Изобретение относится к технологии формования крупногабаритных сложнопрофильных керамических изделий из водных шликеров.
Известно устройство для литья полых керамических изделий, которое согласно авторскому свидетельству СССР №1570900, МКИ В 28 В 1/26 содержит влагопоглощагощую форму (матрицу), сердечник в виде эластичной оболочки, механизм для деформирования эластичной оболочки и обеспечения подпитки.
К недостаткам известного устройства относится то, что сердечник, выполненный в виде эластичной оболочки, не является элементом конструкции, формирующим внутренний контур изготавливаемого изделия. В этом случае получение изделий с одинаковой толщиной стенки во всех сечениях основывается на предположении, что набор толщины стенки изделия идет равномерно по всей поверхности, что не соответствует действительности, так как в процессе формования стенки изделия участвует целый ряд факторов, которые приводят к постепенному заполнению полости формы твердым осадком от нижней ее части к верхней. При этом отсос влаги формой из набранного черепка продолжается и дальше, в результате чего происходит подсушивание получаемой заготовки изделия, сопровождаемое ее усадкой. Установить момент окончательного заполнения твердой фазой полости формы не представляется возможным, поэтому в результате усадки заготовки на сердечнике происходит ее разрушение.
Известно также устройство для формования керамических изделий из водных шликеров (патент на изобретение РФ №2191688, В 28 В 1/26, 2000 г.), включающее влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, наружная поверхность сердечника имеет покрытие, выполненное из легкодеформируемого гидрофобного материала, компенсирующего усадочные напряжения изделия по мере подсушки в форме при формовании. Покрытие может быть съемным или стационарным. Названная совокупность признаков устройства позволяет обеспечить получение из водных шликеров качественных изделий с заданным внутренним контуром.
Недостатком данного устройства, как и в предыдущем решении, является невозможность определения момента окончательного набора заготовки, что является причиной выхода заготовок в брак.
Наиболее близким по технической сущности к заявленному решению является устройство для формования керамических изделий из водных шликеров (ТП 596.01000.1164, ФГУП ОНПП ″Технология″, г.Обнинск, 2002 г.), включающее влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки и металлический стержень, которым через узлы подпитки методом прощупывания определяют степень набора заготовки.
Недостатком данного устройства является то, что в случаях неполного набора заготовки погружение металлического стержня вызывает структурирование суспензии в полости формы, что приводит к образованию разноплотности материала в данных местах, появлению микротрещин в заготовке и выходу ее в брак на этапе формования и обжига.
Перед технологами встала задача снижения брака при формовании крупногабаритных сложнопрофильных керамических изделий.
Задача решается с помощью предложенного устройства для формования сложнопрофильных керамических изделий из водных шликеров, содержащего влагопоглощаюшую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, отличающееся тем, что устройство снабжают дополнительным узлом контроля за набором заготовки, содержащим мерную линейку, поплавок, установленный в узле подпитки, два контакта, причем один из них стационарно установлен на мерной линейке, а второй - на поплавке, и блок сигнализации.
Авторы экспериментально установили, что наличие предложенного дополнительного узла контроля за набором заготовки в устройстве для формования сложнопрофильных керамических изделий позволяет определить момент окончательного набора заготовки и извлечь сердечник из полости формы, что в свою очередь приводит к сокращению брака на операции формовании. Высокая точность вызвана тем, что уменьшение объема шликера в полости формы в процессе формования заготовки зависит лишь от параметров шликера и конкретного объема шликера, необходимого для заполнения литейной формы, что для каждого конкретного изделия является величиной постоянной.
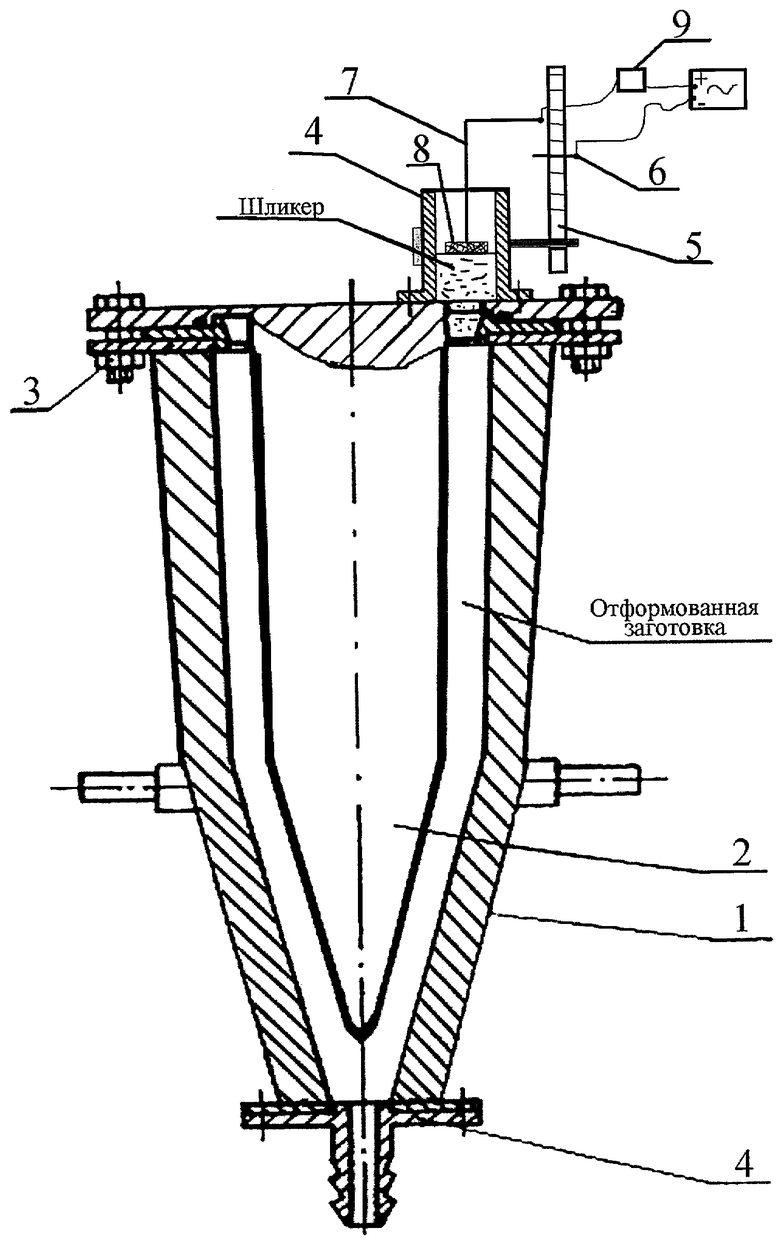
На приведенном чертеже изображен общий вид заявленного устройства.
Конструкция устройства включает влагопоглощающую матрицу 1, сердечник 2, узлы для их взаимной соосной установки 3 и узлы подпитки 4, узел контроля за набором заготовки, содержащий мерную линейку 5, стационарный контакт 6, подвижный контакт 7, поплавок 8 и блок сигнализации 9.
Устройство работает следующим образом. В матрицу 1 устанавливают сердечник 2 и закрепляют с помощью узлов взаимной соосной установки матрицы и сердечника 3. На один из узлов подпитки 4 устанавливают узел контроля за набором заготовки. Пространство между матрицей 1 и сердечником 2, а также узлы подпитки 4 заполняются шликером. На мерной линейке 5 выставляют стационарный контакт 6 на величину уменьшения объема шликера в узлах подпитки относительно подвижного контакта 7, который жестко связан с поплавком 8, размещенным в узле подпитки 4. В процессе набора заготовки контакт 7 опускается и в итоге замыкает неподвижный контакт 6, включая при этом блок сигнализации 9, свидетельствуя о моменте окончания процесса набора керамической заготовки.
Устройство чрезвычайно просто в изготовлении и эксплуатации, особенно успешно применяется при формовании крупногабаритных сложнопрофильных керамических изделий из водных шликеров.
Использование предложенного дополнительного узла контроля за набором заготовки в устройстве для формования сложнопрофильных керамических изделий позволяет с достаточной степенью точности определить момент окончательного набора заготовки и существенно сократить брак при формовании этих изделий методом шликерного литья из водных шликеров в гипсовые пористые формы и, при необходимости, проследить кинетику набора заготовки в процессе формования.
Источники информации
1. Авторское свидетельство СССР №1570900, МКИ В 28 В 1/26.
2. Патент на изобретение РФ №2191688, В 28 В 1/26,2000 г.
3. ТП 596.01000.1164, ФГУП ОНПП ″Технология″, г.Обнинск, 2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2359939C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК С ПОДНУТРЕНИЕМ | 2007 |
|
RU2359940C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2008 |
|
RU2378109C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2388596C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2016 |
|
RU2635151C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2438865C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2622422C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
Изобретение относится к технологии формования крупногабаритных сложнопрофильных керамических изделий из водных шликеров. Технический результат - снижение брака при формовании сложнопрофильных керамических изделий. Устройство для формования сложнопрофильных керамических изделий из водных шликеров содержит влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки. Устройство снабжают дополнительным узлом контроля за набором заготовки. Оно содержит мерную линейку, поплавок, установленный в узле подпитки, два контакта, причем один из них стационарно установлен на мерной линейке, а второй - на поплавке, и блок сигнализации.1 ил.
Устройство для формования сложнопрофильных керамических изделий из водных шликеров, содержащее влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, отличающееся тем, что устройство снабжено дополнительным узлом контроля за набором заготовки, содержащим мерную линейку, поплавок, установленный в узле подпитки, два контакта, причем один из них стационарно установлен на мерной линейке, а второй на поплавке, и блок сигнализации.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| Устройство для литья полых керамических изделий | 1988 |
|
SU1570900A1 |
| Способ формовки литьем полых керамических изделий | 1984 |
|
SU1281421A1 |
| Способ изготовления керамических полых узкогорлых объемных изделий | 1990 |
|
SU1805042A1 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ РАСПЫЛИТЕЛЬНОГО УСТРОЙСТВА С РАЗНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭФФЕКТАМИ НА РАЗНЫХ УЧАСТКАХ И РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2021 |
|
RU2802652C1 |

