтами внутри цилиндрического колеса системы загрузки деталей, которые останавливают вращение цилиндрического колеса по команде от системы наблюдения или при неправильной загрузке деталей.
4. Система по п.1, в которой обработку изделий в системе проводят в замкнутой среде, чтобы поддерживать отрицательное давление.
5. Система по п.1, в которой предусмотрена система наблюдения, чтобы принимать или браковать готовые детали на основании визуального контроля качества.
6. Система по п.5, в которой обнаружение бракованной детали при помощи системы наблюдения приводит в действие сбрасыватель детали, чтобы удалять бракованную деталь из системы.
| US 5183509 A, 02.02.1993 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2365775C1 |
| US 5275664 A, 04.01.1994 | |||
| RU 94018225 A1, 27.05.1996. | |||

