Изобретение относится к технологии формования крупногабаритных сложнопрофильных керамических изделий из водных шликеров.
Известно устройство для литья полых керамических изделий, которое согласно авторскому свидетельству СССР №1570900 по классу В28В 1/26 содержит влагопоглощающую форму (матрицу), сердечник в виде эластичной оболочки, механизм для деформирования эластичной оболочки и обеспечения подпитки.
К недостаткам известного устройства относится то, что сердечник, выполненный в виде эластичной оболочки, не является элементом конструкции, формирующим внутренний контур изготавливаемого изделия. В этом случае получение изделий с одинаковой толщиной стенки во всех сечениях основывается на предположении, что набор толщины стенки изделия идет равномерно по всей поверхности, что не соответствует действительности, так как в процессе формирования стенки изделия участвует целый ряд факторов (гравитационное осаждение частиц, содержащихся в шликере, профиль формуемого изделия), которые приводят к постепенному заполнению полости формы твердым осадком от нижней ее части к верхней. При этом отсос влаги формой из набранного черепка продолжается и дальше, в результате чего происходит подсушивание набранной заготовки изделия, сопровождаемое ее усадкой на сердечник, что часто приводит к ее разрушению.
Наиболее близким по технической сущности к заявленному изобретению является устройство для формования керамических изделий из водных шликеров (патент на изобретение РФ №2191688, В28В 1/26, 2000 г.), включающее влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, наружная поверхность сердечника имеет покрытие, выполненное из легкодеформируемого гидрофобного материала, компенсирующего усадочные напряжения изделия по мере подсушки в форме при формовании. Покрытие может быть съемным или стационарным. Названная совокупность признаков устройства позволяет обеспечить получение из водных шликеров качественных изделий с заданным внутренним контуром.
Недостатком данного устройства является то, что реализовать изготовление таких сложнопрофильных чехлов чрезвычайно трудно. Более того, после завершения набора заготовки при извлечении сердечника из формы часто происходит повреждение эластичного чехла, вызывая тем самым дополнительные технологические операции (по его ремонту или замене), что в условиях серийного производства является отрицательным фактором.
Задачей настоящего изобретения является создание более простой и надежной технологии формования крупногабаритных сложнопрофильных керамических заготовок.
Техническим результатом предлагаемого изобретения является упрощение конструкции комплекта для формования крупногабаритных сложнопрофильных керамических заготовок.
Решение поставленной задачи достигается тем, что в комплекте для формования крупногабаритных сложнопрофильных керамических заготовок, содержащем влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, влагопоглощающая матрица и сердечник выполнены таким образом, чтобы при их взаимной соосной установке обеспечивался зазор с изменяющейся по высоте шириной, при этом отношение ширины зазора в нижней части комплекта к ширине зазора в его верхней части находится в интервале 1,10-1,15 для керамических заготовок цилиндрической или конической формы и 1,16-1,40 для керамических заготовок сферической формы.
Авторы экспериментально установили, что при формовании крупногабаритных (более 500 мм) сложнопрофильных (цилиндрической, конической или сферической формы) керамических изделий из водных шликеров происходит постепенное заполнение зазора, образованного влагопоглощающей матрицей и сердечником, твердым осадком, содержащимся в шликере. Выполнение данного зазора с изменяющейся по высоте шириной позволяет компенсировать различие в окончании набора изделия в нижней и верхней частях комплекта.
Кроме того, экспериментально установлено, что отношение ширины зазора в нижней части комплекта к ширине зазора в его верхней части должно находиться в интервале 1,10-1,15 для керамических заготовок цилиндрической или конической формы и в интервале 1,16-1,40 для керамических заготовок сферической формы. Снижение данного соотношения ниже указанных интервалов приводит к неравномерному окончанию набора изделия и, как следствие, к выходу его в брак, а превышение указанных пределов способствует перекрытию верхней части формы набранным слоем изделия, в результате чего прекращается подпитка шликера в нижней части формы, что также приводит к выходу его в брак.
Установлено, что применение предложенного технического решения позволяет отказаться от использования легкодеформируемого гидрофобного покрытия на сердечнике (по прототипу), что существенно упрощает конструкцию комплекта и сокращает дополнительные технологические операции (ремонт или замену чехла), что в условиях серийного производства способствует значительному сокращению трудозатрат на операции формования керамических изделий.
На приведенных схемах (фиг.1, 2) изображен общий вид заявленного комплекта для формования крупногабаритных керамических изделий конической (фиг.1) и сферической (фиг.2) формы. Конструкция комплекта включает влагопоглощающую матрицу 1, сердечник 2, узлы 3 для их взаимной соосной установки и узлы подпитки 4.
Устройство работает следующим образом. В матрицу 1 устанавливают сердечник 2 и закрепляют с помощью узлов 3 взаимной соосной установки матрицы и сердечника. В зазор 5, образованный влагопоглощающей матрицей 1 и сердечником 2 и отвечающий следующему условию: δ2/δ1=1,01-1,15 (фиг.1) и δ2/δ1=1,16-1,40 (фиг.2), через узлы подпитки 4 подается шликер. При наборе изделия происходит заполнение зазора 5 твердым осадком, при этом нижняя часть формы заполняется быстрее. Благодаря выполнению зазора 5 с шириной, изменяющейся по высоте, окончание набора заготовки происходит одновременно по всей высоте комплекта. После окончания набора изделия извлекается сердечник 2, а затем и набранное изделие.
Комплект прост в изготовлении и эксплуатации и особенно успешно применяется при формовании крупногабаритных сложнопрофильных керамических изделий из водных шликеров.
Источники информации
1. Авторское свидетельство СССР №1570900, МКИ В28В 1/26;
2. Патент на изобретение РФ №2191688, В28В 1/26, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК С ПОДНУТРЕНИЕМ | 2007 |
|
RU2359940C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2016 |
|
RU2635151C1 |
| Способ формования крупногабаритных керамических заготовок | 2017 |
|
RU2671380C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2388596C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2008 |
|
RU2378109C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2438865C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2325990C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2622422C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2009 |
|
RU2388595C1 |
Изобретение относится к технологии формования крупногабаритных сложнопрофильных керамических изделий из водных шликеров. Техническим результатом изобретения является упрощение конструкции комплекта для формования крупногабаритных сложнопрофильных керамических заготовок. Комплект для формования крупногабаритных сложнопрофильных керамических заготовок содержит влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки. Влагопоглощающая матрица и сердечник выполнены таким образом, чтобы при их взаимной соосной установке обеспечивался зазор с изменяющейся по высоте шириной. Отношение ширины зазора в нижней части формового комплекта к ширине зазора в его верхней части находится в интервале 1,10-1,15 для керамических заготовок цилиндрической или конической формы и 1,16-1,40 для керамических заготовок сферической формы. 2 ил.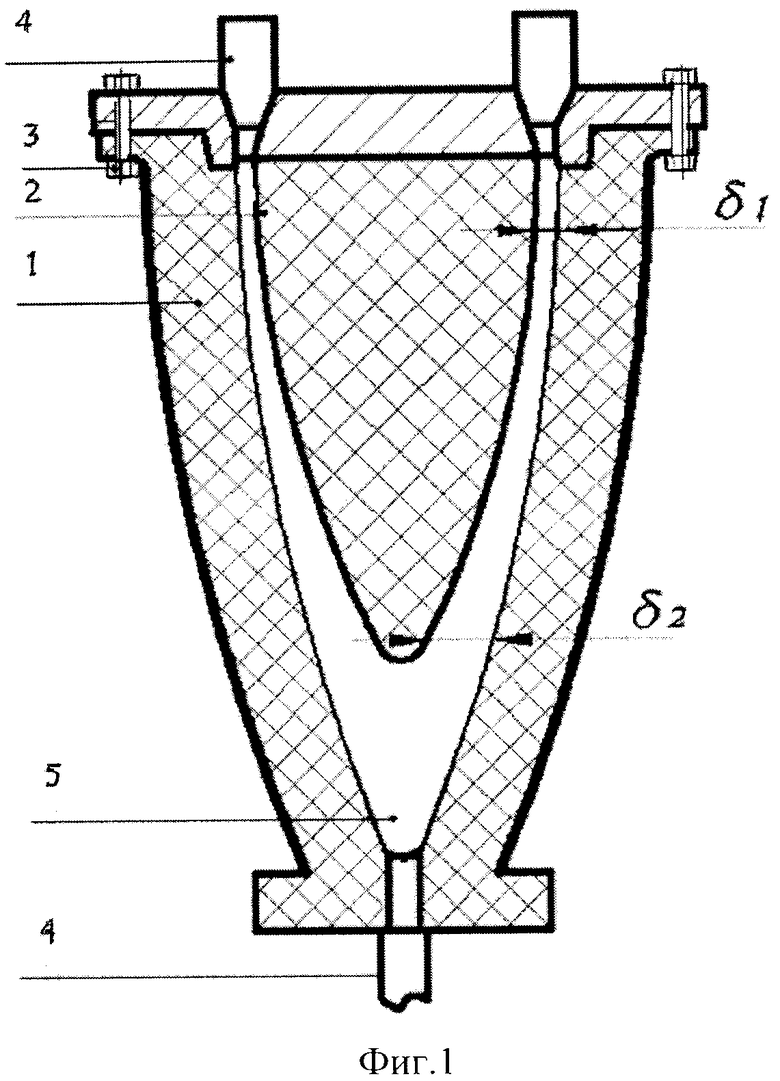
Комплект для формования крупногабаритных сложнопрофильных керамических заготовок, содержащий влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, отличающийся тем, что влагопоглощающая матрица и сердечник выполнены таким образом, чтобы при их сборке обеспечивался зазор с изменяющейся по высоте шириной, при этом отношение ширины зазора в нижней части формового комплекта к ширине зазора в его верхней части находится в интервале 1,10-1,15 для керамических заготовок цилиндрической или конической формы и 1,16-1,40 для керамических заготовок сферической формы.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2242359C1 |
| US 4288058 A, 08.09.1981. | |||

