Изобретение относится к трубопрокатному производству, а именно к способу производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, и может быть использовано при формовке листовой заготовки в трубную передельную заготовку с последующей сваркой кромок на стане продольной сварки в защитной среде аргона.
В практике трубного производства известен способ производства сварных прямо-шовных труб большого диаметра, включающий производство листовой заготовки, строжку листа по ширине, подготовку кромок листа к сварке, сварку продольных кромок трубных заготовок на медном башмаке под слоем флюса с одним или двумя продольными швами с усилением наружного и внутреннего швов, нагрев сварного соединения до температуры АС3+(120-200)°С, деформацию сварного соединения до полной раскатки шва, нагрев раскатанного сварного соединения и зоны термического влияния в индукторе до температуры АС3+(80-100)°С, закалку в водяном спрейере со скоростью охлаждения (70-100)°С в секунду и отпуск при температуре AC1-(30-80)°С (патент РФ №222057, 2004 г.).
Недостаток известного способа заключается в том, что полная раскатка сварных швов с усилениями наружных швов в пределах 0,5-3,0 мм и внутренних не менее 0,5 мм (ТУ 14-3-1689-2000 "Трубы стальные электросварные прямошовные диаметром 1020 и 1220 мм для газонефтепроводов"), наружных швов в пределах 0,5-5,0 мм и внутренних не менее 0,5 мм (ГОСТ 10706 "Трубы стальные электросварные прямошовные") при средней ширине швов 20-30 мм (наружных не более 35 мм, а внутренних не более 40 мм) с суммарной деформацией их до 40% приводит к значительному уширению и образованию закатов на наружной и внутренней поверхности труб в виде продольных рисок по границе сплавления сварного шва с основным металлом. Для труб данного сортамента продольные риски не являются браковочным признаком, а для холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов данный вид дефекта является недопустимым.
В трубопрокатном производстве известен способ производства слитков-заготовок электрошлаковым переплавом из легированных марок стали, прокатки из них товарных и передельных труб диаметром 273-325 мм по ГОСТ 9940 на трубопрокатных установках с пилигримовыми станами, включающий отливку слитков электрошлаковым переплавом из нержавеющих марок стали типа 08-12Х18Н10Т и 12Х18Н12Т размером 420-520×1750 мм, механическую обработку слитков в слитки-заготовки (обточку) размером 400-500×1750 мм, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков - заготовок в стане косой прокатки в гильзы, прокатку гильз на пилигримовом стане в товарные или передельные трубы по ГОСТ 9940 с подкладными углеродистыми кольцами (патент РФ №2175899, бюл. №32, 2001 и авт. свидетельства СССР №732043, 1980).
Однако такой способ производства товарных и передельных труб по ГОСТ 9940 из слитков ЭШП имеет следующие недостатки: из-за повышенных нагрузок за одну прошивку в станах косой прокатки можно прошивать слитки диаметром не более 500 мм, из которых на пилигримовых станах прокатывать трубы диаметром до 325 мм и только из нержавеющих марок стали типа 08-12Х18Н10Т и 08-12Х18Н12Т, а трубы из труднодеформируемых марок стали и сплавов типа 06ХН28МДТ, ХН65МВУ и 20Х25Н25ТЮ-Ш производить по данной технологии не возможно. Передельные трубы имеют продольную разностенность, т.к. процесс прокатки ведут на дорнах с конусностью 5-8 мм, большое количество дефектов в виде плен и требуют механическую обработку по наружной и внутренней поверхности (обточку и расточку) со съемом металла по 4 - 6 мм на сторону.
В трубном производстве с целью снижения нагрузок на станах косой прокатки при производстве горячедеформированных товарных и передельных труб большого и среднего диаметров из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПУ с пилигримовыми станами используется способ двойной прошивки слитков-заготовок, включающий первую прошивку слитков ЭШП диаметром 540-600 мм в прошивном стане с вытяжкой µ=1,2-1,4, а вторую и последующие при необходимости прошивки-раскатки с подъемом или посадом по диаметру не более 5,0% и вытяжкой µ=1,4-1,75 (патент РФ №2247612, №7, 2005 и патент РФ №2207199, №18, 2003).
Использование данных способов хотя и позволяет производить товарные и передельные трубы большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами без пилигримовых головок, снизить вероятность застревания (затяжек) дорнов в трубах, снизить расходный коэффициент дорогостоящего металла, а следовательно, и стоимость труб, но имеет недостатки, связанные с двойным нагревом (слитков ЭШП и гильз первой прошивки), двойной прошивкой (прошивка слитков ЭШП и раскатка гильз на оправках большего диаметра), которые приводят к снижению производительности пилигримовых станов, а также к повышенной поперечной и продольной разностенности труб, а следовательно, к повышенному расходу металла и повышенной стоимости труб.
В трубопрокатном производстве известен также способ производства горячекатаных передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий нагрев до температуры пластичности сверленых слитков ЭШП, которые экспандируют в полые гильзы-заготовки с вытяжкой µ=1,2-1,8 без подъема по диаметру, обтачивают и растачивают их до удаления ковочных дефектов, нагревают до температуры пластичности и прокатывают на пилигримовых станах с вытяжкой µ≤5,0 или сверленые слитки ЭШП экспандируют в полые гильзы-заготовки с вытяжкой µ=0,9-1,5 с подъемом по диаметру от 1,05 до 1,4, а затем обтачивают и растачивают их в гильзы-заготовки до удаления ковочных дефектов, нагревают до температуры пластичности и прокатывают на пилигримовых станах с вытяжкой µ<5,5 и с выведением пилигримовых головок на подкладные углеродистые кольца (патент РФ №2242302, №35, 2004).
Использование данного способа производства горячекатаных передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами хотя и позволяет повысить производительность пилигримовых станов за счет исключения двойного нагрева, прошивки слитков ЭШП в гильзы и раскатки гильз на оправке большего диаметра, снизить расход дорогостоящего металла, а следовательно, и стоимость труб, но имеет недостатки, связанные с дополнительной операцией экспандирования слитков ЭШП в полые гильзы-заготовки, что повышает их стоимости, а следовательно, и стоимости труб.
Наиболее близким техническим решением является способ производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, включающий производство листовой заготовки, строжку листа по ширине, подготовку кромок листа к сварке, формовку листовой заготовки в трубную передельную заготовку и сварку продольных кромок не расходуемым или расходуемым электродом той же марки (У 1380-001-0862913305 "Трубы электросварные для технических трубопроводов из углеродистых, низколегированных, высоколегированных коррозионно-стойких, жаростойких сталей") и Н.Г.Дановский, Б.С.Литвак, А.В.Сафьянов и др. Кузнечно-штамповочное производство: перспективы и развитие, с.729-731, Екатеринбург, 2005).
Использование данного способа производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, хотя и исключает процесс производства передельной трубной заготовки на трубопрокатных установках с пилигримолвыми станами, значительно снижает расход дорогостоящего металла, а следовательно, и стоимость труб, но имеет недостатки, связанные с условиями формовки, технологией сварки продольных кромок, геометрическими размерами сварных швов и последующей технологией переката их в товарные трубы в соответствии с ТУ 14-158-135-2003 "Трубы холоднодеформированные коррозионно-стойкие для технических трубопроводов".
Задачей предложенного способа является освоение нового технологического процесса производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, которые по механическим свойствам полностью отвечают требованиям ГОСТ 9941, а по геометрическим размерам (толщине стенки) превышают требования ГОСТ 9941, значительное снижение расходных коэффициентов металла, а следовательно, снижение стоимости труб из легированных труднодеформируемых марок стали и сплавов.
Технический результат достигается тем, что в известном способе производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, включающем производство листовой заготовки, строжку листа по ширине, подготовку кромок листа к сварке, формовку листовой заготовки в трубную передельную заготовку и сварку продольных кромок не расходуемым или расходуемым электродом той же марки стали, формовку передельнных трубных заготовок производят на вальцах длиной до 4,5 м и с отношением диаметра к толщине стенки D/S=20-40, при этом ширину и высоту валиков швов передельной трубной заготовки определяют из выражений:  ,
,  ,
,
h=K2S, h=K3S, где В - ширина валиков наружных швов передельных трубных заготовок, мм; В1 - ширина валиков внутренних швов передельных трубных заготовок, мм; D - наружный диаметр передельных трубных заготовок, мм; S - толщина стенки передельных трубных заготовок, мм; K=1,0-1,5 - коэффициент для определения ширины валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; K1=0,95-1,3 - коэффициент для определения ширины валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; h - высота усиления валиков наружных швов, мм; h1 - высота усиления валиков внутренних швов, мм; K2=0,1-0,25 - коэффициент для определения высоты валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок; K3=0,1-0,15 - коэффициент для определения высоты валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок, передельные трубные заготовки прокатывают в передельные холоднокататые заготовки или товарные трубы максимального диаметра, которые перекатывают в передельные или товарные трубы меньшего диаметра, наружные швы передельных трубных заготовок сваривают под слоем флюса в защитной среде аргона, а корни внутренних швов переплавляют не расходуемым электродом в защитной среде аргона, сварку продольных кромок передельных заготовок производят на медном башмаке с зазором Δ=(3,0-5,0) мм и точностью сборки ±0,5 мм, где большие значения относятся к передельным трубным заготовкам с более толстыми стенками, для изготовления товарных труб по однопроходным маршрутам используют передельные трубные заготовки с большими усилениями швов, значения которых уменьшают по мере увеличения количества маршрутов-перекатов.
Сущность способа заключается в том, что формовку передельных трубных заготовок производят на вальцах длиной до 4,5 м и с отношением диаметра к толщине стенки D/S=20-40, при этом ширину и высоту валиков швов передельной трубной заготовки определяют из выражений:  ,
,  ,
,
h=K2S, h=K3S, где В - ширина валиков наружных швов передельных трубных заготовок, мм; B1 - ширина валиков внутренних швов передельных трубных заготовок, мм; D - наружный диаметр передельных трубных заготовок, мм; S - толщина стенки передельных трубных заготовок, мм; K=1,0-1,5 - коэффициент для определения ширины валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; K1=0,95-1,3 - коэффициент для определения ширины валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; h - высота усиления валиков наружных швов, мм; h1 - высота усиления валиков внутренних швов, мм; K2=0,1-0,25 - коэффициент для определения высоты валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок; K3=0,10-0,15 - коэффициент для определения высоты валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок, передельные трубные заготовки прокатывают в передельные холоднокататые заготовки или товарные трубы максимального диаметра, которые перекатывают в передельные или товарные трубы меньшего диаметра, наружные швы передельных трубных заготовок сваривают под слоем флюса в защитной среде аргона, а корни внутренних швов переплавляют не расходуемым электродом в защитной среде аргона, сварку продольных кромок передельных заготовок производят на медном башмаке с зазором Δ=(3,0-5,0) мм и точностью сборки ±0,5 мм, где большие значения относятся к передельным трубным заготовкам с более толстыми стенками, для изготовления товарных труб по однопроходным маршрутам используют передельные трубные заготовки с большими усилениями швов, значения которых уменьшают по мере увеличения количества маршрутов-перекатов.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что формовку передельных трубных заготовок производят на вальцах длиной до 4,5 м и с отношением диаметра к толщине стенки D/S=20-40, при этом ширину и высоту валиков швов передельной трубной заготовки определяют из выражений: ,  ,
,
h=K2S, h=K3S, где В - ширина валиков наружных швов передельных трубных заготовок, мм; B1 - ширина валиков внутренних швов передельных трубных заготовок, мм; D - наружный диаметр передельных трубных заготовок, мм; S - толщина стенки передельных трубных заготовок, мм; K1=1,0-1,5 - коэффициент для определения ширины валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; K1=0,95-1,3 - коэффициент для определения ширины валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; h - высота усиления валиков наружных швов, мм; h1 - высота усиления валиков внутренних швов, мм; K2=0,1-0,25 - коэффициент для определения высоты валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок; K3 - коэффициент для определения высоты валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок, передельные трубные заготовки прокатывают в передельные холоднокататые заготовки или товарные трубы максимального диаметра, которые перекатывают в передельные или товарные трубы меньшего диаметра, наружные швы передельных трубных заготовок сваривают под слоем флюса в защитной среде аргона, а корни внутренних швов переплавляют не расходуемым электродом в защитной среде аргона, сварку продольных кромок передельных заготовок производят на медном башмаке с зазором Δ=(3,0-5,0) мм и точностью сборки ±0,5 мм, где большие значения относятся к передельным трубным заготовкам с более толстыми стенками, для изготовления товарных труб по однопроходным маршрутам используют передельные трубные заготовки с большими усилениями швов, значения которых уменьшают по мере увеличения количества маршрутов-перекатов. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ опробован и осуществлен на ЗАО "Завод ПСК" при изготовлении передельных трубных заготовок, а на станах ХПТ 250 и ХПТ 450 ОАО "ЧТПЗ" при прокатке передельных и товарных труб размером 325×7, 273×5, 219×4,5 и 159×4 мм из стали 06ХН28МДТ, труб размером 325×7, 273×5 и 219×4 мм из стали 10Х17Н13М2Т, труб размером 377×8, 325×7, 325×5, 273×4, 219×4 и 159×3 мм из марки ХН30МДБ. В производство было задано 108 передельных заготовок (39,1 тн) размером 377×10×4000 мм, изготовленных в соответствии с пп.1, 3 и 4 формулы изобретения, и 74 заготовки (26,8 т), изготовленных по существующему способу, стали марки 06ХН28МДТ, 52 заготовки (18,62 т) размером 377×10×4000 мм, изготовленных в соответствии с пп.1,3 и 4 формулы изобретения, и 73 заготовки (26,4 т), изготовленных по существующему способу, стали 10Х17Н13М2Т, а также 14 передельных заготовок (5,68 т) размером 426×12×4000 мм и 34 передельных заготовки (12,27 т) размером 377×10×4000 мм, изготовленных в соответствии с п.п.1,3 и 4 формулы изобретения, 42 передельных заготовки (20,7 т) размером 426×12×4000 мм и 44 передельных заготовки (15,8 т) размером 377×10×4000 мм, изготовленных по существующему способу, из стали марки ХН30МДБ. Передельные трубные заготовки по существующему способу были изготовлены без переплава корней внутренних швов нерасходуемым электродом в защитной среде аргона, без регламентации точности сборки листовых штрипсов и использовании передельных трубных заготовок с большими усилениями швов при изготовлении товарных труб по однопроходному маршруту.
Семьдесят четыре передельных трубы - заготовки размером 377×10×4000 мм стали марки 06ХН28МДТ (26,8 т), изготовленных на ЗАО "Завод ПСК" по существующему способу, были прокатаны в трубы размером 325×7 мм. Принято по ГОСТ 9941 21,8 т, из которых в товарные трубы было принято 7,6 т, а остальные (14,2 т) были направлены на передел в трубы размером 273×5 мм. Расходный коэффициент металла при переделе труб размером 377×10 мм в трубы 325×7 мм составил 1,230. При переделе (перекате) труб размером 325×7 мм в трубы размером 273×5 мм принято по ГОСТ 9941 12,67 т. Расходный коэффициент металла составил 1,121. Для закрытия заказа 5,2 т труб размером 273×5 мм были приняты по ГОСТ, а остальные 7,47 т были перекатаны в трубы размером 219×4,5 мм в количестве 6,85 т. Расходный коэффициент металла при переделе труб размером 273×5 мм в трубы 219×4,5 мм составил 1,091. Из данной партии 3,4 т были приняты как товарные по ГОСТ 9941, а остальные 3,45 т были перекатаны в товарные трубы размером 159×4 мм в количестве 3,09 т. Расходный коэффициент металла составил 1,117. Общий расходный коэффициент металла при переделе сварных передельных заготовок стали марки 06ХН28МЛТ, изготовленных по существующей технологии, составил 1,398. Расходный коэффициент металла по переделам составил, соответственно, 1,230, 1,121, 1,091 и 1,117. По предлагаемой технологии в производство было задано 108 передельных трубных заготовок размером 377×10×4000 мм стали марки 06ХН28МДТ (39,1 т), изготовленных на ЗАО "Завод ПСК" в соответствии с пп.1, 3 и 4 формулой изобретения, которые были прокатаны в трубы размером 325×7 мм. Принято по ГОСТ 9941 35,55 т, из которых в товарные трубы было принято 8,4 т, а остальные (27,15 т) были направлены на передел в трубы размером 273×5 мм. Расходный коэффициент металла при переделе 377×10 в трубы 325×7 мм составил 1,100. При переделе (перекате) труб размером 325×7 мм в трубы размером 273×5 мм принято по ГОСТ 9941 25,61 т. Расходный коэффициент металла составил 1,061. Для закрытия заказа 9,9 т труб размером 273×5 мм были приняты по ГОСТ, а остальные 15,71 т были перекатаны в трубы размером 219×4,5 мм в количестве 14,96 т. Расходный коэффициент металла при переделе труб размером 273×5 мм в трубы 219×4,5 мм составил 1,051. Из данной партии 9,1 т были приняты как товарные по ГОСТ 9941, а остальные 5,86 т были перекатаны в товарные трубы размером 159×4 мм в количестве 5,58 т. Расходный коэффициент металла составил 1,051. Общий расходный коэффициент металла при переделе сварных передельных заготовок стали марки 06ХН28МДТ, изготовленных по предлагаемой технологии, составил 1,186. Расходный коэффициент металла по переделам составил, соответственно, 1,100, 1,0611, 1,051 и 1,051. Общее среднее снижение расходного коэффициента металла при переделе прямошовных сварных заготовок стали марки 06ХН28МДТ, изготовленных по предлагаемому способу, по сравнению с существующим составило 0,204, т.е. на 204 кг на каждой тонне товарных труб. Семьдесят три передельных трубы - заготовки размером 377×10×4000 мм стали марки 10Х17Н13М2Т (26,4 т), изготовленных на ЗАО "Завод ПСК" по существующему способу, были прокатаны в трубы размером 325×7 мм. Принято по ГОСТ 9941 21,3 т, из которых в товарные трубы было принято 7,1 т, а остальные (14,2 т) были направлены на передел в трубы размером 273×5 мм. Расходный коэффициент металла при переделе труб размером 377×10 мм в трубы 325×7 мм составил 1,240. При переделе (перекате) труб размером 325×7 мм в трубы размером 273×5 мм принято по ГОСТ 9941 12,6 т. Расходный коэффициент металла составил 1,127. Для закрытия заказа 5,75 т труб размером 273×5 мм были приняты по ГОСТ 9941, а остальные 5,62 т были перекатаны в трубы размером 219×4,0 мм в количестве 6,1 т. Расходный коэффициент металла при переделе труб размером 273×5 мм в трубы 219×4,0 мм составил 1,117. Общий расходный коэффициент металла при переделе сварных передельных заготовок стали марки 10Х17Н13М2Т, изготовленных по существующей технологии, составил 1,394. Расходный коэффициент металла по переделам составил, соответственно, 1,240, 1,127 и 1,117. По предлагаемой технологии в производство было задано 52 передельных трубных заготовоки размером 377x10x4000 мм стали марки 10Х17Н13М2Т (18,62 т), изготовленных на ЗАО "Завод ПСК" в соответствии с пп.1, 3 и 4 формулы изобретения, которые были прокатаны в трубы размером 325×7 мм. Принято по ГОСТ 9941 16,93 т, из которых в товарные трубы было принято 5,8 т, а остальные (11,13 т) были направлены на передел в трубы размером 273×5 мм. Расходный коэффициент металла при переделе 377×10 в трубы 325×7 мм составил 1,100. При переделе (перекате) труб размером 325×7 мм в трубы размером 273×5 мм принято по ГОСТ 9941 10,5 т. Расходный коэффициент металла составил 1,060. Для закрытия заказа 6,9 т труб размером 273×5 мм были приняты по ГОСТ, а остальные 3,6 т были перекатаны в трубы размером 219×4 мм в количестве 3,4 т. Расходный коэффициент металла при переделе труб размером 273×5 мм в трубы 219×4,0 мм составил 1,059. Общий расходный коэффициент металла при переделе сварных передельных заготовок стали марки 10Х17Н13М2Т, изготовленных по предлагаемой технологии, составил 1,157. Расходный коэффициент металла по переделам составил, соответственно, 1,100, 1,060 и 1,059. Общее среднее снижение расходного коэффициента металла при переделе прямошовных сварных заготовок стали марки 10Х17Н13М2Т, изготовленных по предлагаемому способу, по сравнению с существующим составило 0,227, т.е. на 227 кг на каждой тонне товарных труб.
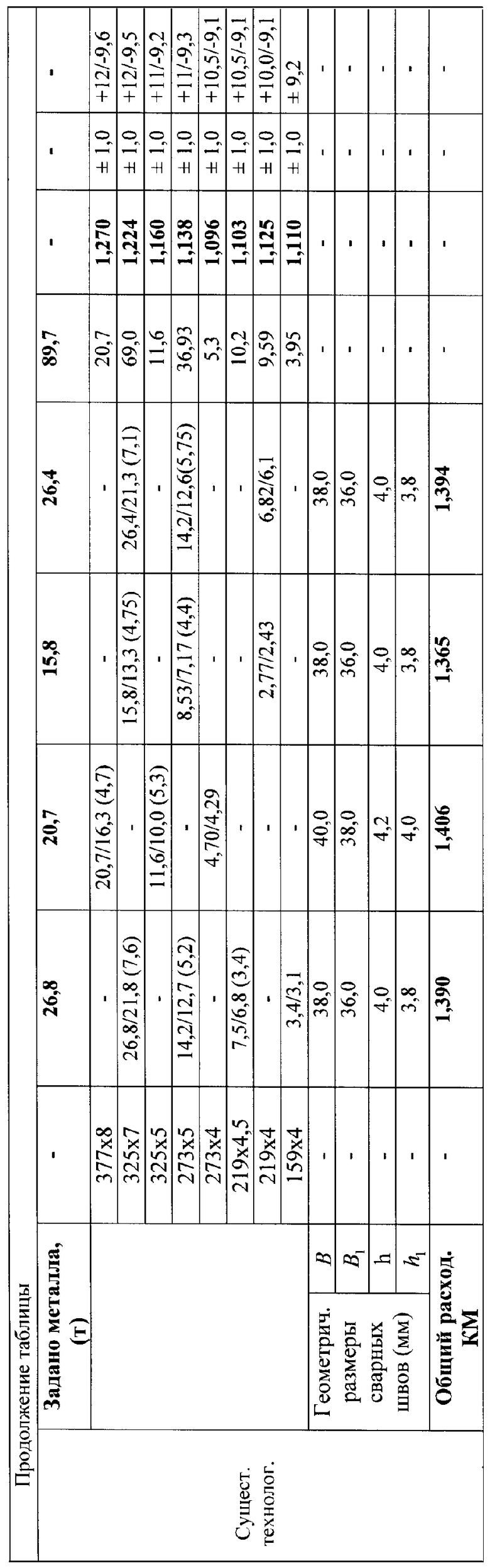
Аналогичная картина наблюдается и при прокатке труб из передельных сварных заготовок стали ХН30МДБ. В производство было задано 42 передельных сварных заготовки (20,7 т) размером 426×12×4000 мм, изготовленных в соответствии с пп.1, 3 и 4 формулы изобретения, которые были перекатаны в трубы размером 377×8 мм. Принято в соответствии с ГОСТ 9941 - 16,3 т. Расходный коэффициент металла при переделе составил 1,270. Из данных труб для выполнения заказов принято по ГОСТ 9941 - 4,7 т, а остальные 11,6 т были перекатаны в трубы размером 325×5 мм. Принято по ГОСТ 9941 - 10 т. Расходный коэффициент металла составил 1,160. Из данной партии по ГОСТ принято 5,3 т, а остальные 4,7 т были перекатаны в трубы размером 273×4 мм в количестве 4,19 т. Расходный коэффициент металла составил 1,122. Расходный коэффициент металла по переделам составил, соответственно, 1,270, 1,160 и 1,122, а общий расходный коэффициент металла от передельной заготовки при прокатке труб по ГОСТ 9941 размером 377×8, 325×5 и 273×4 мм составил 1,406. По предлагаемой технологии в производство было задано 14 передельных сварных заготовки (6,68 т) размером 426×12×4000 мм, которые были перекатаны в трубы размером 377×8 мм. Принято в соответствии с ГОСТ 9941 - 6,07 т. Расходный коэффициент металла при переделе составил 1,101. Из данных труб для выполнения заказов принято по ГОСТ 9941 - 2,4 т, а 3,67 т были перекатаны в трубы размером 325×5 мм. Принято по ГОСТ 9941 - 3,46 т. Расходный коэффициент металла составил 1,061. Из данной партии по ГОСТ принято 1,6 т, а остальные 1,8 т были перекатаны в трубы размером 273×4 мм в количестве 1,72 т. Расходный коэффициент металла составил 1,047. Расходный коэффициент металла по переделам составил, соответственно, 1,101, 1,061 и 1,047, а общий расходный коэффициент составил 1,168. Общее среднее снижение расходного коэффициента металла при переделе прямошовных сварных заготовок стали марки ХН30МДБ, изготовленных в соответствии с пп.1, 3 и 4, по сравнению с существующим составило 0,238, т.е. на 238 кг на каждой тонне товарных труб.
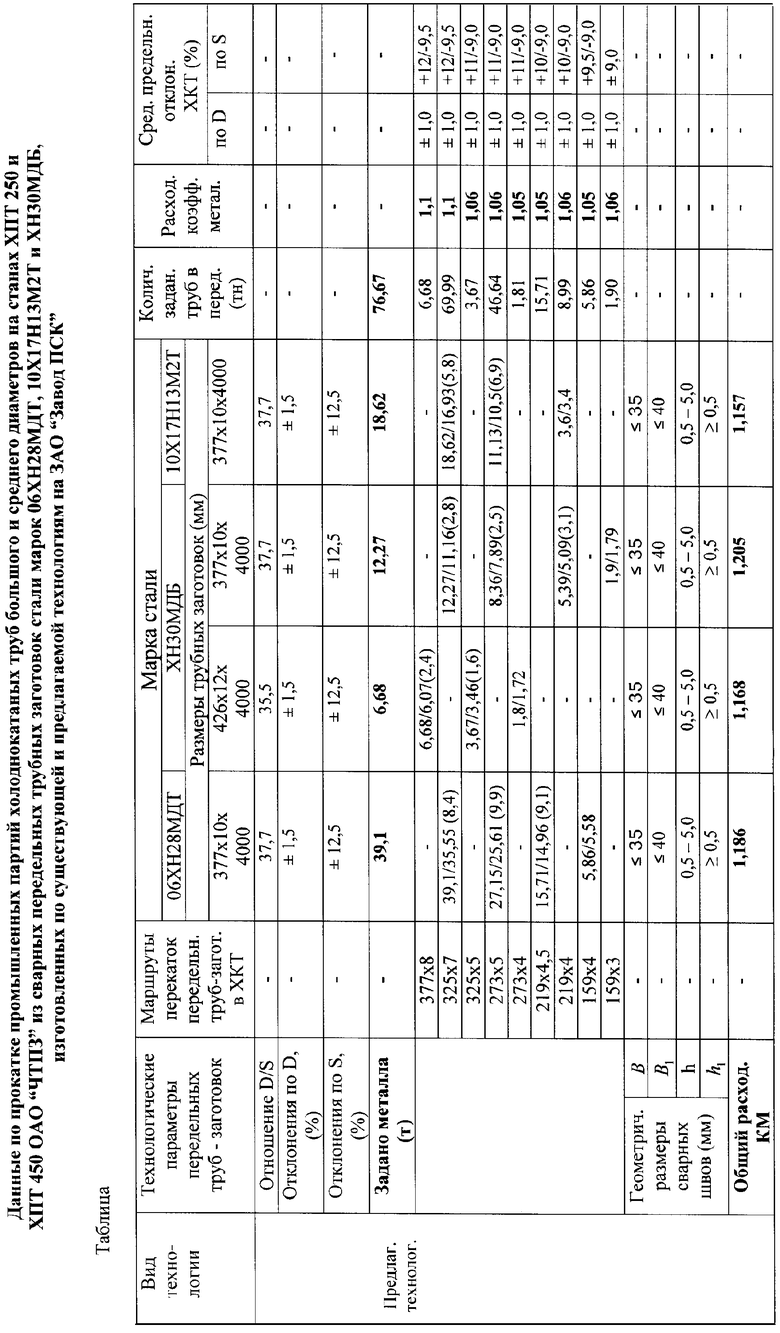
В производство также было задано 44 передельных сварных заготовки (15,8 т) размером 377×10×4000 мм, изготовленных по существующей технологии, которые были перекатаны в трубы размером 325×7 мм. Принято в соответствии с ГОСТ 9941 13,28 т. Расходный коэффициент металла при переделе составил 1,190. Из данных труб для выполнения заказов принято по ГОСТ 9941 - 4,75 т, а остальные 8,53 т были перекатаны в трубы размером 273×5 мм. Принято по ГОСТ 9941 - 7,17 т. Расходный коэффициент металла составил 1,190. Из данной партии по ГОСТ принято 4,4 т, а остальные 2,77 т были перекатаны в трубы размером 219×4 мм в количестве 2,43 т. Расходный коэффициент металла составил 1,140. Расходный коэффициент металла по переделам составил, соответственно, 1,190, 1,190 и 1,140, а общий расходный коэффициент металла от передельной заготовки при прокатке труб по ГОСТ 9941 размером 325×7, 273×5 и 219×4 мм составил 1,365. По предлагаемой технологии в производство было задано 34 передельных сварных заготовки (12,27 т) размером 377×10×4000 мм, которые были перекатаны в трубы размером 325×7 мм. Принято в соответствии с ГОСТ 9941 - 11,16 т. Расходный коэффициент металла при переделе составил 1,100. Из данных труб для выполнения заказов принято по ГОСТ 9941 - 2,8 т, а 8,36 т были перекатаны в трубы размером 273×5 мм. Принято по ГОСТ 9941 - 7,89 т. Расходный коэффициент металла составил 1,060. Из данной партии по ГОСТ принято 2,5 т, а остальные 5,39 т были перекатаны в трубы размером 273×4 мм в количестве 5,09 т. Расходный коэффициент металла составил 1,059. Из данной партии 3,1 т труб приняты по ГОСТ 9941, а 1,9 т были перекатаны в трубы размером 159x3 мм в количестве 1,79 т. Расходный коэффициент металла при переделе составил 1,062. Расходный коэффициент металла по переделам составил, соответственно, 1,100, 1,060, 1,059 и 1,062, а общий расходный коэффициент составил 1,205. Общее среднее снижение расходного коэффициента металла при переделе прямошовных сварных заготовок стали марки ХН30МДБ, изготовленных по предлагаемому способу, по сравнению с существующим составило 0,160, т.е. на 160 кг на каждой тонне товарных труб. Данные по прокатке промышленных партий холоднокатаных труб большого и среднего диаметров на станах ХПТ 250 и ХПТ 450 ОАО "ЧТПЗ" из сварных передельных трубных заготовок стали марок 06ХН28МДТ, 10Х17Н13М2Т и ХН30МДБ, изготовленных по существующей и предлагаемой технологиям в соответствии с пп.1, 3 и 4 на ЗАО "Завод ПСК", приведены в таблице.
Из таблицы видно, что при прокатке труб из передельных сварных заготовок, изготовленных в соответствии с формулой изобретения, общий средний расходный коэффициент металла снижается по сравнению с существующим в зависимости от марки стали и размеров исходной заготовки на 160-238 кг на каждой тонне труб. Основная доля снижения расходного коэффициента металла от 56,3% до 71,0% приходится на первый перекат передельных заготовок в товарные или передельные холоднокатаные трубы. Эти данные подтверждают правильность формулы изобретения.
Таким образом, использование предложенного способа производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов позволит производить качественные трубы в соответствии с ГОСТ 9941 из сварных передельных трубных заготовок вместо бесшовных, снизить допуск по стенке и значительно снизить расходный коэффициент металла при переделе: передельная прямошовная трубная заготовка - холоднокатаная труба, а следовательно, значительно снизить стоимость холоднокатаных труб из труднодеформируемых марок стали и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2007 |
|
RU2386503C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322316C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш ДЛЯ РЕАКТОРОВ АЭС НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542144C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 175×2,5+0,3/-0,2×2680+20/-0 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547362C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП450У-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547053C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш ДЛЯ РЕАКТОРОВ АЭС НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545949C2 |
| СПОСОБ ПОДГОТОВКИ КОВАНЫХ И НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК, СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА К ПРОКАТКЕ КОТЕЛЬНЫХ ТРУБ, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ К ПРОКАТКЕ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ ПО ГОСТ 9940 | 2005 |
|
RU2306993C2 |
Изобретение относится к способу производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов. Способ включает производство листовой заготовки, строжку листа по ширине, подготовку кромок листа к сварке, формовку листовой заготовки в трубную передельную заготовку и сварку продольных кромок нерасходуемым или расходуемым электродом той же марки стали, формовку передельной трубной заготовки производят на вальцах длиной до 4,5 м с отношением диаметра к толщине стенки D/S=20-40, при этом ширину швов и высоту валиков швов передельной трубной заготовки определяют из выражений: В=K×D/S, B1=K1×D/S, h=K2S, h1=K3S, где В - ширина валиков наружных швов передельных трубных заготовок, мм; B1 - ширина валиков внутренних швов передельных трубных заготовок, мм; D - наружный диаметр передельных трубных заготовок, мм; S - толщина стенки передельных трубных заготовок, мм; K=1,0-1,5 - коэффициент для определения ширины валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; K1=0,95-1,3 - коэффициент для определения ширины валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S; h - высота усиления валиков наружных швов, мм; h1 - высота усиления валиков внутренних швов, мм; K2=0,1-0,25 - коэффициент для определения высоты валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок; K3=0,1-0,15 - коэффициент для определения высоты валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок. Обеспечивается производство качественных труб в соответствии с ГОСТ 9941 из сварных передельных трубных заготовок вместо бесшовных и значительное снижение расходного коэффициента металла при переделе: передельная прямошовная трубная заготовка - холоднокатаная труба, а следовательно, снижение стоимости холоднокатаных труб из труднодеформируемых марок стали и сплавов. 4 з.п. ф-лы, 1 табл.
1. Способ производства передельной трубной заготовки для прокатки холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, включающий производство листовой заготовки, строжку листа по ширине, подготовку кромок листа к сварке, формовку листовой заготовки в трубную передельную заготовку и сварку продольных кромок не расходуемым или расходуемым электродом той же марки стали, отличающийся тем, что формовку передельной трубной заготовки производят на вальцах длиной до 4,5 м с отношением диаметра к толщине стенки D/S=20-40, при этом ширину швов и высоту валиков швов передельной трубной заготовки определяют из выражений:
В=K×D/S,
В1=K1×D/S,
h=K2S,
h1=K3S,
где В - ширина валиков наружных швов передельных трубных заготовок, мм;
B1 - ширина валиков внутренних швов передельных трубных заготовок, мм;
D - наружный диаметр передельных трубных заготовок, мм;
S - толщина стенки передельных трубных заготовок, мм;
K=1,0-1,5 - коэффициент для определения ширины валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S;
K1=0,95-1,3 - коэффициент для определения ширины валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшим отношением D/S;
h - высота усиления валиков наружных швов, мм;
h1 - высота усиления валиков внутренних швов, мм;
K2=0,1-0,25 - коэффициент для определения высоты валиков наружных швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок.
K3=0,1-0,15 - коэффициент для определения высоты валиков внутренних швов, большие значения которых относятся к передельным трубным заготовкам с меньшими толщинами стенок.
2. Способ по п.1, отличающийся тем, что передельные трубные заготовки прокатывают в передельные холоднокататые заготовки или товарные трубы максимального диаметра, которые перекатывают в передельные или товарные трубы меньшего диаметра.
3. Способ по п.1, отличающийся тем, что наружные швы передельных трубных заготовок сваривают под слоем флюса в защитной среде аргона, а корни внутренних швов переплавляют нерасходуемым электродом в защитной среде аргона.
4. Способ по п.1, отличающийся тем, что сварку продольных кромок передельных заготовок производят на медном башмаке с зазором Δ=(3,0-5,0) мм и точностью сборки ±0,5 мм, где большие значения относятся к передельным трубным заготовкам с более толстыми стенками.
5. Способ по п.1, отличающийся тем, что для изготовления товарных труб по однопроходным маршрутам используют передельные трубные заготовки с большими усилениями швов, значения которых уменьшают по мере увеличения количества маршрутов-перекатов.
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288052C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288053C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288055C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| US 4798071 A, 17.01.1989 | |||
| DE 3428437 A, 10.02.1987. | |||

