Ссылка на родственные заявки
Данная заявка имеет приоритет перед предварительной заявкой США №60/606727 от 2 сентября 2004 г. и предварительной заявкой США №60/618951 от 15 октября 2004 г., включенными сюда посредством ссылки во всей полноте.
1. Область изобретения
Область изобретения относится к частицам полиэфирных полимеров с особенной морфологией и геометрией.
2. Уровень техники изобретения
Традиционные гранулы и таблетки полиэфирных полимеров обычно имеют цилиндрическую форму; их получают полимеризацией в твердой фазе, и они отличаются высокой степенью кристалличности. В результате традиционные таблетки обычно не слипаются в сушилках, из которых поступают в аппарат для литья под давлением или в экструдер. Хотя при температурах сушки (150-185°С) происходит некоторое слипание, оно обычно не приводит к такой агломерации, которая полностью перекрыла бы поток частиц из сушилки.
Авторы установили, что лучшим вариантом являются частицы полиэфирного полимера с особой морфологией, которые нет необходимости получать твердофазной полимеризацией. Эта морфология имеет одну или более следующих особенностей: низкую температуру плавления, низкую степень кристалличности и высокую характеристическую вязкость (It.V.), обусловленную тем, что частицы получают нетвердофазной полимеризацией. Авторы обнаружили, что эти твердые частицы, имеющие традиционную форму, могут в некоторых случаях сильно слипаться в сушилке, так что для их разъединения требуется механическое перемешивание. По наблюдениям авторов, хотя цилиндрические твердые таблетки свободно движутся в бункере сушилок, но в некоторых случаях незатвердевшие цилиндрические таблетки с особой морфологией слипаются внутри сушилок.
Настоящее исследование могло бы привести к выводу, что свободное течение таблеток обусловлено их морфологией, а не их геометрией. Исследования авторов были продолжены с тем, чтобы выяснить причину слипания этих таблеток. Желательно было получить частицы полиэфирных полимеров, имеющие одну или более из указанных характеристик при минимальной степени слипания в сушилке.
3. Сущность изобретения
Авторы с удивлением обнаружили, что в отличие от традиционных твердых высококристалличных таблеток, при использовании полиэфирных частиц с особой морфологией геометрия частиц играет значительную роль в уменьшении слипания частиц в сушилке. Частицы настоящего изобретения имеют сфероидальную геометрию. Таким образом, для массива сфероидальных частиц полиэфирного полимера имеем:
A) среднюю It.V., равную по меньшей мере 0,72 дл/г,
и
B) точки плавления, характеризующиеся:
(i) по меньшей мере двумя пиками плавления, причем один из указанных двух пиков плавления на кривой ДСК для первого нагрева находится в интервале 140-220°С и имеет площадь эндотермического пика плавления, равную по абсолютной величине по меньшей мере 1 Дж/г, или
(ii) одной или более точками плавления, для которых кривая ДСК для первого нагрева отклоняется от базовой кривой в эндотермическом направлении при температуре, меньшей или равной 200°С, или
C) низкую степень кристалличности в интервале по меньшей мере 20% и максимальную степень кристалличности Tcmax, определяемую уравнением:
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот в полиэфирном полимере, и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличными от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами; или обоими пунктами В) и С); и необязательно, но предпочтительно
D) 10 ч/млн или меньше остаточного ацетальдегида.
Предлагается также способ приготовления сфероидов.
Предлагается также способ сушки и обработки сфероидов плавлением путем:
A) сушки сфероидов полиэфирных полимеров в зоне сушки для получения высушенных сфероидов;
B) введения высушенных сфероидов в зону плавления;
C) плавления сфероидов полиэфирных полимеров в зоне обработки плавлением и
D) формования изделия из расплавленного полимера,
причем сфероиды полиэфирных полимеров, введенные в зону сушки, не получены твердофазной полимеризацией и необязательно характеризуются одним или более приведенными выше параметрами.
В этом варианте сфероиды также предпочтительно попадают в указанный выше интервал кристалличности.
Также предлагаются заготовки для бутылок и бутылки, сформованные раздувом и вытяжкой из указанных выше сфероидов или изготовленные по одному из вариантов способа, приведенного выше.
4. Краткое описание чертежей
Фиг.1 иллюстрирует геометрию и размеры в дюймах использованного в опытах загрузочного бункера сушилки.
Фиг.2 иллюстрирует прибор для определения угла естественного осыпания гранулированных материалов через заслонку.
Фиг.3 изображает прибор для определения угла естественного осыпания гранулированных материалов в массе.
На фиг.4 показано сравнение угла естественного осыпания через заслонку для пяти материалов.
На фиг.5 показано сравнение угла естественного осыпания в массе для пяти материалов.
5. Подробное описание изобретения
Настоящее изобретение легче понять после ознакомления с последующим подробным описанием. Следует обратить внимание на то, что данное изобретение не ограничено описанными конкретными способами и условиями, т.к. конкретные способы и/или условия способа для обработки пластиковых изделий как таковые могут, естественно, варьироваться.
Следует также отметить, что в технических условиях и в формуле изобретения форма единственного числа включает множественный смысл. Например, ссылка на обработку термопластичных «заготовки», «изделия», «контейнера» или «бутылки» включает обработку множества термопластичных заготовок, изделий, контейнеров или бутылок. Ссылка на обработку полимера при установленной температуре или с нагревательным элементом включает, при желании, другие температуры или дополнительные нагревательные элементы, кроме одного, указанного в разные моменты во время обработки, если не указано иное. Ссылки на составы, содержащие «один» ингредиент или «один» полимер, включают, наряду с указанными, другие ингредиенты или другие полимеры соответственно.
Интервалы могут быть выражены здесь как «в пределах» или «между», или от одной величины до другой. В каждом случае конечные точки включаются в интервал. Интервалы, определенные как больше или меньше некоторой величины, исключают конечные точки.
Словами «включающий» или «содержащий», или «имеющий» обозначают, что по меньшей мере указанное соединение, элемент, частица или стадия способа и т.д. должны присутствовать в составе или изделии, или способе, но это не исключает присутствия других соединений, веществ, сфероидов, стадий процесса и т.д., даже если другие такие соединения, вещества, процесса и т.д. обладают таким же действием, что и указанное.
Независимо от контекста выражение для температуры означает, что температура, относящаяся к полимеру, если не указано иное, является «реальной» температурой полимера или плавления.
Следует понимать, что упоминание одного или более способа не мешает реализации дополнительных стадий способа или включению стадий способа между уже установленными стадиями.
Значения характеристической вязкости в данном описании приведены в дл/г и рассчитаны из характеристической вязкости, измеренной при 25°С в растворе фенол/тетрахлорэтан 60/40 масс./масс. Характеристическую вязкость рассчитывают из измеренной вязкости раствора. Следующие уравнения описывают измерения вязкости раствора и последующие расчеты Ih.V. и переход от Ih.V. к It.V.:
ηinh=[ln(ts/t0)]/C,
где ηinh - характеристическая вязкость при 25°С при концентрации полимера 0,50 г/100 мл раствора с 60% фенола и 40% 1,1,2,2-тетрахлорэтана;
ln - натуральный логарифм;
ts - время истечения образца через капилляр;
t0 - время истечения растворителя через капилляр;
С - концентрация полимера в граммах на 100 мл растворителя (0,50%).
Характеристическая вязкость представляет собой предельное значение удельной вязкости полимера при бесконечном разбавлении. Она определяется следующим уравнением:

где ηint - характеристическая вязкость;
ηr - относительная вязкость, равная ts/t0;
ηsp - удельная вязкость, равная ηr-1.
Калибровка прибора включает тестирование стандартного эталона и затем расчет с помощью соответствующих математических уравнений «принятых» значений Ih.V.
Калибровочный коэффициент = Принятое значение Ih.V. эталонного вещества/Среднее из повторных определений
Исправленная Ih.V. = Расчетная Ih.V.×калибровочный коэффициент
Характеристическую вязкость (It.V. или ηint) можно определить с помощью уравнения Биллмайера:
ηint=0,5[е0,5×исправленная In.V.-1]+(0,75×исправленная Ih.V.).
В одном варианте предлагается объем сфероидальных полиэфирных полимеров с характеристиками:
A) средней It.V. по меньшей мере 0,72 дл/г и либо
B) точками плавления, характеризующимися:
(i) по меньшей мере двумя пиками плавления, причем один из указанных двух пиков плавления находится на кривой ДСК в интервале 140-220°С при сканировании первого нагревания и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г, либо
(ii) одной или более точками плавления, для которых на кривой ДСК при сканировании первого нагревания кривая нагревания отклоняется от базовой кривой в эндотермическом направлении при температуре, меньшей или равной 200°С, или
С) низкой степенью кристалличности в интервале по меньшей мере 20% и максимальной степенью кристалличности Tcmax, определяемой уравнением
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот в полиэфирном полимере, и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличными от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами; либо
с обоими пунктами В) и С).
Полиэфирная полимерная композиция находится в изолированной форме, поскольку ей придана некоторая степень кристалличности, в отличие от полиэфирных композиций, получаемых в расплаве или плавлением в экструдере, поскольку при расплавлении кристалличность исчезает.
Частицы полиэфирного полимера имеют сфероидальную форму. Сфероид - это частица, которая имеет сферическую или близкую к сферической форму или форму глобулы. Она, в основном, но не идеально, сферическая, и ее можно отличить от чешуек, цилиндров, таблеток, конусов, стержней или угловатых частиц неправильной формы. Сфероиды обладают рядом характеристик. Например, сфероиды не будут выстраиваться вдоль длинной оси, проходящей через их центры, и будут предпочтительно, но необязательно, иметь соотношение y/x, равное или меньше 2, где у означает длинную ось и x - короткую ось. Кроме того, если поместить 10,0 г таблеток у одного края гладкой горизонтальной стальной пластинки слоем в толщину одной таблетки и затем мягко и постепенно поднять этот край пластинки и наклонить ее, то сфероиды скатятся с пластинки, так что при угле наклона 13 градусов от горизонтали на ней останется не более 0,5 г таблеток. Сфероиды могут быть сферическими, эллиптическими, овальными и содержать хвосты.
В одном варианте сфероиды имеют пик распределения округлости меньше 1,4, или меньше 1,3, или меньше 1,2. Округлость определяют как периметр/(4п×поверхность) «Периметр», и «поверхность» определяют в поперечном сечении сфероида.
Сфероидальные частицы можно изготовить резкой под слоем воды расплавленного полимера, протекающего через пуансон в резервуаре с водой, с помощью резаков по мере продавливания потока расплава через отверстия в пуансоне. При резке под слоем воды сфероиды обычно не являются идеально сферическими и обычно имеют небольшой хвост в местах резки и отрыва от пластины пуансона в токе воды или другой подходящей жидкости.
Желательно, чтобы сфероиды имели среднечисловую массу по меньшей мере 0,10 г на 100 сфероидов, более предпочтительно - больше чем 1,0 г на 100 сфероидов, и до примерно 100 г на 100 сфероидов. Объем сфероидов не является особенно ограниченным, но в одном варианте предлагается массив сфероидов объемом по меньшей мере 1 см3, или по меньшей мере 3 см3, или по меньшей мере 5 см3.
«Массив» сфероидов полиэфирного полимера составляет по меньшей мере 10 изолированных сфероидов, предпочтительно в интервале масс и объемов, указанных выше. Массив полиэфирных сфероидов обладает характеристиками, названными здесь как средние для случайного выбора 10 или более сфероидов в массиве. Как и в любом способе производства, можно получить аномальные сфероиды, обладающие характеристиками, попадающими внутрь или выходящими за пределы указанных интервалов. Однако сфероиды настоящего изобретения обладают заявленными характеристиками во всем массиве и эти характеристики можно получить путем случайного выбора по меньшей мере десяти сфероидов и определения указанных характеристик в среднем у десяти сфероидов. Все десять сфероидов можно изучать вместе в одном анализе или каждый сфероид можно анализировать по отдельности.
Массив сфероидов полиэфирных полимеров желательно упаковать в контейнер. Примерами подходящих контейнеров для сфероидов являются бункеры для хранения до транспортировки из одного пункта в другой. Другим примером контейнера является бункер сушилки, соединенный с экструдером или аппаратом для инжекционного прессования. Еще одним примером контейнера для сфероидов является транспортировочный контейнер, например коробка типа Gaylord, решетчатый ящик, железнодорожный вагон, трейлер, который можно присоединить к грузовому автомобилю, барабан, пароходный груз или любой другой контейнер для перевозки сфероидов. Таким образом, предлагаются контейнеры для сфероидов, готовых для перевозки к потребителю и для превращения таблеток в изделие. Сфероиды были выпущены производителем после всех необходимых обработок для получения частиц с характеристиками, приемлемыми для потребителей, которые превращают таблетки в изделия. В варианте, когда таблетки могут находиться в бункере сушилки, получатель таблеток помещает массив таблеток в бункер сушилки и удаляет остаточную влагу из таблеток для предотвращения излишнего изменения IV в процессе обработки плавлением.
Во всех этих вариантах сфероиды в контейнерах имеют, как минимум, следующие характеристики:
A) среднюю It.V. по меньшей мере 0,72 дл/г, и либо
B) точки плавления, характеризующиеся:
(i) по меньшей мере двумя пиками плавления, причем один из указанных двух пиков плавления на кривой ДСК при первом сканировании нагрева находится в интервале 140-220°С и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г, либо
(ii) одной или более точками плавления, для которых на кривой ДСК первое сканирование нагрева характеризуется кривой нагрева, отклоняющейся от базовой кривой в эндотермическом направлении при температуре, меньшей или равной 200°С, или
C) низкую степень кристалличности в интервале по меньшей мере 20% и максимальную степень кристалличности Tcmax, определяемую уравнением
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот в полиэфирном полимере и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличными от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами; либо
оба пункта В) и С) и предпочтительно
D) 10 ч/млн или меньше остаточного ацетальдегида.
В предпочтительном варианте массив сфероидов не получали твердофазной полимеризацией и в более предпочтительном варианте предлагается массив сфероидов в контейнере, наиболее предпочтительно в контейнере для перевозок.
Сфероиды полиэфирного полимера являются твердыми при 25°С и 1 атм. Сфероиды полиэфиров достаточно устойчивы к плавлению и пригодны для изготовления сосудов типа бутылок и посуды. Величина It.V. полиэфирных сфероидов равна по меньшей мере 0,72 дл/г. Например, It.V. полиэфирных сфероидов может быть по меньшей мере 0,75 дл/г, или по меньшей мере 0,78 дл/г, или по меньшей мере 0,81 дл/г и до примерно 1,2 дл/г или 1,1 дл/г. В родственном варианте описанные выше сфероиды полиэфирных полимеров имеют It.V. по меньшей мере 0,75 дл/г.
Желательно, чтобы полиэфирный полимер настоящего изобретения содержал в полимерной цепи повторяющиеся единицы алкилентерефталата или алкиленнафталата. Более предпочтительны полиэфирные полимеры, которые включают:
а) карбоксилатный компонент, содержащий по меньшей мере 80 мол.% остатков терефталевой кислоты, производных терефталевой кислоты, нафталин-2,6-дикарбоновой кислоты, производных нафталин-2,6-дикарбоновой кислоты или их смесей и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 80 мол.% остатков этиленгликоля или пропандиола,
в расчете на 100 мол.% остатков карбоксилатного компонента и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
Обычно полиэфиры типа полиэтилентерефталата получают путем взаимодействия диола, например этиленгликоля, с дикарбоновой кислотой в виде свободной кислоты или С1-С4-диалкилового сложного эфира с образованием мономерных сложных эфиров и/или олигомеров, которые затем вступают в реакцию поликонденсации с образованием полиэфира. При этом в реакции может участвовать более одного соединения, содержащего карбоксильные группы, или его производного. Все соединения, вступающие в реакцию и содержащие карбоновые кислоты или их производные, которые становятся частью указанного полиэфирного продукта, представляют собой «карбоксилатный компонент». Мольный процент всех соединений, содержащих в продукте карбоксильные группы, или их производных приближается к 100. Термин «остатки» соединений, содержащих карбоксильные группы, или их производных, которые входят в указанный полиэфир, относятся к той части указанных соединений, которые остаются в указанном полиэфире после того, как указанные соединения вступили в реакцию конденсации с гидроксилсодержащими соединениями, с последующей поликонденсацией и образованием цепей полиэфирного полимера разной длины.
Частью полученного полиэфирного полимера могут стать несколько соединений, содержащих гидроксильные группы. Все соединения, участвующие в процессе и содержащие гидроксильные группы, или их производные, которые становятся частью указанного полиэфира, включают гидроксилсодержащий компонент. Мольный процент всех соединений, содержащих гидроксильные группы, или их производных, которые становятся частью указанного продукта, приближается к 100. Остатками соединений с гидроксильными функциональными группами или их производных, которые становятся частью указанного полиэфира, называют часть указанных соединений, остающихся в указанном полиэфире после того, как указанные соединения вступили в реакцию конденсации с соединениями, содержащими карбоксильные группы, или с их производными с последующей поликонденсацией и образованием цепей полиэфирного полимера разной длины.
Мольный процент гидроксильных остатков и карбоксилатных остатков в продукте можно определить методом протонного ЯМР.
В предпочтительном варианте полиэфирный полимер включает:
(a) карбоксилатный компонент, содержащий по меньшей мере 90 мол.%, или по меньшей мере 92 мол.%, или по меньшей мере 96 мол.% остатков терефталевой кислоты, производных терефталевой кислоты, нафталин-2,6-дикарбоновой кислоты, производных нафталин-2,6-дикарбоновой кислоты или их смесей и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 90 мол.%, или по меньшей мере 92 мол.%, или по меньшей мере 96 мол.% остатков этиленгликоля
в расчете на 100 мол.% остатков карбоксилатного компонента и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
Реакция карбоксилатного компонента с гидроксилсодержащим компонентом в процессе получения полиэфирного полимера не ограничена указанными мольными процентами, т.к. при желании можно использовать большой избыток гидроксилсодержащего компонента, например, порядка до 200 мол.% относительно 100 мол.% использованного карбоксилатного компонента. Полученный в результате реакции полиэфирный полимер будет, однако, содержать заявленные количества остатков ароматических дикарбоновых кислот и остатков этиленгликоля.
Производные терефталевой кислоты и нафталиндикарбоновой кислоты включают С1-С4-диалкилтерефталаты и C1-C4-диалкилнафталаты, например диметилтерефталат и 2,6-диметилнафталат.
Кроме дикарбоксилатного компонента - терефталевой кислоты, производных терефталевой кислоты, нафталин-2,6-дикарбоновой кислоты, производных нафталин-2,6-дикарбоновой кислоты или их смесей, карбоксилатные компоненты данного полиэфира могут включать одно или более соединений карбоновой кислоты с дополнительным модификатором. Такие соединения карбоновых кислот с дополнительным модификатором включают соединения монокарбоновых кислот, соединения дикарбоновых кислот и соединения с большим числом карбоксильных групп. Примеры включают ароматические дикарбоновые кислоты предпочтительно с 8-14 атомами углерода, алифатические дикарбоновые кислоты предпочтительно с 4-12 атомами углерода или циклоалифатические дикарбоновые кислоты предпочтительно с 8-12 атомами углерода. Более конкретные примеры дикарбоновых кислот с модификатором, используемых в качестве кислотного компонента, включают фталевую кислоту, изофталевую кислоту, нафталин-2,6-дикарбоновую кислоту, циклогексан-1,4-дикарбоновую кислоту, циклогександиуксусную кислоту, дифенил-4,4′-дикарбоновую кислоту, янтарную кислоту, глутаровую кислоту, адипиновую кислоту, азелаиновую кислоту, себациновую кислоту и т.п., причем наиболее предпочтительными являются изофталевая кислота, нафталин-2,6-дикарбоновая кислота и циклогександикарбоновая кислота. Следует иметь в виду, что в термин «карбоновая кислота» включено использование соответствующих ангидридов кислот, сложных эфиров и хлорангидридов этих кислот. Также возможно модифицирование полиэфира трикарбоновыми соединениями и соединениями с большим числом карбоксильных групп.
Кроме гидроксилсодержащего компонента, представляющего собой этиленгликоль, гидроксилсодержащий компонент настоящего полиэфира может включать дополнительные модифицированные одноатомные спирты, диолы или соединения с большим числом гидроксильных групп. Примеры модифицированных гидроксильных соединений включают циклоалифатические диолы предпочтительно с 6-20 атомами углерода и/или алифатические диолы предпочтительно с 3-20 атомами углерода. Более конкретные примеры таких диолов включают диэтиленгликоль; триэтиленгликоль; 1,4-циклогександиметанол; пропан-1,3-диол; бутан-1,4-диол; пентан-1,5-диол; гексан-1,6-диол; 3-метилпентандиол-(2,4); 2-метилпентандиол-(1,4); 2,2,4-триметилпентандиол-(1,3); 2,5-этилгександиол-(1,3); 2,2-диэтилпропандиол-(1,3); гександиол-(1,3); 1,4-ди-(гидроксиэтокси)бензол; 2,2-бис-(4-гидроксициклогексил)пропан; 2,4-дигидрокси-1,1,3,3-тетраметилциклобутан; 2,2-бис-(4-гидроксиэтоксифенил)пропан и 2,2-бис-(3-гидроксипропоксифенил)пропан.
В качестве модификаторов полиэфирный полимер может предпочтительно содержать такие сомономеры, как изофталевая кислота, нафталиндикарбоновая кислота, циклогександиметанол и диэтиленгликоль.
В состав таблеток полиэфира могут входить смеси полиалкилентерефталатов и/или полиалкиленнафталатов наряду с другими термопластичными полимерами, такими как поликарбонаты (PC) и полиамиды. Предпочтительно, чтобы в состав полиэфира входили по большей части полиэфирные полимеры, более предпочтительно в количестве по меньшей мере 80 масс.% или по меньшей мере 95 масс.% и наиболее предпочтительно 100 масс.% в расчете на массу термопластичных полимеров (исключая наполнители, неорганические соединения или сфероиды, волокна, противоударные модификаторы или другие полимеры, которые могут образовать непрерывную фазу). Также предпочтительно, чтобы полиэфирные полимеры не содержали никаких наполнителей, волокон или противоударных модификаторов или других полимеров, способных образовать непрерывную фазу.
Полиэфирные композиции можно получать с помощью известных специалистам реакций полимеризации, которые способствуют этерификации и поликонденсации. Способы производства с использованием фазы расплавленного полиэфира включают прямую конденсацию дикарбоновой кислоты с диолом, необязательно в присутствии катализаторов этерификации, в зоне этерификации с последующей поликонденсацией в зонах нахождения полученного полимера и последней зоне в присутствии катализатора поликонденсации, или обмен сложного эфира обычно в присутствии катализатора трансэтерификации в зоне обмена сложного эфира с последующей предварительной полимеризацией и завершением процесса в присутствии катализатора поликонденсации.
В случае, когда полиэфирный полимер получают полимеризацией в расплаве, его отверждают с образованием сфероидов. Способ отверждения полиэфирного полимера из фазы расплава не ограничен жесткими требованиями. Например, расплавленный полиэфирный полимер из фазы расплава можно пропустить через пуансон или просто резак, или через пуансон с последующей резкой. В качестве движущей силы продвижения расплавленного полиэфира через пуансон можно использовать зубчатый насос. Вместо этого расплавленный полиэфирный полимер можно подавать в одинарный или двойной шнековый экструдер и экструдировать через пуансон необязательно при температуре 190°С или выше в сопле экструдера. После пуансона полиэфирный полимер режут на экструзионной головке под слоем жидкости. Расплав полиэфирного полимера перед резкой необязательно фильтруют для удаления частиц размером выше установленного. Можно использовать любые другие способы, традиционно применяемые при изготовлении сфероидов.
Для получения полукристаллических сфероидов полиэфирный полимер настоящего изобретения подвергают частичной кристаллизации. Способ и аппаратура для кристаллизации полиэфирного полимера не оговариваются и включают термическую кристаллизацию в газовой или жидкой фазе. Кристаллизацию можно проводить в сосуде с механическим перемешиванием; в кипящем слое; в слое при перемешивании движением жидкости; в сосуде или трубе без перемешивания; в жидкой среде при температуре выше температуры стеклования Tg полиэфирного полимера, предпочтительно при 140-190°С, или любыми другими способами, известными специалистам. Также полимер можно подавать в кристаллизатор при температуре полимера ниже его Tg (из стеклообразного состояния), или он может поступать в кристаллизатор при температуре полимера выше его Tg. Например, расплавленный полимер из реактора полимеризации в расплаве можно подавать через пластину пуансона и резак под слоем воды и затем сразу же подавать в реактор термической кристаллизации под слоем воды, где полимер кристаллизуется под слоем воды. Альтернативно, расплавленный полимер можно нарезать, дать остыть до температуры, ниже его Tg, и затем подать в аппарат термической кристаллизации под слоем воды или в любой другой подходящий аппарат кристаллизации. Или же расплавленный полимер можно нарезать любым традиционным способом, дать остыть до температуры, ниже его Tg, выдержать и затем закристаллизовать. Необязательно закристаллизованные полиэфирные сфероиды можно хранить в твердом состоянии известными способами.
Кристаллизация и прогревание являются эффективными средствами для придания полиэфирному полимеру нужной степени кристалличности и температуры плавления. В одном варианте частицы полиэфирного полимера имеют по меньшей мере два пика плавления на кривой ДСК первого сканирования нагрева, причем один из указанных двух пиков плавления является низкотемпературным пиком плавления в интервале 140-220°С и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г. Эта точка плавления означает температуру эндотермического пика ДСК, при котором температура образца массой примерно 10 мг повышается со скоростью 20°С/мин. Нет необходимости проводить ДСК-анализ для всех частиц за исключением случая, когда эти частицы имеют заданную морфологию. Указанные тесты выявляют свойства полимера и помогают определить, имеет ли полимер заявленные характеристики.
В том случае, когда частицы полиэфирного полимера обнаруживают по меньшей мере два пика плавления, низкотемпературный пик плавления рассматривают как Tm1a (объясняется ниже), который принимают за пик плавления, если абсолютная величина площади под кривой ДСК нагрева при первом сканировании равна по меньшей мере 1 Дж/г. Если площадь под кривой меньше 1 Дж/г, то неопределенность в вопросе, является ли кривая действительно пиком или нет, становится слишком большой. Более того, видно, что существуют по меньшей мере два пика, причем эндотермические пики на кривой ДСК характеризуются по меньшей мере четырьмя наклонами, среди которых первый отклоняется от базовой линии, второй наклон имеет противоположный знак по сравнению с первым и третий наклон противоположен по знаку второму, а четвертый наклон противоположен по знаку третьему. Температурная локализация пиков на каждой кривой определяет точки плавления на кривой нагревания. Для целей компьютерного расчета площади эндотермических пиков плавления принимают, что точка раздела между двумя пиками находится в том месте, где кривая наиболее близко подходит к базисной линии.
В этом варианте, когда на кривой ДСК нагрева при первом сканировании наблюдаются два или более пиков, первый пик соответствует точке плавления Tm1a низкотемпературного пика и второй пик - точке плавления Tm1b высокотемпературного пика, так что Tm1a<Tm1b. Точка плавления низкотемпературного пика частиц полимера находится в интервале 130-220°С. Предпочтительно, чтобы точка плавления низкотемпературного пика полиэфирного полимера соответствовала температуре пика по меньшей мере 140°С, или по меньшей мере 150°С, или по меньшей мере 160°С, или по меньшей мере 170°С и не превышала 210°С, или 200°С, или 195°С.
В некоторых случаях, особенно при низкой кристалличности, обусловленной кристаллизацией при сравнительно низких температурах и/или коротких временах, перестройка кристаллов во время первого сканирования нагрева в приборе ДСК со скоростью 20°С/мин может происходить столь быстро, что точку плавления в низкотемпературной области не удается обнаружить. Тогда точка плавления в низкотемпературной области может быть видна при повышении скорости нагрева в приборе ДСК и при использовании образцов меньшей массы. Если образец дает пик плавления в низкотемпературной области, он будет заметен при более высоких скоростях сканирования. Можно использовать скорости сканирования до 500°С/мин. Для твердых образцов, обработанных при сравнительно высоких температурах в течение сравнительно длительного времени и характеризующихся только одним пиком плавления при скорости сканирования 20°С/мин, появление точки плавления в низкотемпературной области не ожидается даже при более высоких скоростях сканирования.
В некоторых случаях в зависимости от особенности термической истории таблеток полиэфирной смолы кривая ДСК нагрева, полученная при первом сканировании, может иметь эндотермическое плечо на низкотемпературной ветви основного эндотермического пика плавления вместо двух отдельных и четких пиков плавления. Низкотемпературное эндотермическое плечо такого типа определяется с помощью кривой, полученной взятием первой производной по температуре от первоначальной кривой ДСК. Плечо проявляется в виде пика на кривой производной. С повышением температуры кривая производной отклоняется от базовой линии (при температуре А) в эндотермическом направлении при температуре предпочтительно ниже или равной 200°С, ниже или равной 190°С либо ниже или равной 180°С, достигая максимального отклонения от базовой линии, а затем изменяет направление и приближается или возвращается к базовой линии, но не пересекает ее. При еще более высоких температурах кривая производной изменяет направление (при температуре В) и снова изгибается к эндотермическому направлению, отмечая начало первого пика плавления на первоначальной кривой ДСК. Теплота плавления, представленная плечом, соответствует площади под первоначальной кривой ДСК между температурами А и В и должна быть больше или равна по абсолютной величине 1 Дж/г, которую следует рассматривать как истинное плечо. Специалисты знают, что малый шум прибора в первоначальной кривой ДСК может проявляться как всплески с высокой амплитудой и малой длительностью на кривой производной. Такой шум можно отфильтровать только отбрасыванием всех деталей на кривой производной меньше 5°С.
В случае, когда температуры плавления чрезвычайно высоки, например порядка 230°С или выше, не требуется эффективной сушки частиц полиэфирного полимера при температурах в интервале 140-190°С, как думали раньше. Теперь предлагается такая частица полимера, которая одновременно является кристаллической и имеет более низкую температуру плавления, что позволяет по желанию гибко снижать температуру обработки плавлением на 1°С или больше, или примерно на 3°С или больше и таким образом снизить концентрацию ацетальдегида без необходимости понижать температуру в бункере сушилки, из которого частицы подаются в зону плавления. Даже если существует возможность сушить частицы с температурой плавления 230°С или выше при более высокой температуре порядка 200°С или выше, практически пределом температуры сушки в любом случае является температура примерно 190°С, т.к. при температурах выше 190°С частицы начинают обесцвечиваться на воздухе. Кроме того, желательно использовать таблетки, которые позволяют гибко снижать заданную температуру пика для нагревающих элементов. Либо в ходе этих действий, либо по обеим причинам количество образующегося в зоне плавления ацетальдегида будет уменьшаться и также будет уменьшаться время охлаждения прессованного изделия.
В другом варианте частицы полимера могут иметь одну или более точек плавления, которые при первом сканировании характеризуются кривой ДСК нагрева, отклоняющейся от базовой линии в эндотермическом направлении при температуре ниже или равной 200°С, ниже или равной 190°С либо ниже или равной 180°С. В этом варианте на кривой ДСК нагрева может быть только одна точка плавления или могут быть две точки плавления. В любом случае история нагревания частиц такова, что они проявляют по меньшей мере одну точку плавления и первое сканирование дает кривую ДСК нагрева, которая начинает отклоняться от базовой линии при температуре ниже или равной 200°С. В этом варианте площадь эндотермического пика, представляющего собой отклонение пика плавления от базовой линии при температуре ниже или равной 200°С, имеет абсолютную величину по меньшей мере 1 Дж/г.
Во всех вариантах площадь эндотермического пика может иметь абсолютную величину по меньшей мере 1,5 Дж/г или абсолютную величину по меньшей мере 2 Дж/г.
В предпочтительном варианте условия в кристаллизаторе устанавливают таким образом, чтобы получать частицы полимера со степенью кристалличности в интервале по меньшей мере 20% и с максимальной степенью кристалличности Tcmax, определяемой уравнением
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот, и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличными от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами. Степень кристалличности полиэфирной композиции меньше, чем у традиционных промышленных таблеток, которая обычно превышает 55% и бывает даже больше 60%. При степени кристалличности менее 20% резко повышается тенденция частиц прилипать друг к другу и к стенкам сушильного оборудования. Поддерживая степень кристалличности в указанных выше пределах в сочетании с другими особенностями изобретения, можно уменьшить затраты энергии в зоне плавления, например силу тока в амперах, питающего мотор шнека или мощность нагревательных элементов.
В предпочтительном варианте, в котором полиэфирный полимер кристаллизуется до степени, указанной в формуле, полимер, содержащий только остатки терефталевой кислоты и этиленгликоля и общеизвестный в промышленности как гомополимер, может достигать степени кристалличности 50%. Полиэфирный полимер, модифицированный исходным веществом, отличным от терефталевой кислоты или этиленгликоля, будет иметь степень кристалличности меньше 50%. Например, полимер на основе полиэтилентерефталата, модифицированного 2 мол.% остатков изофталевой кислоты и 2,7 мол.% остатков диэтиленгликоля, будет иметь максимальную степень кристалличности 45,3% (50-2-2,7).
Более предпочтительно кристаллизовать таблетки до степени кристалличности по меньшей мере 25%, или по меньшей мере 30%, или по меньшей мере 32%. Поскольку не существует предпочтительного верхнего предела ниже максимальной степени кристалличности, рассчитанной по указанной формуле, во многих случаях степень кристалличности не превышает 45% или не более 40%.
Температуру плавления таблеток и степень кристалличности определяют методом дифференциальной сканирующей калориметрии (ДСК). Навеска образца для этого измерения составляет 10±1 мг, и образец состоит из (1) части таблетки или более предпочтительно (2) из нескольких граммов криогенно-раздробленных таблеток. Проводят первое сканирование нагрева. Образец нагревают от примерно 25°С до примерно 290°С со скоростью 20°С/мин. Определяют абсолютную величину площади эндотермических пиков плавления (одного или более) минус площадь любых экзотермических пиков кристаллизации. Эта площадь соответствует общей теплоте плавления и выражается в Дж/г. Теплоту плавления 100% кристаллического PET принимают равной 119 Дж/г, и массовую долю кристалличности таблетки рассчитывают как частное от деления общей теплоты плавления на 119. Для получения массового процента кристалличности массовую долю кристалличности умножают на 100. Если не указано иное, точка плавления в каждом случае также определяется методом ДСК.
Процент кристалличности рассчитывают из двух величин:
Точка плавления в низкотемпературном пике: Tm1a
Точка плавления в высокотемпературном пике: Tm1b
Отметим, что в некоторых случаях, особенно при низкой кристалличности, обусловленной кристаллизацией при сравнительно низких температурах и/или коротких временах, перестройка кристаллов в ячейке ДСК во время первого сканирования нагрева со скоростью 20°С/мин может происходить столь быстро, что истинную точку плавления в более низкотемпературной области не удается обнаружить. Более низкая точка плавления может стать заметной при увеличении скорости подъема температуры в ячейке ДСК и при уменьшении массы образца. Для высокоскоростной калориметрии используют калориметр Perkin-Elmer-Pyris-1. Массу образца выбирают обратнопропорциональной скорости сканирования. Берут примерно 1 мг образца при скорости 500°С/мин и примерно 5 мг при 100°С/мин. Используют обычные чашки для образцов ДСК. Для минимизации кривизны базовой линии проводят вычитание базовой линии.
Низкотемпературную точку плавления и степень кристалличности полиэфирного полимера определяют при разных условиях кристаллизации и значениях других факторов. Эти условия и факторы включают регулирование температурных условий во время кристаллизации полимера, время пребывания в зоне кристаллизации, природу полимера, эффективность среды полимеризации полимера и деформации, испытываемые полимером. Специалистам в области кристаллизации полимеров известны условия в традиционных кристаллизаторах, необходимые для определения нужной точки плавления и степени кристалличности, и они могут получать полимеры с точкой плавления и степенью кристалличности в установленных интервалах для данной полимерной композиции. Например, температуры умеренной кристаллизации 100-200°С можно использовать для времен пребывания от 1 мин до 3 час, причем точные условия зависят от природы полимера. Хотя эти переменные влияют как на точку плавления, так и на степень кристаллизации полимера, не все полиэфирные полимеры, кристаллизующиеся до одной и той же степени кристалличности, будут иметь одинаковые точки плавления и не все полиэфирные полимеры с одной и той же точкой плавления будут обязательно иметь одинаковую степень кристалличности. Полиэфирные полимеры разных составов будут иметь разные точки плавления по сравнению с другими полиэфирными полимерами даже при одинаковых степенях кристалличности. При обработке отдельных образцов композиционно идентичных полиэфирных полимеров при разных временах пребывания в одних и тех же температурных условиях также получают полиэфирные полимеры с разной степенью кристалличности. Соответственно, степень кристалличности может отличаться у двух полимеров одинакового состава. Кроме того, точка плавления может отличаться у двух полимеров разного состава, даже если у них одинаковая степень кристалличности.
В состав полиэфирного полимера предпочтительно включать по меньшей мере 75% первичного полиэфирного полимера, более предпочтительно по меньшей мере 78 масс.% и может быть 89 масс.% или больше, или 95 масс.% или больше первичного вещества либо только первичное вещество. Первичное вещество может представлять собой лом или повторно измельченный полимер, но оно отличается от полимера, полученного повторной переработкой полимера после его использования потребителем. Однако в то время как исходный материал может включать лом или повторно измельченный полимер, в одном варианте исходное вещество не содержит лома или размолотого материала.
Для получения первичного полиэфирного полимера с молекулярной массой, пригодной для приготовления сосудов, т.е. It.V.=/>0,72 дл/г, и последующей термической кристаллизации при сравнительно невысоких температурах, например 100-200°С, с целью приготовления полимерных композиций настоящего изобретения можно также использовать и другие способы, кроме описанной выше полимеризации в расплаве. Например, первичное вещество со степенью кристалличности и точкой плавления вне указанных интервалов можно заново расплавить, например в экструдере, и затем термически кристаллизовать при сравнительно умеренных температурах (100-200°С). Или же после полимеризации в расплаве до промежуточной молекулярной массы (It.V. от 0,20 до 0,70 дл/г) полиэфир можно кристаллизовать при умеренных температурах до степени кристалличности в пределах установленного интервала и затем полимеризовать в твердом состоянии также при умеренных температурах 170-200°С для увеличения величины It.V., необходимой для приготовления сосудов, хотя в этом последнем случае либо увеличивают время пребывания в зоне твердофазной полимеризации, либо еще уменьшают давление, увеличивают скорость потока инертного газа или комбинируют все эти действия.
Предпочтительно получать полиэфирный полимер по реакции поликонденсации в расплаве до значения It.V. по меньшей мере 0,72 дл/г. В другом предпочтительном варианте предлагается контейнер для транспортировки, содержащий сфероиды полиэфиров, которые не были получены полимеризацией в твердой фазе и имели приведенные здесь величину It.V., точку плавления и АА. В другом варианте сфероиды подают в сушилку с последующей обработкой сфероидов плавлением и формованием изделия, причем сфероиды не были получены полимеризацией в твердой фазе и имели характеристики, приведенные выше.
Эти варианты предпочтительны, т.к. таблетки, полученные полимеризацией в твердой фазе, обычно уже закристаллизованы и имеют достаточно высокие степень кристалличности и точку плавления, что позволяет избежать слипания в условиях высокой температуры, которая поддерживается в зоне твердофазной полимеризации. Кристаллизация, предшествующая твердофазной полимеризации, обычно позволяет получить таблетки с высокой степенью кристалличности, что уменьшает агломерацию в твердофазных реакторах, работающих при высоких температурах. Таблетки, полученные твердофазным способом, обычно имеют высокую точку плавления порядка 220°С или выше. Высокие точки плавления имеют тот недостаток, что повышают температуру расплава полимера в экструдере на несколько градусов, а это увеличивает время, необходимое для охлаждения прессованных изделий, и продолжительность всего цикла использования оборудования, а также повышает вероятность образования большего количества ацетальдегида. Кроме того, таблетки, полученные способом полимеризации в твердой фазе, обычно имеют более высокую степень кристалличности - больше примерно 50%, что увеличивает скрытую теплоту плавления и соответственно затраты энергии на плавление сфероидов. Наконец, при полимеризации в твердой фазе пребывание полимера в течение длительного времени при высокой температуре иногда вызывает реальный избыточный отжиг полимера, в результате которого некоторые сфероиды в зоне плавления плавятся не полностью, что приводит к деформации прессованных или экструдированных изделий. Соответственно предпочтительно не полимеризовать сфероиды в твердой фазе и лучше получать сфероиды с нужной It.V. в расплаве.
Предпочтительно, чтобы полиэфирные сфероиды настоящего изобретения содержали 10 ч/млн или меньше ацетальдегида (по данным стандарта ASTM F2013-00 «Определение остаточного ацетальдегида в полиэтилентерефталате для изготовления бутылок с помощью автоматизированного статического пробоотборника из газовой фазы над слоем жидкости и капиллярной ГХ с пламенно-ионизационным детектором»), более предпочтительно примерно 7 ч/млн или 3 ч/млн, или меньше остаточного ацетальдегида (АА). Этого можно достичь газовой отдувкой АА из сфероидов. Альтернативно или вдобавок к газовой отдувке можно ввести в полимер ловушку ацетальдегида, которая дает дополнительное преимущество благодаря уменьшению скорости образования ацетальдегида. Если ловушку ввести после достаточно полного удаления АА газовой отдувкой, ловушка будет снижать количество АА в прессованном изделии, например в бутылке, за счет взаимодействия с АА, образующимся при плавлении. Если ввести избыточное количество ловушки до отдувки АА или вместо отдувки АА, то некоторое количество ловушки не будет израсходовано и это может понизить количество АА в прессованном изделии. Альтернативно могут быть два или более дополнительных этапов введения ловушки АА.
В операции газовой отдувки газ типа воздуха или инертного газа, например азота, приводят в контакт со сфероидами полиэфирного полимера либо в параллельном потоке, либо противотоком, предпочтительно противотоком к потоку сфероидов в сосуде, в непрерывном или периодическом режимах, предпочтительно в непрерывном режиме. Температура газа, подаваемого в сосуд для удаления АА, особенно не лимитируется, но предпочтительно составляет от обычной температуры до 40°С и более предпочтительно является обычной температурой. Температура газа, покидающего сосуд для отдувки АА, будет примерно равна температуре таблеток, введенных в сосуд. Таким образом, если сфероиды введены при 100°С, температура газа на выходе будет примерно 100°С+/-20°С. Температура газа, покидающего сосуд, не должна превышать температуру, при которой происходит увеличение молекулярной массы сфероидов в твердом состоянии. Время контакта со сфероидами зависит от температуры газа и соотношения масса сфероидов/газ, но обычно время контакта находится в пределах от 1 до 24 час. Состав газа особенно не лимитируется и включает азот, диоксид углерода и обычный воздух. Газ не надо сушить, т.к. его функцией является не сушка таблеток, а удаление из них остаточного АА. При желании, однако, газ можно высушить.
Хотя можно удалять ацетальдегид с помощью газа также в сушилке перед подачей в экструдер для формования изделия, предпочтительно подавать в сушилку сфероиды полимера, уже содержащие 10 ч/млн или меньше остаточного ацетальдегида, чтобы уменьшить поток газа в сушилке и/или улучшить качество изделий, получаемых в экструдере. Более того, в способе удаления АА из сфероидов не нужен сухой газ, в то время как при сушке через сфероиды прокачивают поток сухого воздуха, во-первых, для уменьшения их влажности и, во-вторых, для удаления АА. Таким образом, в способе удаления АА можно и предпочтительно использовать обычный воздух.
Таким образом, в одном варианте сфероиды с It.V. по меньшей мере 0,72 дл/г и либо со степенью кристалличности в интервале от 20% до Tcmax, либо с точкой плавления в низкотемпературном пике в интервале 130-220°С, или с обоими этими параметрами подают в сосуд, предпочтительно через верхнюю часть сосуда, в виде горячих сфероидов (например, с температурой 100-180°С) для повышения эффективности удаления АА и формирования слоя таблеток, двигающихся под действием силы тяжести ко дну сосуда при противоточной циркуляции газа, например, обычного воздуха, в слое, причем указанный газ подают в сосуд при температуре от обычной до 180°С или от обычной до 40°С для уменьшения концентрации остаточного АА в сфероидах, подаваемых в сосуд. Сфероиды отбирают из сосуда спустя 5-30 час с помощью газа в противотоке. Хотя сосуд может находиться под давлением, предпочтительно, чтобы давления в нем не было, за исключением давления, создаваемого газовым потоком. Желательно, чтобы давление в сосуде составляло примерно 0-5 фунт/кв. дюйм или было обычным.
Газ можно подавать в сосуд с помощью любых традиционных средств, например воздуходувки, вентиляторов, насосов и т.п. Газ может течь в одном потоке с частицами, противотоком к ним или поперек потока. Предпочтительный ток газа через слой частиц - это противоток по отношению к потоку частиц. Газ можно подавать в любой нужной точке сосуда, эффективной в плане снижения концентрации ацетальдегида в частицах, подаваемых в сосуд. Предпочтительно, чтобы место подачи газа находилось в нижней половине слоя по высоте и более предпочтительно в нижней четверти высоты слоя. Газ протекает через по меньшей мере часть слоя частиц, предпочтительно через по меньшей мере 50 об.% слоя, более предпочтительно - через по меньшей мере 75% объема слоя частиц. Для использования в данном изобретении годится любой газ, например воздух, диоксид углерода и азот. Некоторые газы более предпочтительны, чем другие, из-за их доступности или низкой цены. Например, использование воздуха вместо азота привело бы к значительной экономии эксплуатационных затрат. Считалось, что газообразный азот необходим при работе с горячим потоком газа через слой частиц при температурах выше 180°С, например в кристаллизаторе, т.к. азот инертен в окислительных реакциях, которые могут протекать между многими полиэфирными полимерами и обычным кислородом и приводить к обесцвечиванию таблеток. Однако, если процесс проводить при низкой температуре с тем, чтобы температура выходящего из сосуда газа не преышала 190°С, то обецвечивание частиц будет минимальным. В одном варианте газ содержит менее 90 об.% азота, менее 85 об.% азота или менее 80 об.% азота. В другом варианте газ содержит кислород в количестве 17,5 об.% или больше. Предпочтительно использовать воздух обычного состава (состав воздуха на заводе, на котором находится сосуд) или воздух, который не разделен и не очищен. Желательно подавать обычный воздух через отверстие для подачи газа. Хотя воздух при желании можно высушить, в этом нет необходимости, т.к. целью является удаление ацетальдегида из частиц.
Пригоден любой сосуд для помещения частиц и пропускания газа и частиц в этот сосуд или из него. Например, предлагается сосуд, имеющий по меньшей мере вход для газа, вход для частиц полиэфирного полимера, выход для газа и выход для полученных частиц. Предпочтительно сосуд изолировать для сохранения тепла. Желательно, чтобы вход газа и выход полученных частиц были расположены ниже, чем выход газа и подача частиц, предпочтительно, чтобы выход газа и подача частиц были ближе к верхней части сосуда, подача газа и выход полученных частиц - ближе ко дну сосуда. Желательно подавать газ в слой внутри сосуда на высоте примерно 1/2 или 1/4 высоты слоя внутри сосуда. Частицы предпочтительно подавать в верхнюю часть сосуда и дать им двигаться под действием силы тяжести ко дну сосуда, а газ предпочтительно пускать противотоком к потоку частиц. Частицы накапливаются внутри сосуда с образованием слоя частиц, и частицы медленно опускаются под действием силы тяжести к выходу для полученных частиц на дне сосуда. Высота слоя не ограничивается, но предпочтительно, чтобы она была в основном постоянной в непрерывном способе и составляла по меньшей мере 75% высоты сосуда с частицами в зоне удаления АА. Предпочтительно, чтобы сосуд имел соотношение L/D по меньшей мере 2, по меньшей мере 4 или по меньшей мере 6. Хотя способ можно осуществить в периодическом или полупериодическом режиме, при котором частицы не двигаются, а поток газа можно пропускать через слой частиц в любом направлении, предпочтительно реализовать непрерывный способ, чтобы поток частиц, подаваемых в сосуд, непрерывно двигался от места подачи частиц к выходу полученных частиц.
Подходящей скоростью газового потока, подаваемого в сосуд и проходящего через по меньшей мере часть слоя частиц, является такая скорость, которая достаточна для уменьшения количества остаточного ацетальдегида на частицах, вводимых в сосуд. Например, подходят скорости газовых потоков по меньшей мере 0,0001 станд. куб. фут/мин (SCFM), или по меньшей мере 0,001 SCFM, или по меньшей мере 0,005 SCFM на один (1) фунт частиц, подаваемых в сосуд в час. Пригодны также высокие скорости потока, но они не являются необходимыми, и скорость потока газа следует поддерживать достаточно низкой во избежание лишних затрат энергии на газовые насосы, вентиляторы или воздуходувки. Более того, нежелательно слишком охлаждать или сушить частицы, поскольку реализация одной или обеих этих целей обычно требует использования высоких скоростей газового потока. Предпочтительно, чтобы скорость газового потока была не выше 0,15 SCFM или не выше 0,10 SCFM или не выше 0,05 SCFM, или даже не выше 0,01 SCFM на каждый один (1) фунт подаваемых частиц в час.
Альтернативно или дополнительно можно добавить в полиэфирный полимер ловушку для ацетальдегида ближе к концу плавления полимера или смешать высоковязкие (высокая IV) сфероиды с ловушкой. Вводить ловушку в расплав полимера следует по возможности позже, предпочтительно в конце заключительной стадии, т.е. близко к концу последней стадии в вакууме или более предпочтительно - после заключительной стадии. Специалистам известно компаундирование с образованием концентратов полимеров со сравнительно высокой концентрацией ловушек для ацетальдегида. Полимерные концентраты содержат по меньшей мере примерно 0,5 масс.% ловушек в полиэфире. Такие концентраты можно добавлять через экструдер или жидкие дисперсии указанных ловушек можно добавлять через насос в конце плавления полимера, пока полимер еще плавится. Альтернативно такие частицы полимерных концентратов можно смешивать со сфероидами полимеров при температурах, которые поддерживают оба типа частиц в твердой фазе. Смесь концентрата и сфероидов полимера затем можно подавать в экструдер, предпочтительно в экструдер, используемый для прессования пластиковых изделий, например заготовок для бутылок. В способе получения частиц полимера в расплаве можно совместить удаление ацетальдегида и установку ловушек для ацетальдегида, вводимых близко к самому концу или к выходу из процесса плавления. Частицы, покидающие зону удаления, можно смешать с частицами концентрата при температурах, при которых оба типа частиц остаются в твердом состоянии.
Примерами эффективных ловушек для ацетальдегида являются любые, известные специалистам, и, в частности, полиамиды с аминогруппами на концах и молекулярной массой менее 25000 г/моль, менее 20000 г/моль или менее 12000 г/моль и предпочтительно продукты реакции адипиновой кислоты с м-ксилилендиамином. Концевые группы этих полиамидов образуют «имины» с АА и связывают его с концами полиамидных цепей. Ловушки для ацетальдегида на основе полиамида с концевыми аминогруппами раскрыты в патентах США №№6444283 В1, 6239233, 5340884, 5266413 и 5258233 и включены сюда во всей полноте в качестве ссылки. Альтернативно можно использовать производные антраниламида, например, раскрытые в патентах США №№6762275 и 6274212 В1, включенные во всей полноте в качестве ссылки.
Сфероиды полиэфирного полимера с заданными свойствами можно подавать в экструдер, пригодный для изготовления сосудов или листового материала, после сушки с целью удаления влаги из сфероидов. Соответственно предлагается способ обработки расплава сфероидов полиэфирного полимера, включающий:
A) сушку сфероидов полиэфирного полимера в зоне сушки с образованием высушенных сфероидов;
B) введение высушенных сфероидов в зону плавления;
C) плавление сфероидов полиэфирного полимера в зоне обработки расплава и
D) формование изделия из расплава полимера,
в котором сфероиды полиэфирного полимера, введенные в зону сушки, имеют характеристики, приведенные выше.
Зона сушки представляет собой сушилку. Сушилки, подающие материал в зону обработки плавлением, уменьшают содержание влаги в сфероидах. Влага внутри или на поверхности сфероидов, подаваемых в камеру экструзии расплава, будет вызывать плавление с потерей избыточной It.V. при температурах расплава вследствие гидролиза сложноэфирных связей, что окажет отрицательное воздействие на характеристики потока расплава полимера и соотношение растяжения заготовок при выдувании бутылок. Поэтому перед экструзией сфероиды сушат в потоке горячего сухого газа при температуре 140°С или выше для удаления большей части влаги с поверхности и из объема частиц. Желательно сушить сфероиды при высоких температурах от 140°С или выше с тем, чтобы уменьшить время пребывания сфероидов в сушилке и увеличить производительность. В целом обычное время пребывания сфероидов в сушилке при обычных температурах (140-190°С) в среднем будет составлять от 0,75 час до 12 час.
Можно использовать любые традиционные сушилки. Сфероиды можно привести в контакт с током нагретого воздуха или инертного газа типа азота, с тем, чтобы повысить температуру сфероидов и удалить из них летучие соединения, а также можно перемешивать сфероиды с помощью роторных перемешивающих пластин или лопастей. Скорость потока инертного газа, если он используется, определяется балансом затрат энергии и времени пребывания сфероидов и предпочтительно должна быть такой, чтобы избежать образования кипящего слоя сфероидов. Подходящие скорости газового потока находятся в интервале от 0,05 до 100 SCFM на один фунт в час выгружаемых из сушилки сфероидов, предпочтительно от 0,2 до 5 SCFM на фунт/час сфероидов.
Сфероиды изобретения обладают более низкой тенденцией к агломерации в сушилке при температурах сушки, чем частицы традиционной геометрической формы, которые не были получены полимеризацией в твердом состоянии или обладали такими же характеристиками.
После сушки сфероиды подают в зону обработки расплава с образованием расплавленного полиэфирного полимера с последующим формованием изделия, например листового материала или прессованной формы. Можно использовать любую традиционную методику плавления сфероидов и формования изделий. Подходящие зоны обработки расплава включают экструдеры, снабженные барабаном, одним или более шнеками в барабане, мотором для вращения барабана, нагревательными элементами для обеспечения потока тепла через барабан к сфероидам и пуансон, через который продавливают расплавленный полимер. Пуансон может быть плоским, необязательно связанным с термообразующей пресс-формой. Другая зона обработки расплава представляет собой инжекционную формовочную машину, снабженную теми же элементами за исключением того, что вместо пуансона используют сопло, через которое полимер продавливается в литниковую систему, которая направляет полимер в одну или несколько литейных форм. Примером литейной формы служит пресс-форма для изготовления бутылки.
Для улучшения рабочих свойств полиэфирного полимера в зону обработки расплава и получения изделия или в способе получения полиэфирного полимера в расплаве в композицию настоящего изобретения можно вводить другие компоненты. Эти компоненты можно добавлять непосредственно в массу полиэфира в виде дисперсии в жидком носителе или добавлять к массе полиэфира в виде концентрата полиэфира, содержащего по меньшей мере примерно 0,5 масс.% компонента, включенного в массу полиэфира. Типы подходящих компонентов могут включать: затравки для кристаллизации, эффективные модификаторы, поверхностные смазки, стабилизаторы, реагенты, препятствующие слипанию частиц; антиоксиданты; реагенты, поглощающие ультрафиолет; дезактиваторы металлов, красители, зародыши; соединения, понижающие концентрацию ацетальдегида; соединения, повышающие скорость повторного нагрева; добавки, препятствующие прилипанию к бутылкам, например тальк; наполнители и т.д. Смола может также содержать небольшие количества разветвленных реагентов, например трифункциональные или тетрафункциональные сомономеры, такие как ангидрид тримеллитовой кислоты, триметиллолпропан, диангидрид пиромеллитовой кислоты, пентаэритрит и другие поликислоты или полиолы, образующие полиэфиры, известные специалистам. Все эти и многие другие добавки и их применение хорошо известны специалистам и не требуют подробного рассмотрения. В настоящей композиции можно использовать любые такие соединения.
В каждом из этих вариантов производимые изделия не ограничены и включают листовой материал и заготовки для бутылок. Заготовки для бутылок могут быть сформованы раздувом и вытяжкой в бутылки обычными способами. Таким образом, предлагается вариант бутылок, изготовленных из сфероидов настоящего изобретения или любыми способами изобретения либо изготовленных по любым традиционным методикам обработки расплава с использованием сфероидов настоящего изобретения.
Из сфероидов, полученных по способу данного изобретения, можно изготовить не только сосуды, но и другие изделия, например листовой материал, пленку, бутылки, поддоны, другую тару, стержни, трубки, колпачки, проволоку и волокна и другие литые изделия. Примерами типов бутылок, которые изготавливают из кристаллизованных сфероидов данного изобретения, являются получаемые из полиэтилентерефталата бутылки для напитков, пригодные для хранения воды или газированных напитков, и термостабильные бутылки для напитков, которые можно разливать в горячем виде.
Далее изобретение будет пояснено с помощью следующих неограничивающих иллюстративных примеров.
Примеры
Описанные здесь вещества были использованы в последующих примерах.
Полиэфирный полимер Voridian PET CB12 производится Eastman Chemical Company. Таблетки CB12 имеют близкую к цилиндрической форму и их получают резкой ленты полимера. Таблетки CB12 твердые и полукристаллические.
Таблетки UWC и UW АС получали в аппарате таблетирования под слоем воды из полиэфирного полимера Voridian PET CB12. Хотя It.V. этих таблеток не измеряли, полиэфир CB12, полученный таким образом, обычно имеет It.V. от 0,78 до 0,82 дл/г. Эти таблетки имеют форму сфероидов согласно определению, приведенному выше.
Таблетки UWC получали резкой смолы под слоем воды при температуре воды примерно 160°С с образованием полукристаллизованных таблеток. Время пребывания таблеток в герметичном кристаллизаторе с горячей водой составляло примерно 5 мин.
Таблетки UW АС готовили резкой смолы под слоем воды при температуре примерно 90°С, так что таблетки были аморфными. Затем их закристаллизовывали в небольшом лопастном кристаллизаторе периодического действия. Таблетки при комнатной температуре помещали в кристаллизатор, предварительно нагретый до 210°С. Средняя температура таблеток (измеренная ИК-пирометром типа «пистолет») составляла примерно 157°С через 30 мин и примерно 162°С через 35 мин. Затем таблетки выгружали в емкости и давали остыть естественным образом.
Полимер 16-3001 модифицирован 3,0 мол.% изофталевой кислоты и примерно 3,6 мол.% диэтиленгликоля. Его полимеризовали в расплаве до конечного значения It.V. примерно 0,82 и таблетировали резкой заготовок с образованием обычных почти цилиндрических таблеток. Таблетки закристаллизовывали непрерывным способом, пропуская через два горизонтальных удлиненных сосуда с рубашками, в которых перемешивание осуществляли с помощью продольного вала, снабженного радиально направленными лопастями. Обогревательную жидкость, циркулирующую в рубашке, поддерживали при температуре 180°С, так что таблетки на выходе из сосуда имели температуру примерно 165°С. Время пребывания полимера в сосудах составляло примерно 30 мин.
Полимер 12-3001 модифицирован 3,0 мол.% изофталевой кислоты и примерно 3,6 мол.% диэтиленгликоля. Его полимеризовали до конечного значения It.V. примерно 0,82 в расплаве и таблетировали путем резки заготовок с образованием обычных почти цилиндрических таблеток. Таблетки закристаллизовывали в периодической ротационной двухконусной сушилке путем нагревания полимера до 180°С и последующего охлаждения до обычной температуры.
В таблице 1 суммированы основные данные о сферических и цилиндрических таблетках, использованных в данной работе.
Таблетки RPU получали на установке Roll Processing Unit из полиэфирного полимера Voridian PET CB12. Таблетки RPU имели форму «плиток», и все использованные в данной работе таблетки имели номинальные латеральные размеры 3×3 мм и толщину 2,25-2,5 мм (0,090-0,100 дюйм). Таблетки RPU готовили на скорости примерно 325 фунт/час с заданной температурой каландра примерно 150°С.
В таблице 2 приведены основные данные о таблетках RPU, использованных в данной работе. Температуру слоя измеряли ИК-пирометром типа «пистолет», т.е. это была температура поверхности слоя. Величину It.V. таблеток RPU 150 и RPU 179 не измеряли, но (на основании многих измерений на других таблетках, полученных аналогичными способами сушки и экструзии) можно ожидать, что она составляла 0,79-0,81. Кристалличность определяли двумя способами - методом ДСК для первого нагрева при скорости 20°С/мин путем суммирования теплот плавления (в Дж/г) по всем пикам плавления за вычетом теплоты любых пиков кристаллизации после деления на 119 (теплота плавления в Дж/г 100% кристаллического PET).
Пример 1
Таблетки нагревали в бункере сушилки. Сушилка представляла собой блок из пяти бункеров, оборудованный одной сушильной установкой Conair с помощью замкнутой коллекторной системы. Обычно исследуемые таблетки помещают в бункер 1 (первый бункер в подающем коллекторе), контрольные таблетки помещали в бункер 3 и вентили подачи воздуха в бункеры 2, 4 и 5 закрывали. Эту процедуру повторяли во избежание слишком большого потока воздуха через бункер 1.
Фиг.1 иллюстрирует геометрию и размеры в дюймах бункера сушилки, используемой в опытах.
Основание бункера закрывали с помощью простого крана с выдвижным шибером. Для того чтобы полностью открыть выход из бункера, задвижку можно полностью выдвинуть. Предварительно сушилку осторожно нагревали до рабочей температуры перед загрузкой таблеток в бункер. В бункер 3 помещали примерно 20 фунтов (примерно 80% емкости бункера) контрольных таблеток (обычно СВ12), и близкое количество исследуемых таблеток помещали в бункер 1. В слой испытуемых таблеток вводили защищенную термопару таким образом, что ее конец был на несколько дюймов ниже поверхности слоя, и периодически регистрировали температуру.
Время пребывания таблеток в бункере 1 составляло обычно 3,0 час. Заслонку удаляли из запирающего крана, и если таблетки не выпадали свободно из бункера, по основанию бункера около шибера резко ударяли ребром заслонки, удерживая ее рукой. Такое «встряхивание» повторяли до тех пор пока таблетки не начинали выпадать, вплоть до 20 ударов. Если после этого слой таблеток оставался закупоренным, через открытый запорный кран в слой таблеток вставляли стержень. Обычно всегда бывало достаточно одного протыкания стержнем, чтобы вызвать быстрый поток таблеток и полностью опорожнить бункер; повторные удары или «разбивания» слоя никогда не требовались. Так бывало и тогда, когда поток таблеток вызывали с помощью встряхивания; как только начинался выход таблеток, весь слой таблеток свободно и быстро выпадал из бункера. Во всех случаях независимо от степени залипания в бункере, как только таблетки вытекали из бункера, между таблетками не наблюдалось остаточного слипания - не были отмечены сгустки таблеток, «дублеты» или «триплеты», а только ведро отдельных таблеток.
Проводили и анализировали репрезентативное сканирование первого нагрева методом ДСК. В основном не было найдено явной связи между температурой, при которой методом ДСК наблюдались переходы, и слипанием таблеток.
Данные ДСК для всех таблеток RPU, подаваемых в сушилку, были очень близки и характеризовались отклонением одной точки плавления от базовой линии при 195-200°С и пиком при 250-252°С. Данные ДСК для таблеток 16-3001 и таблеток UWC АС и UWC показали очевидную особенность, заключающуюся в отклонении низкотемпературного эндотермического пика плавления от базовой линии при примерно 160°С с центром при 181°С. Низкотемпературный эндотермический пик плавления имел максимум при 174°С, что указывало на температуру кристаллизации таблетки 155-160°С. Пик отклонился от базовой линии при 135-140°С, но после небольшой корректировки наклона базовой линии эта температура повысилась на 20-25°С.
Конечная температура таблеток в бункере составила 190°С. Через 30 мин температура была 180°С; через 45 мин - 187°С; через 60 мин - 188°С и через 90 мин и больше - 190°С. Температура таблетки близко подходила к равновесному значению примерно через 45 мин и точно достигала предельного значения примерно через 90 мин.
Результаты опытов по слипанию таблеток приведены в таблице 3. Как подробно показано выше, таблетки нагревали в бункере 1 в течение 3 час до указанной температуры, задвижку запирающего крана удаляли и запирающий кран у основания бункера резко ударяли ползуном в нужном месте, пока не начиналось выпадение таблеток. Если поток таблеток не начинал двигаться после 20 таких встряхиваний, опыт заканчивали и в методику испытаний включали «>20 встряхиваний».
Следует отметить, что обычные твердые таблетки СВ12, участвующие в опыте по слипанию, двигались свободно (для начала движения не требовалось встряхивания) при примерно 185°С - самой высокой температуре, которую можно достичь в сушилке.
Очевидно, что сфероидальные таблетки как UW АС, так и UWC значительно менее липкие при повышенной температуре, чем плиточные таблетки RPU или цилиндрические таблетки 16-3001. При примерно 175°С сфероидальные таблетки, полученные кристаллизацией как на воздухе, так и в воде, перемещались свободно, в то время как для таблеток всех других типов для инициирования движения требовалось по меньшей мере пять встряхиваний (данных недостаточно для того, чтобы с уверенностью утверждать это для таблеток RPU 150, но на основании имеющихся данных можно принять это с некоторой определенностью). Даже более разительные различия в слипании видны при 181-182°С, когда для инициирования движения обоих типов сферических таблеток необходимо только одно встряхивание (измерено для UWC, интерполировано между двумя точками для UW АС), причем таблетки RPU 166 требовали семь встряхиваний, а все другие типы таблеток требовали >20 встряхиваний. При 186°С таблетки UWC продолжали двигаться свободно после одного встряхивания, а таблетки UW АС двигались свободно после трех встряхиваний, в то время как все цилиндрические и плиточные таблетки оставались слипшимися и после 20 встряхиваний.
Таблетки 16-3001 были получены кристаллизацией при температуре и по методике, очень близкими к условиям получения таблеток UW АС, и оба типа таблеток имеют очень близкие составы и характеристическую вязкость.
Пример 2
В этой серии опытов анализировали угол естественного осыпания таблеток PET разной формы и морфологии. Угол естественного осыпания является мерой фрикционных свойств гранул и может быть связан с тенденцией таблеток к слипанию в сушилке. Более высокий угол осыпания означает, что таблетки с большей вероятностью слипаются в сушилке, в то время как меньший угол осыпания указывает на более свободно текущий материал.
На фиг.2 и 3 показаны устройства для определения угла естественного осыпания гранулированных веществ. Эти приспособления предназначены для работы в большой сушилке при повышенных температурах. Сушилка снабжена экраном для направления тока воздуха через указанные приспособления и эффективного нагревания таблеток.
Устройство для определения угла естественного осыпания гранулированных материалов через заслонку (фиг.2) представляет собой ящик, состоящий из основания 1 из проволочной сетки, двух фиксированных боковых стенок 3, фиксированной задней стенки 5 и вертикальной снимаемой стороны, или заслонки 7. Внутренние размеры ящика для определения угла естественного осыпания гранулированных материалов через заслонку составляют 5,75×5,75×8,00 дюймов. В начале испытания заслонку 7 удерживают на месте с помощью щеколды и заполняют ящик таблетками 9. В сушилке засекают на нулевое время. Спустя некоторое время сушилку открывают и измеряют температуру таблеток ИК-пирометром Raytek Raynger MX (модель #RAYMX4PCFU). Затем заслонку 7 медленно опускают веритикально до тех пор, пока верхний край заслонки 7 не окажется ниже основания 1, и заслонку 7 можно удалить. При опускании заслонки 7 несколько таблеток 9 выпадает из ящика. После прекращения потока таблеток 9 измеряют высоту Н слоя таблеток на задней стенке 5. Угол осыпания φ можно рассчитать по формуле: tanφ=H/D, где D представляет собой глубину слоя и соответствует горизонтальному измерению боковой стенки ящика 1.
Устройство для определения угла естественного осыпания гранулированных материалов в массе (фиг.3) представляет собой горизонтальную платформу внутри движущегося ящика. Ящик имеет четыре приваренные стороны 21 и дно из проволочной сетки. Внутренние размеры ящика для определения угла естественного осыпания гранулированных материалов в массе составляют 5,75×5,75×3,00 дюймов. Ящик устанавливают на подставку 23 с отверстиями для прохождения тока воздуха через таблетки 25. Подставка имеет опоры 31, натяжной шнек 33 и головку для установки высоты 35. Горизонтальный диск 22 с радиусом R=1,5 дюйм присоединяли к стационарному стержню 37. Стержень 37 проходил через отверстия в дне ящика и подставке 23. В начале испытания ящик поднимали таким образом, чтобы диск 22 касался дна ящика. Затем ящик заполняли таблетками 25. Сушилку устанавливали на нулевое время. Спустя некоторое время сушилку открывали и измеряли температуру таблеток ИК-пирометром Raytek Raynger MX (модель #RAYMX4PCFU). Затем ящик медленно опускали, поворачивая головку 35, пока верхушки стенок ящика 21 не окажутся ниже диска 22. Измеряли высоту Н кучки таблеток 25, остающихся на диске 22, и рассчитывали угол осыпания по формуле tanφ=H/R.
Поскольку угол естественного осыпания зависит от температуры, эти измерения проводят при нагревании внутри сушилки. Если таблеткам дать остыть, кучка таблеток в приспособлениях для тестирования будет осаживаться, что приведет к уменьшению измеряемого угла осыпания.
Время сушки составляло 3-8 час при температурах 165-185°С. Эти условия были выбраны с тем, чтобы приблизиться к рабочим условиям сушки, обычно применяемым в промышленности.
Результаты тестирования обоими способами представлены в таблицах 4 и 5. Реальная температура таблеток заметно менялась при заданной температуре сушилки. Изменения достигали 20°С, так что все данные надо анализировать, исходя из реальных температур. Во многих примерах для заданной температуры сушилки с увеличением времени пребывания в сушилке наблюдался сдвиг к более высоким реальным температурам таблеток. Температуры таблеток в методе заслонки были примерно на 10°С выше, чем в методе испытания в массе. В целом данные показывают, что реальная температура таблеток сильнее влияет на угол осыпания, чем время пребывания в сушилке.
Тест методом заслонки неизменно дает более высокие углы естественного осыпания. В то время как разница в температурах может частично объяснить эти различия, температурный интервал в 20°С, наблюдаемый в каждом методе тестирования при установленной методике эксперимента, дает меньшее различие, чем разница температур в 10°С между двумя методами тестирования. Таким образом, можно сделать вывод, что геометрия метода тестирования оказывает значительное влияние на результаты.
Хотя температура и время оказывают эффект на угол осыпания, но влияние геометрии таблеток и их морфологии является более существенным. На фиг.4 приведено сравнение углов естественного осыпания для пяти веществ, полученных методом заслонки. Данные по пяти пунктам для каждого вещества представляют все изученные комбинации времени/температуры. Во всем интервале времен сушки и температур у сфероидальных веществ UWC оказался значительно больший угол осыпания, чем у других веществ цилиндрической или плиточной формы. Из этих данных следует, что геометрия частиц является более важным фактором для понижения угла естественного осыпания, чем морфология вещества.
На фиг.5 показан аналогичный анализ для испытаний в массе. Данные по пяти пунктам для каждого вещества представляют все изученные комбинации времени/температуры. В этом примере у сфероидальных веществ UWC оказался значительно больший угол осыпания, чем у других веществ цилиндрической или плиточной формы. Из этих данных следует, что геометрия частиц является более важным фактором для уменьшения угла осыпания, чем морфология вещества.
Из рассмотрения обоих тестов на угол естественного осыпания следует, что у сфероидальных таблеток UWC наблюдается самый низкий угол осыпания. Из различий в результатах тестов с заслонкой и в массе трудно обнаружить заметную зависимость от времени прогрева для таблеток с одной и той же геометрией и очень близкими составами (16-3001, 12-3001 и СВ12). В начале опытов рассматривалась гипотеза, согласно которой кристаллизация во время прогревания и/или пребывания в твердом состоянии уменьшает количество аморфного вещества, которое может участвовать во взаимодействии таблеток при температурах сушки и, таким образом, прогрев привел бы к уменьшенным углам осыпания. Хотя некоторое указание на это дает метод тестирования в массе, но влияние геометрии таблеток гораздо сильнее.
Моделирование данных по углу осыпания из опытов при повышенных температурах не дает заметных эффектов помимо различения материалов. При включении в моделирование угла осыпания при комнатной температуре отмечалось значительное влияние температуры и природы вещества с доверительным интервалом 95%, в то время как время сушки не было решающим параметром.
Из этого примера можно сделать следующие выводы:
a) Сферические таблетки UWC обладают заметно пониженным углом осыпания по сравнению с другими изученными таблетками. Предположено, что геометрия таблетки является основным фактором, ответственным за этот результат.
b) Время сушки, по-видимому, не оказывает заметного влияния на угол естественного осыпания за исключением сушки при самых высоких температурах и в течение длительного времени.
c) Во всем температурном интервале, который обычно используется, угол естественного осыпания очень слабо зависит от температуры и значительно сильнее зависит от формы таблетки.
Таким образом, предлагаются сфероидальные таблетки с углом осыпания меньше 34,0° или меньше 32,0° либо 31,0° либо меньше или 30,0° или меньше, определенным с помощью теста с заслонкой при реальной температуре таблетки 165°С спустя 5 час.
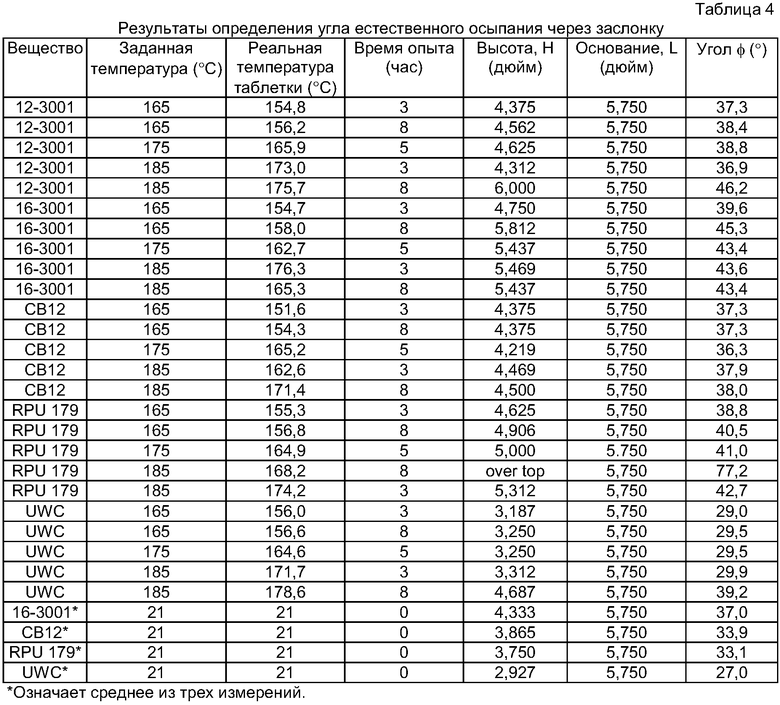
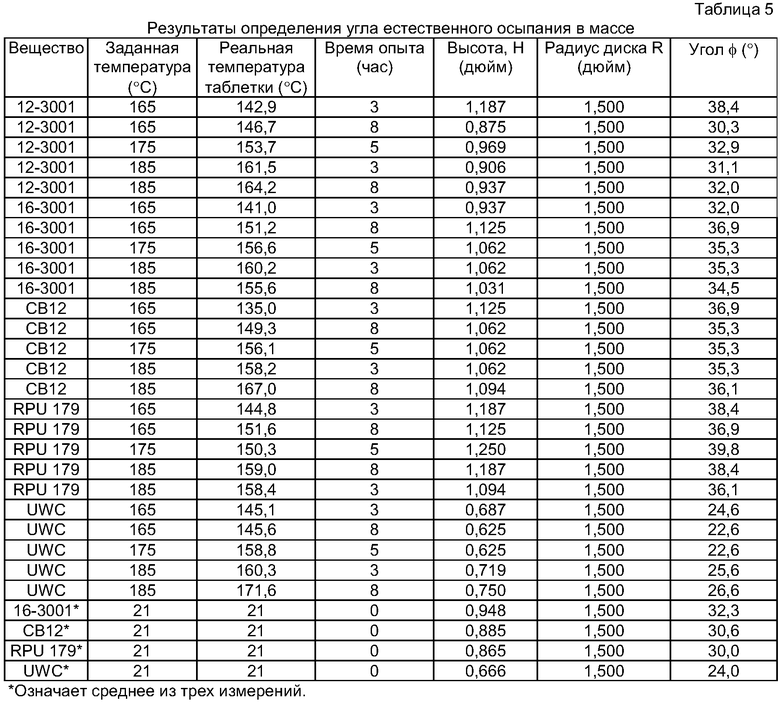
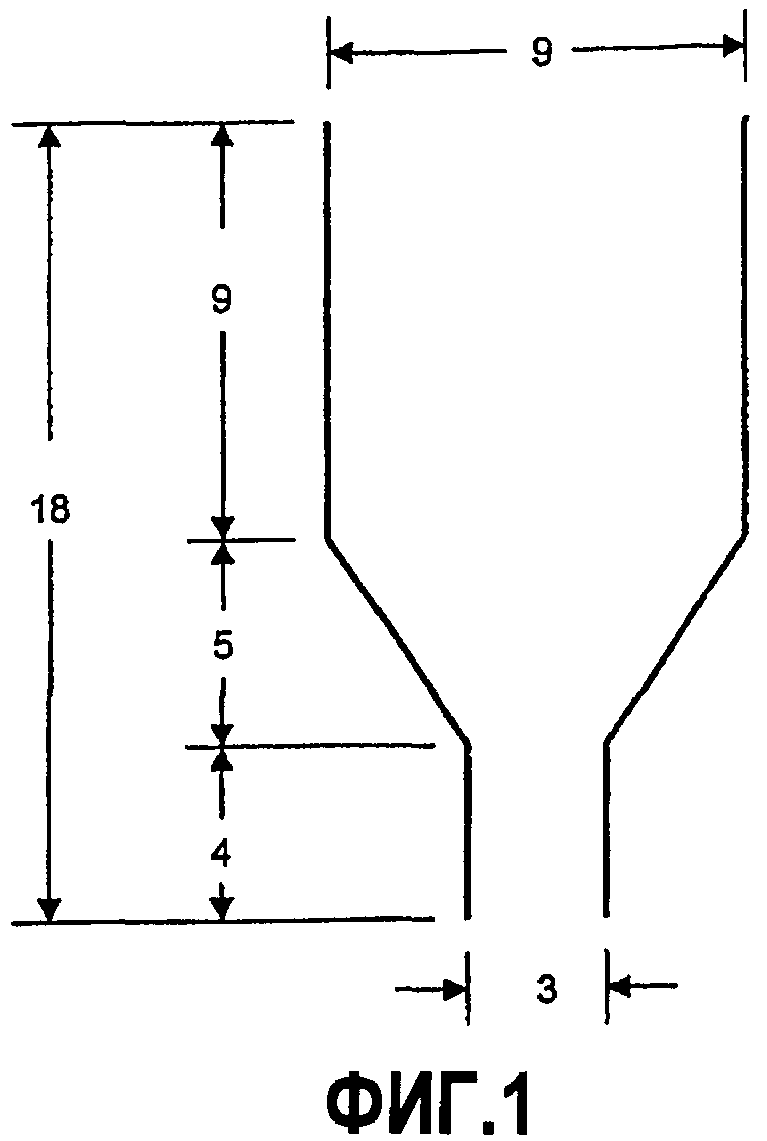
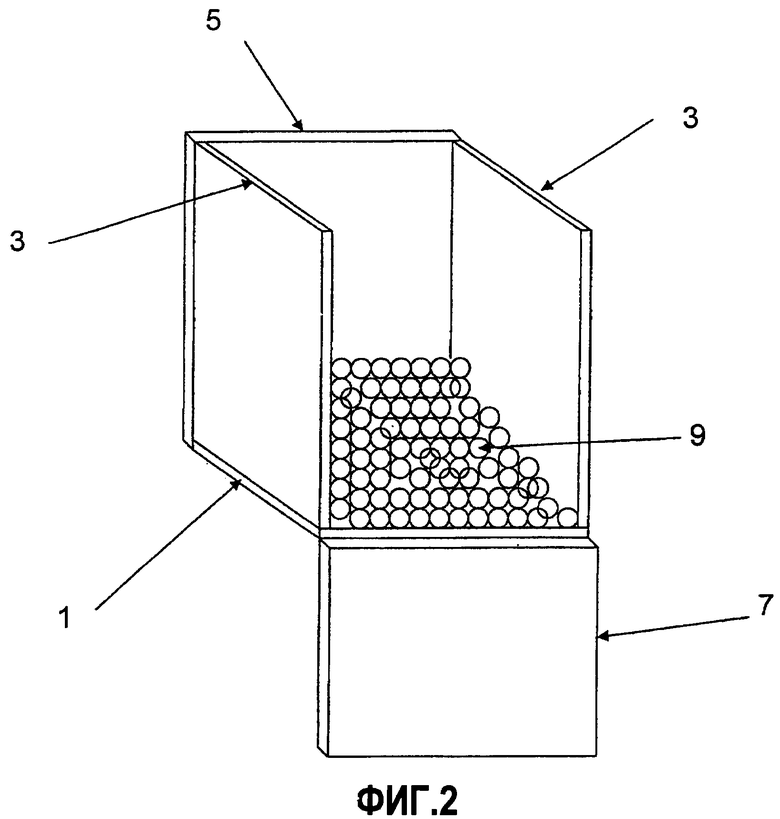
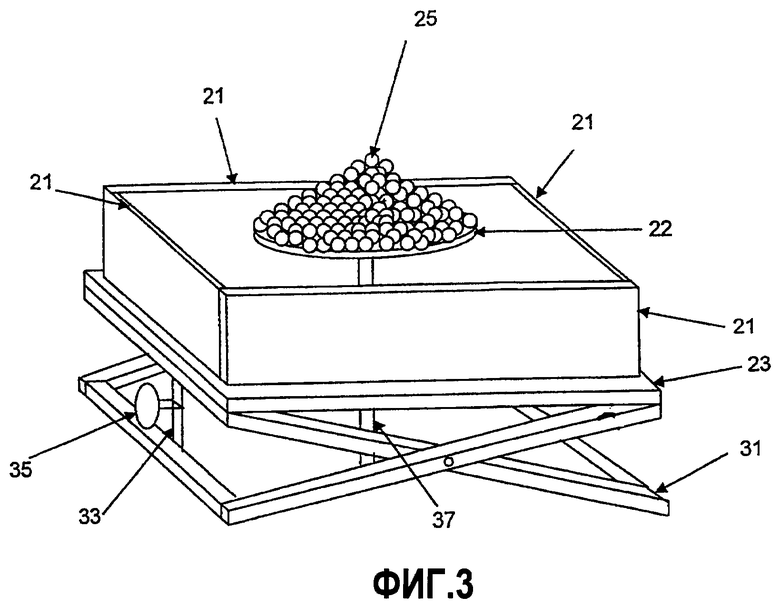
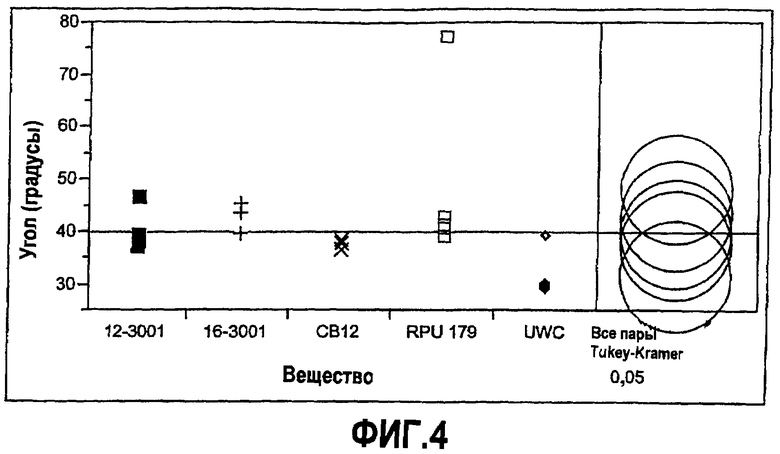
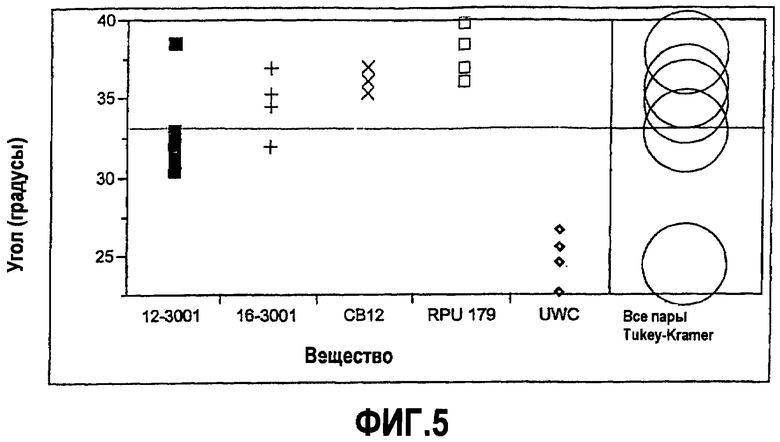
Изобретение относится к сфероидальным частицам полиэфирного полимера и получаемым из них изделий. Частицы характеризуются величиной характеристической вязкости It.V., по меньшей мере, 0,72 дл/г и/или, по меньшей мере, двумя пиками плавления, и/или низкой степенью кристалличности в интервале, по меньшей мере, 20% и максимальной степенью кристалличности Tcmax и необязательно, но предпочтительно, содержат 10 ч/млн или меньше остаточного ацетальдегида. Сфероидальные частицы сушат, плавят и формуют из них изделия. Обеспечивается минимальная степень слипания частиц в сушилке. 9 н. и 34 з.п. ф-лы, 5 ил., 5 табл.
1. Массив сфероидов полиэфирного полимера с характеристиками:
A) средняя характеристическая вязкость It.V. по меньшей мере 0,72 дл/г и либо
B) точки плавления, характеризующиеся:
a) по меньшей мере двумя пиками плавления, причем один из указанных по меньшей мере двух пиков плавления при первом сканировании является точкой плавления в низкотемпературном пике ДСК с температурой пика в интервале 140-220°С и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г, или
b) одной или более точками плавления, которые при первом сканировании при нагреве дают кривую ДСК, отклоняющуюся от базовой линии в эндотермическом направлении при температуре, меньшей или равной 200°С, либо
C) низкая степень кристалличности в интервале по меньшей мере 20% и максимальная степень кристалличности Tcmax, определяемая уравнением:
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот в полиэфирном полимере, и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличными от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами; или оба В) и С).
2. Массив по п.1, в котором массив содержит по меньшей мере 75% первичного полиэфирного полимера.
3. Массив по п.2, в котором массив содержит остаточный ацетальдегид в количестве 10 ч./млн или меньше.
4. Массив по п.1, в котором сфероиды имеют угол естественного осыпания меньше 34,0° по данным определения через заслонку при реальной температуре сфероидов 165°С спустя 5 ч.
5. Массив по п.4, в котором угол естественного осыпания меньше 32°.
6. Массив по п.5, в котором угол естественного осыпания меньше 31°.
7. Массив по п.1, в котором сфероиды имеют распределение округлости и показатель распределения меньше 1,4.
8. Массив по п.5, в котором показатель распределения округлости равен 1,2 или меньше.
9. Массив по п.1, в котором сфероиды характеризуются обоими параметрами В) и С).
10. Массив по п.1, в котором сфероиды полиэфирных полимеров содержат:
(a) карбоксилатный компонент, содержащий по меньшей мере 80 мол.% остатков терефталевой кислоты или производных терефталевой кислоты, или их смесей, и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 80 мол.% остатков этиленгликоля,
в расчете на 100 мол.% остатков карбоксилатного компонента и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
11. Массив по п.10, в котором сфероиды полиэфирных полимеров содержат:
(a) карбоксилатный компонент, содержащий по меньшей мере 90 мол.% остатков терефталевой кислоты и/или производных терефталевой кислоты, и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 90 мол.% остатков этиленгликоля, в расчете на 100 мол.% остатков карбоксилатного компонента и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
12. Массив по п.1, для которого низкотемпературный пик, отвечающий точке плавления сфероидов, находится в интервале 160-210°С, степень кристалличности - в интервале 25-45%, числовая средняя масса сфероидов по меньшей мере 1,0 г на 100 частиц и не более 100 г на 100 частиц и концентрация остаточного ацетальдегида 7 ч./млн или меньше.
13. Массив по п.12, в котором сфероиды имеют характеристическую вязкость It.V. от 0,75 дл/г до примерно 1,1 дл/г и содержат 2 ч./млн или меньше остаточного ацетальдегида.
14. Массив по п.1, для которого низкотемпературный пик, отвечающий точке плавления сфероидов, имеет плечо.
15. Массив по п.1, в котором характеристическая вязкость It.V. сфероидов находится в интервале от 0,78 дл/г до 1,1 дл/г.
16. Массив по п.1, в котором характеристическая вязкость It.V. сфероидов находится в интервале от 0,81 дл/г до 1,2 дл/г.
17. Массив по п.1, в котором сфероиды содержатся в контейнере для перевозок и сфероиды не получены полимеризацией в твердой фазе.
18. Массив по п.1, в котором сфероиды получены резкой полиэфирного полимера под слоем воды.
19. Массив по п.1, в котором сфероиды имеют степень кристалличности в результате термической кристаллизации сфероидов в жидкой среде, содержащей воду, при температуре выше Tg полиэфирного полимера.
20. Способ формования изделия полиэфирного полимера, включающий
А) сушку сфероидов полиэфирных полимеров в зоне сушки для получения высушенных сфероидов, где указанные высушиваемые сфероиды полиэфирных полимеров представляют собой, по меньшей мере, на 75% первичный полиэфирный полимер, и имеют значение средней характеристической вязкости It.V. по меньшей мере 0,72 дл/г,
B) введение высушенных сфероидов в зону обработки плавлением,
C) плавление сфероидов полиэфирных полимеров в зоне обработки плавлением и
D) формование изделия из расплавленного полимера,
причем сфероиды полиэфирных полимеров, введенные в зону сушки, не получены полимеризацией в твердой фазе.
21. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, содержат остаточный ацетальдегид в количестве 10 ч/млн или меньше.
22. Способ по п.20, в котором сфероиды имеют степень кристалличности 25-45%.
23. Способ по п.20, в котором сфероиды имеют одну или более точек плавления, характеризующихся:
a) по меньшей мере двумя пиками плавления, причем один из указанных по меньшей мере двух пиков плавления при первом сканировании нагрева является низкотемпературным пиком ДСК, отвечающим точке плавления, с температурой пика в интервале 140-220°С, и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г, или
b) одной или более точками плавления, которые при первом сканировании нагрева дают кривую ДСК нагрева, отклоняющуюся от базовой линии в эндотермическом направлении при температуре, меньшей или равной 200°С.
24. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, имеют
A) среднюю характеристическую вязкость It.V. по меньшей мере 0,72 дл/г
и либо
B) точки плавления, характеризующиеся:
(i) по меньшей мере двумя пиками плавления, причем один из указанных по меньшей мере двух пиков плавления при первом сканировании нагрева является низкотемпературным пиком ДСК, отвечающим точке плавления, с температурой пика в интервале 140-220°С и абсолютная величина площади эндотермического пика плавления равна по меньшей мере 1 Дж/г, или
(ii) одной или более точками плавления, которые при первом сканировании нагрева дают кривую ДСК нагрева, отклоняющуюся от базовой линии в эндотермическом направлении при температуре, меньшей или равной 200°С,
или
C) низкую степень кристалличности в интервале по меньшей мере 20% и максимальную степень кристалличности Tcmax, определяемую уравнением:
Tcmax=50%-СА-ОН,
где СА представляет собой общий мольный процент всех остатков карбоновых кислот, отличных от остатков терефталевой кислоты, в расчете на 100 мол.% остатков карбоновых кислот в полиэфирном полимере, и ОН представляет собой общий мольный процент остатков соединений с гидроксильными функциональными группами, отличных от остатков этиленгликоля, в расчете на 100 мол.% остатков соединений с гидроксильными функциональными группами; и
D) 10 ч./млн или меньше остаточного ацетальдегида.
25. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, имеют угол естественного осыпания меньше 34,0° по данным определения через заслонку при реальной температуре сфероидов 165°С спустя 5 ч.
26. Способ по п.25, в котором угол естественного осыпания меньше 32°.
27. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, имеют распределение округлости и показатель распределения меньше 1,4.
28. Способ по п.20, в котором показатель равен 1,2 или меньше.
29. Способ по п.20, в котором сфероиды полиэфирных полимеров, подаваемые в зону сушки, содержат
(a) карбоксилатный компонент, содержащий по меньшей мере 80 мол.% остатков терефталевой кислоты или производных терефталевой кислоты, или их смесей, и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 80 мол.% остатков этиленгликоля,
в расчете на 100 мол.% остатков гидроксилсодержащего компонента и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
30. Способ по п.20, в котором сфероиды полиэфирных полимеров, подаваемые в зону сушки, содержат
(a) карбоксилатный компонент, содержащий по меньшей мере 90 мол.% остатков терефталевой кислоты и/или производных терефталевой кислоты, и
(b) гидроксилсодержащий компонент, в состав которого входит по меньшей мере 90 мол.% остатков этиленгликоля,
в расчете на 100 мол.% остатков карбоксилатного компонента кислоты и 100 мол.% остатков гидроксилсодержащего компонента в полиэфирном полимере.
31. Способ по п.20, в котором низкотемпературный пик, отвечающий точке плавления подаваемых в зону сушки сфероидов, находится в интервале 160-210°С, степень кристалличности в интервале 25-45%, числовая средняя масса сфероидов по меньшей мере 1,0 г на 100 частиц и не больше 100 г на 100 частиц и остаточный ацетальдегид составляет 7 ч./млн или меньше.
32. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, имеют характеристическую вязкость It.V. в интервале от 0,78 дл/г до 1,1 дл/г.
33. Способ по п.20, в котором сфероиды, подаваемые в зону сушки, получают резкой полиэфирного полимера под слоем воды.
34. Способ по п.20, в котором сфероиды имеют степень кристалличности в результате термической кристаллизации сфероидов в жидкой среде, содержащей воду, при температуре выше Tg полиэфирного полимера.
35. Способ по п.20, в котором изделие представляет собой листовой материал.
36. Способ по п.24, в котором изделие представляет собой листовой материал.
37. Заготовка, полученная способом по п.20.
38. Бутылка, сформованная раздувом с вытяжкой, полученная по способу п.20.
39. Заготовка, полученная способом по п.24.
40. Бутылка, сформованная раздувом с вытяжкой, полученная по способу п.24.
41. Заготовка, полученная из массива по п.1.
42. Бутылка, сформованная раздувом с вытяжкой, полученная из массива по п.1.
43. Листовой материал, полученный из массива по п.1.
| КОНДЕНСАЦИОННЫЕ СОПОЛИМЕРЫ, ПОГЛОЩАЮЩИЕ КИСЛОРОД, ДЛЯ ИЗГОТОВЛЕНИЯ БУТЫЛОК И УПАКОВОК | 1997 |
|
RU2182157C2 |
| Способ измерения скорости нормальных волн в акустических волноводах и устройство для его осуществления | 1976 |
|
SU661326A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОГО МАТЕРИАЛА, ПОЛИЭТИЛЕНТЕРЕФТАЛАТНЫЙ МАТЕРИАЛ И ПЛАСТИКОВАЯ ЛЕНТА НА ОСНОВЕ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОГО МАТЕРИАЛА | 1998 |
|
RU2151154C1 |
| ПОЛИЭФИРНЫЙ КОНТЕЙНЕР (ВАРИАНТЫ) И ЗАГОТОВКА ДЛЯ ЕГО ФОРМОВАНИЯ | 1997 |
|
RU2209163C2 |
| US 5540868 A, 30.07.1996. | |||

