Изобретение относится к области сварки и может использоваться в машиностроении для сварки, наплавки и пайки соединений металлических конструкций.
Известен способ механизированной сварки в среде инертного газа дугами прямого и косвенного действия, включающий зажигание дуги прямого действия между неплавящимся электродом и изделием и зажигание дуги косвенного действия между неплавящимся и плавящимся электродами, при этом плавящийся электрод непрерывно подают в дугу прямого действия, и питание дуг прямого и косвенного действия осуществляют от разных источников питания с периодической пульсацией величины однонаправленных токов между большим и малым током, при этом неплавящийся электрод подключают к отрицательному полюсу первого источника питания, положительный полюс которого подключают к изделию, а плавящийся электрод подключают к положительному полюсу второго источника питания, отрицательный полюс которого подключают к неплавящемуся электроду, причем во время увеличения тока в дуге прямого действия ток дуги косвенного действия уменьшают, а во время уменьшения тока в дуге прямого действия ток дуги косвенного действия увеличивают, длительность протекания малого тока дуги прямого действия устанавливают в пределах 0,2…0,8 по отношению к длительности цикла протекания тока, при этом величину малого тока дуги прямого действия устанавливают из условия обеспечения стабильного горения дуги прямого действия, величину большого тока дуги прямого действия устанавливают из условия обеспечения заданного проплавления изделия, величину малого тока дуги косвенного действия устанавливают из условия обеспечения стабильности горения дуги косвенного действия, а величину большого тока дуги косвенного действия устанавливают из условия обеспечения заданной скорости расплавления электрода (см. Патент РФ №2646302 «Способ сварки комбинацией дуг». Опубл. 02.03.2018. Бюл. № 9).
Известен также способ механизированной сварки и наплавки алюминиевых сплавов комбинацией дуг в среде инертного газа, включающий зажигание дуги прямого действия между неплавящимся электродом и изделием и зажигание дуги косвенного действия между неплавящимся и плавящимся электродами, при этом плавящийся электрод из алюминиевого сплава непрерывно подают в дугу прямого действия, а питание дуг прямого и косвенного действия осуществляют от двух источников питания, причем неплавящийся электрод подключают к полюсу первого источника питания, второй полюс которого подключают к изделию, а плавящийся электрод подключают к полюсу второго источника питания, второй полюс которого подключают к неплавящемуся электроду, при этом обеспечивают периодическую пульсацию токов дуг с одинаковой частотой, дуги питают от источников разнополярных импульсов тока, причем во время пропускания импульса тока обратной полярности дуги прямого действия пропускают ток дуги косвенного действия с отрицательного плавящегося электрода на неплавящийся электрод, а в период пропускания импульса тока прямой полярности дуги прямого действия пропускают ток дуги косвенного действия с отрицательного неплавящегося электрода на положительный плавящийся электрод, при этом отношение длительности пропускания тока обратной полярности к длительности периода выбирают в пределах 0,2…0,5, величину токов импульсов на неплавящийся электрод выбирают в соответствии с токами прямой и обратной полярности, рекомендуемыми при однодуговой сварке, из условия обеспечения его стойкости, а среднее за период значение тока, подаваемого на плавящийся электрод принимают в соответствии с рекомендуемым током для однодуговой сварки на обратной полярности с учетом выбора необходимого количества наплавленного металла и глубины проплавления. Повторное зажигание дуги в установках для питания разнополярными импульсами тока осуществляется встроенными в них высокочастотными возбудителями дуг (см. патент РФ №2728144, опубл. 28.07.2020. МПК B23K 9/16, 9/09. Бюл. №22).
Технической проблемой при использовании данного способа является наличие магнитного взаимодействия дуг прямого и косвенного действия, что создает проблемы стабильности процесса вследствие блуждания дуг.
Другой технической проблемой является необходимость использования двух сварочных источников питания, что увеличивает стоимость выполняемых работ, увеличивает затраты на техническое обслуживание оборудования, а также требует точной синхронизации их частоты импульсов, что создает определенные проблемы.
В известном способе сварки, наплавки или пайки комбинацией дуг прямого и косвенного действия в среде инертного газа с использованием плавящегося и неплавящегося электродов с непрерывной подачей к изделию плавящегося электрода, при котором дуги питают импульсами тока одинаковой частоты при их повторном зажигании с помощью высокочастотного разряда, мощности импульсов дуг регулируют, причем величину токов импульсов на неплавящийся электрод выбирают в соответствии с токами прямой и обратной полярности рекомендуемыми при однодуговой сварке из условия обеспечения его стойкости, а среднее за период значение тока на плавящийся электрод принимают в соответствии с рекомендуемым током для однодуговой сварки на обратной полярности.
В отличие от прототипа дуги питают от одного сварочного источника питания импульсов переменного тока частотой не менее 50 Гц, один полюс которого подключают к одному из электродов, а второй полюс к изделию и второму электроду, в цепь, соединяющую полюс сварочного источника питания со вторым электродом, включают электрический вентиль, а второй электрический вентиль включают в цепь, соединяющую источник питания и изделие, причем вентили включают в цепи таким образом, что во время пропускания тока импульса дуги прямого действия с первого электрода на изделие первый вентиль запирает пропускание тока дуги косвенного действия с первого электрода на второй электрод, а во время пропускания тока импульса дуги косвенного действия между электродами второй вентиль запирает пропускание тока между первым электродом и изделием, причем отношение произведений токов импульсов дуг на время их действия изменяют в пределах 0,1-0,9.
Один из вариантов способа заключается в том, что один из полюсов источника питания подключают к изделию и неплавящемуся электроду, а второй полюс к плавящемуся электроду, причем вентили в цепях неплавящегося электрода и изделия включают так, чтобы при импульсе тока в дуге прямого действия прямой полярности, в дуге косвенного действия использовался импульс между положительным неплавящимся электродом и отрицательным плавящимся электродом.
По другому варианту последнего способа, когда один из полюсов источника питания подключают к изделию и неплавящемуся электроду, а второй полюс к плавящемуся электроду вентили в цепях неплавящегося электрода и изделия включают так, чтобы при импульсе тока в дуге прямого действия обратной полярности, в дуге косвенного действия использовался импульс между положительным плавящимся электродом и отрицательным неплавящимся электродом.
Следующий вариант способа состоит в том, что один из полюсов источника питания подключают к изделию и плавящемуся электроду, а второй полюс к неплавящемуся электроду, причем электрические вентили в цепях плавящегося электрода и изделия включают так, чтобы при импульсе тока в дуге прямого действия обратной полярности, в дуге косвенного действия использовался импульс между положительным плавящимся электродом и отрицательным неплавящимся электродом.
Можно использовать и вариант последнего способа, который состоит в том, что один из полюсов источника питания подключают к изделию и плавящемуся электроду, а второй полюс к неплавящемуся электроду, причем вентили в цепях плавящегося электрода и изделия включают так, чтобы при импульсе тока в дуге прямого действия прямой полярности, в дуге косвенного действия использовался импульс между положительным неплавящимся электродом и отрицательным плавящимся электродом.
Наиболее общей характеристикой процесса сварки дугой с разнополярными импульсами тока является не ток дуги и не отношение времени протекания импульсов, как это обычно принято, а их произведение, которое определяет как мощность дуг, так и тепловую нагрузку на электроды, а также характеризует интенсивность катодной очистки металла при сварке или пайке алюминиевых сплавов. Для наиболее полного использования всего спектра технологических возможностей предлагаемого способа целесообразно, чтобы отношение этого произведения дуг изменялось в широких пределах от 0,1 до 0,9. Данное условие математически можно записать следующим образом

где IПП - ток дуги прямого действия, A, tПП - время действия импульса дуги прямого действия; Iдк - ток дуги косвенного действия, tдк - время действия дуги косвенного действия.
Малые значения отношения α необходимы при пайке, когда не требуется проплавление основного металла, а только его нагрев для обеспечения смачиваемости и диффузии между изделием и припоем. Также малые отношения α необходимы при наплавке, когда требуется максимальная доля участия электродного металла в металле шва. Большие значения отношения необходимы при сварке стыковых соединений без разделки кромок, когда проплавление изделия должно быть максимальным, а количество наплавляемого металла, наоборот минимальным, достаточным для заполнения небольшого зазора, чтобы не было излишней выпуклости сварного шва. Средние значения отношения требуются, например, при сварке корневого слоя шва стыковых соединений с разделкой кромок, когда требуется и существенная глубина проплавления и одновременно заполнение разделки. Также средние значения необходимы при выполнении угловых швов тавровых соединений, когда также требуется получить и глубокий провар свариваемых деталей так и большую заполняемость катета углового шва и в ряде других случаев.
При выборе отношения α меньше 0,1 и больше 0,9 возникают проблемы с повторными зажиганиями дуг, так как время действия высокочастного возбудителя дуг сопоставимо с временем действия короткого импульса.
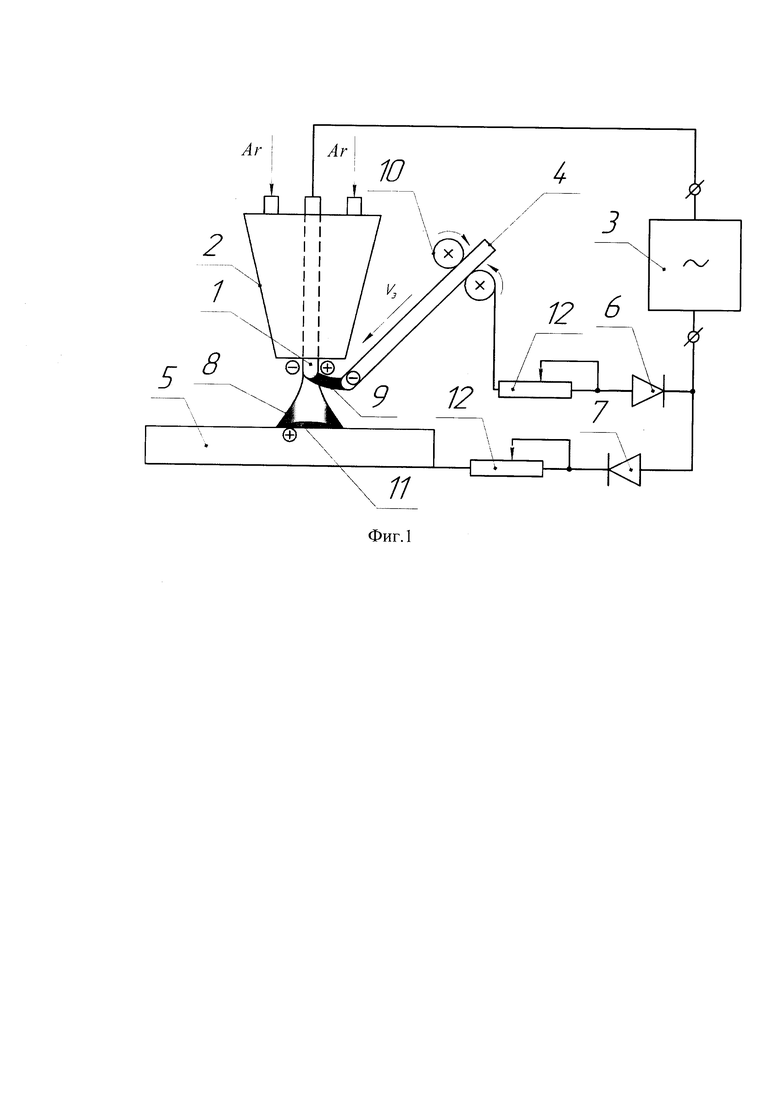
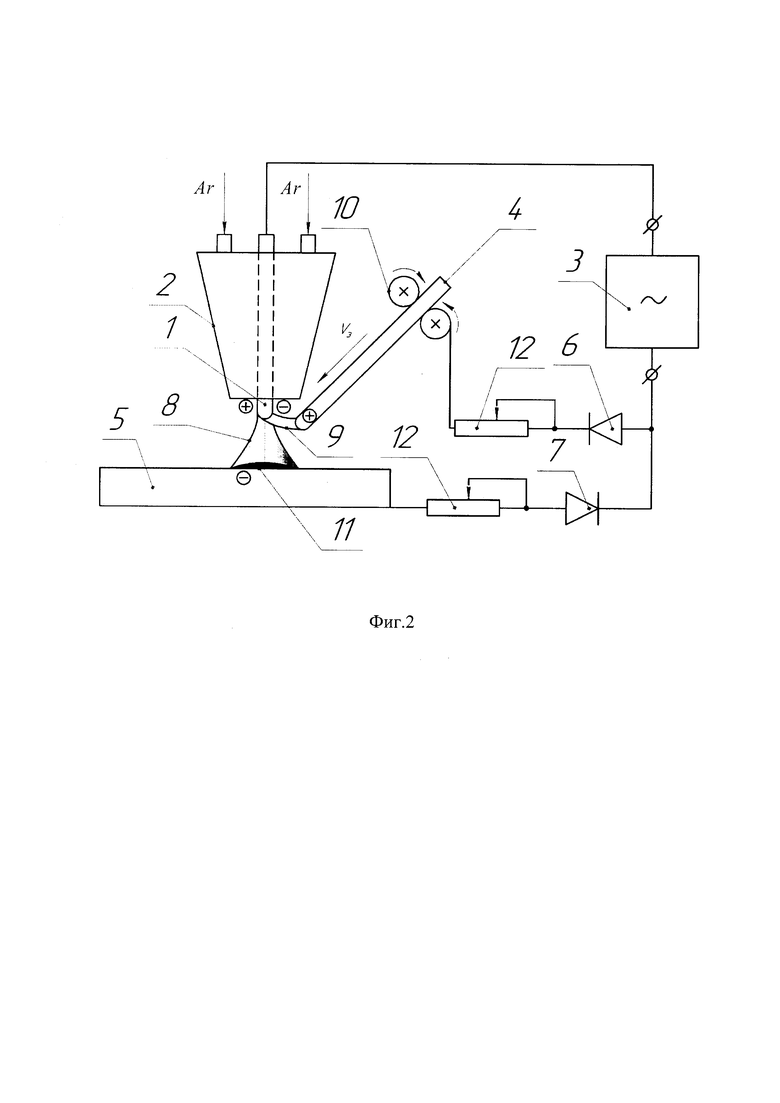
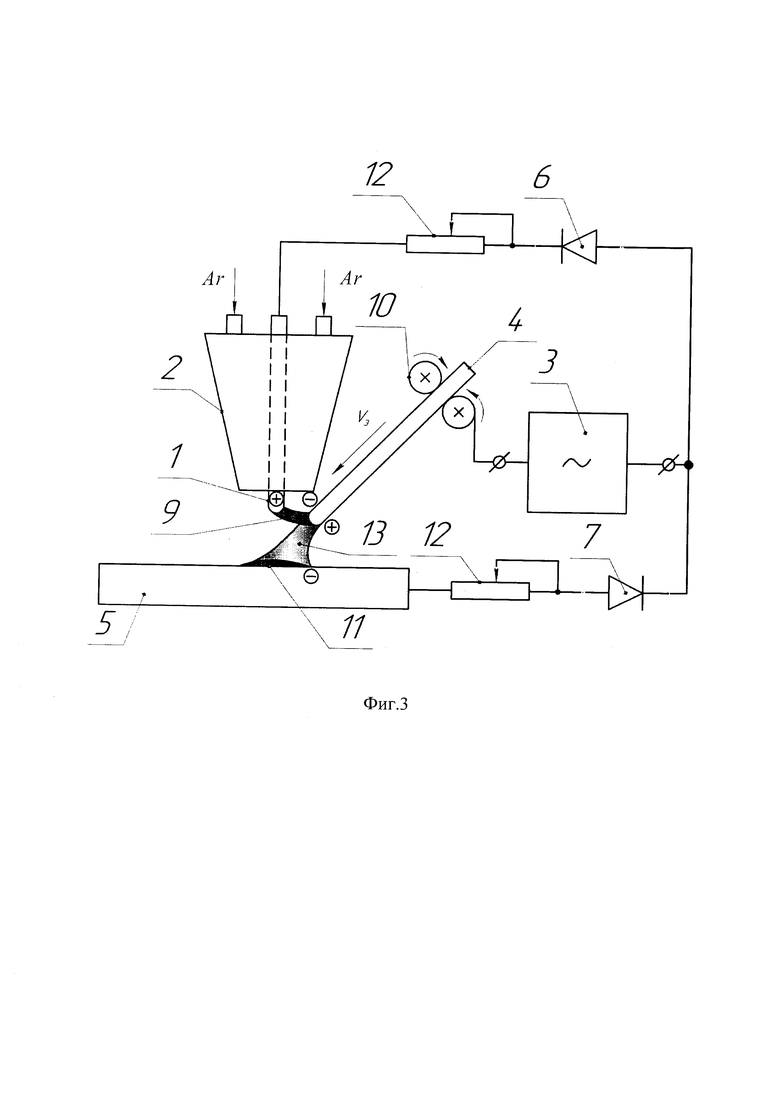
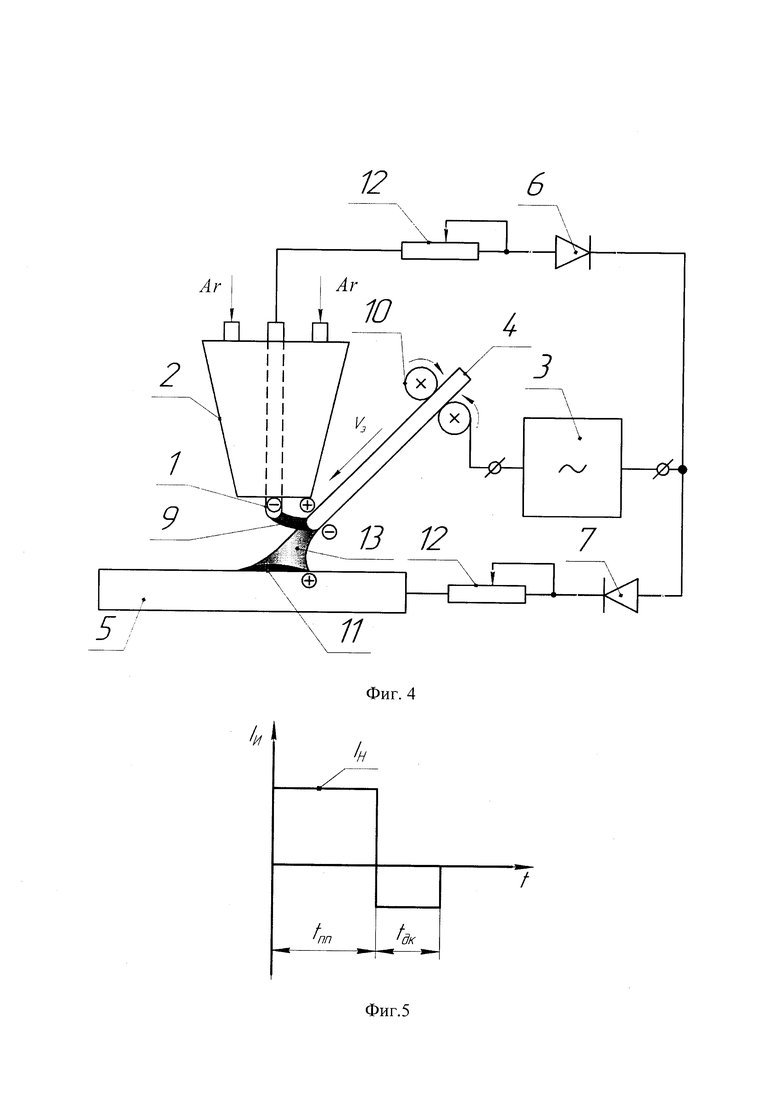
На фиг.1 представлена вариант схемы реализации способа, при котором к одному полюсу источника питания подключены изделие и плавящийся электрод, на фиг.2 – схема реализации способа по аналогичной схеме, но при противоположном включении вентилей, фиг.3 представлена вариант схемы реализации способа, когда к одному полюсу источника питания подключены изделие и неплавящийся электрод, на фиг.4 – схема реализации способа по аналогичной схеме, но при противоположном включении вентилей, на фиг.5 представлена циклограмма тока импульсов источника питания, на фиг.6 – циклограмма тока в дуге прямого действия, на фиг.7 – циклограмма тока в дуге косвенного действия, на фиг.8 – зависимости для допустимых токов на вольфрамовые электроды, на фиг.9 – схема дуговой пайки.
На фиг.1 показана схема реализации предлагаемого способа сварки, наплавки или пайки, при котором к одному полюсу источника питания подключены изделие и плавящийся электрод, а ко второму полюсу - неплавящийся электрод. Неплавящийся вольфрамовый электрод 1, расположенный в сопле сварочной горелки 2 напрямую подключен к полюсу источника питания 3 переменного тока с частотой не менее 50 Гц. Ко второму полюсу источника питания 3 подключен плавящийся электрод 4 и изделие 5. В цепь, соединяющую плавящийся электрод 4 с полюсом источника питания 3, включен электрический вентиль - диод 6, таким образом, чтобы отрицательный контакт (анод) диода 6 соединялся с полюсом источника питания 3, а положительный контакт диода (катод) 6 соединялся с плавящимся электродом 4. К отрицательному контакту диода (аноду) 6 и полюсу источника питания 3 подключен положительный контакт (катод) второго диода 7. Отрицательный контакт диода 7 (анод) соединен с изделием 5. Между неплавящимся электродом 1 и изделием 5 периодически с частотой сварочного источника питания 3 протекают импульсы тока дуги прямого действия 8 прямой полярности, пропускаемые диодом 7. Также между неплавящимся электродом 1 и плавящимся электродом 4 с такой же периодичностью и частотой протекают импульсы тока дуги косвенного действия 9, пропускаемые диодом 6. При этом плавящийся электрод 4 является катодом дуги, а неплавящийся электрод 1 его анодом. Для обеспечения повторных зажиганий дуг 8 и 9 во время смены в них полярности параллельно дугам подключен высокочастотный возбудитель дуги, который является составной частью сварочного источника питания 3. Плавящийся электрод 4 непрерывно подается по мере его расплавления с постоянной скоростью Vэ в направлении неплавящегося электрода 1 и изделия 5 с помощью роликов 10 подающего механизма. В сопло сварочной горелки 2 подается инертный защитный газ аргон. Совместное действие дуг 8 и 9 приводит к появлению при наплавке на изделие 5 слоя наплавленного металла 11. Последовательно с диодами 6 и 7 включены балластные сопротивления 12 для дополнительного регулирования токов импульсов.
Конструкция источника питания 3 позволяет на выбранной частоте тока регулировать как токи импульсов, так и их длительность в течение периода используемой частоты. Во многих современных источниках питания устанавливают равные токи импульсов и регулировка соотношения средних за период токов полярностей осуществляется только длительностью импульсов. В процессе сварки, наплавки или пайки изделия 5 поочередно зажигаются дуги 8 и 9 с помощью высокочастотного возбудителя дуги, который действует только на подключенный к силовой части источника через диод дуговой промежуток. Если условия сварки обеспечивают устойчивое повторное зажигание дуг 8 и 9 без возбудителя дуги, то во время сварки его можно не использовать.
Использование разнесенных по времени импульсов тока достаточно высокой частоты свыше 50 Гц в обеих дугах 8 и 9 обеспечивает полное отсутствие взаимодействия их магнитных полей и высокую их пространственную устойчивость. В то же время такая частота обеспечивает непрерывное расплавление плавящегося электрода 4 вследствие высокой инерционности тепловых процессов при его плавлении.
Включение дуг поочередно от одного источника писания обеспечивает его высокую загрузку, как при сварке дугой прямого действия. Также автоматически обеспечивается синхронизация частоты импульсов, так как они питаются от одного источника.
Дуга 8 прямого действия обеспечивает преимущественно проплавление изделия 5 на требуемую глубину с образованием необходимой площади проплавления поперечного сечения изделия 5. Дуга 9 косвенного действия обеспечивает, главным образом, расплавление требуемого количества наплавляемого металла с образованием необходимой площади поперечного сечения наплавленного металла. Мощность, передаваемая изделию 5 наплавленным металлом, незначительно влияет на его проплавление, так как преимущественно тратится на расплавление самого электрода, а концентрация мощности от капель электродного металла в сварочной ванне невелика. Таким образом, в способе обеспечивается независимое регулирование производительностей расплавления основного металла изделия и наплавляемого металла. Это облегчает регулирование и проектирование химического состав сварного шва.
Так как при работе в качестве анода при горении дуги косвенного действия вольфрамовый электрод испытывает большую тепловую нагрузку, то ток на него в дуге косвенного действия должен быть не больше допустимого тока дуги обратной полярности при однодуговой сварке. Ток импульсов в дуге прямого действия прямой полярности должен быть не больше допустимого тока дуги прямой полярности при однодуговой сварке. В этом случае общая стойкость вольфрамового электрода за период будет обеспечена. Соответственно, снижение тока в одной из дуг позволяет повысить ток во второй дуге, но так, чтобы обеспечивалась допустимая тепловая нагрузка на вольфрамовый электрод.
Схему на фиг.1 можно рекомендовать при наплавке алюминиевой проволоки на стальное изделие, при которой при определенном содержании алюминия непосредственно в шве образуется интерметаллидный сплав железа с алюминием, обладающий высокой твердостью, износостойкостью и жаростойкостью. При этом обеспечивается разрушение окисной пленки алюминия на проволоке, что повышает качество наплавки.
(То, что при наплавке алюминиевой присадочной проволоки на сталь можно получить шов с высокими показателями твердости и жаростойкости показано в патенте РФ №2414336, опубликованном 20.03.2011 г.).
При использовании предлагаемого способа наплавки повышается стабильность скорости расплавления алюминиевой проволоки и можно с высокой точностью обеспечить требуемое содержания алюминия в шве.
Кроме того, несмотря на сравнительно небольшой ток в дуге косвенного действия, она может обеспечивать достаточно высокую производительность расплавления плавящегося электрода αр⋅I, так как коэффициент расплавления αр катода намного превышает его значение для анода.
Это показано для стальной проволоки в работе Ленивкина В.Α., Дюргерова Н.Г., Сагирова Х.Н. Технологические свойства сварочной дуги в защитных газах. - Μ.: ООО «БМП-ПР», НАКС, 2011 г., 367 с., а для алюминиевой проволоки в работе «О плавлении алюминиевого электрода аргоновой дугой прямой полярности» / В.П. Сидоров, Н.А. Борисов, Д.Э. Советкин // Вектор науки ТГУ.2019.№4(50). С.52-57.
Стабильность скорости расплавления электродной проволоки при плавящемся катоде обеспечивается за счет высокой частоты действия импульсов свыше 50 Гц, что снижает подвижность катодного пятна на электроде.
На схеме фиг.2 показано, что диоды 6 и 7 могут быть подключены и противоположным, чем на фиг.1 образом, То есть полюс сварочного источника питания 3 соединяется с анодом диода 6, катод которого подключается к плавящемуся электроду 4. Анод диода 7 при этом должен быть подсоединен к изделию 5, а катод диода 7 соединен с анодом диода 6 и полюсом источника питания 3. Тогда полярность импульсов дуги прямого действия 8 сменится на противоположную по отношению к полярности на фиг.1, это будут импульсы тока обратной полярности. Также изменится направление токов импульсов дуги косвенного действия 9 между неплавящимся вольфрамовым электродом 1 и плавящимся электродом 4. В дуге косвенного действия 9 токи импульсов будут протекать от плавящегося электрода-анода 4 к отрицательному неплавящемуся вольфрамовому электроду-катоду 1. Последовательно с диодами 6 и 7 включены балластные сопротивления 12 для дополнительного регулирования токов импульсов.
Дуга 8 прямого действия будет обеспечивать, главным образом, очистку изделия 5 от окисной пленки, например, при сварке и пайке алюминиевых сплавов. Дуга 9 косвенного действия обеспечивает, главным образом, расплавление требуемого количества наплавляемого металла с образованием необходимой площади поперечного сечения наплавленного металла. Мощность, передаваемая изделию 5 наплавленным металлом, незначительно влияет на его проплавление и может быть получена очень низкая доля основного металла в металле шва 11. Одновременно с включением дуг 8 и 9 начинается плавление электрода 4 и его подача со скоростью плавления Vэ в направлении столба дуги прямого действия 8 и изделия 5. Импульсы тока дуги косвенного действия 9 обеспечивают необходимое количество дополнительного металла в процессах сварки, наплавки или пайки. Таким образом, в способе обеспечивается отсутствие магнитного взаимодействия дуг при независимом регулировании производительностей расплавления основного металла изделия и наплавляемого металла.
Возможность различных вариантов подключения диодов 6 и 7 на схемах фиг.1, 2 расширяет технологические возможности способа. При варианте фиг.1 отрицательного плавящегося электрода 4 дуги косвенного действия 9 скорость его плавления при одинаковом токе намного выше, чем при подключении его к положительному полюсу. Изменение полярности дуги прямого действия 8 также влияет на глубину проплавления изделия 5. В целом создаются большие возможности регулирования соотношения производительности расплавления основного и дополнительного металла. Отсюда следуют и дополнительные возможности по регулированию химического состава сварного или паяного шва.
Процесс пайки характеризуется низкой температурой плавления припоя и отсутствием или малой глубиной проплавления основного металла. Вариант схемы на фиг.2 при пайке алюминиевых сплавов обеспечивает очистку изделия от окисной пленки при малой глубине проплавления и расплавление большого количества припоя в виде проволоки в дуге косвенного действия. При этом припой в виде электродной проволоки может иметь и более высокую температуру плавления, чем обычные припои. Выбор тока импульсов в дугах также определяется допустимыми токами на вольфрамовый электрод при однодуговой сварке в зависимости от полярности дуги.
На фиг.3 показана схема реализации предлагаемого способа сварки, когда к одному полюсу источника питания подключены изделие и неплавящийся электрод. Неплавящийся вольфрамовый электрод 1, расположенный в сопле сварочной горелки 2, подключен к полюсу источника питания переменного тока 3 с частотой не менее 50 Гц через диод 6. Положительный контакт диода 6 (анод) подключен к источнику 3, а отрицательный контакт (катод) к неплавящемуся вольфрамовому электроду 1. Другой диод 7 включен встречно в цепь между анодом диода 6 и изделием 5 таким образом, что анод диода 6 соединен с катодом диода 7. Ко второму полюсу источника питания 3 напрямую подключен плавящийся электрод 4. Между плавящимся электродом 4 и изделием 5 периодически с частотой источника питания 3 протекают импульсы тока дуги прямого действия 13 обратной полярности, пропускаемые диодом 7. Также между неплавящимся вольфрамовым электродом 1 и плавящимся электродом 4 с такой же периодичностью и частотой протекают импульсы тока дуги косвенного действия 9, пропускаемые диодом 6. Направление токов в дуге косвенного действия 9 от положительного неплавящегося вольфрамового электрода 1 к отрицательному плавящемуся электроду 4. Зажигание дуг прямого действия 13 и косвенного действия 9 производится высокочастотным возбудителем дуг источника питания. Плавящийся электрод 4 непрерывно подается по мере расплавления с постоянной скоростью в направлении неплавящегося электрода 1 и изделия 5 с помощью роликов 10 подающего механизма. В сопло 2 сварочной горелки подается защитный инертный газ аргон. В цепи диодов 6 и 7 дополнительно включены балластные сопротивления 12 для создания возможности дополнительного регулирования токов импульсов. Совместное действие дуг 9 и 13 приводит к наплавке на изделие 5 слоя наплавленного металла 11.
Для обеспечения повторных зажиганий дуг 9 и 13 во время смены их полярности параллельно дугам подключен высокочастотный возбудитель дуги, который является составной частью сварочного источника питания 3.
В процессе сварки и наплавки изделия 5 поочередно включаются дуги 9 и 13 с помощью высокочастотного возбудителя дуги. Если условия сварки обеспечивают устойчивое повторное зажигание дуг 9 и 13 без возбудителя дуги, то во время сварки его отключают.
Использование разнесенных по времени импульсов тока высокой частоты в обеих дугах 9 и 13 обеспечивает полное отсутствие взаимодействия их магнитных полей и высокую их пространственную устойчивость.
Дуга 13 прямого действия обеспечивает проплавление изделия 5 и определенную производительность расплавления электрода 4. Дуга 9 косвенного действия обеспечивает дополнительное расплавление требуемого количества наплавляемого металла с образованием необходимой площади его поперечного сечения в сварном шве. Мощность, передаваемая изделию 5 наплавляемым металлом с электрода 4, незначительно влияет на его проплавление. Основное влияние на проплавление изделия 5 оказывает воздействие приэлектродной (анодной) области дуги прямого действия 13, расположенной у изделия 5. Одновременно с включением дуг 9 и 13 начинается плавление электрода 4 и его подача со скоростью Vэ к изделию. Изменение смены импульсов с достаточно большой частотой свыше 50 Гц приводит к тому, что катодное и анодное пятна дуги на плавящемся электроде 4 пространственно стабилизируется и плавление электрода происходит со стабильной скоростью. Импульсы тока дуги косвенного действия 9 обеспечивают значительное количество наплавляемого металла в процессах сварки соединений с разделкой кромок, угловых швов и наплавке.
Вариант способа, изображенный на фиг.3, наиболее целесообразно использовать при сварке больших толщин алюминиевых сплавов для заполнения разделки кромок или при сварке угловых швов. Дуга прямого действия с плавящегося электрода обеспечивает хорошее проплавление кромок и их сплавление с электродным металлом, очистку алюминиевой детали от окисной пленки. Дуга косвенного действия обеспечивает дополнительное расплавление электродного металла и его очистку от окисной пленки, чего не происходит при однодуговой сварке на обратной полярности. Ток на вольфрамовый электрод дуги косвенного действия должен быть минимальным, равным допустимому току при однодуговой сварке обратной полярности. Суммарный средний за ток дуги за период на плавящийся электрод можно выбирать аналогичным рекомендуемым токам для плавящегося электрода при однодуговой сварке на обратной полярности. При этом, как показывают проведенные исследования, ссылка на которые приведена выше, производительность расплавления электрода будет намного выше, чем в дуге обратной полярности, из-за расположения на электроде катодного пятна дуги в течение части периода.
Схему на фиг.3 также можно рекомендовать при наплавке стальной проволоки на алюминиевое изделие, при которой при определенном содержании алюминия непосредственно в шве образуется интерметаллидный сплав железа с алюминием, обладающий высокой твердостью, износостойкостью и жаростойкостью. При этом обеспечивается разрушение окисных пленок на проволоке, что повышает качество наплавки.
На схеме фиг.4 показано, что диоды 6 и 7 могут быть подключены и противоположным, чем на фиг.3, образом. То есть полюс сварочного источника питания 3 соединяется с катодом диода 6, анод которого подключается к неплавящемуся электроду 1. Катод диода 7 при этом должен быть подсоединен к изделию 5, а анод диода 7 соединен с катодом диода 6. Тогда полярность импульсов дуги прямого действия 13 сменится на противоположную, это будут импульсы тока прямой полярности. Также изменится направление токов импульсов дуги косвенного действия 9 между неплавящимся электродом 1 и плавящимся электродом 4. В дуге косвенного действия 9 токи импульсов будут протекать от плавящегося электрода-анода 4 к отрицательному неплавящемуся электроду-катоду 1. Дуга 13 прямого действия обеспечивает проплавление изделия 5 при сварке, поставляет в шов наплавляемый металл 11. Дуга 9 косвенного действия обеспечивает дополнительное расплавление наплавляемого металла 11 для образования необходимой площади поперечного сечения наплавленного металла. Мощность, передаваемая изделию 5 наплавленным металлом, незначительно влияет на его проплавление и может быть получена достаточно низкая доля основного металла в металле шва. Одновременно с включением дуг 9 и 13 начинается плавление электрода 4 и его подача со скоростью Vэ в столб дуги прямого действия 13. Таким образом, в способе также обеспечивается независимое регулирование производительностей расплавления основного металла изделия и наплавляемого металла.
Возможность различных вариантов подключения диодов 6 и 7 расширяет технологические возможности способа. В целом создаются большие возможности регулирования соотношения производительности расплавления основного и дополнительного металла. Отсюда следуют и дополнительные возможности по регулированию химического состава сварного, наплавочного или паяного шва.
Полюса электродов и изделия, которые будут сочетаться в течение периода переменного тока по схемам фиг.1-фиг.4, можно представить в виде таблицы 1.
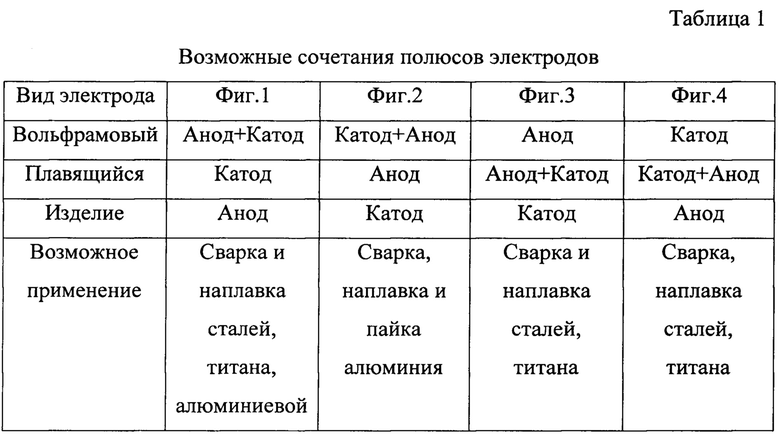

Таблица 1 показывает широкие возможности предлагаемого способа в отношении выбора сочетания полюсов электродов, что обеспечивает широкий выбор технологических возможностей по производительностям расплавления электродного и основного металлов и их очистке, например, от окисных пленок за счет механизма катодного разрушения.
На фиг.5 представлена циклограмма токов прямоугольной формы, генерируемых сварочным источником питания разнополярных импульсов Iи. Циклограмма представляет зависимость изменения тока от времени t. Для схемы на фиг.1 она совпадает с циклограммой токов в неплавящемся электроде Iн=Iи. В общем случае величины токов импульсов и время их протекания не равны между собой, tПП обозначена длительность протекания импульса тока прямого действия прямой полярности, tдк - время импульса в дуге косвенного действия. Весь период протекания тока tЦ=tПП+tдк. При использовании способа отношение произведения тока импульсов на их длительность в дугах прямого и косвенного действия выбираются в соответствии с формулой (1).
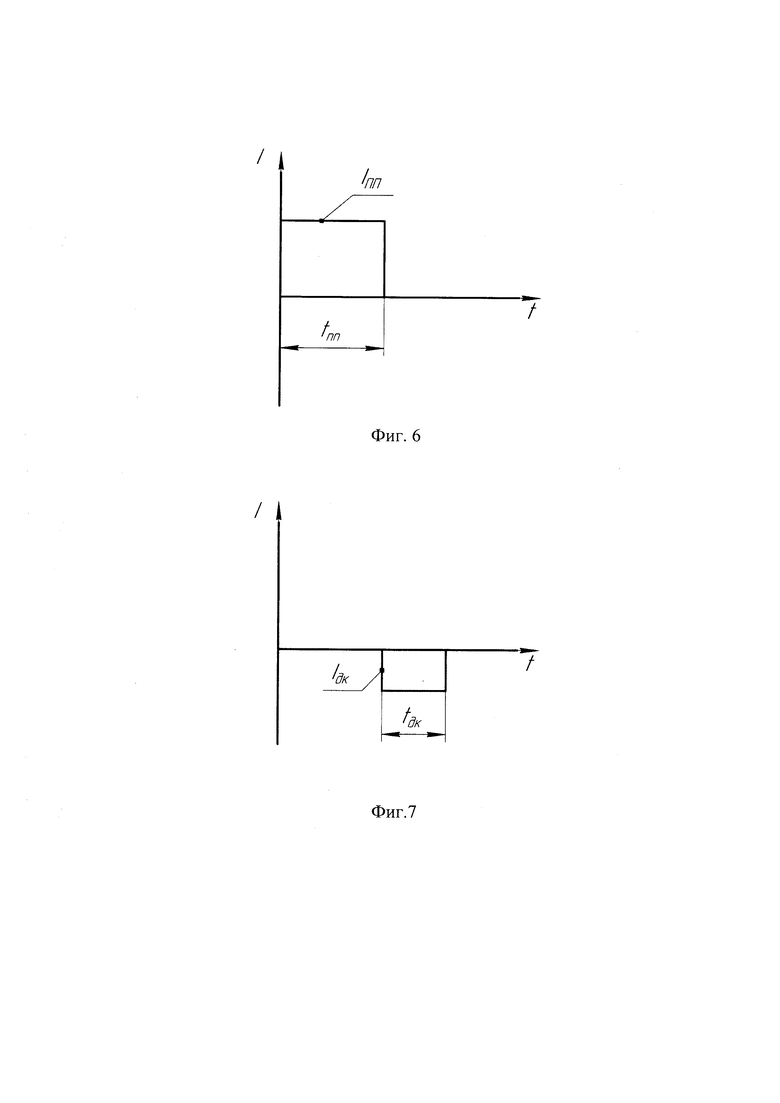
На фиг.6 показана циклограмма импульса в дуге прямого действия IПП длительностью tПП.
На фиг.7 показан циклограмма импульса в дуге косвенного действия tдк длительностью tдк.
Для других схема фиг.2-фиг.4 циклограммы аналогичны, на один из электродов воздействуют два импульса, а на второй и изделие - один импульс.
В дугах периодически протекают импульсы тока одного направления. Из-за выпрямляющего действия электрических вентилей (диодов) в каждый момент времени горит только одна из дуг. Это обеспечивает технический результат способа - полное отсутствие взаимодействия магнитных полей дуг.
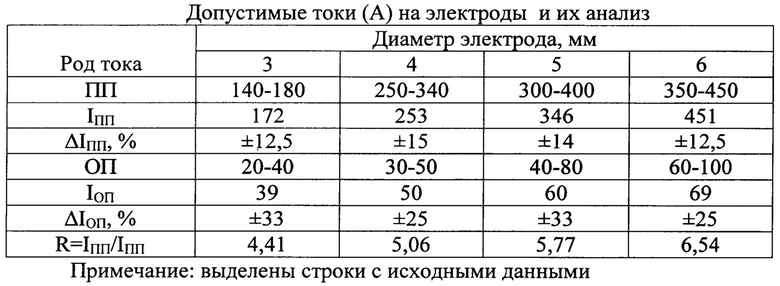
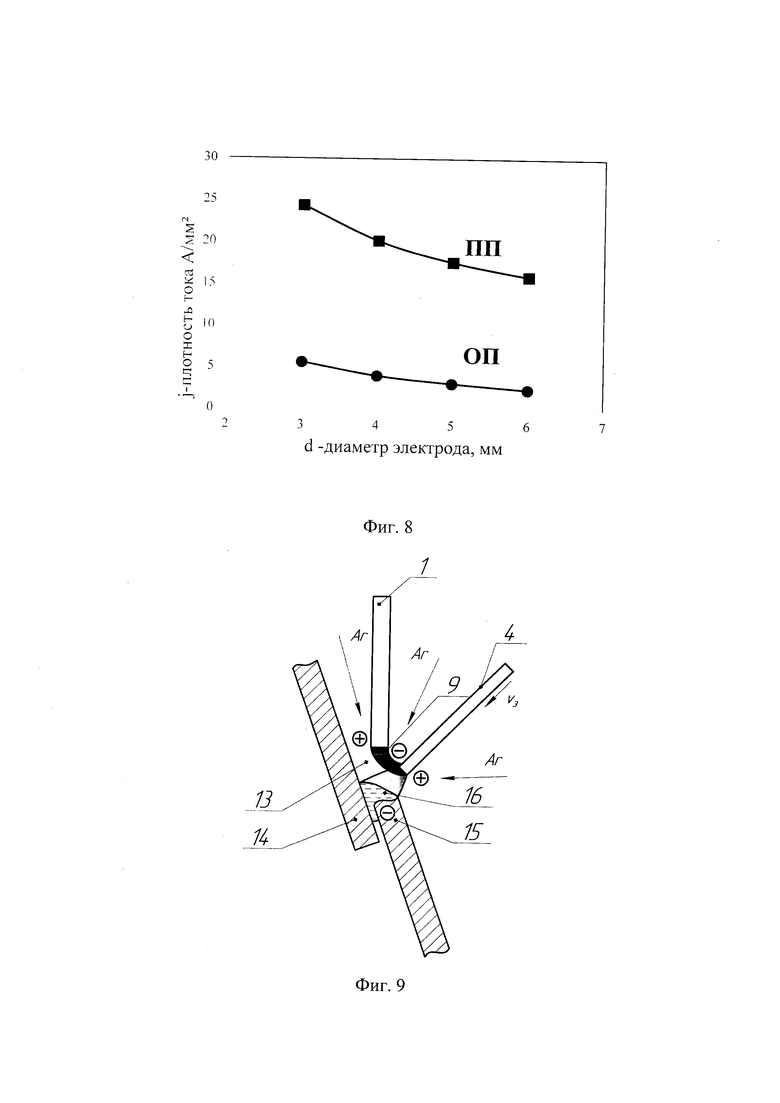
На фиг.8 представлены зависимости по допустимым плотностям тока токам на вольфрамовый электрод при однодуговой сварке постоянным током прямой и обратной полярности в среде аргона. Кривая ПП обозначает зависимость для прямой полярности дуги, а кривая ОП - для обратной полярности. Зависимости имеют вид гипербол.
Допустимые токи на вольфрамовые электроды получены в результате анализа данных таблицы III. 15, С. 195 монографии Г.Л. Петрова. Сварочные материалы. Л.: Машиностроение, 1972. - 280 с. для аргоновой дуги. Для этого рассчитывали средние рекомендуемые токи дуг IПП и IОП, размах относительных отклонений от них ΔIПП и ΔIОП в процентах и сравнивали по видам полярностей (таблица 2).
Зависимости допустимых токов на неплавящиеся электроды от диаметра уточняли, используя весь массив данных их таблицы 2. Для этого аппроксимировали зависимости плотности тока от диаметра для каждой из полярностей из таблицы 2 гиперболической функцией по методу наименьших квадратов с помощью компьютерной программы, приведенной в справочнике: Дьяконов В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ / В.П. Дьяконов. М.: Наука, 1987. - 240 с на стр. 140.
Для одного диаметра вводили два значения плотности тока (минимальное и максимальное), что позволило увеличить массив данных до восьми точек вместо четырех и выполнить аппроксимацию более точно. Гиперболическая функция имела вид

где d - диаметр электрода в мм, F, K - коэффициенты аппроксимации. Размерность F - А/мм2, размерность К - А/мм.
Полученные значения коэффициентов приведены в таблице 3.

Наиболее узкий относительный диапазон (в %) допустимых токов ΔIПП присущ дуге прямой полярности и этот диапазон стабилен для всех диаметров электрода. Наибольший относительный диапазон токов ΔIОП имеет место для дуги обратной полярности. Это связано с тем, что дуга прямой полярности с неплавящимся электродом используется в производстве намного чаще, чем обратной полярности.

В таблице 2 приведены отношения средних допустимых токов прямой и обратной полярности R=IПП/IОП в зависимости от диаметра электрода. Эта зависимость монотонна, в ней R изменяется от 4,41 до 6,54. Среднее значение R=IПП/IОП=5,45 при среднем относительном отклонении по абсолютной величине САО=13%, который определяется по методике учебного пособия: Львовский Е.Н. Статистические методы построения эмпирических формул / Е.Н. Львовский. - М.: Высш. шк., 1988. - 239 с. С. 28. Отношение R показывает во сколько раз допустимые токи на прямой полярности дуги больше, чем на обратной полярности.
Формула (2) совместно с таблицей 3 позволяет легко определить допустимые средние токи на неплавящийся вольфрамовый электрод для импульсов при подключении к нему отрицательного полюса (катода) или положительного полюса анода.
Средний ток на вольфрамовый электрод Iсн за период при прохождении двух импульсов разных направлений и величины для схемы фиг.1

где ψ - доля времени импульса дуги прямой полярности за период по отношению к длительности периода, IПП - средний ток импульса за время его действия в дуге прямой полярности, Iдк - средний ток импульса в дуге косвенного действия в период ее действия.
Для того чтобы не допустить перегрузки вольфрамового электрода, необходимо ток импульса дуги прямого действия выбирать по таблице 1 для прямой полярности однодуговой сварки, а дуги косвенного действия - для обратной полярности однодуговой сварки.
Средний ток на плавящийся электрод в дуге косвенного действия за весь период

Ток Iдкс определяет скорость расплавления электродной проволоки. Он должен назначаться по рекомендуемым значениям однодуговой сварки плавящимся электродом на обратной полярности, так как дуга прямой полярности в инертных газах плавящимся электродом практически не используется для сварки.
Современные источники питания дуги с разнополярными импульсами тока прямоугольной формы используют частоту импульсов 50-150 Гц. За счет высокой частоты смены полярности на плавящемся электроде обеспечивается высокая стабильность расположения активных пятен дуг на нем и, соответственно, высокая стабильность скорости расплавления электрода. Такой стабильности дополнительно способствует также то, что катодное пятно дуги размещается на плавящемся электроде сравнительно небольшую часть периода тока, а также отсутствие магнитных полей от второй дуги.
В таблице 4 приведены данные о коэффициентах расплавления стальной сварочной электродной проволоки марки Св-08Г2С диаметром 2 мм при вылете электрода 1,54 см на прямой и обратной полярностях дуги при наплавке сталей в среде CO2.
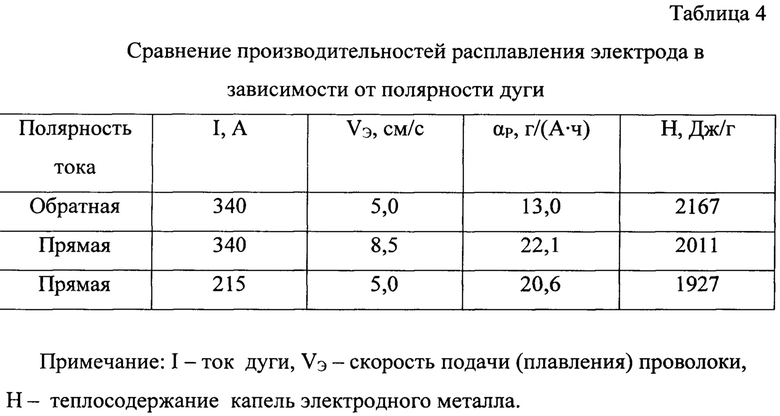
При одинаковых токах I=340 А дуг обратной и прямой полярностей скорость расплавления электрода Vэ и его коэффициент расплавления на прямой полярности в 1,7 раза выше. Одинаковые скорости расплавления достигаются, когда ток дуги прямой полярности уменьшили до I=215 А. Данные приведены также в монографии В.А. Ленивкина и др. «Технологические свойства сварочной дуги в защитных газах». М.: Машиностроение, 1989. - 264 с. (С. 115, таблица 20). В этой монографии в главе 4 показано, что производительность расплавления стальной электродной проволоки на прямой полярности значительно выше, однако из-за нестабильного поведения катодного пятна на электроде она неравномерна во времени. Это явление обусловлено тем, что катодное падение напряжения в дуге с плавящимися электродами обычно значительно выше, чем анодное падение напряжения, однако существенно зависит от химического состава поверхности электродной проволоки, от наличия на ней, например, окислов.
При высокой частоте включений и выключений дуги прямой полярности на плавящийся электрод катодное пятно возникает в одной и той же зоне торца электрода и его пространственное положение стабилизируется, что стабилизирует и скорость его расплавления, несмотря на наличие химической неоднородности на поверхности электрода. То, что дуга прямой полярности может быть в определенных условиях стабильной и применяться на практике подтверждается ее использованием при сварке сталей под флюсом на токах выше 600 А (см. Строительство магистральных и промысловых трубопроводов. Сварка. ВСН 006-89. Миннефтегазстрой. - М.: 1989. - 216 с. С. 51, п. 2.6.18-2.6.20).
Положение катодного пятна дуги под флюсом в условиях, когда она горит в закрытом пространстве при повышенном давлении газового пузыря, по-видимому, стабилизируется. Это также подтверждается широким использованием дуги под флюсом на переменном токе промышленной частоты.
Также экспериментально показано, что стабильность горения дуги с прямоугольными разнополярными импульсами тока высокая при наплавке стальными покрытыми электродами (см. статью Сидорова В.П., Советкина Д.Э. Наплавка покрытыми электродами дугой, питаемой разнополярными импульсами тока в сборнике: Сварка. Реновация. Триботехника: материалы IX Уральской научно-практической конференции. 21.09.19. - Нижний Тагил: НТИ (филиал) УрФУ, 2019. - С. 58-63).
Также теоретические и экспериментальные исследования показывают, что производительность расплавления алюминиевой электродной проволоки-катода существенно выше, чем анода при одинаковых токах. Эта зависимость установлена как для стальной проволоки в аргоне, так и опытами авторов для алюминиевой проволоки. Поэтому использование в предлагаемом способе в дуге косвенного действия части импульсов тока с отрицательного плавящегося электрода-катода на неплавящийся электрод увеличивает производительность его расплавления по сравнению с дугой обратной полярности.
Это показано в статье « О плавлении алюминиевого электрода аргоновой дугой прямой полярности» - Вектор науки ТГУ. - 2019. - №4(50). - С. 52-57.
При одинаковом токе производительность расплавления П=αP⋅Ι увеличивается с уменьшением диаметра электрода. Изменяя диаметр плавящегося электрода, можно в широких пределах регулировать производительность наплавки. В таблице 5 приведены рекомендации по выбору плотности тока в дуге обратной полярности при однодуговой сварке алюминиевых сплавов.
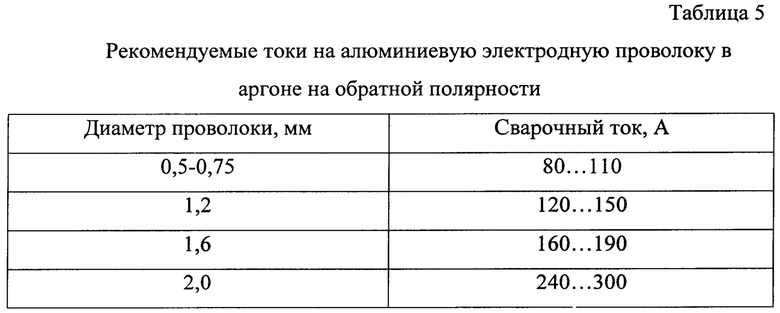
Такие рекомендации приведены в справочнике «Сварка в машиностроении», т. 2. М.: Машиностроение, 1978. 462 с. С. 234, таблица 16.
Среднее за период значение тока на плавящийся электрод в зависимости от диаметра электрода и его материала следует выбирать по рекомендациям для однодуговой сварки на обратной полярности в соответствии с рекомендациями таблиц 4, 5 или аналогичных таблиц.
Для схемы на фиг.2 формулы (2) и (3) также справедливы. Также справедливо для этой схемы и правила выбора токов на электроды.
Для схемы на фиг.3 ток в плавящемся электроде равен сумме токов дуг в дугах прямого и косвенного действия. При этом средний за период ток на плавящийся электрод должен также выбираться по рекомендуемым значениям при однодуговой сварке на обратной полярности.
Допустимый средний ток импульса за период на неплавящийся электрод дуги косвенного действия Iнс, который при схеме на фиг.3 является анодом, следует выбирать по формуле (2) для обратной полярности электрода при однодуговой сварке. Тогда допустимый средний ток импульса за время его действия может быть рассчитан по формуле
Iни=Iнс/ϕ,
где - доля времени импульса тока дуги косвенного действия от длительности периода.
Для схемы на фиг.4 неплавящийся электрод является катодом в дуге косвенного действия. Поэтому допустимый средний ток за период для него должен определяться по формуле (2) для прямой полярности при однодуговой сварке.
На фиг.9 показана схема пайки алюминиевых деталей по одному из вариантов предлагаемого способа по схеме фиг.3. Изделие собирается из двух деталей 14 и 15, расположенных по углом 45 градусов к горизонту внахлестку с зазором, таким образом, чтобы паяный шов 16 формировался в положении «в лодочку». Поверхность торца детали 15 и поверхность пластины 14 нагреваются и очищаются катодным распылением импульсами тока дуги обратной полярности 13 небольшой мощности, горящей между плавящимся электродом 4 и деталями 14 и 15. Мощность дуги косвенного действия 9 также небольшая, но достаточная для расплавления припоя 4, а проплавление деталей 14 и 15 отсутствует. При этом за счет зазора между деталями и проникновения в него катодной области дуги 13 очищается от окисной пленки алюминия и часть поверхности детали 14, перекрытой деталью 15 в нахлестке. За счет этого образуется более качественное паяное соединение. Расплавляют припой проволоки 4 оба импульса дуг косвенного действия 9 и прямого действия 13. Происходит и катодная очистка проволоки припоя 4, что повышает качество паяного соединения.
Припой электродной проволоки 4 имеет низкую температуру плавления, поэтому небольших токов дуг прямого 13 и косвенного действия 9 достаточно для расплавления значительного количества припоя. Скорость пайки подбирается из условия совпадения площадей очистки деталей от окисной пленки и растекания припоя с образованием необходимой площади его поперечного сечения.
Пример 1. Выполняли наплавку по схеме фиг.1 алюминиевой проволоки Св-АД0 на пластину из стали 20 толщиной 10 мм для получения износостойкой и жаростойкой наплавки. Исследования показали, что для получения твердого сплава без образования трещин с оптимальными свойствами необходимо содержание алюминия в наплавленном шве по массе 20-25%.
(То, что при наплавке алюминиевой присадочной проволоки на сталь можно получить шов с высокими показателями твердости и жаростойкости, показано в патенте РФ №2414336, опубликованном 20.03.2011 г.).
Диаметр вольфрамового электрода использовали 4 мм, расход защитного аргона составлял 10 л/мин. Вольфрамовый электрод располагался в горелке, закрепленной на автомате для аргонодуговой сварки АДСВ-6, оснащенном механизмом подачи присадочной проволоки, который использовался для подачи электродной проволоки.
Предварительно на токе I=100 А при однодуговой сварке при скорости наплавки Vc=0,3 см/с был получен шов с глубиной проплавления Н=2 мм шириной Е=8 мм и площадью поперечного сечения проплавления основного металла Fo=11 мм2. Производительность расплавления основного металла при скорости наплавки Vc=0,3 см/с и плотности стали 7,8 г/см3 составила
M/t=0,3⋅7,8⋅0,11=0,26 г/с.
При среднем содержании алюминия по массе из рекомендуемого диапазона 23% получили необходимую производительность наплавки алюминиевой поволоки Mal=0,26⋅0,23=0,06 г/с. При проволоке диаметром 1,0 мм с учетом потерь проволоки 10% на испарение и разбрызгивание, получим необходимую скорость ее плавления
VЭ=0,06/(0,9⋅0,785⋅10-2⋅2,7)=3,14 см/с.
При относительной длительности импульсов дуг прямого действия ψ=0,75 получили ток в импульсе дуги прямой полярности 100/0,75=133 А. Коэффициент расплавления проволоки при смешанной полярности (1-75)=0,25 можно оценить в αP=11 (г/А⋅ч).
Тогда, исходя из формулы для скорости подачи проволоки,
VЭ=(αPj)/ρ,
где j - плотность тока в сечении проволоки, А/см2, ρ - плотность алюминия, г/см3, получим средний за период на ток на плавящийся электрод 22 А. При (1-ψ)=0,25 ток в импульсе должен составлять 22/0,25=88 А. αP берется в г/(А⋅с).
Поскольку ток в импульсе в дуге прямой полярности 167 А для вольфрамового электрода намного меньше допустимого в таблице 2 Iпп=254 А, то данное сочетание токов обеспечило стойкость вольфрамового электрода.
Вольфрамовый и плавящийся электроды подключали к источнику питания разнополярных импульсов тока прямоугольной формы типа TIG200P AC/DC. Источник питания позволяет использовать импульсы с частотой 60 Гц при одинаковом токе импульсов. Номинальный ток источника питания 200 А. Технические характеристики источника питания приведены в таблице 6. Для получения импульсов использовали два диода типа Д061-200 на ток до 200 А, включенных по схеме фиг.1. Разницу токов в импульсах дуг прямого и косвенного действия обеспечили последовательным включением в цепи диодов балластных сопротивлений РБ-300.

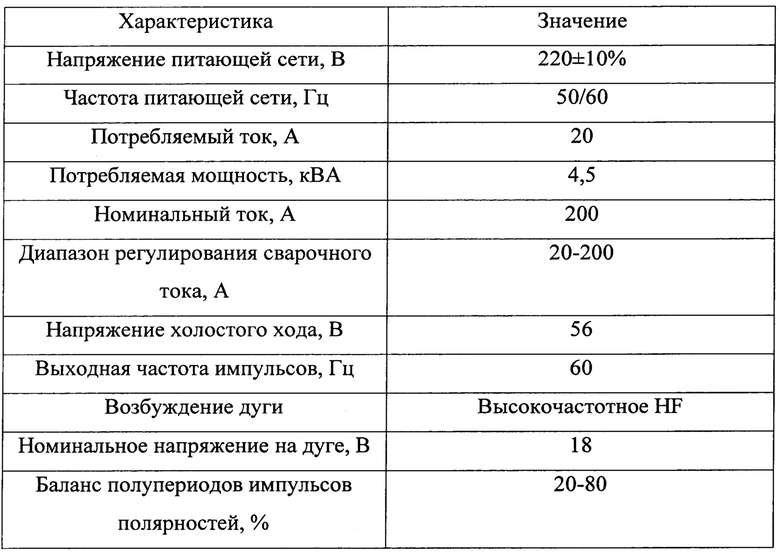
Данные приведены в паспорте и руководстве по эксплуатации установок для аргонодуговой сварки универсальных инверторных фирмы «Brima Welding International, 22 с. С.6. Издательство «Тиберис». Сайт: www.tiberis.ru/katalog-brendov/brima/. Дата обращения 04.09.19 г.
Источник питания позволяет изменять долю времени протекания тока обратной полярности и соответственно прямой полярности при установке равных токов импульсов прямой и обратной полярности при однодуговой сварке. Источник питания снабжен высокочастотным возбудителем импульсов дуги.
В результате наплавки получили качественную наплавку, обладающую высокой твердостью и жаростойкостью. В процессе наплавки обеспечивалось стабильное горение дуг и катодная очистка алюминиевой электродной проволоки от окиси алюминия Al2O3.
Пример 2. Выполняли наплавку стальной сварочной проволоки марки Св-08А на пластину толщиной 10 мм из алюминиевого сплава АМц для получения износостойкой и жаростойкой наплавки по схеме фиг.2. Наплавку вели от того же источника питания, что и в примере 1. Исследования показали, что для получения твердого сплава без образования трещин необходимо содержание алюминия по массе в наплавленном шве 20-25%. Диаметр вольфрамового электрода 5 мм. Вольфрамовый электрод располагался в горелке, закрепленной на автомате для аргонодуговой сварки АДСВ-6, оснащенный механизмом подачи присадочной проволоки, который использовался для подачи электродной проволоки.
Предварительно на токе I=100 А при однодуговой сварке однофазной дугой переменного тока при скорости наплавки Vc=0,25 см/с был получен шов с глубиной проплавления Н=3 мм шириной Е=10 мм и площадью поперечного сечения проплавления основного металла Fo=20 мм2. Скорость расплавления основного металла при скорости наплавки Vc=0,25 см/с, при его плотности 2,7 г/см3
M/t=0,25⋅2,7⋅0,20=0,11 г/с.
Содержание алюминия в наплавленном шве выбрали в середине рекомендуемого диапазона 23% по массе, то есть содержание в нем железа по массе должно быть 100-23=87%.
Следовательно, производительность наплавки стальной поволоки должна составлять 0,11⋅0,83=0,09 г/с. При проволоке диаметром 1,0 мм с учетом потерь проволоки 10% на испарение и разбрызгивание, получим скорость ее плавления
VЭ=(0,09)/(0,9⋅0,785⋅10-2⋅7,8)=1,47 см/с.
Проплавляющее действие дуги прямого действия обратной полярности на алюминиевом изделии выше, чем при однодуговой сварке однофазной дугой. Поэтому средний ток дуги обратной полярности, обеспечивший такие же размеры проплавления основного металла получили 70 А.
При доле участия прямой полярности в дуге прямого действия ψ=0,7 получили ток в импульсе дуги прямой полярности 70/0,7=100 А. Коэффициент расплавления стальной проволоки при смешанной полярности (1-ψ)=0,3 можно оценить в 9 (г/А⋅ч).
Тогда, исходя из формулы для скорости подачи проволоки, получим средний ток за период на плавящийся электрод 36 А. При (1-ψ)=0,3 ток в импульсе должен составлять 36/0,3=120 А. Этот ток намного меньше допустимого тока прямой полярности для вольфрамового электрода диаметром 5 мм, который составляет 354 А. Поэтому в целом перегрузки вольфрамового электрода не наблюдалось.
Рассчитанные токи были обеспечены в цепи с помощью включения последовательно с диодами по схеме фиг.2 балластных реостатов. В результате наплавки получили качественную наплавку, обладающую высокой твердостью и жаростойкостью.
Пример 3. Проводили сварку корневого слоя по схеме фиг.4 одностороннего сварного шва стыкового соединения с разделкой кромок пластин из стали Х18Н10Т толщиной 6 мм по предлагаемому способу электродной проволокой Св-08Х18Н9 по ГОСТ 2246-70. Вольфрамовый электрод диаметром 3 мм располагался в горелке, закрепленной на автомате для аргонодуговой сварки АДСВ-6, оснащенный механизмом подачи присадочной проволоки, который использовался для подачи электродной проволоки.
Предварительно при однодуговой сварке корня шва вольфрамовым электродом без подачи присадочной проволоки было получено, что ток дуги для качественного формирования шва должен составлять I=100 А на скорости сварки Vc=3 см/с. В результате наплавки получили ширину валика шва со стороны разделки кромок Е=6 мм, площадь поперечного сечения наплавленного металла Fh=12 мм2, площадь поперечного сечения проплавления основного металла Fo=7 мм2. Доля участия основного металла в металле шва ψο=37%.
Расплавленный металл электрода практически не влияет на проплавление изделия, поэтому ток дуги прямой полярности с плавящегося электрода на изделие также должен быть 100 А. Баланс прямой полярности в дуге прямого действия был выбран ψ=0,60. Следовательно, ток дуги прямой полярности в импульсе должен быть 100/0,6=167 А. Источник питания обеспечивает такой ток.
Источник питания должен быть загружен полностью при горении дуги косвенного действия, то есть ток импульса должен составлять 200 А. Тогда средний ток за период в дуге косвенного действия 200(1-0,6)=80 А. Суммарный средний ток на плавящийся электрод 100+80=180 А. Для такого тока при сварке плавящимся электродом на обратной полярности подходит электродная проволока диаметром 1,0 мм.
Такой ток обеспечит производительность расплавления электрода примерно П=180⋅13=2340 г/час=0,65 г/с. При скорости сварки 0,3 см/с это обеспечит площадь заполнения поперечного сечения разделки наплавленным металлом с учетом потерь на разбрызгивание Fh=0,28 см2.
Таким образом, имеет место наряду с качественным формированием корня шва заполнение разделки кромок на значительную величину. Стабильность расположения катодного пятна дуги на плавящемся электроде обеспечивается за счет смены полярности электрода с высокой частотой. При этом процесс стабильный, так как отсутствует магнитное взаимодействие дуг.
Пример 4. Производили автоматическую пайку нахлесточного соединения пластины из алюминиевого сплава АМц толщиной 1 мм со стальной оцинкованной пластиной из стали 08Ю толщиной 0,8 мм. Толщина цинкового покрытия 0,1 мм. Такая сталь широко используется в автомобилестроении. Размеры пластин 200×50 мм. Пластины собирали с нахлесткой 10 мм и зазором между ними 1,0 мм и располагали в горизонтальной плоскости. Внизу располагалась стальная пластина, сверху алюминиевая. Диаметр электродной проволоки Св-АК5 (припоя) составил 0,8 мм, диаметр вольфрамового электрода 5 мм.
Пайка выполнялась по схеме фиг.2 - дуга прямого действия обратной полярности периодически горела с вольфрамового электрода на изделие, а дуга косвенного действия периодически горела между катодом вольфрамового электрода и электродной проволокой-припоем.
Вольфрамовый электрод располагали в сварочной горелке, в которую подавался и аргон. Горелку закрепляли на автомате для аргонодуговой сварки АДСВ-6, оснащенном механизмом подачи присадочной проволоки, который использовался для подачи электродной проволоки. На выходе газа из горелки диаметр сопла составлял 15 мм, что при расходе защитного аргона 5 л/мин обеспечивало хорошую защиту зоны пайки от воздуха. Расстояние от торца вольфрамового электрода до изделия составляло 5 мм. Горелку с вольфрамовым электродом располагали углом вперед 20°, с наклоном относительно стальной пластины 70°. Проволоку, подавали в зону пайки на одинаковом расстоянии между изделием и вольфрамовым электродом позади сварочной горелки.
Относительная продолжительность действия дуги обратной полярности была выбрана (1-ψ)=0,6. Сила тока в импульсе обратной полярности 50 А была выбрана равной предельно допустимого для диаметра вольфрамового электрода 5 мм I=60 А, средний ток за период 50⋅0,6=30 А. Такой ток обеспечивал очистку от окисной пленки поверхность алюминиевой пластины, но их расплавление практически отсутствовало. Требуемая сила тока в изделии была обеспечена от того же источника питания, что и в примере 1 включением последовательно в цепь изделия балластного сопротивления. Средний ток за период на проволоку был выбран по таблице 51=80 А. Ток импульса составлял 80/0,4=200 А, что является максимальным для данного источника и не требует использования балластного сопротивления. Коэффициент расплавления проволоки при однодуговой сварке составил 12 г/(А⋅ч)=0,0033 г/(А⋅с). При таком коэффициенте и среднем токе 80 А объемная производительность наплавки проволоки составила 0,264 г/с или 98 мм3/с. На данном режиме удалось обеспечить стабильную пайку со скоростью 1,0 см/с. Площадь поперечного сечения припоя составила 10 мм2. Паяный шов получился без пор и пустот, прочность соединения не уступала прочности на разрыв алюминиевой пластины.
Способ может быть реализован с помощью выпускаемых промышленностью полуавтоматов и автоматов для механизированной и автоматической сварки в инертных газах с подачей присадочной проволоки совместно с выпускаемыми серийно сварочными источниками питания разнополярных импульсов тока. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
Изобретение относится к способу сварки, наплавки или пайки с комбинацией дуг прямого и косвенного действия в среде инертного газа. Используют плавящийся и неплавящийся электроды с непрерывной подачей к изделию плавящегося электрода. Дуги питают импульсами тока одинаковой частоты при их зажигании с помощью высокочастотного разряда. Мощности импульсов дуг регулируют, причем величину токов импульсов на неплавящийся электрод выбирают в соответствии с токами прямой и обратной полярности рекомендуемыми при однодуговой сварке из условия обеспечения его стойкости. Среднее за период значение тока на плавящийся электрод принимают в соответствии с рекомендуемым током для однодуговой сварки на обратной полярности. Дуги питают от одного сварочного источника питания импульсов переменного тока частотой не менее 50 Гц, один полюс которого подключают к одному из электродов, а второй полюс – к изделию и второму электроду. В цепь, соединяющую полюс сварочного источника питания со вторым электродом, включают вентиль, а второй вентиль включают в цепь, соединяющую источник питания и изделие. Вентили включают в цепи таким образом, что во время пропускания тока импульса дуги прямого действия с первого электрода на изделие первый вентиль запирает пропускание тока дуги косвенного действия с первого электрода на второй электрод, а во время пропускания тока импульса дуги косвенного действия между электродами второй вентиль запирает пропускание тока между первым электродом и изделием. Отношение произведения среднего тока импульсов тока дуг на время их действия изменяют в пределах 0,1-0,9. Способ позволяет выполнять различные технологические процессы при сварке, наплавке и пайке практически всех конструкционных сплавов. 4 з.п. ф-лы, 6 табл., 9 ил.
1. Способ сварки, наплавки или пайки, включающий комбинацию дуг прямого и косвенного действия в среде инертного газа с использованием плавящегося и неплавящегося электродов с непрерывной подачей к изделию плавящегося электрода, при этом дуги питают импульсами тока одинаковой частоты при их зажигании с помощью высокочастотного разряда, причем мощности импульсов дуг регулируют, при этом величину токов импульсов на неплавящийся электрод выбирают в соответствии с токами прямой и обратной полярности рекомендуемыми при однодуговой сварке из условия обеспечения его стойкости, а среднее за период значение тока на плавящийся электрод принимают в соответствии с рекомендуемым током для однодуговой сварки на обратной полярности, отличающийся тем, что дуги питают от одного сварочного источника питания импульсов переменного тока частотой не менее 50 Гц, первый полюс которого подключают к одному из электродов, а второй полюс - к изделию и второму электроду, при этом в цепь, соединяющую полюс сварочного источника питания со вторым электродом, включают первый электрический вентиль, а в цепь, соединяющую источник питания и изделие, включают второй электрический вентиль, причем электрические вентили включают в цепи таким образом, что во время пропускания тока импульса дуги прямого действия с первого электрода на изделие первый вентиль запирает пропускание тока дуги косвенного действия с первого электрода на второй электрод, а во время пропускания тока импульса дуги косвенного действия между электродами второй вентиль запирает пропускание тока между первым электродом и изделием, причем отношение произведений токов импульсов дуг на время их действия изменяют в пределах 0,1-0,9.
2. Способ сварки, наплавки или пайки по п. 1, при котором один из полюсов источника питания подключают к изделию и неплавящемуся электроду, а второй полюс – к плавящемуся электроду, причем электрические вентили в цепях неплавящегося электрода и изделия включают так, чтобы, при импульсе тока в дуге прямого действия прямой полярности, в дуге косвенного действия использовался импульс между отрицательным плавящимся электродом и положительным неплавящимся электродом.
3. Способ сварки, наплавки или пайки по п. 1, при котором один из полюсов источника питания подключают к изделию и неплавящемуся электроду, а второй полюс – к плавящемуся электроду, причем электрические вентили в цепях неплавящегося электрода и изделия включают так, чтобы, при импульсе тока в дуге прямого действия обратной полярности, в дуге косвенного действия использовался импульс между положительным плавящимся электродом и отрицательным неплавящимся электродом.
4. Способ сварки, наплавки или пайки по п. 1, при котором один из полюсов источника питания подключают к изделию и плавящемуся электроду, а второй полюс – к неплавящемуся электроду, причем электрические вентили в цепях плавящегося электрода и изделия включают так, чтобы, при импульсе тока в дуге прямого действия обратной полярности, в дуге косвенного действия использовался импульс между отрицательным неплавящимся электродом и положительным плавящимся электродом.
5. Способ сварки, наплавки или пайки по п. 1, при котором один из полюсов источника питания подключают к изделию и плавящемуся электроду, а второй полюс – к неплавящемуся электроду, причем электрические вентили в цепях плавящегося электрода и изделия включают так, чтобы, при импульсе тока в дуге прямого действия прямой полярности, в дуге косвенного действия использовался импульс между положительным неплавящимся электродом и отрицательным плавящимся электродом.
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| ПАТЕНТНО- •! л^^ | 0 |
|
SU271684A1 |
| Способ испытания на герметичность | 1958 |
|
SU122324A1 |
| CN 101559510 A, 21.10.2009 | |||
| В.Ф | |||
| Хорунов и др | |||
| "Дуговая пайка низкоуглеродистых сталей", Автоматическая сварка, N 4, 2013, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

