Изобретение относится к керамической и авиационным отраслям промышленности и преимущественно может быть использовано при формовании методом шликерного литья водных суспензий в пористые формы керамических изделий типа носовых диэлектрических конусов летательных аппаратов.
Известно устройство для формования керамических изделий из водных шликеров (патент на изобретение РФ №2123928, В28В 1/26), включающее влагопоглощающую матрицу, формующую модель, сердечник с опорным фланцем и формующим стержнем, подпиточные емкости, в котором матрица выполнена разъемной в нижней части и снабжена корпусом с центральным отверстием, фиксирующим носок модели, при этом в корпусе соосно с центральным отверстием размещен центрирующий шток с возможностью аксиального перемещения.
Данное устройство имеет существенный недостаток, препятствующий получению качественных заготовок при формовании.
Устройство основывается на представлении о том, что набор толщины стенки изделия идет равномерно по всей поверхности, что не соответствует действительности. Так как процесс формования заготовки сопровождается сложными физико-химическими процессами, в результате которых происходит усадка изделий. В результате усадки заготовки на жестком сердечнике происходит ее разрушение. Учитывая данные технические аспекты литья изделий из водных шликеров, становится очевидным, что технические решения по получению равнотолщинных заготовок не обеспечивают сохранения целостности изделий, что и наблюдается в практической деятельности.
Наиболее близким по технической сущности к заявленному решению является устройство для формования керамических изделий из водных шликеров (патент на изобретение РФ №2191688, В28В 1/26), включающее влагопоглощающую матрицу, сердечник, включающий опорный фланец, центральный стержнь и носок, выполненный с облицовкой из гидрофобного материала, в качестве которой использована эластичная облицовка из микропористой резины, узлы для их взаимной соосной установки и подпитки.
Недостатком известного устройства является сложность и большая трудоемкость операции нанесения эластичной облицовки на рабочую поверхность сердечника. Кроме того, эластичная облицовка, как правило, обладает невысокой прочностью и часто повреждается, что приводит к необходимости ее замены, а фактически к изготовлению нового сердечника.
Задачей настоящего изобретения является уменьшение трудоемкости производства и материальных затрат при повышении качества изделий.
Поставленная задача достигается тем, что предложен формовой комплект для формования крупногабаритных керамических изделий из водных шликеров, содержащий влагопоглощающую матрицу, сердечник, включающий опорный фланец, центральный стержнь и носок, узлы для их взаимной соосной установки и подпитки, отличающийся тем, что поверхность центрального стержня выложена пластинами из материала с низким коэффициентом трения, например фторопласта, и обработанными под внутренний профиль заготовки, причем в центре каждой пластины выполнено отверстие, соответствующее диаметру центрального стержня.
Авторы экспериментально установили, что после завершения набора заготовка начинает давать усадку в горизонтальном и вертикальном направлениях. Использование сердечника с рабочей поверхностью, выполненной в виде пластин из материала с низким коэффициентом трения, например фторопласта, приводит к тому, что заготовка за счет вертикальной усадки свободно перемещается по высоте и тем самым снижаются напряжения, вызванные горизонтальной усадкой. Данный положительный эффект тем больше, чем больше конусность формуемого изделия.
Установлено, что выполнение сердечника в виде пластин, выложенных на центральный стержень и обработанных под внутренний профиль заготовки, позволяет существенно снизить трудозатраты на его изготовление.
Кроме того, установлено, что выполнение сердечника из отдельных пластин фторопласта позволяет снизить материальные затраты на ремонт в случае повреждения его рабочей поверхности, так как при этом достаточно заменить только поврежденные пластины.
На приведенном чертеже изображен общий вид сердечника. Сердечник включает опорный фланец (1), центральный стержень (2), пластины, выполненные из фторопласта (3), и носок (4).
Изготовление сердечника производят в следующий последовательности: к опорному фланцу (1) закрепляют центральный стержень (2), на который выкладывают пластины, имеющие центральное отверстие, соответствующее диаметру центрального стержня, и выполненные из материала с низким коэффициентом трения, например фторопласта (3), далее всю конструкцию туго стягивают при помощи носка (4), затем поверхность сердечника обрабатывают на станке под внутренний профиль заготовки.
Работа формового комплекта показана на следующем примере.
В высушенную влагопоглощающую матрицу, повторяющую наружный контур изделия, на посадочное место на фланце матрицы устанавливают сердечник. Сердечник при помощи узлов для их взаимной соосной установки фиксируют на опорном фланце матрицы. На фланце сердечника устанавливают подпиточные емкости. Через штуцер в нижней части матрицы производят заполнение формы шликером. После завершения набора заготовки сердечник, а затем и заготовку извлекают из влагопоглощающей матрицы.
При реализации данного технического решения установлено, что даже при дополнительной 3-часовой подсушке заготовки в собранной вместе с сердечником форме не происходит ее разрушения в результате того, что слой фторопласта воспринимает на себя деформацию изделия, обеспечивая уменьшение его размера и предотвращая разрушение изделия, повышая его качество.
По сравнению с прототипом предложенное техническое устройство позволяет сократить время на изготовление и ремонт сердечника. Выполнение поверхности центрального стержня из отдельных пластин фторопласта также позволяет уменьшить материальные затраты, так как замене подлежат только вышедшие из строя пластины.
Предложенное устройство чрезвычайно просто в изготовлении и эксплуатации, особенно успешно применяется при формовании равнотолщинных крупногабаритных керамических изделий из водных шликеров.
Источники информации
1. Патент на изобретение РФ №2191688, 27.10.2002 г.
2. Патент на изобретение РФ №2123928, 27.12.1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2382697C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2009 |
|
RU2387537C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2008 |
|
RU2378109C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2438865C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2388596C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2359939C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2257291C1 |
Изобретение относится к керамической отрасли промышленности. Формовой комплект для формования крупногабаритных керамических изделий из водных шликеров содержит влагопоглощающую матрицу, сердечник, включающий опорный фланец, центральный стержнь и носок, узлы для их взаимной соосной установки и подпитки. Поверхность центрального стержня выложена пластинами из материала с низким коэффициентом трения, например фторопласта, и обработанными под внутренний профиль заготовки. В центре каждой пластины выполнено отверстие, соответствующее диаметру центрального стержня. Технический результат заключается в уменьшении трудоемкости производства и материальных затрат при повышении качества изделий. 1 ил.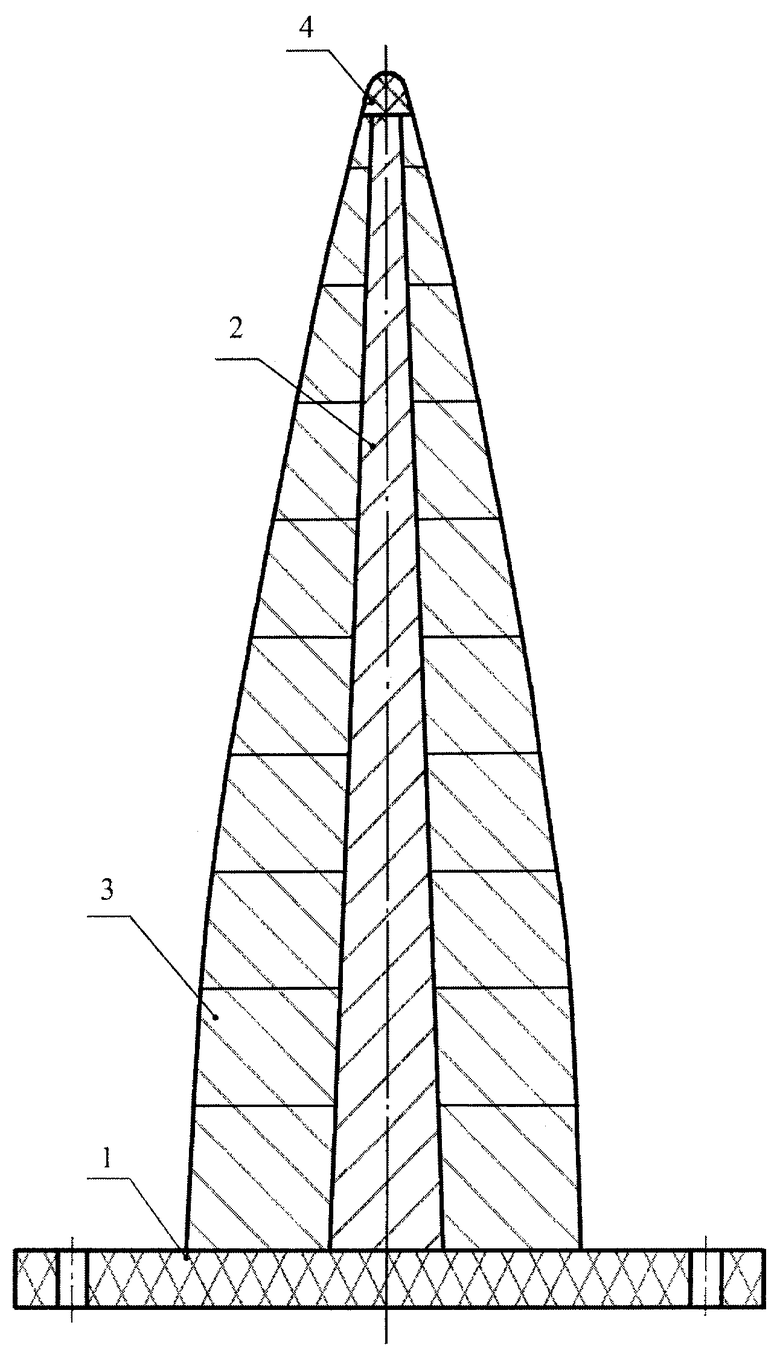
Формовой комплект для формования крупногабаритных керамических изделий из водных шликеров, содержащий влагопоглощающую матрицу, сердечник, включающий опорный фланец, центральный стержень и носок, узлы для их взаимной соосной установки и подпитки, отличающийся тем, что поверхность центрального стержня выложена пластинами из материала с низким коэффициентом трения, например фторопласта, и обработанными под внутренний профиль заготовки, причем в центре каждой пластины выполнено отверстие, соответствующее диаметру центрального стержня.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| Устройство для формования керамических изделий из водных шликеров | 1989 |
|
SU1664560A1 |
| US 4288058 A, 08.09.1981 | |||
| US 3481010 A, 15.12.1996. | |||

