Изобретение относится к металлургическому и трубопрокатному производствам, а именно к способу производства полых слитков способом электрошлакового переплава из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш), передела их в полые слитки-заготовки, способу производства из полых слитков-заготовок ЭШП на ТПУ8-16” с пилигримовыми станами передельных горячекатаных труб размером 338×25 мм, механической обработки их в трубы-заготовки размером 325×12 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%, переката механически обработанных труб-заготовок размером 325×12 мм на станах ХПТ 450 и ХПТ 250 в передельные трубы-заготовки размером 202±1,2×3,5+0,3/-0,2 мм, профилирования передельных труб-заготовок в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и может быть использовано на установках ЭШП при отливке полых слитков, механической обработке их в полые слитки-заготовки на ОАО "ЗМЗ" и на ОАО "ЧТПЗ" на ТПУ8-16” с пилигримовыми станами при переделе полых слитков-заготовок ЭШП в передельные горячекатаные трубы-заготовки размером 338×25 мм, механической обработке - расточке и обточке, передельных горячекатаных труб в передельные механически обработанные трубы размером 325×12 мм с допуском по диаметру ±0,8% и стенке ±10,0%, перекате их на станах ХПТ 450 и ХПТ 250 в передельные холоднокатаные трубы-заготовки размером 202±1,2×3,5+0,3/-0,2 мм, переделе труб-заготовок на профилировочном "стане 400" в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм для использования их на АЭС, имеющих в своем составе реакторы нового поколения на быстрых нейтронах.
В трубопрокатном производстве известен способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали на трубопрокатных установках с пилигримовыми станами из слитков ЭШП стали марки 10Х9МФБ-Ш (ТУ 14-134-398-2003 "Заготовка трубная - слитки для котельных труб ЭШП", ТУ 14-3Р-55-2001 "Трубы стальные бесшовные для паровых котлов и трубопроводов", ТИ 158-Тр.ТБ1-56-2007 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001").
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов на внутренней поверхности в виде плен и разгарных трещин, требуют последующую механическую обработку - расточку и обточку со съемом металла по 8-10 мм на сторону. Данная марка стали имеет интервал горячей пластичности 1160-900°C и повышенный коэффициент линейного расширения. Если слитки-заготовки ЭШП нагревать до температуры 1160°C, то при прошивке слитков в стане поперечно-винтовой прокатки в гильзы температура металла в очаге деформации на границе оправка - внутренняя поверхность гильз повышается на 50-70°C, в зависимости от диаметра слитка. При прокатке гильз на пилигримовом стане в товарные трубы с температурой наружной поверхности 1160°C и менее, конец прокатки происходит при температуре 800-850°C, в зависимости от диаметра и толщины стенки, что приводит к затяжкам дорнов даже с конусностью 4-5 мм вместо 1,0 по ТИ 158-Тр.ТБ1-56-2007. Нагрев слитков-заготовок ЭШП данной марки стали выше 1160°C приводит к перегреву внутренней поверхности гильз и массовому образованию внутренних плен и разгарных трещин. Данные трубы необходимо браковать или растачивать на меньшую стенку со съемом металла более 10 мм на сторону, что в свою очередь приводит к повышенному расходу металла и дополнительной трудоемкой операции - расточке труб с дефектами на внутренней поверхности.
В трубопрокатном производстве известен также способ производства труб из труднодеформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения, включающий нагрев рабочей части дорна до средней температуры, равной или большей необходимой температуры переднего конца трубы в момент схода ее с дорна Тср.д≥Тпер.к.т, где Тср.д. - средняя температура дорна перед началом прокатки, °C; Тпер.к.т. - необходимая температура переднего конца трубы в момент ее схода с дорна, °C, нагрев рабочей части дорна с перепадом температуры по длине рабочей части не более 100°C, т.е. Tmax-Tmin<100°C, где Tmax - максимальная температура рабочей части дорна в зоне интенсивной деформации, °C; Tmin - минимальная температура рабочей части дорна, °C (Патент РФ №2214312, кл. B21B 21/00, 20.10.2003, бюл. №29).
Недостатком данного способа является то, что он направлен на снижение количества затяжек дорнов при прокатке труб из труднодеформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения за счет нагрева дорнов перед прокаткой и в процессе прокатки. Данный способ не решает основные технологические вопросы: докатки гильз - обкатки пилигримовых головок при температурах ниже нижнего интервала горячей пластичности данных марок стали и сплавов и тем более технологии получения качественных по внутренней поверхности гильз в процессе прошивки слитков заготовок ЭШП и прошивки-раскатки гильз-заготовок в гильзы в стане поперечно-винтовой прокатки.
В трубной промышленности известен также способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий отливку полых слитков высотой 1750-2100 мм на установках электрошлакового переплава. Слитки обтачивают и растачивают до удаления окалины и микротрещин на диаметр 400-620 мм с отношением диаметра к толщине стенки D/S=3,0-4.0, большие значения которых соответствуют слиткам-гильзам меньшего диаметра. Затем слитки-гильзы нагревают до температуры пластичности и прошивают-раскатывают в стане поперечно-винтовой прокатки в гильзы с вытяжками µ=1,5-1,7, большие значения которых соответствуют гильзам большего диаметра. Гильзы, прошитые-раскатанные с вытяжками µ=1,5-1,6, прокатывают на пилигримовых станах в передельные трубы, а гильзы прошитые-раскатанные с вытяжками µ=1,6-1,7, - в товарные трубы (Патент РФ №2311979, кл. B21B 21/00, 10.12.2007).
Недостатком данного способа является то, что он только частично снижает образование дефектов на внутренних поверхностях гильз за счет снижения коэффициента вытяжки (обжатия гильз-заготовок по стенке) в очаге деформации при прошивке-раскатке гильз-заготовок из коррозионно-стойких труднодеформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения в станах поперечно-винтовой прокатки. Данный способ не решает технологические вопросы нагрева слитков ЭШП из стали марки 12Х12М1БФРУ-Ш, прошивки и прокатки передельных труб из труднодеформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения и прокатки их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 мм для последующего профилирования их в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм для реакторов нового поколения на быстрых нейтронах.
В трубной промышленности известен также способ производства чехловых шестигранных труб размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм из низкопластичной стали с содержанием бора 1,3-1,8%, включающий механическую обработку - расточку и обточку, обезжиривание, индукционную обработку, УЗК, сверление отверстий для тянущей цепи при профилировании, покрытие труб солевой смазкой и теплое профилирование труб двух-трехкратной длины, величину которой определяют из выражения Lтр.=(2-3)Lкр.+Lпер.+Lк.о., где Lтр. - длина шестигранной трубы-плети, мм; Lпер. - длина цилиндрической части заготовки-трубы для сверления осевого отверстия под шкворень тянущей цепи, мм; Lкр. - длина шестигранной трубы-заготовки, мм; Lк.о. - длина концевой обрези, а порезку труб на мерную длину, отбор темплетов для изготовления образцов на механические испытания и удаление концевой обрези производят после контроля геометрических размеров и разметки шестигранных труб-плетей (Патент РФ №2246363, кл. B21B 23/00, 20.05.2005).
Данный способ направлен на производство шестигранных труб из стали с содержанием бора от 1,3 до 1,8% для хранения и транспортировки отработанного ядерного топлива и не решает технологические и конструкционные вопросы производства шестигранных труб размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш для реакторов АЭС нового поколения на быстрых нейтронах.
В трубной промышленности известен способ производства холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов с повышенной точностью по стенке, включающий прокатку передельной сварной заготовки в калибрах с переменным радиусом в товарную холоднокатаную трубу максимального диаметра с вытяжкой µ=1,4-1,7 и обжатием по стенке не менее 25%, при этом при последующих перекатах вытяжку плавно увеличивают на 0,05-0,10 до 1,7-2,0, а большие значения вытяжек и обжатий по стенке принимают для сталей с большим содержанием хрома и никеля, передельную трубную заготовку прокатывают в товарную или передельную холоднокатаную трубу максимального диаметра с отношением диаметра к толщине стенки трубы D/S=40-50, которую при последующем перекате прокатывают в трубы меньшего диаметра с увеличением отношения D/S от 2 до 10, а последний перекат производят с отношением D/S=50-75.
Недостатком данного способа является то, что он направлен на технологию производства холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов с повышенной точностью по стенке из сварных заготовок и не решает технологические и конструкционные вопросы производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) для реакторов АЭС нового поколения на быстрых нейтронах.
Известен также способ производства опытных образцов шестигранных труб-заготовок размером "под ключ" 181,8×3,5×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) для реакторов АЭС нового поколения на быстрых нейтронах (протокол №60/11 от 03.08.2011 и ТУ 1367-043-00186654-2012 (опытная партия) "Трубы бесшовные холоднодеформированные шестигранные из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш)", включающий отливку слитков электрошлаковым переплавом размером 485×1540 мм, обточку слитков в слитки-заготовки размером 470×1540 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев до температуры 1180-1200°C, прошивку в стане поперечно-винтовой прокатки в гильзы размером 480×вн.315×2400 мм, прокатку гильз на пилигримовых станах в передельные горячедеформированные трубы-заготовки размером 344×31 мм в калибре 351 мм, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, правку труб и механическую обработку-расточку и обточку в передельные трубы размером 325×12 мм с допуском по диаметру ±1,0% и толщине стенки ±12,5%, со съемом металла по наружной и внутренней поверхностям по 9,5 мм с чистотой поверхности Rz≤30 мкм, перекатку механически обработанных труб размером 325×12 мм на станах ХПТ 450 ХПТ 250 в передельные трубы размером 202×3,5 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%.
Недостатком данного способа является то, что при переделе слитков-заготовок ЭШП размером 470×1540 мм в передельные горячекатаные механически обработанные трубы размером 325±3,25×12±1,5 мм, даже при трехкратном перекате их на станах ХПТ 450 и ХПТ 250, холоднокатаные трубы размером 202×3,5 мм с допуском по диаметру ±1,2 мм и стенке +0,3/-0,2 мм получить проблематично. При производстве передельных горячекатаных труб размером 325×12 мм получаются повышенные отходы по некратности. Прошивка заготовок ЭШП в стане поперечно-винтовой прокатки при температуре нагрева 1180-1200°C приводит на границе оправки с внутренней поверхностью гильз к повышению температуры до 1250-1270°C, которая для данной марки стали чревата перегревом внутренней поверхности и образованием сетки разгарных трещин, что в свою очередь приводит к браку или увеличению съема металла при расточке горячекатаных труб в передельные механически обработанные трубы размером 325×12 мм.
Наиболее близким техническим решением (прототипом) является способ производства передельных труб из низкопластичной стали с содержанием бора 1,3-1,8%, включающий отливку электрошлаковым переплавом полых слитков размером 480-490×вн.270×2300-2500 мм, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 470-480×вн.280×2300-2500 мм с чистотой поверхности Rz≤40 мкм, на концах которых, соответствующих донным концам полых слитков ЭШП, выполнены с наружной поверхности конуса на длине L=(1,5-2,0)Sз с толщиной притупления h=(5,0-6,0)Sт, где Sт - толщина стенки передельных труб, мм; Sз - толщина стенки полых заготовок электрошлакового переплава, мм; h - толщина притупления стенки полых слитков-заготовок электрошлакового переплава, мм, нагрев заготовок до температуры 1040-1060°C и прокатку их на пилигримовом стане в передельные горячекатаные трубы размером 290×12×22000-23000 мм на дорнах диаметром 264/265 мм с вытяжкой µ=10,7-11,4, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, теплую правку на шестивалковой правильной машине с использованием температуры прокатного нагрева и отгрузку передельных труб в цех №5 для выполнения всех последующих операций по технологическому процессу передела горячекатаных труб в шестигранные трубы-заготовки размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм (Патент РФ №2297893, кл. B21B 21/00. 27.04.2007).
Недостатком данного способа производства шестигранных труб-заготовок является то, что он направлен на производство шестигранных труб из борсодержащей стали ЧС82 размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм, т.е. с более широким полем допуска круглых труб по диаметру и толщине стенки, и не решает технические и технологические вопросы производства передельных труб размером 202±1,2×3,5+0,3/0,2 мм для последующего профилирования их в шестигранные размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из новой марки стали 12Х12М1БФРУ (ЭП450У-Ш) для реакторов АЭС на быстрых нейтронах.
Задачей предложенного способа является освоение производства передельных холоднокатаных труб размером 202×3,5 мм с допуском по диаметру ±1,2 мм (±0,6%) и толщине стенки +0,3/-0,2 мм (+8,5/-5,5%) вместо ±0,8% по диаметру и ±10% по стенке (ГОСТ 9941 высокой точности), исключение из технологического процесса прошивки слитков-заготовок ЭШП из стали марки 12Х12М1БФРУ-Ш в стане поперечно-винтовой прокатки (наиболее дефектообразующей операции), снижение расхода металла, при переделе полый слиток-заготовка ЭШП - передельная горячекатаная труба - передельная механически обработанная труба - шестигранная труба-заготовка, за счет изменения схемы деформации полых слитков-заготовок ЭШП на пилигримовом стане при производстве передельных горячекатаных труб, освоение производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из полых слитков-заготовок ЭШП стали марки 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) для оснащения АЭС реакторами нового поколения на быстрых нейтронах, а следовательно, снижение стоимости шестигранных труб-заготовок с низким температурным интервалом горячей пластичности.
Технический результат достигается тем, что в известном способе производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) для реакторов АЭС на быстрых нейтронах, включающем отливку слитков электрошлаковым переплавом размером 485×1540 мм, обточку слитков в слитки-заготовки размером 470×1540 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев до температуры пластичности, прошивку в стане поперечно-винтовой прокатки на оправке диаметром 300 мм в гильзы размером 480×вн.315×2400 мм с вытяжкой µпр.=1,55-1,56 и подъемом по диаметру δ=2,1-2,2%, прокатку гильз на пилигримовых станах в передельные горячедеформированные трубы-заготовки размером 344×31×6600 мм на дорнах диаметром 283/287 мм в калибре 351 мм с вытяжкой µп=3,38, обжатием по диаметру Δ=28,3% и подачей гильз в очаг деформации m=20-22 мм, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, правку труб, порезку труб на две трубы-заготовки размером 344×31×3300 мм, механическую обработку - расточку и обточку в трубы-заготовки размером 325×12×3300 мм с допуском по диаметру ±1,0% и стенке ±12,5%, со съемом металла по наружной и внутренней поверхностям по 9,5 мм, прокатку труб-заготовок размером 325×12 мм на станах ХПТ 450 и ХПТ 250 по маршрутам 325×12×3300-273×8×5500-250×5×9100-202×3,5×15600 мм с допуском по диаметру ±0,8% и стенке ±10,0%, порезку труб на три трубы-заготовки размером 202×3,5×5200 мм с учетом технологических отходов после профилирования - переходной зоны от круга к шестиграннику, сверления под шкворень тянущей цепи и концевой обрези с противоположной стороны от переходной зоны, сверление отверстий под шкворень тянущей цепи, профилировку в профилировочном "стане 400" в шестигранные трубы-заготовки размером "под ключ" 181,8×3,5×5200 мм, подрезку шестигранных труб-заготовок на мерные длины размером 181,8×3,5×3750+20/-0 мм с выполнением всех последующих операций по технологическому процессу производства шестигранных труб и приемку их на соответствие НТД, слитки ЭШП отливают полыми размером 490×вн.290×2850±25 мм, которые обтачивают и растачивают в полые слитки-заготовки размером 480×вн.300×2850±25 мм, нагревают до температуры 1130-1150°C, прокатывают на пилигримовых станах с использованием подкладных углеродистых колец в передельные горячедеформированные трубы-заготовки размером 338×25×11200±100 мм в калибре 340 мм на дорнах диаметром 282/286 мм с вытяжкой µ=4,35, обжатием по диаметру Δ=29,2% и подачей полых слитков-заготовок в очаг деформации m=18-20 мм, от труб-заготовок пилой горячей резки удаляют технологические отходы - пилигримовые головки и затравочные концы, трубы-заготовки с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, трубы-заготовки разрезают на две трубы-заготовки размером 338×25×5600±50 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×5600±50 мм с допуском по диаметру ±0,8% и стенке ±10,0%, трубы-заготовки перекатывают на станах ХПТ 450 и ХПТ 250 по маршрутам 325×12×5600±50-273×8×9600±85-250×5×16300±150 мм, трубы размером 250×5×16300±150 мм разрезают на трубы-заготовки размером 250×5×9200±75 мм и 250×5×7100±75 мм, которые прокатывают на стане ХПТ 250 в трубы-заготовки размером, соответственно, 202×3,5×15800±130 и 202×3,5×12100±130 мм, трубы-заготовки размером 202×3,5×15800±130 и 202×3,5×12100±130 мм профилируют в профилировочном "стане 400" в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×15800±130 мм и 181,8±0,4×3,5+0,3/-0,2×12100±130 мм, производят порезку труб на мерные шестигранные трубы-заготовки размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм с выполнением всех последующих операций по технологическому процессу производства шестигранных труб и приемку их на соответствие НТД, нагрев полых слитков-заготовок ЭШП из стали марки 12Х12М1БФРУ-Ш производят по технологии: на колосники методической печи садят две углеродистые гильзы из стали марок 10 или 20 размером 480×вн.300×2500-3000 мм для настройки пилигримового стана и разогрева дорнов, затем в один ряд садят 6-8 полых слитков-заготовок при температуре в третьей зоне печи 800-900°C и выдерживают их без кантовки в течение 30-45 минут, нагревают до температуры 1130-1150°C со скоростью 3,3-3,5°C в минуту с равномерной кантовкой по два слитка-заготовки с 22-го по 7-е окно через 17-20 минут на угол равный ≈290-300°, выдерживают при температуре 1130-1150°C в течение 30-50 минут с равномерной кантовкой с 7-го окна на 4-е окно через 10-15 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1130-1150°C, посад следующих 2-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок, полые слитки-заготовки выдают с ямы печи на слитковую тележку, внутрь слитков-заготовок задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 грамм и краном транспортируют на входную сторону пилигримового стана, полые слитки-заготовки прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°C, которая достигается за счет прокатки двух настроечных углеродистых гильз, передельные холоднокатаные трубы размером 202×3,5 мм производят с допуском по диаметру ±1,2 мм (±0,6%) и стенке +0,3/-0,2 мм (+8,5/-5,5%).
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что слитки ЭШП отливают полыми размером 490×вн.290×2850±25 мм, которые обтачивают и растачивают в полые слитки-заготовки размером 480×вн.300×2850±25 мм, нагревают до температуры 1130-1150°C, прокатывают на пилигримовых станах с использованием подкладных углеродистых колец в передельные горячедеформированные трубы-заготовки размером 338×25×11200±100 мм в калибре 340 мм на дорнах диаметром 282/286 мм с вытяжкой µ=4,35, обжатием по диаметру Δ=29,2% и подачей полых слитков-заготовок в очаг деформации m=18-20 мм, от труб-заготовок пилой горячей резки удаляют технологические отходы - пилигримовые головки и затравочные концы, трубы-заготовки с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, трубы-заготовки разрезают на две трубы-заготовки размером 338×25×5600±50 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×5600±50 мм с допуском по диаметру ±0,8% и стенке ±10,0%, трубы-заготовки перекатывают на станах ХПТ 450 и ХПТ 250 по маршрутам 325×12×5600±50-273×8×9600±85-250×5×16300±150 мм, трубы размером 250×5×16300±150 мм разрезают на трубы-заготовки размером 250×5×9200±75 мм и 250×5×7100±75 мм, которые прокатывают на стане ХПТ 250 в трубы-заготовки размером, соответственно, 202×3,5×15800±130 и 202×3,5×12100±130 мм, трубы-заготовки размером 202×3,5×15800±130 и 202×3,5×12100±130 мм профилируют в профилировочном "стане 400" в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×15800±130 мм и 181,8±0,4×3,5+0,3/-0,2×12100±130 мм, производят порезку труб на мерные шестигранные трубы-заготовки размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм с выполнением всех последующих операций по технологическому процессу производства шестигранных труб и приемку их на соответствие НТД, нагрев полых слитков-заготовок ЭШП из стали марки 12Х12М1БФРУ-Ш производят по технологии: на колосники методической печи садят две углеродистые гильзы из стали марок 10 или 20 размером 480×вн.300×2500-3000 мм для настройки пилигримового стана и разогрева дорнов, затем в один ряд садят 6-8 полых слитков-заготовок при температуре в третьей зоне печи 800-900°C и выдерживают их без кантовки в течение 30-45 минут, нагревают до температуры 1130-1150°C со скоростью 3,3-3,5°C в минуту с равномерной кантовкой по два слитка-заготовки с 22-го по 7-е окно через 17-20 минут на угол равный ≈290-300°, выдерживают при температуре 1130-1150°C в течение 30-50 минут с равномерной кантовкой с 7-го окна на 4-е окно через 10-15 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1130-1150°C, посад следующих 2-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок, полые слитки-заготовки выдают с ямы печи на слитковую тележку, внутрь слитков-заготовок задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 грамм и краном транспортируют на входную сторону пилигримового стана, полые слитки-заготовки прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°C, которая достигается за счет прокатки двух настроечных углеродистых гильз, передельные холоднокатаные трубы размером 202×3,5 мм производят с допуском по диаметру ±1,2 мм (±0,6%) и стенке +0,3/-0,2 мм (+8,5/-5,5%). Таким образом, заявляемый способ соответствует критерию "изобретательский уровень".
Сравнение заявляемого решения (способа), не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности "изобретательский уровень".
Способ опробован на ОАО "ЗМЗ" при отливке полых слитков на установке ЭШП размером 490×вн.290×2850 мм, обточке и расточке их в полые слитки-заготовки размером 480×вн.300×2850 мм и на ОАО "ЧТПЗ" при прокатке передельных труб размером 338×25×11200 мм на трубопрокатной установке с пилигримовыми станами 8-16”, порезке на две трубы-заготовки размером 338×25×5600 мм, механической обработке - расточке и обточке их в передельные трубы размером 325×12×5600 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%, перекате их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 мм и при профилировании их в профилировочном стане "400" в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм. По существующей технологии 2 слитка-заготовки размером 470×100×1540 мм общей массой 4040 кг были нагреты в методической печи до температуры 1160 и 1170°C. Прошивку слитков-заготовок в стане поперечно-винтовой прокатки производили на оправке диаметром 300 мм. При прошивке на гильзах были внутренние плены и небольшие рванины в виде разгарной сетки. Прокатку гильз на пилигримовом стане производили в валках с калибром 351 мм на дорнах диаметром 283/287 мм с конусностью 4,0 мм в передельные трубы размером 344×31×6600 мм. Прокатку труб производили с подкладными углеродистыми кольцами с подачами гильз в очаг деформации m=20-22 мм. Трубы сходили с дорна удовлетворительно, т.к. температура конца прокатки была 860-870°C. На внутренней поверхности труб были плены и поперечные рванины. Трубы были выправлены на правильной машине и порезаны на две трубы-заготовки размером 344×31×3300 мм. Трубы-заготовки были расточены до удаления внутренних дефектов, а затем обточены на диаметр 325 мм. Толщина стенки труб составила от 9,5 до 12,5 мм. Трубы были переданы в цех №5 и на станах ХПТ 450 и ХПТ 250 были перекатаны в передельные трубы размером 202×3,5 мм по маршрутам: 325×12×3300-273×8×5500-250×5×9100 мм. Трубы размером 250×5×9100 мм были перекатаны на стане ХПТ 250 в передельные трубы размером 202×3,5×15600 мм. Холоднокатаные трубы размером 202×3,5×15600 мм были порезаны на три трубы-заготовки равной длины. На профилирование задано 12 труб-кратов размером 202×3,5×5200 мм. Спрофилировано 12 шестигранных труб-заготовок размером 181,8±0,6×3,5+0,5/-0,6×3750+20/-0 мм. Одна шестигранная труба-заготовка забракована из-за рванины стенки на длине 1750 мм с одного из концов. Шестигранные трубы-заготовки приняты как условно годные. Суммарный расходный коэффициент металла по существующей технологии при переделе слиток ЭШП размером 470×1540 мм - передельная горячекатаная механически обработанная труба размером 325×12×3300 мм - передельная холоднокатаная труба размером 202×3,5×5200 мм - товарная шестигранная труба заготовка размером 181,8±0,6×3,5+0,5/-0,6×3750+20/-0 мм составил 5,933.
По предлагаемой технологии 2 полых слитка ЭШП размером 490×вн.290×2850 мм общей массой 5479 кг были обточены и расточены в полые слитки-заготовки размером 480×вн.300×2850 мм общей массой 5191 кг (п.1 формулы изобретения). Слитки-заготовки нагреты в методической печи до температуры 1140°C (пп.1, 2 и 3 формулы изобретения) и прокатаны на пилигримовом стане в передельные горячекатаные трубы размером 338×25×11200 мм (пп.1 и 4 формулы изобретения). Трубы порезаны на две равные части, расточены и обточены в соответствии с п.1 формулы изобретения в передельные механически обработанные трубы-заготовки размером 325×12×5600 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%. Механически обработанные трубы-заготовки перекатаны на станах ХПТ 450 и ХПТ 250 по маршрутам 325×12×5600-273×8×9600-250×5×16300 мм. Трубы размером 250×5×16300 мм порезаны на трубы-заготовки размером 250×5×9200 и 250×5×7100 мм и перекатаны на стане ХПТ 250 в трубы-заготовки размером 202×3,5×15800 и 202×3,5×12100 мм с допуском по диаметру ±1,2 мм и стенке +0,3/-0,2 мм (п.5 формулы изобретения), которые были спрофилированы в профилировочном стане "400" в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×15800 и 181,8±0,4×3,5+0,3/-0,2×12100 мм и порезаны на мерные шестигранные трубы-заготовки размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм с выполнением всех последующих операций по технологическому процессу производства шестигранных труб-заготовок и приняты на соответствие НТД (п.1 формулы изобретения). Одна шестигранная труба-заготовка забракована по стенке (стенка 3,1 вместо 3,3 мм). Принято 27 шестигранных труб-заготовок общей массой 1734,1 кг. Суммарный расходный коэффициент металла по предлагаемой технологии при переделе полый слиток-заготовка ЭШП размером 480×вн.300×2850 мм - передельная горячекатаная механически обработанная труба размером 325×12×5600 мм - передельные холоднокатаные трубы размером 202×3,5×9200 и 202×3,5×7100 мм - товарная шестигранная труба-заготовка размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм составил 3,160. Таким образом, при переделе 2-х полых слитков размером 490×вн.290×2850 мм получено 27 шестигранных труб-заготовок размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм общей массой 1734,1 кг.
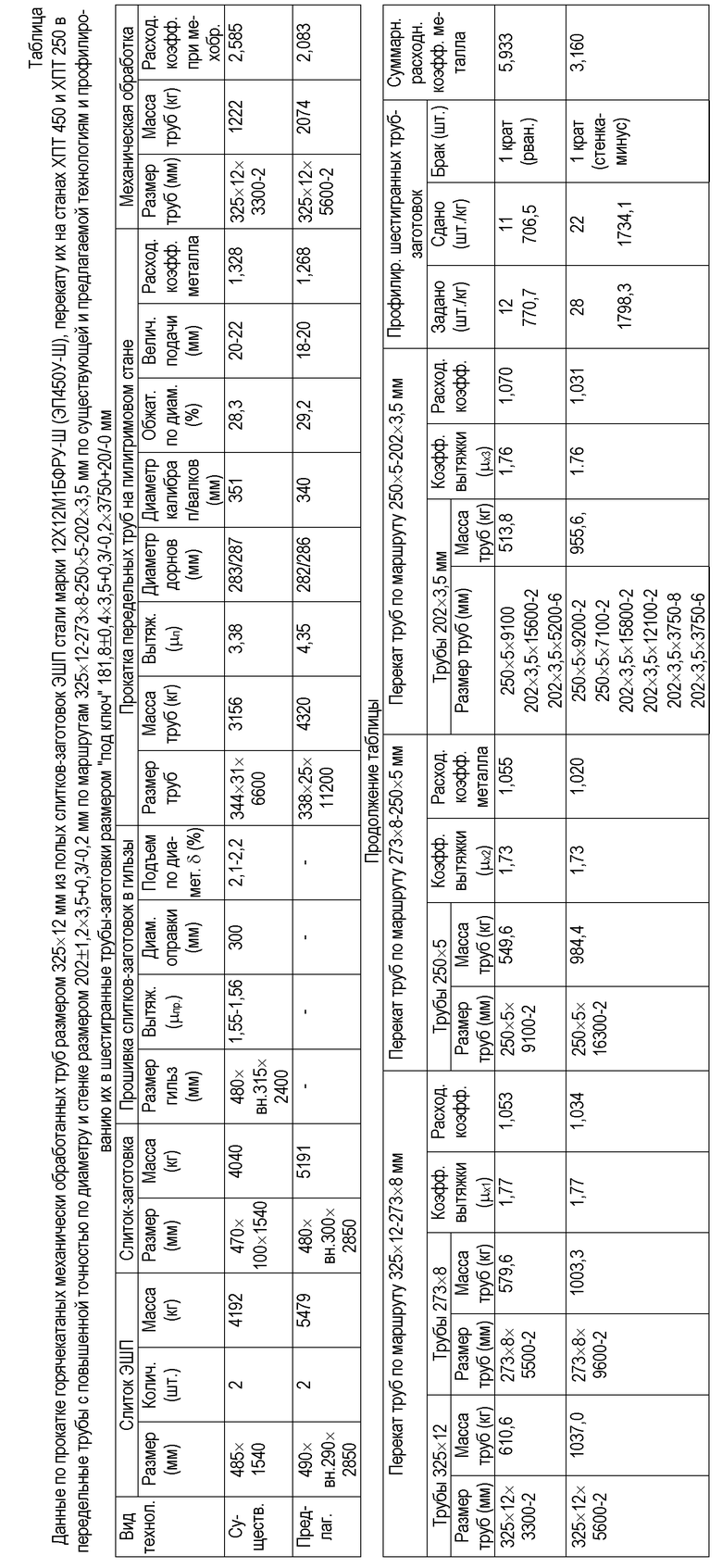
Данные по прокатке горячекатаных механически обработанных труб-заготовок размером 325×12 мм из полых слитков-заготовок ЭШП стали марки 12Х12М1БФРУ-Ш, перекату их на станах ХПТ 450 и ХПТ 250 в передельные трубы с повышенной точностью по диаметру и стенке размером 202±1,2×3,5+0,3/-0,2 мм по маршрутам 325×12-273×8-250×5-202×3,5 мм по существующей и предлагаемой технологиям и профилированию их в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 приведены в таблице 1. Из таблицы видно, что при переделе 2-х полых слитков-заготовок размером 480×вн.300×2850 мм по предлагаемой технологии получено 27 качественных шестигранных труб-заготовок общей массой 1734,1 кг. Суммарный расходный коэффициент металла составил 3,160. Таким образом, получено снижение расходного коэффициента металла на 2773 кг на каждой тонне шестигранных труб-заготовок. Исключена дефектообразующая операция - прошивка слитков-заготовок ЭШП в гильзы в стане поперечно-винтовой прокатки.
Использование предложенного способа производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш для реакторов нового поколения на быстрых нейтронах позволяет получать шестигранные трубы-заготовки с заданными геометрическими размерами, снизить расходный коэффициент металла при переделе полый слиток ЭШП - полый слиток-заготовка ЭШП - передельная горячекатаная механически обработанная труба размером 325×12 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0% - передельная холоднокатаная труба размером 202±1,2×3,5+0,3/-0,2 мм - товарная шестигранная труба-заготовка размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм, а следовательно, снизить их стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 325×12 мм С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛЕЙ МАРОК 12Х12М1БФРУ-Ш, 16Х12МВСФБР-Ш, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПЕРЕКАТА НА СТАНАХ ХПТ 450 И ХПТ 250 В ПЕРЕДЕЛЬНЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ 202±1,2×3,5+0,3/-0,2 мм И ПОСЛЕДУЮЩЕГО ПРОФИЛИРОВАНИЯ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм И 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2550041C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 325×12 мм С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛЕЙ МАРОК 12Х12М1БФРУ-Ш И 16Х12МВСФБР-Ш ДЛЯ ПЕРЕКАТА НА СТАНАХ ХПТ 450 И ХПТ 250 В ПЕРЕДЕЛЬНЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ 202±1,2×3,5+0,3/-0,2 мм, 194±1,2×2,5+0,3/-0,2 мм И ПОСЛЕДУЮЩЕГО ПРОФИЛИРОВАНИЯ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм И 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2550045C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП450У-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547053C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 175×2,5+0,3/-0,2×2680+20/-0 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547362C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш ДЛЯ РЕАКТОРОВ АЭС НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542144C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150×2×1200 мм ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542147C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150Х2Х1200 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542142C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170±1,5×3±0,25×370 мм ПОВЫШЕННОЙ ТОЧНОСТИ ПО СТЕНКЕ ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545970C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ - ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % | 2013 |
|
RU2536023C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% | 2013 |
|
RU2541212C2 |
Изобретение относится к трубопрокатному производству, а именно к способу производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш для реакторов АЭС на быстрых нейтронах. Полые слитки ЭШП размером 490×вн.290×2850±25 мм обтачивают и растачивают в полые слитки-заготовки размером 480×вн.300×2850±25 мм, нагревают до температуры 1130-1150°C, прокатывают на пилигримовых станах в передельные горячедеформированные трубы-заготовки размером 338×25×11200±100 мм в калибре 340 мм на дорнах диаметром 282/286 мм с вытяжкой µ=4,35, обжатием по диаметру Δ=29,2% и подачей в очаг деформации m=18-20 мм. От труб-заготовок пилой горячей резки удаляют технологические отходы, правят в шестивалковой правильной машине, разрезают на две трубы-заготовки размером 338×25×5600±50 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×5600±50 мм, перекатывают на станах ХПТ450 и ХПТ250 по маршрутам 325×12×5600±50 - 273×8×9600±85 - 250×5×16300±150 мм. Трубы размером 250×5×16300±150 мм разрезают на трубы-заготовки размером 250×5×9200±75 мм и 250×5×7100±75 мм, которые прокатывают на стане ХПТ250 в трубы-заготовки размером, соответственно, 202×3,5×15800±130 и 202×3,5×12100±130 мм, профилируют в профилировочном "стане 400" в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×15800±130 мм и 181,8±0,4×3,5+0,3/-0,2×12100±130 мм и производят порезку труб на мерные шестигранные трубы-заготовки размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм. Обеспечивается производство шестигранных труб-заготовок с заданными геометрическими размерами "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и снижение расходного коэффициента металла. 4 з.п. ф-лы, 1 табл.
1. Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш для реакторов АЭС на быстрых нейтронах, отличающийся тем, что отливают полые слитки ЭШП размером 490×вн.290×2850±25 мм, которые обтачивают и растачивают в полые слитки-заготовки размером 480×вн.300×2850±25 мм, нагревают до температуры 1130-1150°C, прокатывают на пилигримовых станах с использованием подкладных углеродистых колец в передельные горячедеформированные трубы-заготовки размером 338×25×11200±100 мм в калибре 340 мм на дорнах диаметром 282/286 мм с вытяжкой µ=4,35, обжатием по диаметру Δ=29,2% и подачей полых слитков-заготовок в очаг деформации m=18-20 мм, от труб-заготовок пилой горячей резки удаляют технологические отходы в виде пилигримовых головок и затравочных концов, трубы-заготовки с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, трубы-заготовки разрезают на две трубы-заготовки размером 338×25×5600±50 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×5600±50 мм с допуском по диаметру ±0,8% и стенке ±10,0%, трубы-заготовки перекатывают на станах ХПТ450 и ХПТ250 по маршрутам 325×12×5600±50 - 273×8×9600±85 - 250×5×16300±150 мм, трубы размером 250×5×16300±150 мм разрезают на трубы-заготовки размером 250×5×9200±75 мм и 250×5×7100±75 мм, которые прокатывают на стане ХПТ250 в трубы-заготовки размером, соответственно, 202×3,5×15800±130 и 202×3,5×12100±130 мм, трубы-заготовки размером 202×3,5×15800±130 и 202×3,5×12100±130 мм профилируют в профилировочном "стане 400" в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×15800±130 мм и 181,8±0,4×3,5+0,3/-0,2×12100±130 мм и производят порезку труб на мерные шестигранные трубы-заготовки размером 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм.
2. Способ по п.1, отличающийся тем, что нагрев полых слитков-заготовок ЭШП из стали марки 12Х12М1БФРУ-Ш производят по технологии, при которой на колосники методической печи садят две углеродистые гильзы из стали марок 10 или 20 размером 480×вн.300×2500-3000 мм для настройки пилигримового стана и разогрева дорнов, затем в один ряд садят 6-8 полых слитков-заготовок при температуре в третьей зоне печи 800-900°C и выдерживают их без кантовки в течение 30-45 минут, нагревают до температуры 1130-1150°C со скоростью 3,3-3,5°C в минуту с равномерной кантовкой по два слитка-заготовки с 22-го по 7-е окно через 17-20 минут на угол равный 290-300°, выдерживают при температуре 1130-1150°C в течение 30-50 минут с равномерной кантовкой с 7-го окна на 4-е окно через 10-15 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1130-1150°C, а посад следующих 2-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок.
3. Способ по п.1, отличающийся тем, что полые слитки-заготовки выдают с ямы печи на слитковую тележку, внутрь слитков-заготовок задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 г и с помощью крана транспортируют на входную сторону пилигримового стана.
4. Способ по п.1, отличающийся тем, что полые слитки-заготовки прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°C, которую обеспечивают прокаткой двух настроечных углеродистых гильз.
5. Способ по п.1, отличающийся тем, что передельные холоднокатаные трубы размером 202×3,5 мм производят с допуском по диаметру ±1,2 мм (±0,6%) и стенке +0,3/-0,2 мм (+8,5/-5,5%).
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2297893C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2246363C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2001 |
|
RU2214312C2 |
| RU 2055659 C1, 10.03.1996 | |||
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МНОГОГРАННЫХ ТРУБ | 1990 |
|
SU1820537A1 |
| DE 3717698 A1, 14.01.1988 | |||

