Изобретение относится к трубопрокатному производству, а именно к способу подготовки кованых и непрерывно-литых заготовок (НЛЗ), слитков электрошлакового переплава (ЭШП), полых гильз-заготовок электрошлакового переплава к прокатке котельных труб по ТУ 14-3-460-2003, ТУ 14-3Р-55-2001 из сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2, а также полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок (ЦЛЗ) из труднодеформируемых марок стали и сплавов 10Х23Н18, 08Х17Н15М, 08Х20Н15С2, 08Х22Н6Т, 20Х25Н25ТЮ-Ш, 09Х14Н19Б2СР, ХН32Т, ХН78Т, ХН60ВТ, 06ХН28МДТ, ХН30МДБ, 08Х18Н10Т, 08Х18Н12Т, 08Х10Н20Т2, 08Х10Н16Т2 и др., предназначенных для прокатки товарных бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми и автоматическими станами в трубы по ГОСТ 9940 и передельных для последующего переката на станах холодной прокатки в трубы по ГОСТ 9941.
Известен способ подготовки кованых заготовок для прокатки котельных труб по ТУ 14-3-460-2003, ТУ 14-3Р-55-2001 из сталей марок 20,15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 диаметром 370-650 мм, включающий механическую обработку (обточку) поковок в заготовки с удалением металла на сторону (глубину) от 10 до 15 мм с чистотой поверхности (шероховатостью) не более Rz≤80 мкм по ГОСТ 2789 с допуском по диаметру ±6,0 мм с последующим сверлением центрального отверстия, в зависимости от диаметра заготовок, диаметром 100 мм с допуском ±5,0 мм (ТУ 14-1-2560-2003 "Заготовка трубная кованая для котельных труб"). Для производства котельных труб используются также слитки электрошлакового переплава диаметром 430-600 мм. Слитки также поставляются в ободранном состоянии с центральным сверлением 100±5,0 мм. Шероховатость поверхности не должна превышать Rz 80 мкм по ГОСТ 2789 (ТУ 14-134-398-2003 "Заготовка трубная - слитки для котельных труб"). В опытном порядке для изготовления котельных труб используется непрерывно-литая трубная заготовка диаметром 430 мм из стали марок 20, 15ГС, 15ХМ, 12Х1МФ и 15Х1М1Ф, поставки ОАО "НТМК" (ТУ 14-1-5478-2004 "Заготовка непрерывно-литая для котельных труб"). На наружной поверхности ободранной трубной заготовки, слитков ЭШП, а также на внутренней поверхности сверленых заготовок и слитков ЭШП не должно быть трещин, раковин, пузырей, шлаковых включений, заковов, усов, рванин, волосовин и плен. На внутренней поверхности не должно быть уступов. Местные дефекты должны быть удалены путем пологой вырубки или зачистки. Глубина вырубки или зачистки не должна превышать:
- 10 мм - для трубной заготовки (слитка ЭШП) диаметром 370-440 мм;
- 20 мм - для трубной заготовки (слитка ЭШП) диаметром 450-650 мм.
Ширина вырубки или зачистки должна быть не менее шестикратной глубины ее.
В трубной промышленности известен также способ подготовки центробежно-литых заготовок из стали марок 08Х18Н10Т, 08Х18Н12Т, 08Х10Н20Т2 и 08Х10Н16Т2, включающий механическую обработку по наружной и внутренней поверхности с шероховатостью не более 80 мкм по ГОСТ 2789-73 с последующим травлением (ТУ 14-3-561-77 "Заготовки трубные центробежно-литые полые из стали марок 08Х18Н10Т, 08Х18Н12Т, 08Х10Н20Т2 и 08Х10Н16Т2" для изготовления труб на трубопрокатных установках с пилигримовыми станами по ТУ 14-3-743-78 "Трубы бесшовные горячекатаные из стали марки 08Х18Н12Т для химического машиностроения", по ТУ 14-3-1556-88 "Трубы бесшовные горячекатаные из стали марок 08Х18Н12Т и 08Х18Н10Т для криогенной техники" и ТУ 14-3-1564-88 "Трубы бесшовные горячедеформированные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем"). После обточки и расточки на наружной и внутренней поверхностях не должно быть трещин, раковин, песочин, резких переходов и глубоких рисок, а также темных пятен повышенной травимости с резко выраженными границами. Указанные пороки должны быть удалены местным ремонтом на глубину не более 8,0 мм с плавным переходом по границам места зачистки. Места вырубки или зачистки дефектов должны подвергаться повторному травлению с последующим осмотром (контролем). Макроструктура обточенных и расточенных заготовок не должна содержать трещин, песочин, шлаковых включений, газовых пузырей, спаев и усадочной рыхлости.
Недостатком данного способа подготовки заготовок к прокатке является то, что при обточке поковок в заготовки в стружку уходит от 8,6 до 14,5%, про обточке НЛЗ и сплошных слитков ЭШП от 6,3 до 9,3%, а при обточке и расточке ЦЛЗ от 11,2 до 14,9% металла, в зависимости от диаметра заготовок, не считая местных дефектов, которые удаляются путем вырубки или зачистки с шестикратной развалкой.
Наиболее близким техническим решением является способ подготовки центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке труб, включающий обработку поверхностей (обточку и расточку), величины которой зависят от их толщин стенок и диаметров, а снимаемый слой металла при расточке увеличивают с увеличением толщины стенок и уменьшают с увеличением диаметра центробежно-литых заготовок, величину которого определяют из выражения ΔS=S*(K1-K2*D/S), где ΔS - величина снимаемого слоя металла при расточке центробежно-литых заготовок, мм; S - исходная толщина стенки заготовок, мм; D - исходный диаметр заготовок, мм; K1 - коэффициент, уменьшающийся в прямой зависимости от 0,0175 до 0,0165 с увеличением толщины стенок заготовок от 30 до 100 мм; К2 - коэффициент, возрастающий в прямой зависимости от 0,0075 до 0,0125 для заготовок диаметром от 100 до 300 мм и с 0,009 до 0,013 для заготовок диаметром от 350 до 600 мм (Патент RU №2242303, Кл. 7 В21В 23/00, Бюл. №35, 2004).
Изобретение обеспечивает частичное снижение расхода металла при переделе центробежно-литая заготовка - горячекатаная труба, а следовательно, и частичное снижение стоимости горячекатаных труб из труднодеформируемых марок стали и сплавов.
Задачей предложенного способа является экономия металла при производстве котельных труб и дорогостоящих труб из труднодеформируемых марок стали и сплавов, исключение операции по обточке и расточке заготовок с удалением в виде стружки металла в количестве от 6,0 до 15%, в зависимости от вида заготовки и марки стали, исключение из технологического процесса трудоемкой операции по удалению местных дефектов шлифовкой или огневым способом на заготовках, снижение количества дефектов в виде наружных плен на готовом прокате, а самое главное это снижение расхода металла при переделе заготовка - горячекатаная труба и, как следствие, снижение стоимости горячекатаных котельных труб, дорогостоящих товарных и передельных труб по ГОСТ 9940 из труднодеформируемых марок стали и сплавов.
Технический результат достигается тем, что в известном способе подготовки кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940, включающем обработку поверхности кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок и нагрев их до температуры пластичности, при этом обработку поверхности кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, наружную и внутреннюю поверхности полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок осуществляют путем переплава нерасходуемым электродом в защитной среде аргона без удаления металла в отходы, при этом поверхность кованых, непрерывно-литых заготовок, слитков и наружную поверхность полых гильз-заготовок электрошлакового переплава, центробежно-литых заготовок переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 5,0 мм, шагом винта не более 30 мм и углом наклона к оси 60-70°, а внутреннюю поверхность полых гильз-заготовок электрошлакового переплава и центробежно-литых заготовок переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 2,0 мм, шагом винта не более 20 мм и углом наклона к оси 60-70°, поверхность кованых и непрерывно-литых заготовок, слитков и наружную поверхность полых гильз-заготовок электрошлакового переплава переплавляют на глубину, значение которой определяют из выражений hз=К1* Dз, hн.з=К2*Dн.з, hc=К3*Dc, где hз - глубина переплавления поверхности кованых заготовок, мм; hн.з - глубина переплавления поверхности непрерывно-литых заготовок, мм; hc - глубина переплавления поверхности слитков и наружной поверхности полых гильз-заготовок электрошлакового переплава, мм; Dз - диаметр кованой заготовки, мм; Dн.з - диаметр непрерывно-литой заготовки, мм; Dc - диаметр слитка или полой гильзы-заготовки электрошлакового переплава, мм; К1 - коэффициент, возрастающий в прямой зависимости с 0,025 до 0,030 для кованых заготовок диаметром 370-650 мм; К2 - коэффициент, возрастающий в прямой зависимости с 0,015 до 0,025 для непрерывно-литых заготовок диаметром 300-430 мм; К3 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для слитков и гильз-заготовок электрошлакового переплава диаметром 400-600 мм, наружную поверхность центробежно-литых заготовок, отлитых без применения в качестве смазки песчаных смесей, переплавляют на величину, значение которой определяют из выражения hн.ц.л=K4*Dц.л, где hн.ц.л - глубина переплавления наружной поверхности центробежно-литых заготовок, мм; Dц.л - наружный диаметр центробежно-литой заготовки, мм; K4 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм, внутреннюю поверхность полых гильз-заготовок электрошлакового переплава и центробежно-литых заготовок переплавляют на величину, значение которой определяют из выражений hв.г.з=К5*Dг.з, hв.ц.л=К6*Dц.л, где hв.г.з - глубина переплавления внутренней поверхности полых гильз-заготовок электрошлакового переплава, мм; hв.ц.л - глубина переплавления внутренней поверхности полых центробежно-литых заготовок, мм; Dг.з - наружный диаметр полых гильз-заготовок электрошлакового переплава, мм; К5 - коэффициент, уменьшающийся в прямой зависимости с 0,0125 до 0,008 для полых гильз-заготовок электрошлакового переплава диаметром 400-600 мм; К6 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм, угол наклона внутренней винтовой волновой поверхности направляют в противоположную сторону относительно наружной, кованые и непрерывно-литые заготовки, слитки и полые гильзы-заготовки электрошлакового переплава, полые центробежно-литые заготовки, после переплава наружной и внутренней плоскостей не расходуемым электродом в защитной среде аргона, подвергают термической обработке по режиму, который зависит от марки стали, кованые и непрерывно-литые заготовки, слитки электрошлакового переплава после переплава поверхности и термической обработки нагревают под прошивку на 20-30°С ниже верхнего предела температуры деформации, а полые гильзы-заготовки электрошлакового переплава и полые центробежно-литые заготовки, после переплава наружной и внутренней плоскостей не расходуемым электродом в защитной среде аргона и термической обработки, нагревают под прокатку на пилигримовых станах на 30-40°С ниже верхнего предела температуры деформации, в зависимости от марки сталей, нагретые до температуры пластичности кованые, непрерывно-литые заготовки и слитки электрошлакового переплава задают в прошивной стан концами, винтовая поверхность которых направлена в противоположную сторону вращения рабочих валков, нагретые до температуры пластичности полые гильзы-заготовки электрошлакового переплава задаются в пилигримовый стан донным концом вперед, а полые центробежно-литые заготовки передним концом, противоположным со стороны заливки металла во вращающийся кокиль.
На наружной поверхности кованых заготовок (поковок) от ковочного инструмента (бойков) образуются плоские площадки (чешуйки), раковины, небольшие трещины, пузыри, заковы, усы, рванины, волосовины и плены, которые по существующей технологии и нормативно-технической документации удаляют путем механической обработки (обточки) со съемом металла на сторону от 10 до 15 мм или от 8,6 до 14,5% металла от веса поковок с шероховатостью поверхности не более Rz 80 мкм. На поверхности НЛЗ не должно быть продольных и поперечных трещин, ужимов, поясов, наплывов, заворотов корки, газовых пузырей, шлаковых включений, видимых без применения увеличительных приборов и следы от качания кристаллизатора глубиной залегания не более 5 мм. Данные виды дефектов удаляются механической обработкой (обточкой) на глубину 5,0 мм с удалением от 6,3 до 9,3% металла в стружку и с шероховатостью поверхности не более Rz 80 мкм. Аналогичная картина наблюдается и при поставке слитков ЭШП. Данные виды дефектов целесообразнее удалять переплавом наружной поверхности на глубину 10-15 мм на поковках и 5,0 мм на НЛЗ и слитках ЭШП нерасходуемым электродом с образованием на поверхности заготовок и слитков (волновой) поверхности в виде синусоиды. Во время переплава по центру электрической дуги будет образовываться воронка (углубление), величина которой будет зависеть от глубины переплавляемого слоя, а по краям утолщения.
Так как заготовка вращается с заданной окружной скоростью, а нерасходуемый электрод перемещается с заданной величиной подачи, то поверхность заготовок и слитков будет иметь форму синусоиды с амплитудой, величина которой будет зависеть от глубины переплавляемого слоя, а шаг от величины подачи нерасходуемого электрода за один оборот заготовки или слитка, наклон синусоиды к оси слитков и заготовок буде зависеть от величины подачи электрода, т.е. перемещения его вдоль заготовки или слитка за один оборот. Волнообразная поверхность заготовок и слитков из углеродистых и малолегированных марок стали при прошивке в станах косой прокатки не будет оказывать влияния на образования поверхностных дефектов (наружных плен) на гильзах, а при прошивке из высоколегированных труднодеформируемых марок сталей такая геометрия поверхности наоборот будет способствовать снижению наружных дефектов (плен), т.к. зоны интенсивной деформации будут чередоваться с зонами меньшей деформации по стенке, что будет способствовать снижению образования рванин и плен на наружной поверхности гильз.
На наружной поверхности центробежно-литых заготовок образуется корка от шлака (песка), который заливают в кокиль перед началом заливки металла, а также продольные и поперечные трещины, ужимы, пояса, заворот корки, газовые пузыри, при отливке ЦЛЗ в кокиль смазываемый антипригарными смазками. Глубина залегания (проникновения) шлака в металл и других дефектов с наружной поверхности заготовок не превышает 5,0 мм. Поэтому центробежно-литые заготовки независимо от геометрических размеров (диаметра и толщины стенки) обтачивают по наружной поверхности для удаления шлака (песочин) и других дефектов на глубину не более 5,0 мм. После травления на наружной поверхности некоторых заготовок видны трещины (волосовины), плены, раковины и отдельные не выведенные песочины, которые удаляют местным ремонтом с плавным переходом по границам мест зачистки, а при большом количестве данных дефектов повторной обточкой заготовок по всей поверхности. По существующей технологии расточку центробежно-литых заготовок производят на глубину 5,0 мм, величина которой также не зависит от геометрических размеров заготовок. После травления дефекты на внутренней поверхности заготовок обнаружить значительно сложнее, да и удаление их требует специального оборудования. Поэтому в ТУ 14-3-561-77 дефекты на внутренней поверхности контролируют на кольцевых макротемплетах шириной 10-15 мм, которые отбирают от задних концов заготовок (со стороны заливки металла). Так как процесс охлаждения центробежно-литых заготовок происходит с наружной поверхности, то величина (глубина) залегания дефектов в виде шлаковых включений, газовых пузырей и рыхлости на внутренней поверхности заготовок будет зависеть от их геометрических размеров, а именно от диаметра и толщины стенки. Чем толще стенка и меньше диаметр, а следовательно, чем меньше отношение D/S, тем глубже залегание данных дефектов, т.е. с увеличением диаметра и уменьшением толщины стенки глубина залегания данных дефектов будет уменьшаться.
Таким образом, для гарантированного удаления дефектов с внутренней поверхности центробежно-литых заготовок из труднодеформируемых марок стали и сплавов необходимо величину снимаемого (растачиваемого) слоя увеличивать с увеличением толщины стенки и уменьшать с увеличением диаметра. Использование предлагаемого способа подготовки центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке труб позволило значительно снизить расход металла за счет снижения количества внутренних дефектов в виде плен и раковин, исключения образования дефектов в виде рванин на внутренней поверхности труб за счет дифференцированного съема металла (расточки) в зависимости от толщины стенок и диаметров, который увеличивают с увеличением толщины стенок и уменьшают с увеличением диаметра центробежно-литых заготовок.
Данный способ снижает расходный коэффициент металла за счет снижения количества внутренних дефектов в виде плен, рванин и раковин за счет дифференцированного удаления дефектного металла с внутренней поверхности ЦЛЗ, но приводит к увеличения снимаемого слоя металла с 5,0 мм до 8,0 мм, который переводится в стружку, т.е. в расходный коэффициент металла. Данные виды дефектов целесообразнее удалять переплавом наружной поверхности на глубину 5,0 мм, а на внутренней поверхности глубину переплавляемого металла увеличивать со снижением отношения D/S, с образованием на наружной и внутренней поверхностях НЛЗ (волновой) поверхности в виде синусоиды.
На наружной и внутренней поверхностях полых гильз-заготовок ЭШП для котельных и труднодеформируемых марок стали и сплавов образуются дефекты в виде продольных и поперечных трещин, ужимов, поясов, наплывов, заворотов корки, газовых пузырей, шлаковых включений, видимых без применения увеличительных приборов глубиной залегания не более 5 мм, которые также вместо обточки и расточки целесообразнее переплавлять нерасходуемым электродом в защитной среде аргона без удаления металла в отходы.
Таким образом, для экономии металла и гарантированного удаления поверхностных дефектов с кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940 необходимо поверхность кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, наружную и внутреннюю поверхность полых гильз-заготовок переплавлять нерасходуемым электродом в защитной среде аргона без удаления металла в отходы.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ подготовки кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940 отличается от известного тем, что обработку поверхности кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, наружную и внутреннюю поверхности полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок осуществляют путем переплава нерасходуемым электродом в защитной среде аргона без удаления металла в отходы, при этом поверхность кованых, непрерывно-литых заготовок, слитков и наружную поверхность полых гильз-заготовок электрошлакового переплава, центробежно-литых заготовок переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 5,0 мм, шагом винта не более 30 мм и углом наклона к оси 60-70°, а внутреннюю поверхность полых гильз-заготовок электрошлакового переплава и центробежно-литых заготовок переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 2,0 мм, шагом винта не более 20 мм и углом наклона к оси 60-70°, поверхность кованых и непрерывно-литых заготовок, слитков и наружную поверхность полых гильз-заготовок электрошлакового переплава переплавляют на глубину, значение которой определяют из выражений hз=К1*Dз, hн.з=К2*Dн.з, hc=К3*Dc, где hз - глубина переплавления поверхности кованых заготовок, мм; hн.з - глубина переплавления поверхности непрерывно-литых заготовок, мм; hc - глубина переплавления поверхности слитков и наружной поверхности полых гильз-заготовок электрошлакового переплава, мм; Dз - диаметр кованой заготовки, мм; Dн.з - диаметр непрерывно-литой заготовки, мм; Dc - диаметр слитка или полой гильзы-заготовки электрошлакового переплава, мм; К1 - коэффициент, возрастающий в прямой зависимости с 0,025 до 0,030 для кованых заготовок диаметром 370-650 мм; К2 - коэффициент, возрастающий в прямой зависимости с 0,015 до 0,025 для непрерывно-литых заготовок диаметром 300-430 мм; К3 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для слитков и гильз-заготовок электрошлакового переплава диаметром 400-600 мм, наружную поверхность центробежно-литых заготовок, отлитых без применения в качестве смазки песчаных смесей, переплавляют на величину, значение которой определяют из выражения hн.ц.л=K4*Dц.л, где hн.ц.л - глубина переплавления наружной поверхности центробежно-литых заготовок, мм; Dц.л - наружный диаметр центобежно-литой заготовки, мм; K4 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм, внутреннюю поверхность полых гильз-заготовок электрошлакового переплава и центробежно-литых заготовок переплавляют на величину, значение которой определяют из выражений hв.г.з=К5*Dг.з, hв.ц.л=К6*Dц.л, где hв.г.з - глубина переплавления внутренней поверхности полых гильз-заготовок электрошлакового переплава, мм; h в.ц.л - глубина переплавления внутренней поверхности полых центробежно-литых заготовок, мм; Dг.з - наружный диаметр полых гильз-заготовок электрошлакового переплава, мм; К5 - коэффициент, уменьшающийся в прямой зависимости с 0,0125 до 0,008 для полых гильз-заготовок электрошлакового переплава диаметром 400-600 мм; К6 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм, угол наклона внутренней винтовой волновой поверхности направляют в противоположную сторону относительно наружной, кованые и непрерывно-литые заготовки, слитки и полые гильзы-заготовки электрошлакового переплава, полые центробежно-литые заготовки после переплава наружной и внутренней плоскостей нерасходуемым электродом в защитной среде аргона подвергают термической обработке по режиму, который зависит от марки стали, кованые и непрерывно-литые заготовки, слитки электрошлакового переплава после переплава поверхности и термической обработки нагревают под прошивку на 20-30°С ниже верхнего предела температуры деформации, а полые гильзы-заготовки электрошлакового переплава и полые центробежно-литые заготовки после переплава наружной и внутренней плоскостей нерасходуемым электродом в защитной среде аргона и термической обработки нагревают под прокатку на пилигримовых станах на 30-40°С ниже верхнего предела температуры деформации, в зависимости от марки сталей, нагретые до температуры пластичности кованые, непрерывно-литые заготовки и слитки электрошлакового переплава задают в прошивной стан концами, винтовая поверхность которых направлена в противоположную сторону вращения рабочих валков, нагретые до температуры пластичности полые гильзы-заготовки электрошлакового переплава задаются в пилигримовый стан донным концом вперед, а полые центробежно-литые заготовки передним концом, противоположным со стороны заливки металла во вращающийся кокиль. Таким образом, заявляемый способ соответствует критерию изобретения "изобретательский уровень".
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что соответствует патентоспособности "изобретательский уровень".
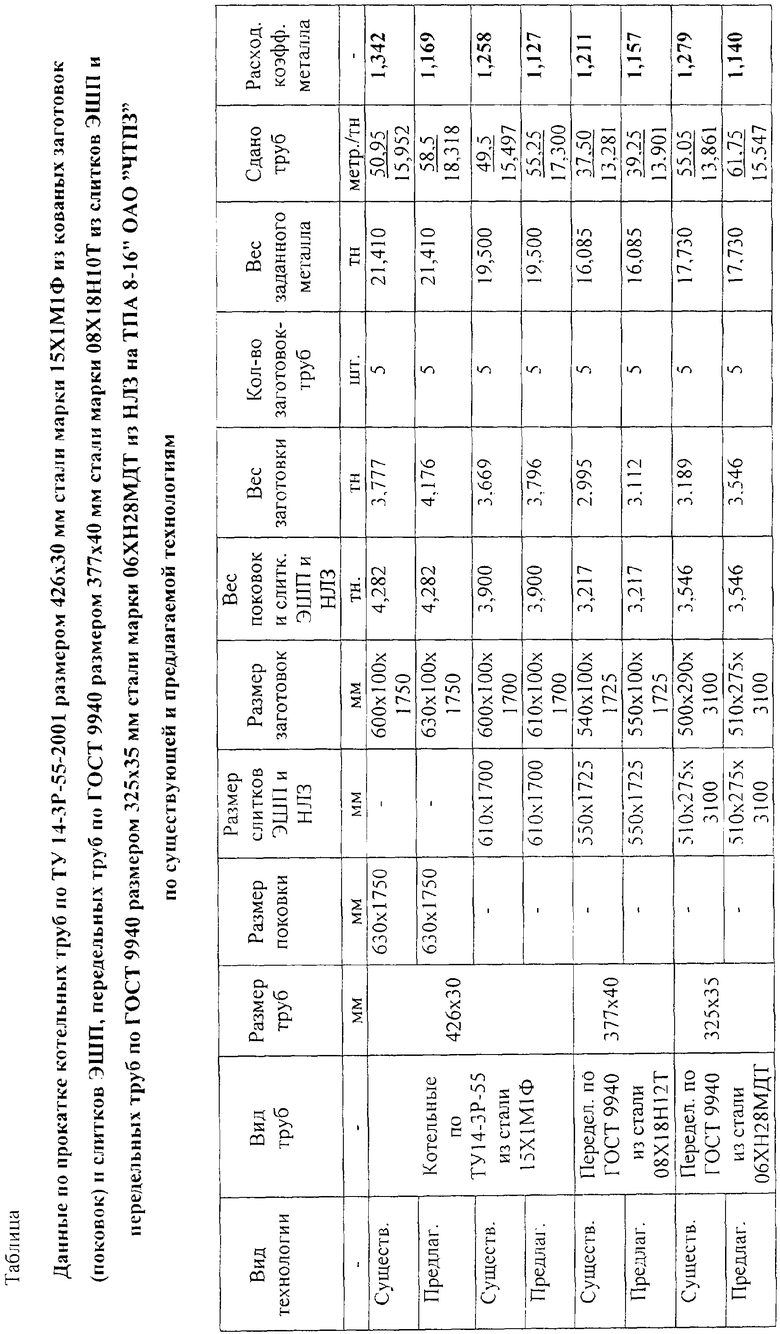
Способ подготовки кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940 опробован при прокатке котельных труб размером 426×30 мм стали марки 15X1M1Ф из кованых заготовок и слитков ЭШП, при прокатке передельных труб размером 377×40 мм стали марки 08Х18Н10Т из слитков ЭШП и передельных труб по ГОСТ 9940 размером 325×35 мм стали марки 06ХН28МДТ на ТПА 8-16" с пилигримовыми станами ОАО "ЧТПЗ" по существующей и предлагаемой технологиям. В производство были заданы 10 поковок стали марки 15X1M1Ф поставки ОАО "Кама-сталь", 10 слитков ЭШП стали 08Х18Н12Т поставки ОАО "ЗМЗ" и 10 НЛЗ стали марки 06ХН28МДТ поставки ОАО "Череповецкого литейно-механического завода". Поковки, слитки ЭШП и НЛЗ были поделены на две партии, которые были прокатаны по существующей и предлагаемой технологиям. По существующей технологии поковки размером 630 мм обтачиваются в заготовки диаметром 600±6,0 мм и сверлятся на диаметр 100±5,0 мм. По предлагаемой технологии данные поковки по наружной поверхности были переплавлены на глубину 15 мм нерасходуемым электродом в защитной среде аргона, а затем просверлены на диаметр 100±5,0 мм. Заготовки после переплава имели волнообразную поверхность в виде синусоиды с амплитудой от 4,0 до 5,0 мм с шагом винта от 25 до 28 мм и углом наклона к оси заготовок от 60 до 65°. После переплава наружной поверхности опытные заготовки были отожжены, а обычные (поковки) были поставлены в отожженном состоянии. Если заготовки после переплава поверхности в течение суток будут заданы в производство, то отжиг не требуется. Опытные и обычные заготовки были одновременно посажены в печь. Заготовки по существующей технологии были нагреты до температуры 1280-1290°С, а опытные по предлагаемой технологии до температуры 1260-1270°С. Затем заготовки были по существующей технологии прошиты в прошивном стане на оправке диаметром 375 мм в гильзы и прокатаны на пилигримовом стане в трубы размером 426×30 мм. Из пяти заготовок по существующей технологии получено 50,95 м труб общим весом 15,952 т. Расходный коэффициент металла составил 1,342. По предлагаемой технологии опытные заготовки задавались в прошивной стан концами, винтовая поверхность которых направлена в противоположную строну вращения рабочих валков. По предлагаемой технологии за счет экономии металла в размере 401 кг на каждой заготовке прокатано и сдано 58,5 м труб общим весом 18,318 т. Расходный коэффициент металла по трубам данной партии составил 1,169, т.е. по предлагаемой технологии получено снижение расходного коэффициента металла на 173 кг на тонну труб. Прокат котельных труб размером 426×30 мм стали марки 15Х1М1Ф по существующей и предлагаемой технологиям производили также из слитков ЭШП. По существующей технологии слитки ЭШП диаметром 610 мм обтачиваются на размер 600±6,0 мм с чистотой (шероховатостью) поверхности не более Rz 80 и сверлятся на диаметр 100±5,0 мм. По предлагаемой технологии наружная поверхность слитков ЭШП была переплавлена на глубину 5,0 мм с образованием волнообразной поверхности в виде синусоиды с амплитудой от 2,0 до 3,0 мм с шагом винта от 25 до 26 мм и углом наклона к оси заготовок от 66 до 70°. Опытные слитки ЭШП были нагреты до температуры 1240-1250°С, а обычные до температуры 1270-1280°С, а затем прошиты в прошивном стане на оправке диаметром 375 мм в гильзы и прокатаны на пилигримовом стане в трубы. Опытные слитки ЭШП задавались в прошивной стан концами, винтовая поверхность которых направлена в противоположную строну вращения рабочих валков. Из 5 слитков ЭШП, прокатанных по существующей технологии, сдали 49,5 м труб размером 426×30 мм, общим весом 15,497 т, а по предлагаемой технологии 55,25 м труб, общим весом 17,300 т. По существующей технологии расходный коэффициент металла составил 1,258, а по предлагаемой 1,127, т.е. получено снижение расходного коэффициента металла на 131 кг на тонну труб.
Прокатку передельных труб по ГОСТ 9940 стали марки 08Х18Н12Т по существующей технологии производят из слитков ЭШП после обточки (удаления) наружного слоя толщиной 5,0 мм и сверления центрального отверстия диаметром 100±5,0 мм. По предлагаемой технологии слитки ЭШП по наружной поверхности были переплавлены на глубину 5,0 мм с образованием волнообразной поверхности в виде синусоиды с амплитудой от 2,0 до 3,0 мм, с шагом винта от 25 до 27 мм и углом наклона к оси заготовок от 66 до 70°. Опытные слитки ЭШП были нагреты в методической печи до температуры 1230-1240°С, а обычные до температуры 1250-1260°С, прошиты в гильзы на оправке диаметром 325 мм и прокатаны в трубы размером 377×40 мм. Опытные слитки ЭШП в прошивной стан задавались концами, винтовая поверхность которых направлена в противоположную строну вращения рабочих валков. Из пяти слитков ЭШП, прокатанных по существующей технологии, прокатано и сдано 37,5 м труб размером 377×40 мм, общим весом 13,281 т, а по предлагаемой технологии 39,25 м, общим весом 13,901 т. Расходный коэффициент металла в первом случае составил 1,211, а во втором 1,157. При прокатке труб по предлагаемой технологии за счет экономии металла, удаляемого ранее в стружку, получено снижение расходного коэффициента дорогостоящего металла на 54 кг на тонну труб.
Прокатку передельных труб по ГОСТ 9940 из труднодеформируемой марки стали по существующей технологии из ЦЛЗ производят после обточки (удаления) наружного слоя толщиной 5,0 мм и расточки внутреннего слоя в зависимости от геометрических размеров заготовок (диаметра и стенки) от 4,5 до 9,0 мм. По существующей технологии для прокатки передельных труб стали марки 06ХН28МДТ размером 325×35 мм используются ЦЛЗ размером 510×275×3100 мм, которые обтачиваются и растачиваются на размер 500×290×310 мм. По предлагаемой технологии ЦЛЗ по наружной и внутренней поверхности были переплавлены нерасходуемым электродом в защитной среде аргона. Наружная и внутренняя поверхности опытных ЦЛЗ имела винтообразную волновую поверхность в виде синусоиды с амплитудой 2-3 мм, шагом винта от 18 до 20 мм и углом наклона к оси заготовок от 60 до 65°, а угол наклона внутренней винтовой волновой поверхности направлен в противоположную сторону относительно наружной. Опытные ЦЛЗ были нагреты в методической печи до температуры 1140-1150°С переданы на пилигримовый стан и прокатаны передними концами, противоположными со стороны заливки металла во вращающийся кокиль. ЦЛЗ по существующей технологии были нагреты до температуры 1170-1180°С и прокатаны на пилигримовом стане в трубы размером 325×35 мм. Из пяти ЦЛЗ по существующей технологии прокатано 55,05 м труб размером 325×35 мм общим весом 13,861 т. Расходный коэффициент металла по трубам данной партии составил 1,279. Из 5 ЦЛЗ по предлагаемой технологии прокатано 61,75 м труб, общим весом 15,547. Расходный коэффициент металла составил 1,140. Из ЦЛЗ, подготовленных к прокатке и прокатанных по предлагаемой технологии, получено снижение расходного коэффициента металла на 139 кг на тонну труб. Данные по прокатке котельных труб по ТУ 14-3Р-55-2001 размером 426×30 мм стали марки 15Х1М1Ф из кованых заготовок (поковок) и слитков ЭШП, передельных труб по ГОСТ 9940 размером 377×40 мм стали марки 08Х18Н12Т из слитков ЭШП и передельных труб по ГОСТ 9940 размером 325×35 мм из труднодеформируемой марки стали 06ХН28МДТ из НЛЗ на ТПА 8-16" ОАО "ЧТПЗ" по существующей и предлагаемой технологиям подготовки заготовок к прокатке труб приведены в таблице. Таким образом, из таблицы видно, что по предлагаемому способу подготовки кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940, за счет исключения перевода металла в стружку при подготовке заготовок к прокатке, получено снижение расхода металла при горячей прокатке на ТПА 8-16" с пилигримовыми станами, в зависимости от сортамента и размеров заготовок и труб, от 54 до 173 кг.
Использование предлагаемого способа подготовки кованых и непрерывно-литых заготовок, слитков электрошлакового переплава, полых гильз-заготовок электрошлакового переплава к прокатке котельных труб, полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов к прокатке товарных и передельных труб по ГОСТ 9940 позволит значительно снизить расход металла за счет исключения из технологического процесса механической обработки (обточки) поковок и слитков ЭШП, обточки и расточки полых гильз-заготовок ЭШП и полых ЦЛЗ, снизить количество дефектов в виде плен и рванин на гильзах и трубах из труднодеформируемых марок стали и сплавов, значительно снизить трудоемкость подготовки труб к холодному переделу (удаление дефектов в виде плен и рванин), а следовательно, снизить стоимость котельных, товарных и передельных труб из дорогостоящих марок стали и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322316C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322317C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВ ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ | 2006 |
|
RU2346764C2 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2340417C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387499C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 265×22×13000±300 И 285×25×11750±50 мм ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ-ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК | 2012 |
|
RU2527591C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
Изобретение относится к трубопрокатному производству, а именно к способу подготовки кованых и непрерывно-литых заготовок (НЛЗ), слитков электрошлакового переплава (ЭШП), полых гильз-заготовок электрошлакового переплава к прокатке котельных труб по ТУ 14-3-460-2003, ТУ 14-3Р-55-2001 из сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ-Ш, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2, а также полых гильз-заготовок электрошлакового переплава и полых центробежно-литых заготовок (ЦЛЗ) из труднодеформируемых марок стали и сплавов 10Х23Н18, 08Х17Н15М, 08Х20Н15С2, 08Х22Н6Т, 20Х25Н25ТЮ-Ш, 09Х14Н19Б2СР, ХН32Т, ХН78Т, ХН60ВТ, 06ХН28МДТ, ХНЗОМДБ, 08Х18Н10Т, 08Х18Н12Т, 08Х10Н20Т2, 08Х10Н16Т2 и др., предназначенных для прокатки товарных бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми и автоматическими станами в трубы по ГОСТ 9940 и передельных для последующего переката на станах холодной прокатки в трубы по ГОСТ 9941. Способ включает механическую обработку-обточку, огневую или плазменную зачистку кованых и непрерывно-литых заготовок, слитков электрошлакового переплава с удалением металла в виде стружки, окалины и шлака, обточку и расточку или плазменную зачистку полых гильз-заготовок ЭШП и полых ЦЛЗ с последующим выведением оставшихся единичных дефектов способом наждачной или огневой зачистки, с удалением металла в виде стружки, наждачно-металлической пыли, окалины, шлака и нагрев их до температуры пластичности, при этом поверхность кованых и непрерывно-литых заготовок, слитков ЭШП, наружную и внутреннюю поверхности полых гильз-заготовок ЭШП и полых ЦЛЗ переплавляют нерасходуемым электродом в защитной среде аргона без удаления металла в отходы, поверхность кованых, заготовок НЛЗ, слитков и наружную поверхность полых гильз-заготовок ЭШП, заготовок ЦЛЗ переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 5,0 мм, шагом винта не более 30 мм и углом наклона к оси 60-70°, внутреннюю поверхность кованых и непрерывно-литых заготовок, слитков электрошлакового переплава и полых центробежно-литых заготовок переплавляют нерасходуемым электродом в защитной среде аргона без удаления металла в отходы, внутреннюю поверхность полых гильз-заготовок ЭШП и заготовок ЦЛЗ переплавляют с образованием винтообразной волновой поверхности в виде синусоиды с амплитудой не более 2,0 мм, шагом винта не более 20 мм и углом наклона к оси 60-70°. Изобретение позволяет значительно снизить расход металла за счет исключения из технологического процесса механической обработки поковок и слитков ЭШП, обточки и расточки полых гильз-заготовок ЭШП и полых ЦЛЗ, снизить количество дефектов в виде плен и рванин на гильзах и трубах из труднодеформируемых марок стали и сплавов, значительно снизить трудоемкость подготовки труб к холодному переделу (удаление дефектов в виде плен и рванин), а следовательно, снизить стоимость котельных, товарных и передельных труб из дорогостоящих марок стали и сплавов. 8 з.п.ф-лы, 1 табл.
hз=K1·Dз;
hн.з.=K2·Dн.з.;
hс=K3·Dс,
где hз - глубина переплавления поверхности кованых заготовок, мм;
hн.з. - глубина переплавления поверхности непрерывно-литых заготовок, мм;
hc - глубина переплавления поверхности слитков и наружной поверхности полых гильз-заготовок электрошлакового переплава, мм;
Dз - диаметр кованой заготовки, мм;
Dн.з. - диаметр непрерывно-литой заготовки, мм;
Dс - диаметр слитка или полой гильзы-заготовки электрошлакового переплава, мм;
K1 - коэффициент, возрастающий в прямой зависимости с 0,025 до 0,030 для кованых заготовок диаметром 370-650 мм;
К2 - коэффициент, возрастающий в прямой зависимости с 0,015 до 0,025 для непрерывно-литых заготовок диаметром 300-430 мм;
К3 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для слитков и гильз-заготовок электрошлакового переплава диаметром 400-600 мм.
hн.ц.л.=K4·Dц.л.,
где hн.ц.л. - глубина переплавления наружной поверхности центробежно-литых заготовок, мм;
Dц.л. - наружный диаметр центобежно-литой заготовки, мм;
К4 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм.
hв.г.з.=K5·Dг.з.;
hв.ц.л.=K6·Dц.л.,
где hв.г.з - глубина переплавления внутренней поверхности полых гильз-заготовок электрошлакового переплава, мм;
hв.ц.л. - глубина переплавления внутренней поверхности полых центробежно-литых заготовок, мм:
Dг.з. - наружный диаметр полых гильз-заготовок электрошлакового переплава, мм;
К5 - коэффициент, уменьшающийся в прямой зависимости с 0,0125 до 0,008 для полых гильз-заготовок электрошлакового переплава диаметром 400-600 мм;
К6 - коэффициент, уменьшающийся в прямой зависимости с 0,030 до 0,015 для центробежно-литых заготовок диаметром 350-650 мм.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2242302C2 |
| Способ производства труб | 1980 |
|
SU893280A1 |
| Способ производства труб | 1974 |
|
SU499907A1 |
| Способ обработки поверхности металлической заготовки из стали и сплавов | 1990 |
|
SU1749279A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ ТИТАНОВЫХ α- и (α + β) -СПЛАВОВ | 1996 |
|
RU2094141C1 |
| DE 3428437 A, 10.02.1987 | |||
| US 4798071 A, 17.01.1989. | |||

