Изобретение относится к способу нанесения металлического элемента на защищенный документ с помощью штемпельного элемента, при этом металлический элемент образован из металлического слоя фольги и наносится на защищенный документ предпочтительно с помощью способа горячего тиснения.
Из WO 02/20274 А1 известно наложение металлической фольги на защищенный документ и нанесение в последующей стадии тиснения в способе металлографской печати. При этом недостатком является то, что, в частности, за счет деформации защищенного документа во время процесса металлографской печати могут возникать неточности приводки. В WO 02/20274 А1 предлагается маскировать эти неточности приводки с помощью цветных зон.
В WO 93/24322 А также приведено описание способа, в котором металлический элемент наносят на защищенный документ с помощью слоя клея, а затем выполняют тиснение. Однако соответствующие формы, которые смонтированы на цилиндре, взаимодействуют с одним и тем же контрваликом. Поэтому относительно точности тиснения металлического элемента возникают те же проблемы, что и в указанном выше уровне техники.
Кроме того, из US 5759683 А известно голографическое изделие, в котором на пленочную подложку нанесен тонкий слой воска, который покрыт, например, напыляемым слоем металла, который в свою очередь покрыт слоем лака, например акрилового лака, нитроцеллюлозы или др. Этот слой лака покрыт другим слоем, который предпочтительно состоит из того же материала, но имеет меньшую толщину, который в свою очередь несет слой клея горячего отверждения. Эту конструкцию приклеивают на подложку документа с помощью слоя клея горячего отверждения. Затем на пленочную подложку наносят тиснение, при этом происходит деформация также металлического слоя. Таким образом, в этом известном изделии, соответственно, при его изготовлении, возникают указанные выше проблемы.
Задачей изобретения является создание способа, указанного в начале вида, в котором устраняются указанные выше недостатки и в котором достигается высокая защита от подделки.
Задача решена, согласно изобретению, тем, что во время нанесения металлического элемента с помощью выполненной в качестве пластины для металлографской печати штемпельной поверхности штемпельного элемента на металлический элемент наносят тиснение.
Преимуществом этого способа является то, что возможный последующий способ металлографской печати можно проводить независимо от тиснения металлического элемента и нет необходимости в выполнении мер, предотвращающих неточности приводки положения металлического элемента. Если последующий способ металлографской печати не предусмотрен, то можно с помощью способа согласно изобретению особенно просто осуществлять тиснение металлического элемента. Точность приводки тиснения на металлическом элементе представляет дополнительный защитный элемент, который можно легко проверять и который имеет высокую защиту от подделки.
Кроме того, изобретение относится к защищенному документу с металлическим элементом, изготовленному с помощью указанного выше способа.
Из WO 02/20274 А1 известно нанесение в защищенном документе на наклеенную металлическую фольгу тиснения способом металлографской печати, при этом неточности приводки маскируются с помощью цветных зон.
Задачей изобретения является создание защищенного документа указанного выше вида, который исключает указанные выше недостатки и при этом обеспечивает высокую защиту от подделки.
Эта задача решена согласно изобретению с помощью признаков пункта 2 формулы изобретения.
Точность приводки тиснения на металлическом элементе представляет дополнительный защитный элемент, который можно легко проверять и который имеет высокую защиту от подделки.
В усовершенствовании изобретения может быть предусмотрено, что тиснение имеет точность менее 10 мкм.
За счет выдерживания этой высокой точности, которую можно воспроизводить лишь с большими затратами, можно дополнительно улучшить защиту от подделки.
Ниже приводится подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображены варианты выполнения, а именно:
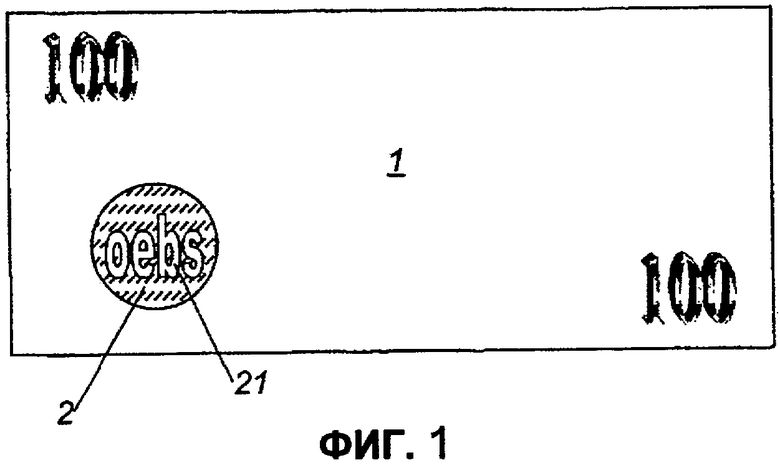
фиг.1 - защищенный документ, согласно изобретению на виде сверху;
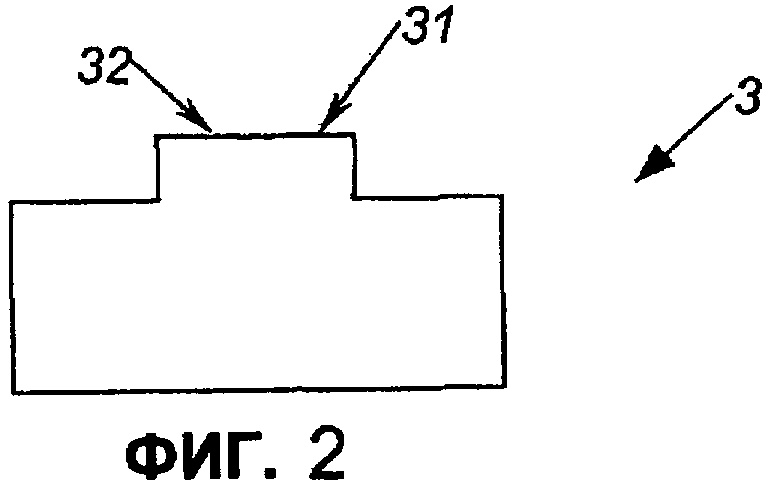
фиг.2 - штемпельный элемент, согласно изобретению на виде сбоку;
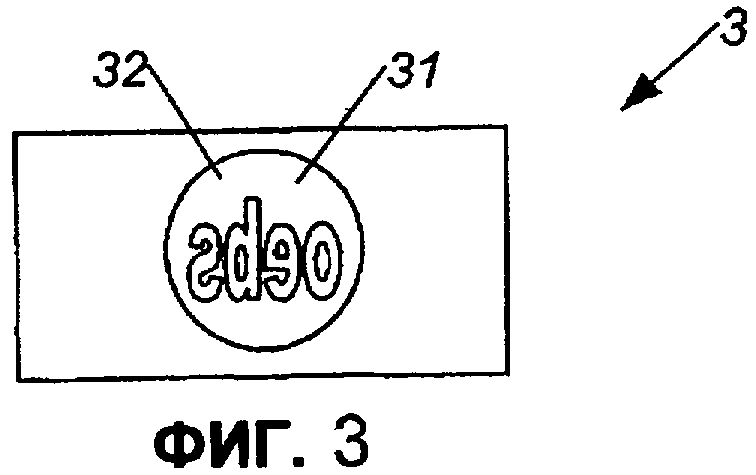
фиг.3 - штемпельный элемент, согласно фиг.2 на виде сверху.
На фиг.1 показан защищенный документ 1 согласно изобретению с металлическим элементом 2, при этом металлический элемент 2 имеет тиснение 21 точной приводки.
Обычно защищенный документ 1 выполняют с множеством защитных элементов, которые должны облегчать распознавание подделки защищенного документа 1. Одним из этих защитных элементов может быть нанесенный металлический элемент 2. Посредством тиснения 21 точной приводки образуется дополнительный защитный элемент, который можно легко проверять. При этом особенно предпочтительно, что неточности положения часто можно очень точно распознавать невооруженным глазом. Поэтому с помощью этого дополнительного защитного элемента подделку может распознавать любое лицо без дополнительных вспомогательных средств.
При подделках часто тиснения 21 имитируются посредством печати. Однако поскольку такая печать выполняется отдельно от нанесения металлической фольги, то достижение точной приводки является технически очень сложным и почти невозможным. В новом защищенном документе 1 можно легко отличать тактильное тиснение 21 на ощупь от какого-либо вида печати. В часто применяемом защищенном документе 1, например банкноте, тиснение 21 часто очень трудно распознавать на ощупь, при этом распознавание точности приводки можно также легко распознавать и на этих защищенных документах 1.
Тиснение 21 предпочтительно имеет точность менее 25 мкм, в частности менее 10 мкм. Эти обычно требуемые в банкнотах точности являются для фальшивомонетчиков очень трудно достижимыми, за счет чего тиснение 21 имеет высокую защищенность от подделки. Дополнительно к этому металлический элемент 2 может быть снабжен голографическими или другими дифракционными структурами, за счет чего дополнительно повышается защита защищенного документа 1.
Эти высокие точности могут достигаться с помощью металлографской печати, при которой работают с очень высокими давлениями, за счет чего формируется тиснение 21.
Защищенный документ 1 согласно изобретению можно изготавливать простым образом посредством нанесения металлического элемента 2 на защищенный документ 1 с помощью штемпельного элемента 3, при этом металлический элемент 2 образован из металлического слоя фольги. Это можно осуществить, в частности, посредством способа горячего тиснения с помощью показанного на фиг.2 и 3 штемпельного элемента 3. При этом во время нанесения металлического элемента с помощью выполненной в виде пластины 32 для металлографской печати штемпельной поверхности 31 штемпельного элемента 3 на металлический элемент 2 наносится тиснение 21. При этом нет необходимости в дополнительном этапе способа для нанесения тиснения 21, как это предусмотрено в уровне техники. Тиснение 21 может быть выполнено в качестве блинтового (бескрасочного) тиснения.
В способе горячего тиснения обычно применяют несущую фольгу, на которую нанесен разъединительный лак, на него металлический слой и на него слой клея. При этом несущую фольгу наносят в виде непрерывной ленты на защищенный документ 1. За счет контакта с горячим штемпельным элементом 3 разъединительный лак и клеевой слой локально плавятся, и за счет давления металлический элемент 2 переносится на защищенный документ 1. В этом способе несущая фольга остается неповрежденной, при этом из металлического слоя на защищенный документ наносится металлический элемент 2 в форме штемпельной поверхности 31.
Штемпельный элемент 3 для изготовления защищенного документа 1 имеет выполненную в виде пластины 32 для металлографской печати штемпельную поверхность 31. При этом достигается тиснение 21 с описанной выше точностью, когда пластина 32 для металлографской печати согласно предпочтительному варианту выполнения выполнена из твердой латуни и/или сплава твердой латуни.
При изготовлении штемпельного элемента 3 можно с помощью лазера выполнять углубления или линии в выполненной в виде пластины 32 для металлографской печати штемпельной поверхности 31 из твердой латуни и/или сплава твердой латуни. Для обеспечения подходящей прочности печатной пластины целесообразно, чтобы твердая латунь и/или сплав твердой латуни имели твердость по Виккерсу более 140.
В качестве лазера можно применять твердотельный лазер основной моды, предпочтительно лазер Nd:YAG с диодной накачкой.
Вследствие своего профиля излучения лазерный луч проникает конусообразно в поверхность материала. В краевой зоне сфокусированного луча возникают процессы плавления, которые приводят к отвердеванию части материала в виде нежелательных выбросов и брызг. Вид и величина краевого выброса зависит от материала, импульсной мощности и глубины гравировки. С помощью лазера можно гравировать металлы, керамику и пластмассы, при этом плотность мощности лазерного луча настолько велика, что материал во время обработки частично испаряется в течение нескольких наносекунд. В материале возникает само по себе бесцветное углубление - гравировка. Часто за счет взаимодействия расплавленного основного материала с кислородом воздуха образуются оксиды, которые за счет своего цвета ясно выделяют гравировку.
Точность углублений и/или линий можно улучшить, если удалять грат расплава, который возникает при нанесении углублений и/или линий на пластину 32 для металлографской печати. Этот грат расплава состоит по существу из окисленного материала пластины 32 для металлографской печати, в частности из оксида меди или оксида цинка.
Для удаления грата расплава особенно целесообразной является химическая последующая обработка, которая может содержать кислую ванну, электролитическую ванну или т.п. При этом за счет химической последующей обработки обеспечивается удаление оксида меди или оксида цинка, но не твердой латуни и/или твердого сплава латуни пластины 32 для металлографской печати.
Химическая последующая обработка может осуществляться, в частности, погружением пластины 32 для металлографской печати в кислую ванну или т.п., которая содержит фосфорную кислоту, уксусную кислоту, азотную кислоту, мышьяковую кислоту или т.п., или комбинацию этих кислот. Особенно целесообразным является кислая ванна, которая содержит уксусную кислоту, фосфорную кислоту и азотную кислоту, при этом кислая ванна может иметь, в частности, приблизительно 40% об. уксусной кислоты, 50% об. фосфорной кислоты и 10% об. азотной кислоты. С помощью такой кислоты можно эффективно предотвращать нежелательное удаление основного материала пластины 32 для металлографской печати.
После нанесения углублений и/или линий и при необходимости удаления грата расплава может быть предусмотрено ретуширование и/или контролирование пластины 32 для металлографской печати для распознавания и правки возможно имеющихся дефектов.
В предпочтительном варианте выполнения способа согласно изобретению наряду с контуром углублений и/или линий задается дополнительно глубина углублений и/или линий. Это можно осуществлять для каждого углубления и/или каждой линии по отдельности или совместно для группы углублений и/или линий. При этом задание отдельных глубин не зависит друг от друга. Различные глубины достигаются в способе согласно изобретению простым образом посредством регулирования мощности лазерного луча или посредством многократного прохождения лазерным лучом.
Изобретение относится к способу нанесения металлического элемента на защищенный документ с помощью штемпельного элемента, при этом металличнский элемент образован из металлического слоя фольги и наносится на защищенный документ предпочтительно способом горячего тиснения, причем тиснение на металлический элемент наносится с помощью выполненной в виде пластины для металлографской печати штемпельной поверхности штемпельного элемента. Также предложен защищенный документ с металлическим элементом, изготавливаемым данным способом, причем металлический элемент имеет тиснение точной приводки с точностью менее 25 мкм. Изобретение обеспечивает высокую защиту от подделки. 2 н. и 1 з.п. ф-лы, 3 ил.
1. Способ нанесения металлического элемента (2) на защищенный документ (1), при этом металлический элемент (2) образован из металлического слоя фольги и наносится на защищенный документ (1) предпочтительно способом горячего тиснения, отличающийся тем, что во время нанесения металлического элемента (2) с помощью выполненной в виде пластины (32) для металлографской печати штемпельной поверхности (31) штемпельного элемента (3) на металлический элемент (2) наносят тиснение (21).
2. Защищенный документ (1) с металлическим элементом (2), изготавливаемым способом по п.1, отличающийся тем, что металлический элемент (2) имеет тиснение (21) точной приводки с точностью менее 25 мкм.
3. Защищенный документ по п.2, отличающийся тем, что металлический элемент (2) имеет тиснение (21) точной приводки с точностью менее 10 мкм.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5759683 A, 02.06.1998 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ГОРЯЧЕГО ТИСНЕНИЯ ФОЛЬГОЙ | 2003 |
|
RU2243905C2 |

