Изобретение относится к керамической, авиационной, металлургической отраслям промышленности и может быть использовано при формовании керамических изделий типа обтекателей ракет, сталеразливочных стаканов и других изделий методом шликерного литья из водных шликеров в пористые формы.
Известно большое количество информационных источников, описывающих различные устройства формовых комплектов для изготовления керамических изделий методом литья из водных шликеров. Однако все известные решения направлены на совершенствование устройств для снижения разнотолщинности получаемых изделий, считая, что данный технический эффект повышает их качество.
Так, в авторском свидетельстве СССР 1570900, МКИ В 28 В 1/26 описано устройство для литья полых керамических изделий, которое содержит влагопоглощающую форму, сердечник в виде эластичной оболочки, механизм деформирования эластичной оболочки и обеспечения подпитки.
К причинам, препятствующим достижению заявленного технического результата, - повышению качества изделий, относится то, что в названном устройстве сердечник в виде эластичной оболочки не является элементом конструкции, формирующим внутренний контур изделия, а выполняет лишь роль вытеснителя излишнего объема шликера из внутренней полости формы. Повышение же качества изделий основывается на предположении об одинаковой скорости набора их стенки.
Кроме того, устройство представляет довольно сложную конструкцию, изготовление и промышленная эксплуатация которого затруднительна.
В устройстве для формования керамических изделий из водных шликеров по авторскому свидетельству СССР 1664560, В 28 В 1/26, состоящем из матрицы, сердечника и подпиточной камеры, в которой, с целью повышения точности отливки, сердечник самоориентируется в полости формы за счет выполненного в виде сферического подшипника качения опорного фланца сердечника.
Рассматриваемое устройство также обладает рядом недостатков, препятствующих достижению заявленного технического результата, - повышению точности отливки - из-за необходимости очень точного изготовления базовых поверхностей шарнирного соединения относительно оси внутренней поверхности формы, строго горизонтального расположения формы с целью устранения начальной несоосности сердечника относительно внутренней поверхности формы и ошибочного представления о самоориентации сердечника за счет воздействия на него стенкой заготовки при формовании. Ввиду сложности в изготовлении и эксплуатации устройство не нашло применения в практике формования изделий из водных шликеров.
Наиболее близким устройством, выбранным в качестве прототипа, является устройство для формования керамических изделий из водных шликеров, описанное в патенте на изобретение РФ 2123928, В 28 В 1/26, включающее влагопоглощающую матрицу, формующую модель, сердечник с опорным фланцем и формообразующим стержнем, подпиточные емкости, в которой матрица выполнена разъемной в нижней части и снабжена корпусом с центральным отверстием, фиксирующим носок модели, при этом в корпусе соосно с центральным отверстием размещен центрирующий шток с возможностью аксиального перемещения.
Данное устройство также имеет существенный недостаток, препятствующий получению качественных заготовок при формовании.
Во-первых, данное устройство, как и вышеперечисленные, основываются на представлении о том, что набор толщины стенки изделия идет равномерно по всей поверхности, что не соответствует действительности.
В процессе формования стенки изделия участвует целый ряд факторов. За счет капиллярных сил пористой формы происходит отсос влаги из шликера, залитого в полость формы. Движение жидкости к стенке формы обеспечивает перемещение частиц твердого вещества и образование осадка на поверхности формы. В этом перемещении в большей степени участвуют наиболее мелкие частицы, увеличивая концентрацию более крупных частиц в оставшейся части шликера. Под действием гравитационных сил наблюдается осаждение крупных частиц, приводя к ускорению набора толщины стенки изделия в нижней части формы. Более того, на скорость отсоса влаги формой существенное влияние оказывает высота столба шликера (или что то же самое величина приложенного давления), интенсифицируя скорость набора стенки изделия также в ее нижней части. Таким образом, в процессе формования стенки изделия при формовании из водных шликеров происходит постепенное заполнение полости формы твердым осадком от нижней ее части к верхней. При этом отсос влаги формой из набранного черепка продолжается и дальше, в результате чего происходит подсушивание получаемой заготовки изделия, сопровождаемое ее усадкой. В результате усадки заготовки на жестком сердечнике происходит ее разрушение. По данным причинам скорости формирования толщины стенки заготовок из водных шликеров в их нижней и верхней частях отличаются более чем в 1,5 раза. Данное явление характерно при формовании заготовок из водных шликеров различных материалов с вариациями в общем времени формования. Учитывая данные технологические аспекты литья изделий из водных шликеров, становится очевидным, что технические решения по получению равнотолщинных заготовок не обеспечивают сохранения целостности изделий, что и наблюдается в практической деятельности.
Целью настоящего изобретения является снижение градиента скорости формирования стенок изделий по высоте и повышение их качества.
Указанный технический результат при осуществлении изобретения достигается тем, что в заявленном устройстве для формования, включающем влагопоглощающую матрицу, сердечник, узлы подпитки и взаимной соосной установки матрицы и сердечника, наружная поверхность сердечника имеет слой из влагопоглощающего материала с переменной толщиной, увеличивающейся от вершины к основанию. Характер распределения разнотолщинности слоя по высоте сердечника определяется габаритами и профилем изделий.
Набор стенки заготовки в данном устройстве осуществляется на две стороны. Однако вследствие малой толщины пористого слоя в нижней части сердечника (до 1 мм) скорость набора стенки заготовки практически не изменяется, но при этом в ее верхней части, где толщина слоя может достигать 6-10 мм, отмечается существенное ускорение, выравнивая, таким образом, процесс формования стенки заготовки по всей высоте. Более того, концентрируя в себе часть отобранной влаги из шликера, данный пористый слой сердечника замедляет процесс сушки заготовки в форме и ее усадку на сердечник, что обеспечивает целостность заготовки при формовании.
Названная совокупность признаков устройства позволяет обеспечить равную скорость формирования стенок заготовок по их высоте и тем самым обеспечить получение из водных шликеров качественных изделий с заданным внутренним контуром.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения.
Выделение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволяет определить совокупность существенных признаков, обеспечивающих достижение технического результата в заявленном устройстве и изложенных в формуле. Следовательно, заявленное изобретение соответствует условию "новизны".
На чертеже представлено устройство с установленным сердечником, формирующим внутренний контур изделий. Конструкция устройства включает матрицу 1, состоящую из перфорированного корпуса с наформованным гипсовым слоем 2, сердечник 3, на наружную поверхность которого нанесен гипсовый слой переменной толщины от 1 до 6 мм от вершины к основанию, опорные фланцы 5, 6 матрицы 1 и сердечника 3 соответственно, центрирующего устройства 7, подпиточной емкости 8, нижнего фланца со штуцером 9 для заливки полости формы шликером.
Устройство работает следующим образом: после наформовки известным методом гипсового слоя 2 в матрице 1 и подсушки гипса на посадочное место на фланце 5 матрицы 1 устанавливают сердечник 3 с наформованным на его поверхность слоем гипса 4. Сердечник 3 при помощи центрирующего устройства 7 фиксируется на опорном фланце 5 матрицы 1. На фланце 6 сердечника 3 устанавливают подпиточные емкости 8. Через штуцер 9 в нижней части матрицы 1 производят заполнение формы шликером. После образования твердого осадка в нижней части подпиточной емкости 8 извлекают сердечник 3.
Заявленное устройство для формования керамических изделий из водных шликеров исключает брак изделия при формовании за счет исключения градиента в скорости формирования толщины их стенок по высоте.
Устройство чрезвычайно просто в изготовлении и эксплуатации, особенно успешно применяется при формовании изделий из тонкодисперсных шликеров, обладающих повышенной усадкой при сушке. Следовательно, заявленное устройство соответствует условию "промышленной применимости".
Источники информации
1. Авторское свидетельство СССР 1570900, В 28 В, 1/26, 1988 г.
2. Авторское свидетельство СССР 1664560, В 28 В, 1/26, 1989 г.
3. Патент на изобретение РФ 2123928, В 28 В 1/26, 1997 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2009 |
|
RU2388595C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2242359C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2257291C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ИЗ ВОДНЫХ ШЛИКЕРОВ | 2005 |
|
RU2297322C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
Устройство относится к керамической, авиационной, металлургической отраслям промышленности и может быть использовано при формовании керамических изделий методом шликерного литья из водных шликеров в пористые формы. Технический результат - снижение градиента скорости формирования стенок изделий по высоте и повышение их качества. В устройстве, содержащем влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, наружная поверхность сердечника имеет слой из пористого влагопоглощающего материала с увеличивающейся толщиной от вершины к основанию. 1 ил.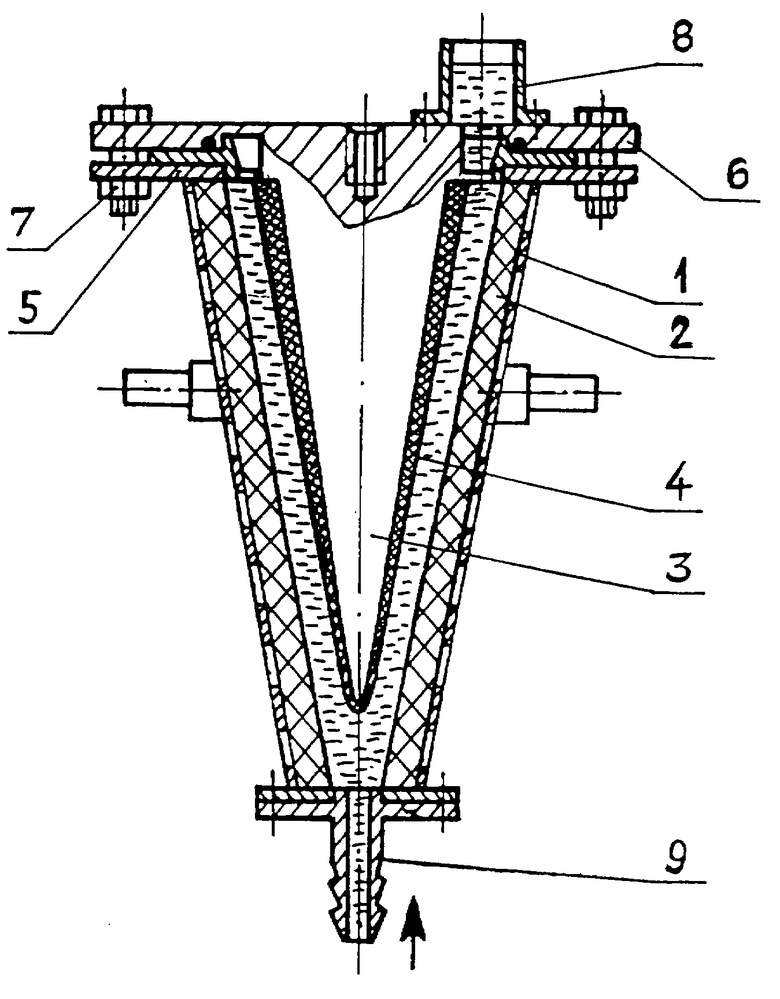
Устройство для формования керамических изделий из водных шликеров, включающее влагопоглощающую матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, отличающееся тем, что наружная поверхность сердечника имеет слой из пористого влагопоглощающего материала с увеличивающейся толщиной от вершины к основанию.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| Форма для литья керамических изделий | 1977 |
|
SU662349A1 |
| DE 4221462 A1, 13.01.1994 | |||
| Шпиндельная опора | 1990 |
|
SU1784767A1 |
| СПОСОБ И СИСТЕМА ДЛЯ НАБЛЮДЕНИЯ ЗА ФУНКЦИЕЙ ЛЕГКИХ ПАЦИЕНТА | 2013 |
|
RU2641975C2 |
| US 3431332 A, 04.03.1969. | |||

