Изобретение относится к уплотнительной технике и может быть использовано, в частности, для обеспечения герметичности фланцевых соединений на объектах магистральных нефтетрубопроводов и газотрубопроводов, в химической и целлюлозно-бумажной промышленности, в энергетическом и транспортном машиностроении.
Известно уплотнение для соединений, находящихся под высокой температурой [DE 10209538 А1, опубл. 31.10.2002 г.], содержащее основное уплотнительное тело, которое образовано путем заполнения теплостойким наполнителем, состоящим из диатомита, впадин упрочненной части, выполненной в виде металлической сетки. Уплотнение содержит также покрытие, которое выполнено из теплостойкого антифрикционного материала, составленного из смеси нитрида бора и смолы политетрафторэтилена с целью покрытия поверхности уплотнительного тела. Поскольку диатомит - слабо цементируемая осадочная горная порода, то его соединение с ячейками металлической сеткой трудно осуществимо. Поэтому требуется введение каких-либо связующих веществ, обеспечивающих сцепление диатомита с ячейками металлической сетки и сцепление фракций диатомита между собой. В результате основное уплотняющее тело будет представлять неупругое тело, что скажется на уплотняющих свойствах прокладки.
Известно уплотнительное приспособление [WO 3054427 А1, опубл. 03.07.2003 г.], выполненное в виде кольцевого элемента из упруго деформируемого материала, поверхность которого покрыта защитной пленкой из материала, содержащего 50% или более акрилонитрила. Акрилонитрил (полиакрилонитрил) обладает малой эластичностью, низкой морозостойкостью, поэтому его применение в качестве уплотнения ограничено. Необходимо также отметить его невысокие диэлектрические свойства.
Известно уплотнительное приспособление [WO 3016756 А2, опубл. 27.02.2003 г.], имеющего первую секцию из упруго деформируемого материала и вторую секцию из непроницаемого для паров топлива материала. Первая и вторая секции этого приспособления скреплены механическим соединителем или с применением связующего вещества. Наличие механического соединителя усложняет конструкцию уплотнительного приспособления, а применение связующего вещества, безусловно, окажет влияние на уплотняющие свойства приспособления.
Известна многослойная плоская уплотнительная прокладка [US 6565099 В А, опубл. 20.05.2003 г.], имеющая центральный элемент, выполненный из полимерного или эластичного армированного нитями волокна материала, способного выдерживать температуры до 150°С. Наружные поверхности этого элемента полностью закрыты оболочкой из органического воздухонепроницаемого полимерного материала. Известная прокладка обладает низкой термостойкостью.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является плоская уплотнительная прокладка (JP 710334 А, опубл. 18.04.1995.), содержащая кольцевой упругий элемент и плакирующую оболочку из фторополимерного материала. Плакирующая оболочка, охватывающая кольцевой упругий элемент, отформована таким образом, что она закрывает его противоположные плоские поверхности и внутреннюю кромку. Наружная кромка перекрывается усами, являющимися продолжением плакирующей оболочки.
В известной плоской уплотнительной прокладке плакирующая оболочка изготавливается под определенный размер кольцевого упругого элемента. Таким образом, требуется своя форма для изготовления плакирующей оболочки для каждого размера кольцевого упругого элемента, что значительно сужает номенклатуру размеров уплотнительной прокладки. Кроме того, при сжатии такой прокладки ее усы плакирующей оболочки могут разойтись, тем самым, создавая возможность контакта уплотняемой среды с материалом кольцевого уплотнительного элемента, что может послужить причиной его разрушения. Кроме того, кольцевой упругий элемент выполнен из материала, обладающего малой жесткостью, в силу чего имеются ограничения по диаметральным размерам плоской уплотнительной прокладки.
Наиболее близким по своей технической сущности по отношению к заявляемому способу изготовления плоской уплотнительной прокладки является способ изготовления плоской уплотнительной прокладки [RU 2309313, опубл. 27.10.2007], который предусматривает образование ленты слоистой структуры плакированной пористым политетрафторэтиленом, формирование профильных углублений на плакированной ленте, навивку пространственной спирали до необходимого числа витков и прессование витков спирали до сцепления, контактирующих между собой витков спирали пористым политетрафторэтиленом.
Известный способ предусматривает изготовление плоской уплотнительной прокладки из сцепленных между собой кольцевых упругих элементов, выполненных в виде витков ленты слоистой структуры плакированной пористым политетрафторэтиленом, в силу чего такая уплотнительная прокладка обладает малой прочностью, требует осторожного обращения при сборке фланцевого соединения, диапазон размеров такой уплотнительной прокладки значительно сужен, что обусловлено применением ленты слоистой структуры для изготовления кольцевого упругого элемента.
Наиболее близким по своей технической сущности по отношению к заявляемому устройству является устройство для изготовления ленточного уплотнения [RU 2165045, опубл. 10.04.2001], содержащее основание и установленный на основании механизм для обжима с приводом и рабочим органом. Механизм для обжима содержит корпус, два параллельные вала, кинематически связанные между собой с выступающими за пределы корпуса концами валов, с установленным на них рабочим органом в виде обжимающих втулок, одна из которых - цилиндрическая, а другая - коническая, средство перемещения ленты вдоль обжимающих втулок.
Известное устройство предназначено для изготовления ленточного уплотнения и не может быть применено для изготовления заявляемой плоской уплотнительной прокладки.
Технический результат, достигаемый заявляемым изобретением, заключается в упрощении изготовления плоской уплотнительной прокладки, в расширении ее номенклатуры и в повышении надежности.
Технический результат достигается тем, что в плоской уплотнительной прокладке, содержащей кольцевой упругий элемент и плакирующую оболочку из фторополимерного материала, согласно изобретению кольцевой упругий элемент выполнен либо из паронита, либо из армированного расширенного графита, а плакирующая оболочка выполнена из ленты пористого политетрафторэтилена, навитой вокруг упругого кольцевого элемента.
Технический результат достигается тем, что плакирующая оболочка выполнена многослойной, а слои витков пористого политетрафторэтилена скреплены между собой за счет обжатия упругого кольцевого элемента.
Технический результат достигается тем, что в способе изготовления плоской уплотнительной прокладки, заключающемся в изготовлении кольцевого упругого элемента плакированного фторополимерным материалом, согласно изобретению плакированию подвергают равномерно вращающийся кольцевой упругий элемент путем его многослойной обвивки лентой пористого политетрафторэтилена при ее натяжении с частичным перекрытием каждого предшествующего витка, при этом одновременно с плакированием осуществляют обжим плакированного кольцевого упругого элемента до соединения витков ленты пористого политетрафторэтилена между собой, а равномерное вращение кольцевого упругого элемента осуществляют за счет вышеуказанного обжима.
Технический результат достигается тем, что в устройстве для изготовления плоской уплотнительной прокладки, содержащей основание и установленный на основании механизм для обжима с приводом и рабочим органом, согласно изобретению устройство для изготовления плоской уплотнительной прокладки дополнительно снабжено средством для обвивки кольцевого упругого элемента лентой пористого политетрафторэтилена, установленным на основании, и двумя парами направляющих роликов, размещенных на вышеуказанном основании, при этом одна пара роликов установлена перед рабочим органом механизма для обжима, а вторая пара роликов установлена за средством для обвивки кольцевого упругого элемента.
Согласно изобретению армирующий элемент может быть выполнен из металлической фольги, в том числе нержавеющей стали.
Целесообразно толщину армирующей металлической фольги выполнить в пределах 0,1-1 мм.
Согласно изобретению армирующий элемент может быть выполнен из органического материала, в частности арамида, полиэтилена, полипропилена или нейлона.
Согласно изобретению армирующий элемент может быть выполнен из неорганического материала, в частности стекловолокна или трикотажного полотна из керамических, кварцевых или углеродных волокон.
Согласно изобретению в заявленном способе изготовления плоской уплотнительной прокладки плакирующую оболочку кольцевого упругого элемента выполняют из ленты политетрафторэтилена с пористостью 50-70%.
Согласно изобретению в заявленном способе изготовления плоской уплотнительной прокладки плакирующую оболочку кольцевого упругого элемента выполняют из лент политетрафторэтилена разной пористостью: со стороны упругого кольцевого элемента слой политетрафторэтилена выполняют с пористостью 30-40%, а наружный слой - с пористость 50-70%.
Целесообразно толщину лент пористого политетрафторэтилена выбрать в пределах 0,045-0,25 мм.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки механизм для обжима выполнен в виде корпуса, установленного на вышеуказанном основании с возможностью поворота на ограниченный угол, расположенных в корпусе двух параллельных валов, кинематически связанных между собой и с приводом вращения, с выступающими за пределы корпуса концами, и рабочего органа в виде пары гладких цилиндрических втулок, зафиксированных на вышеуказанных концах.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки один из вышеуказанных валов установлен с возможностью вертикального перемещения относительно другого вала.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки каждая пара направляющих роликов, состоящая из наружного и внутреннего роликов, размещена на соответствующих пластинах, зафиксированных на вышеуказанном основании, при этом наружные ролики установлены с возможностью индивидуального настроечного перемещения, а внутренние ролики установлены с возможностью перемещения в пазу своей пластины и с помощью шарнирно-рычажного механизма связаны между собой и с приводом их ручного перемещения.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки каждый внутренний ролик подпружинен относительно своей пластины.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки все ролики выполнены из установленной с возможностью вращения первой реборды, второй реборды, установленной с возможностью ее перемещения по первой реборде, и комплекта мерных шайб, размещенного на первой реборде для регулируемой установки второй реборды на первой.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки средство для обвивки кольцевого упругого элемента лентой пористого политетрафторэтилена выполнено в виде вращающегося коромысла вокруг неподвижной ступицы, зафиксированной на вышеуказанном основании, причем вращающееся коромысло образовано первым зубчатым колесом с диаметрально расположенными на нем бобиной с лентой пористого политетрафторэтилена и противовесом, при этом первое зубчатое колесо сцеплено с зубчатым колесом привода вращения коромысла, при этом первое зубчатое колесо и ступица имеют совместный паз, расположенный в плоскости, проходящей через реборды вышеуказанных направляющих роликов.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки ширина паза первого зубчатого колеса меньше линии зацепления первого зубчатого колеса с зубчатым колесом привода вращения коромысла.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки паз несколько больше максимального расстояния между ребордами вышеуказанных направляющих роликов.
Согласно изобретению в заявленном устройстве для изготовления плоской уплотнительной прокладки бобина с лентой пористого политетрафторэтилена расположена под углом к оси вращения первого зубчатого колеса и установлена с возможностью ограниченного изменения угла наклона относительно этой оси.
Отличительная особенность заявляемой плоской уплотнительной прокладки состоит в том, что кольцевой упругий элемент выполнен либо из паронита, либо из армированногорасширенного графита, что позволяет снять ограничения по размерам кольцевого упругого элемента и, как следствие, по размерам плоской уплотнительной прокладки. Плакирование кольцевого элемента полосами пористого политетрафторэтилена с натяжением по спирали, осуществленное с частичным перекрытием каждого предшествующего витка спирали, позволяет исключить контакт уплотняемой среды с материалом кольцевого упругого элемента, т.е. исключает возможность его разрушения от воздействия на него уплотняемой среды. Заявляемая конструкция плоской уплотнительной прокладки позволяет изготовить ее простым способом практически любых размеров, расширяя тем самым диапазон ее применения.
Эти и другие особенности заявляемого изобретения будут приведены ниже со ссылками на прилагаемые чертежи, на которых изображены:
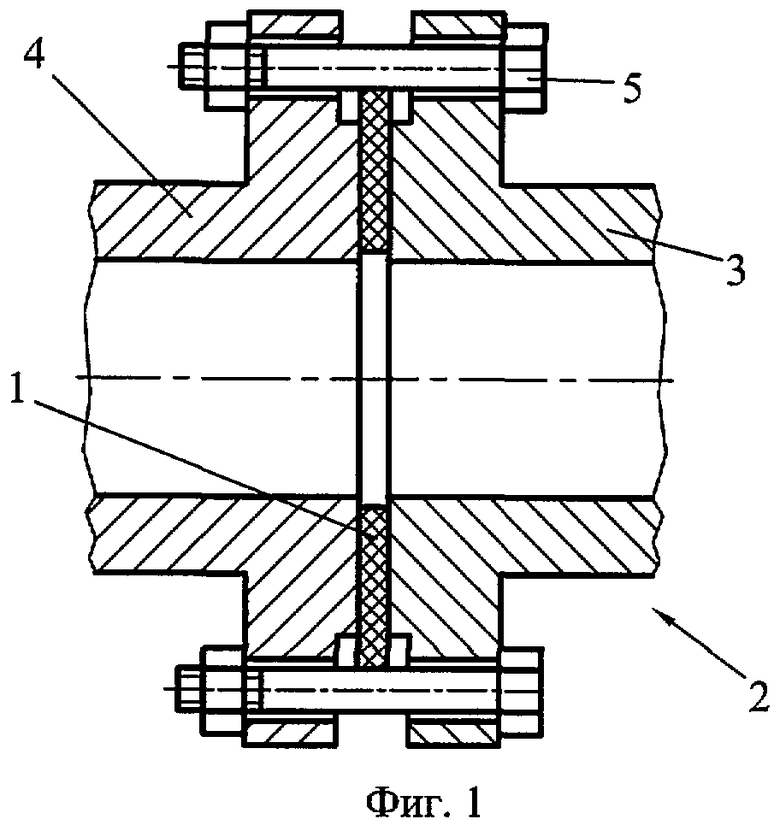
фиг.1 - фланцевое соединение с плоской уплотнительной прокладкой;
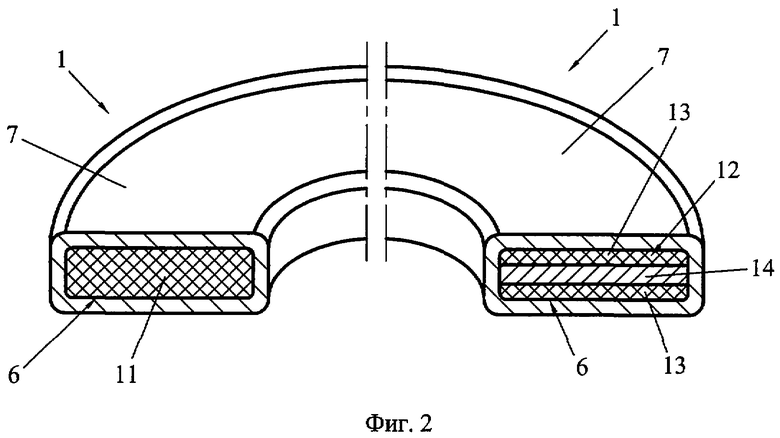
фиг.2 - частичный разрез плоской уплотнительной прокладки с однослойным плакированием;
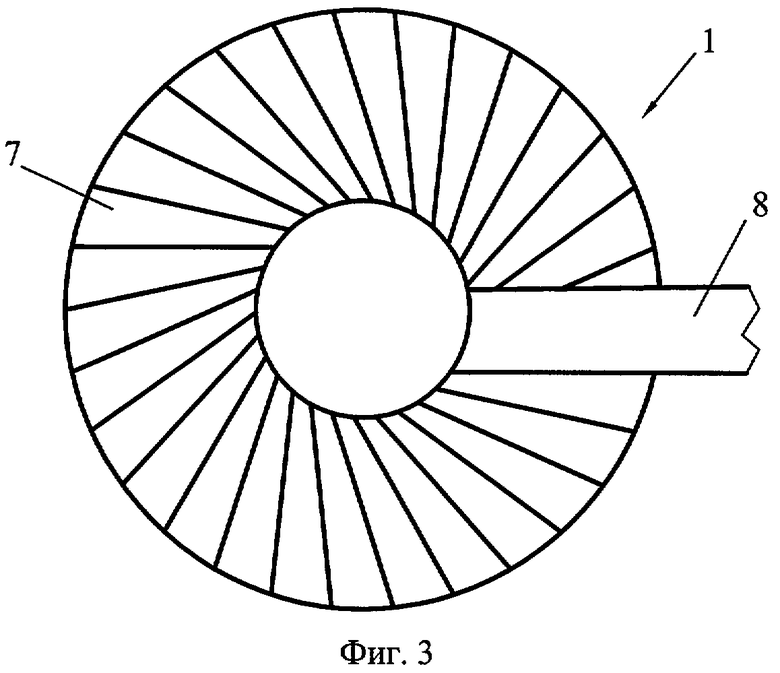
фиг.3 - плакирование кольцевого упругого элемента лентой пористого политетрафторэтилена;
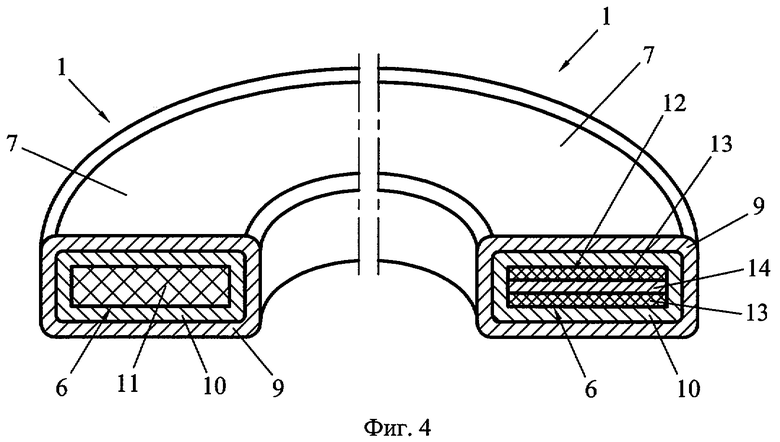
фиг.4 - частичный разрез плоской уплотнительной прокладки с двухслойным плакированием;
фиг.5 - вид в плане устройства для изготовления плоской уплотнительной прокладки;
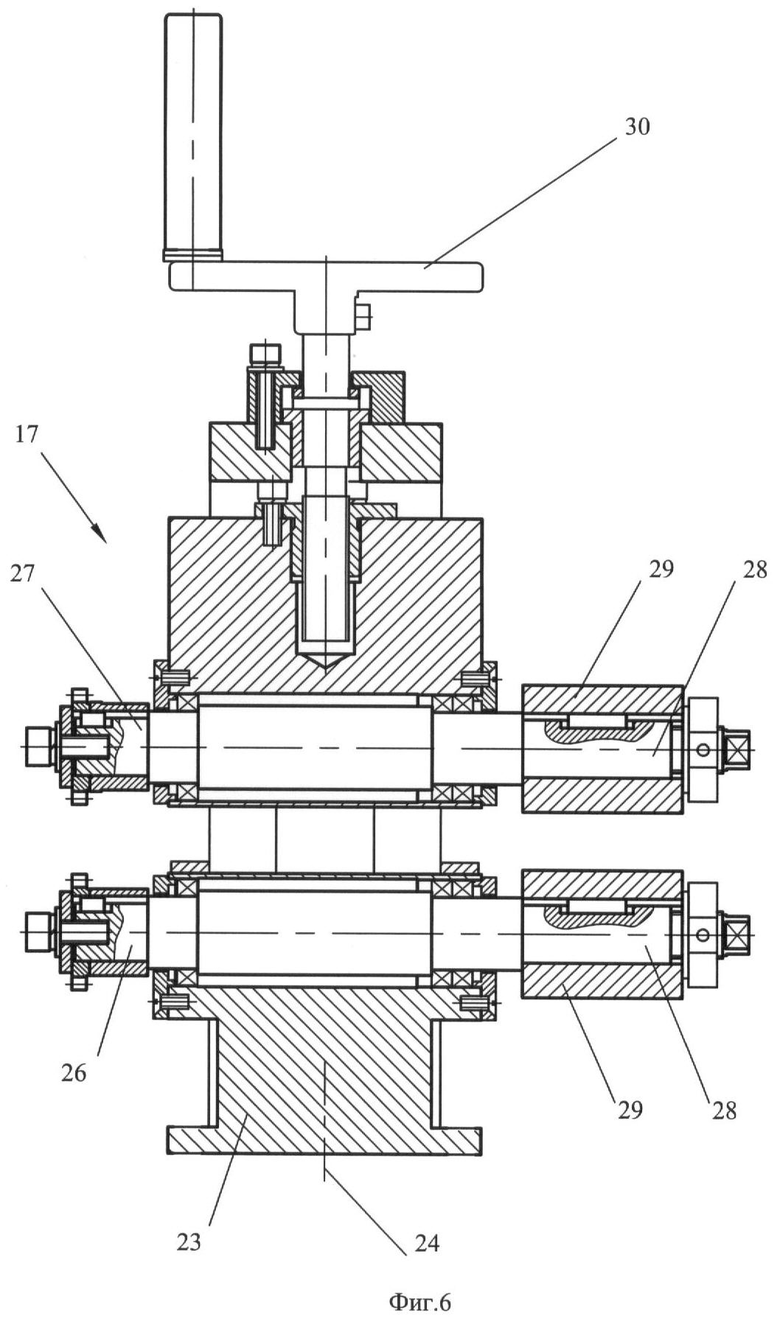
фиг.6 - механизм обжима в разрезе;
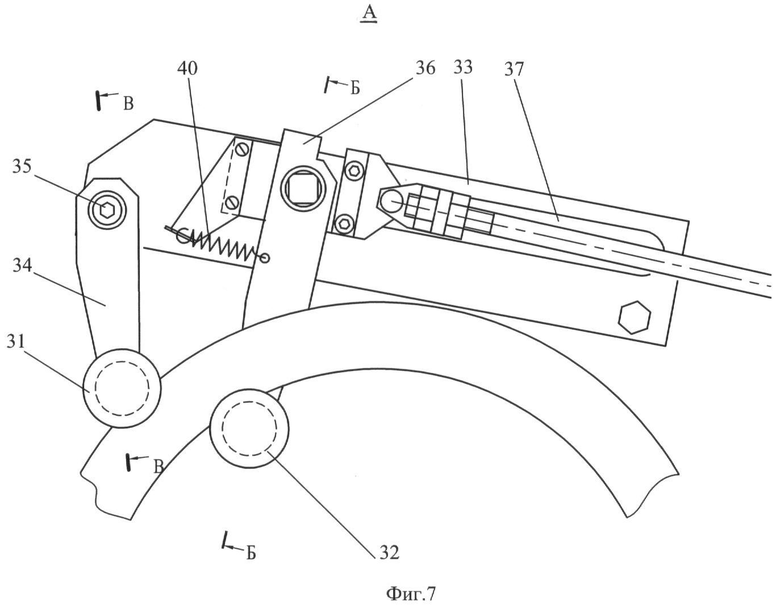
фиг.7 - вид А (фиг.3);
фиг.8 - Б-Б, фиг.7 (внутренний направляющий ролик в разрезе);
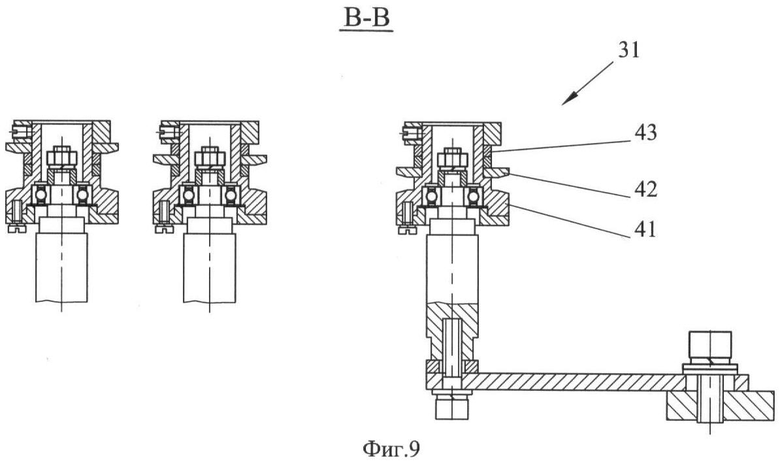
фиг.9 - В-В, фиг.7 (наружный направляющий ролик в разрезе);
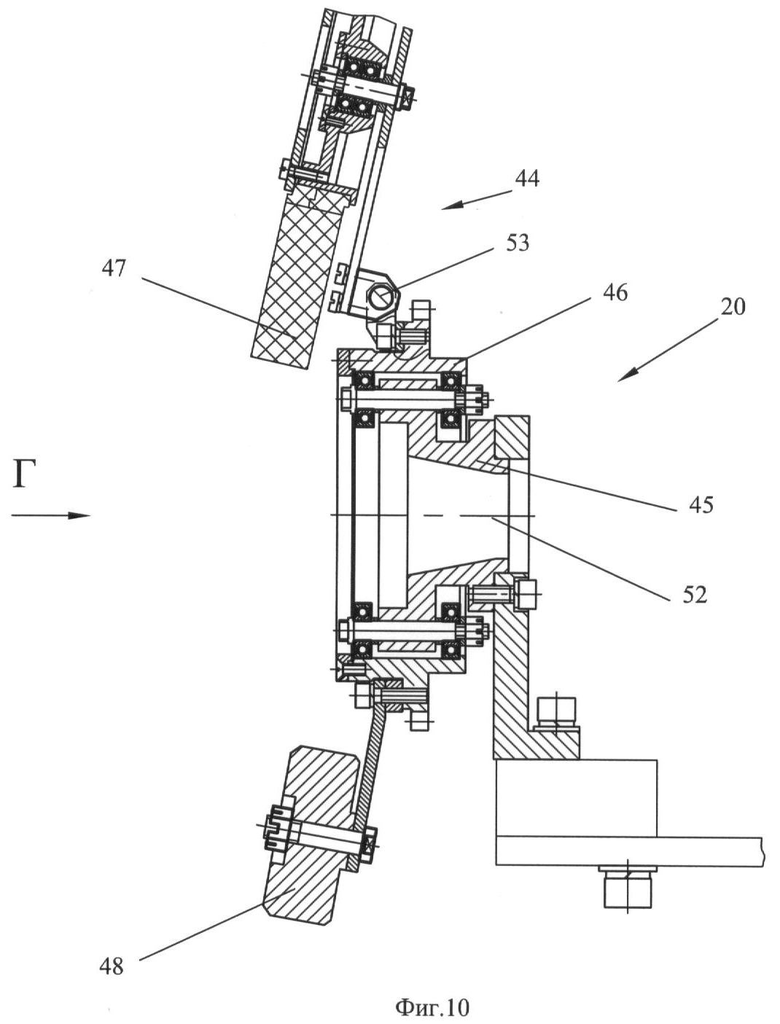
фиг.10 - средство для обвивки в разрезе;
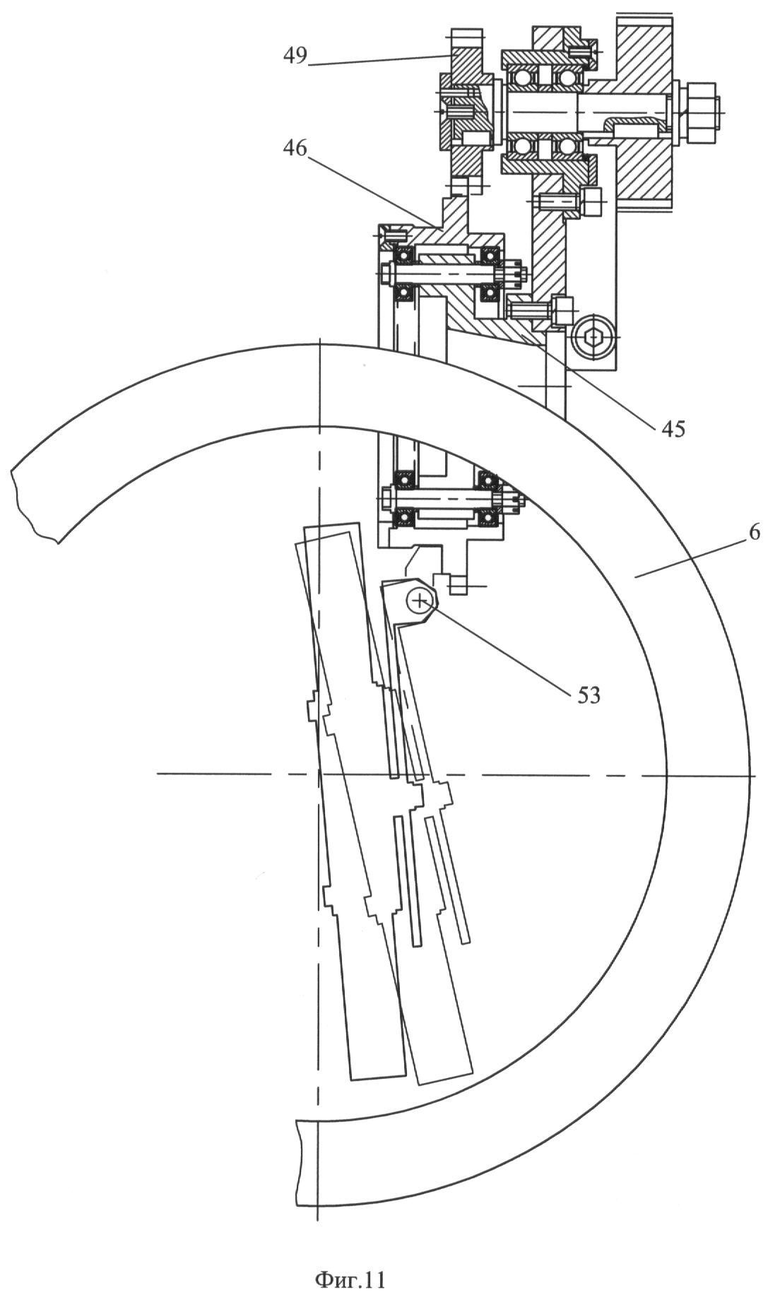
фиг.11 - средство для обвивки с бобиной внутри кольцевого упругого элемента;
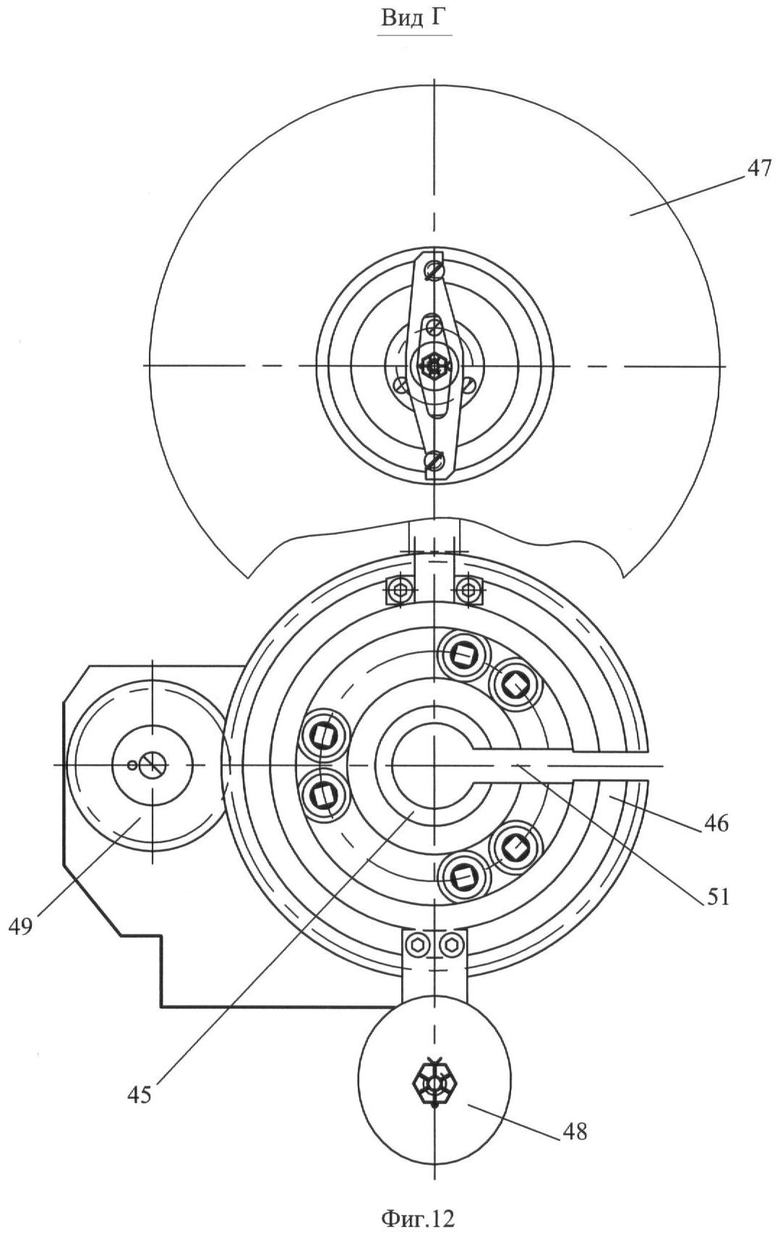
фиг.12 - вид по стр.Г (фиг.10).
Заявляемая плоская уплотнительная прокладка 1, предназначенная для уплотнения фланцевого соединения 2 (фиг.1), устанавливается между двумя фланцами 3 и 4 соединения 2 с крепежными элементами 5. Крепежные элементы 5 могут быть выполнены в виде болтовых пар, шпилечных пар или в виде накидных болтов, шарнирно установленных на одном из фланцев соединения 2. Уплотнительная прокладка 1 (фиг.2) состоит из кольцевого упругого элемента 6 и плакирующей оболочки 7, выполненной из ленты 8 (фиг.3) пористого политетрафторэтилена, навитой вокруг кольцевого упругого элемента 6. Плакирующая оболочка кольцевого упругого элемента 6 может быть выполнена только из политетрафторэтилена с пористостью 50-70% (фиг.2). Она также может быть выполнена из двух слоев политетрафторэтилена разной пористости (фиг.4), при этом наружный слой 9 политетрафторэтилена имеет пористость 50-70%, а внутренний слой 10 политетрафторэтилена, со стороны расширенного графита, имеет пористость 30-40%.
Один слой политетрафторэтилен пористостью 50-70% позволяет получить плоскую уплотнительную прокладку монолитной конструкции за счет соединения витков пористого политетрафторэтилена между собой. Однако в этом случае не исключен контакт уплотняемой среды с материалом кольцевого упругого элемента из-за высокой пористости. Один слой политетрафторэтилен пористостью 30-40% при трехслойной намотке исключает контакт уплотняемой среды с материалом кольцевого упругого элемента, но не обеспечивает сцепление витков пористого политетрафторэтилена между собой. Двухслойное плакирование политетрафторэтиленом заявляемой пористости позволяет исключить контакт уплотняемой среды с материалом кольцевого упругого элемента, т.е. исключает возможность его разрушения от воздействия на него уплотняемой среды, а с другой стороны, позволяет получить плоскую уплотнительную прокладку монолитной конструкции за счет соединения витков политетрафторэтилена между собой без применения дополнительных средств. Применение для внутреннего слоя плакирующей оболочки политетрафторэтилен меньше заявляемой пористости исключает возможность получения качественной обмотки на кольцевом упругом элементе в силу жесткости такого политетрафторэтилена.
Выбор числа слоев намотки в основном зависит от агрессивности среды и ее параметров. Чем агрессивнее среда и чем выше ее параметры, тем большее количество слоев пористого политетрафторэтилена должно быть навито на кольцевой упругий элемент. Практические испытания показали, что увеличивать количество слоев пористого политетрафторэтилена выше верхнего предела нецелесообразно, поскольку это не приводит к увеличению надежности плоской уплотнительной прокладки.
Толщину плакирующей ленты пористого политетрафторэтилена целесообразно выбирать в пределах 0,045-0,25 мм. Выбор толщины в основном определяется размерами будущей плоской уплотнительной прокладки. С увеличением ее размеров целесообразно применять более широкую полосу политетрафторэтилена, поскольку это ускоряет и упрощает процесс намотки.
Кольцевой упругий элемент 6 может быть выполнен либо из паронита 11 (фиг.2, 4, слева), либо из армированного расширенного графита 12 (фиг.2 и 4, справа), который образован двумя слоями расширенного графита 13 и расположенного между ними армирующего элемента 14, который для уплотнительных прокладок может быть выполнен из нержавеющей стали толщиной 0,1-0,2 мм, например, в виде известного металлического перфорированного каркаса с двухсторонним расположением заусенцев перфораций, обеспечивающих крепление слоев расширенного графита и перфорированного каркаса, либо может быть выполнен в виде гладкого кольца, к которому с двух сторон приклеивают расширенный графит. Армирующий элемент может быть также выполнен либо из органического материала, в частности арамида, полиэтилена, полипропилена или нейлона, либо из неорганического материала, в частности стекловолокна или трикотажного полотна из керамических, кварцевых или углеродных волокон, либо из металла, в том числе нержавеющей стали толщиной до 1 мм. Выбор вида материала армирующего элемента расширенного графита и его параметры определяются условиями эксплуатации плоской уплотнительной прокладки и экономической целесообразностью применения того или иного вида материала армирующего элемента.
Устройство 15 для изготовления плоской уплотнительной прокладки 1 (фиг.5) содержит основание 16 и установленные на основании механизм для обжима 17 с приводом 18 и рабочим органом 19, средство обвивки 20 кольцевого упругого элемента 6 лентой 8 пористого политетрафторэтилена и две пары направляющих роликов 21 и 22, при этом одна пара направляющих роликов 21 установлена перед рабочим органом 19, а вторая пара направляющих роликов 22 установлена за средством обвивки 20 кольцевого упругого элемента 6. Механизм для обжима 17 (фиг.6) выполнен в виде корпуса 23, установленного на основании 16 с возможностью поворота на оси 24 на ограниченный угол с помощью средства 25 (фиг.5). В корпусе 23 расположены два параллельных вала 26 и 27, кинематически связанных между собой и с приводом 18 любым известным способом. Валы 26 и 27 имеют выступающие за пределы корпуса 23 концы 28. На концах 28 расположен рабочий орган 19 в виде пары гладких цилиндрических втулок 29, зафиксированных на концах 28 (фиг.6). Вал 27 установлен с возможностью вертикального перемещения относительно вала 26 с помощью винтового механизма 30 без нарушения кинематической связи между валами 26 и 27 и приводом 18.
Каждая пара направляющих роликов 21 и 22 (фиг.7) состоит из наружного 31 и внутреннего 32 роликов, размещенных на соответствующих пластинах 33, зафиксированных на основании 16. Наружные ролики 31 установлены на рычагах 34 (фиг.7) с возможностью индивидуального настроечного перемещения относительно кольцевого упругого элемента и фиксации рычага 34 на пластине 33 крепежным средством 35. Внутренние ролики 32 установлены на рычагах 36 с возможностью перемещения в пазах 37 своей пластины 33 и с помощью шарнирно-рычажного механизма 38 (фиг.5) связаны между собой и с приводом 39 их ручного перемещения. Каждый внутренний ролик 32 подпружинен пружиной 40 относительно своей пластины, что упрощает их настроечное перемещение относительно кольцевого упругого элемента 6. Все ролики 31 и 32 (фиг.8 и 9) выполнены из установленной с возможностью вращения первой реборды 41, второй реборды 42, установленной с возможностью ее перемещения по первой реборде, и комплекта мерных шайб 43, размещенного на первой реборде 41 для регулируемой установки второй реборды на первой.
Средство обвивки 20 (фиг.10 и 11) кольцевого упругого элемента 6 в виде вращающегося коромысла 44 вокруг неподвижной ступицы 45, зафиксированной на основании 16 устройства для изготовления плоской уплотнительной прокладки. Вращающееся коромысло 44 образовано зубчатым колесом 46 с диаметрально расположенными на нем бобиной 47 с лентой 8 пористого политетрафторэтилена и противовесом 48, при этом зубчатое колесо 46 коромысла сцеплено с зубчатым колесом 49 привода 50 (фиг.5) вращения коромысла 44. Зубчатое колесо 46 коромысла и ступица 45 имеют совместный паз 51 (фиг.12), расположенный в плоскости, проходящей через реборды 41 и 42 направляющих роликов 31и 32. Ширина паза 51 зубчатого колеса 46 меньше линии зацепления зубчатого колеса 46 с зубчатым колесом 49 привода 50 вращения коромысла 44 и несколько больше максимального расстояния между ребордами 41 и 42 направляющих роликов 21 и 22. Бобина 47 с лентой 8 пористого политетрафторэтилена расположена под углом к оси 52 вращения зубчатого колеса 46 коромысла 44 и установлена с возможностью изменения угла наклона относительно этой оси путем поворота и фиксации шарнирного соединения 53 (фиг.10) с зубчатым колесом 46 коромысла 44.
Изготовление плоской уплотнительной прокладки осуществляют следующим образом. Кольцевой упругий элемент 6 заводят в паз 51 и устанавливают на основании 16 и в зависимости от его размеров осуществляют следующие настройки. Устанавливают ширину между ребордами 41 и 42 направляющих роликов 21 и 22 с помощью комплекта мерных шайб 43, как это показано на фиг.9, в зависимости от толщины изготовляемой плоской уплотнительной прокладки. Затем осуществляют настроечное перемещение наружных роликов 31 до их контакта с наружной поверхностью кольцевого упругого элемента 6, для чего отпускают крепежные средства 35, перемещают рычаги 34 относительно пластин 33 и осуществляют зажим крепежных средств 35. Затем осуществляют настроечное перемещение внутренних роликов 32. Для этого с помощью привода ручного перемещения 39 шарнирно-рычажным механизмом 38 перемещают рычаги 36 в пазах 37. Наличие пружин 40 обеспечивает постоянный контакт роликов 32 с внутренней поверхностью кольцевого упругого элемента 6 при обвивке его лентой пористого политетрафторэтилена. Осуществляют настройку средства для обвивки 20. Для этого поворачивают бобину 47 с лентой 8 пористого политетрафторэтилена на требуемый угол, определяемый диаметром плоской уплотнительной прокладки 1, путем ослабления и последующей фиксации шарнирного соединения 53. Затем осуществляют попорот с последующей фиксацией корпуса 23 механизма обжима 17 на основании 16. После этого осуществляют перемещение подвижного вала 27 относительно неподвижного вала 26 механизма 17 обжима с обеспечением напряженного контакта цилиндрических втулок 29 рабочего органа 19 механизма обжима 17 с кольцевым упругим элементом 6.
Обвивка кольцевого упругого элемента 6 осуществляется в следующей последовательности. Вручную осуществляют навивку нескольких витков на кольцевой упругий элемент 6 ленты 8 пористого политетрафторэтилена. Затем устраняют провисание ленты 8 путем поворота коромысла 44. После этого включают привод 18 механизма обжима 17 и привод 50 средства обвивки 20. За счет наличия напряженного контакта первой пары роликов 21 с кольцевым упругим элементом осуществляется его круговая подача с одновременной многослойной обвивкой лентой 8 пористого политетрафторэтилена с частичным перекрытием каждого предшествующего витка ленты 8. При достижении частично обмотанного участка кольцевого упругого элемента 6 лентой пористого политетрафторэтилена рабочего органа 19 механизма обжима 17 цилиндрические втулки 29 рабочего органа осуществляют сдавливание обмотанного участка кольцевого упругого элемента. После нанесения одного слоя ленты пористого политетрафторэтилена на кольцевой упругий элемент осуществляют смещение подвижного вала 27 механизма обжима 17 на величину толщины ленты 8 с обеспечением настроечного напряженного контакта цилиндрических втулок 29 рабочего органа 19 механизма обжима 17 с кольцевым упругим элементом 6. Вышеописанный способ плакирования кольцевого упругого элемента 6 выполняют из политетрафторэтилена с пористостью 50-70%. При указанной пористости политетрафторэтилена происходит плотное соединение перекрываемых участков ленты 8 между собой за счет частичного выдавливания воздуха из пор ленты при воздействии на нее втулок рабочего органа. В результате в месте контакта перекрываемых участков ленты 8 между собой наблюдается некоторое разряжение воздуха, которое обеспечивает плотное соединение витков ленты между собой. Одновременно происходит выглаживание витков ленты 8 в поперечном направлении за счет ее высокой податливости в поперечном направлении, что приводит практически к полному исчезновению следов кромки витка ленты на торцевой поверхности плоской уплотнительной прокладки.
Плакирование политетрафторэтиленом с пористостью 50-70% не исключает контакт уплотняемой среды с материалом кольцевого упругого элемента, что может привести к его разрушению. Поэтому для исключения этого явления осуществляют плакирующую оболочку кольцевого упругого элемента, выполняют из пористого политетрафторэтилена разной пористостью: со стороны кольцевого упругого элемента слой политетрафторэтилена выполняют с пористостью 30-40%, а наружный слой - с пористость 50-70%. Для этого сначала на средстве обмотки сначала устанавливают бобину с лентой 8 с пористостью 30-40%, а после трехслойной обмотки бобину с лентой с пористостью 30-40% заменяют на бобину с лентой с пористостью 50-70%. Такое плакирование позволяет исключить контакт уплотняемой среды с материалом кольцевого упругого элемента, т.е. исключает возможность его разрушения от воздействия на него уплотняемой среды, а с другой стороны, позволяет получить плоскую уплотнительную прокладку монолитной конструкции за счет соединения витков политетрафторэтилена между собой без применения дополнительных средств.
Выполнение кольцевого упругого элемента из паронита позволяет снизить стоимость плоской уплотнительной прокладки. Применение армированного расширенного графита увеличивает стоимость плоской уплотнительной прокладки, но это увеличение стоимости уплотнительной прокладки себя полностью оправдывает для обеспечения герметичности фланцевых соединений на объектах магистральных нефти и газотрубопроводов, в химической, целлюлозно-бумажной промышленности и в энергетике. Заявляемые способ изготовления плоской уплотнительной прокладки и устройство для ее изготовления позволяют изготовить плоскую уплотнительную прокладку практически любых размеров для герметизации любых рабочих сред. Настройка элементов устройства для изготовления плоской уплотнительной прокладки не может вызвать затруднений и не требует сверхвысокой квалификации обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2344324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ГЕРМЕТИЗАЦИИ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2008 |
|
RU2371620C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ГЕРМЕТИЗАЦИИ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2007 |
|
RU2382263C2 |
| ФЛАНЦЕВАЯ МЕТАЛЛИЧЕСКАЯ ПРОКЛАДКА | 2013 |
|
RU2554128C1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ДЛЯ САЛЬНИКА | 2008 |
|
RU2372538C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 2008 |
|
RU2357146C1 |
| УПЛОТНИТЕЛЬНАЯ НАБИВКА | 2012 |
|
RU2491464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ, ПРОКЛАДКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2008 |
|
RU2389926C1 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |


Изобретение относится к уплотнительной технике. Плоская уплотнительная прокладка содержит кольцевой упругий элемент, выполненный либо из паронита, либо из армированного расширенного графита, и плакирующую оболочку, выполненную из ленты пористого политетрафторэтилена, навитой вокруг кольцевого упругого элемента. Способ изготовления плоской уплотнительной прокладки заключается в том, что плакированию подвергают равномерно вращающийся кольцевой упругий элемент путем его многослойной обвивки лентой пористого политетрафторэтилена при ее натяжении с частичным перекрытием каждого предшествующего витка. Одновременно с плакированием осуществляют обжим плакированного кольцевого упругого элемента до соединения витков ленты пористого политетрафторэтилена между собой, а равномерное вращение кольцевого упругого элемента осуществляют за счет вышеуказанного обжима. Устройство для изготовления плоской уплотнительной прокладки содержит основание и установленный на основании механизм для обжима с приводом и рабочим органом, средство для обвивки кольцевого упругого элемента лентой пористого политетрафторэтилена. Изобретение повышает надежность уплотнения. 3 н. и 17 з.п. ф-лы, 12 ил.
1. Плоская уплотнительная прокладка, содержащая кольцевой упругий элемент и плакирующую оболочку из политетрафторэтилена, отличающаяся тем, что кольцевой упругий элемент выполнен либо из паронита, либо из армированного расширенного графита, а плакирующая оболочка выполнена из ленты пористого политетрафторэтилена, навитой вокруг кольцевого упругого элемента.
2. Плоская уплотнительная прокладка по п.1, отличающаяся тем, что плакирующая оболочка выполнена многослойной, а слои витков пористого политетрафторэтилена скреплены между собой за счет обжатия кольцевого упругого элемента.
3. Плоская уплотнительная прокладка по п.1, отличающаяся тем, что армирующий элемент выполнен из металлической фольги, в том числе нержавеющей стали.
4. Плоская уплотнительная прокладка по п.3, отличающаяся тем, что толщина армирующей металлической фольги находится в пределах 0,1-1 мм.
5. Плоская уплотнительная прокладка по п.1, отличающаяся тем, что армирующий элемент выполнен из органического материала, в частности арамида, полиэтилена, полипропилена или нейлона.
6. Плоская уплотнительная прокладка по п.1, отличающаяся тем, что армирующий элемент выполнен из неорганического материала, в частности стекловолокна или трикотажного полотна из керамических, кварцевых или углеродных волокон.
7. Способ изготовления плоской уплотнительной прокладки, заключающийся в изготовлении кольцевого упругого элемента и его плакировании фторополимерным материалом, отличающийся тем, что плакированию подвергают равномерно вращающийся кольцевой упругий элемент путем его многослойной обвивки лентой пористого политетрафторэтилена при ее натяжении с частичным перекрытием каждого предшествующего витка, при этом одновременно с плакированием осуществляют обжим плакированного кольцевого упругого элемента до соединения витков ленты пористого политетрафторэтилена между собой, а равномерное вращение кольцевого упругого элемента осуществляют за счет вышеуказанного обжима.
8. Способ изготовления плоской уплотнительной прокладки по п.7, отличающийся тем, что плакирующую оболочку кольцевого упругого элемента выполняют из политетрафторэтилена с пористостью 50-70%.
9. Способ изготовления плоской уплотнительной прокладки по п.7, отличающийся тем, что плакирующую оболочку кольцевого упругого элемента выполняют из пористого политетрафторэтилена с разной пористостью: со стороны кольцевого упругого элемента слой политетрафторэтилена выполняют с пористостью 30-40%, а наружный слой - с пористостью 50-70%.
10. Способ изготовления плоской уплотнительной прокладки по п.7, отличающийся тем, что толщину лент пористого политетрафторэтилена выбирают в пределах 0,045-0,25 мм.
11. Устройство для изготовления плоской уплотнительной прокладки, содержащее основание и установленный на основании механизм для обжима с приводом и рабочим органом, отличающееся тем, что устройство для изготовления плоской уплотнительной прокладки дополнительно снабжено средством для обвивки кольцевого упругого элемента лентой пористого политетрафторэтилена, установленным на основании, и двумя парами направляющих роликов, размещенных на вышеуказанном основании, при этом одна пара роликов установлена перед рабочим органом механизма для обжима, а вторая пара роликов установлена за средством для обвивки кольцевого упругого элемента.
12. Устройство для изготовления плоской уплотнительной прокладки по п.11, отличающееся тем, что механизм для обжима выполнен в виде корпуса, установленного на вышеуказанном основании с возможностью поворота на ограниченный угол, расположенных в корпусе двух параллельных валов, кинематически связанных между собой и с приводом их вращения, с выступающими за пределы корпуса концами, и рабочего органа в виде пары гладких цилиндрических втулок, зафиксированных на вышеуказанных концах.
13. Устройство для изготовления плоской уплотнительной прокладки по п.12, отличающееся тем, что один из вышеуказанных валов установлен с возможностью вертикального перемещения относительно другого вала.
14. Устройство для изготовления плоской уплотнительной прокладки по п.11, отличающееся тем, что каждая пара направляющих роликов, состоящая из наружного и внутреннего роликов, размещена на соответствующих пластинах, зафиксированных на вышеуказанном основании, при этом наружные ролики установлены с возможностью индивидуального настроечного перемещения относительно кольцевого упругого элемента, а внутренние ролики установлены с возможностью перемещения в пазах своей пластины и с помощью шарнирно-рычажного механизма связаны между собой и с приводом их ручного перемещения.
15. Устройство для изготовления плоской уплотнительной прокладки по п.14, отличающееся тем, что каждый внутренний ролик подпружинен относительно своей пластины.
16. Устройство для изготовления плоской уплотнительной прокладки по п.14, отличающееся тем, что все ролики выполнены из установленной с возможностью вращения первой реборды, второй реборды, установленной с возможностью ее перемещения по первой реборде, и комплекта мерных шайб, размещенного на первой реборде для регулируемой установки второй реборды на первой.
17. Устройство для изготовления плоской уплотнительной прокладки по п.11, отличающееся тем, что средство для обвивки кольцевого упругого элемента лентой пористого политетрафторэтилена выполнено в виде вращающегося коромысла вокруг неподвижной ступицы, зафиксированной на вышеуказанном основании, причем вращающееся коромысло образовано зубчатым колесом с диаметрально расположенными на нем бобиной с лентой пористого политетрафторэтилена и противовесом, при этом зубчатое колесо коромысла сцеплено с зубчатым колесом привода вращения коромысла, при этом зубчатое колесо и ступица имеют совместный паз, расположенный в плоскости, проходящей через реборды вышеуказанных направляющих роликов.
18. Устройство для изготовления плоской уплотнительной прокладки по п.17, отличающееся тем, что ширина паза зубчатого колеса коромысла меньше линии зацепления зубчатого колеса коромысла с зубчатым колесом привода вращения коромысла.
19. Устройство для изготовления плоской уплотнительной прокладки по п.17, отличающееся тем, что ширина паза несколько больше максимального расстояния между ребордами вышеуказанных направляющих роликов.
20. Устройство для изготовления плоской уплотнительной прокладки по п.17, отличающееся тем, что бобина с лентой пористого политетрафторэтилена расположена под углом к оси вращения зубчатого колеса коромысла и установлена с возможностью ограниченного изменения угла наклона относительно этой оси.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165045C1 |
| US 6857638 В2, 22.02.2005 | |||
| Способ уплотнения фланцевых соединений | 1987 |
|
SU1516700A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Цанговый патрон | 1983 |
|
SU1093415A1 |
| US 6367802 B1, 09.04.2002 | |||
| DE 2738244 A1, 01.03.1979 | |||
| DE 3038327 A1, 23.04.1981. | |||

