ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к конструкциям заготовок и изготовленным по ним заготовкам, а также к изготовлению таких заготовок. Кроме того, настоящее изобретение относится к контейнерам, формованным с раздувом и вытяжкой, и способам их изготовления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Полиэтилентерфталатные полимеры обычно используются в промышленности под названием «ПЭТ», несмотря на то, что они могут содержать и часто содержат небольшие количества добавочных компонентов. ПЭТ широко используются для производства контейнеров для сока, воды, газированных безалкогольных напитков и т.п. ПЭТ используются для этих целей, поскольку обычно обладают превосходным сочетанием механических и барьерных свойств.
ПЭТ контейнеры, описываемые в настоящем документе, представляют собой контейнеры, формованные с раздувом и вытяжкой. Специалисту понятно, что при изготовлении ПЭТ контейнеров, формованных с раздувом и вытяжкой, предварительно изготавливаются заготовки, формованные методом литья из ПЭТ полимера. ПЭТ полимер впрыскивается в форму для заготовки определенной конфигурации. Согласно известным способам изготовления контейнеров, конфигурация заготовки определяется размером готовой бутылки и свойствами полимера, используемого для изготовления контейнера. После изготовления заготовки она формуется с раздувом для получения контейнера, формованного с раздувом и вытяжкой.
ПЭТ контейнеры должны соответствовать очень жестким техническим требованиям, в особенности, если они предназначены для упаковки и хранения газированных напитков в жарком климате и/или в летнее время. При таких условиях контейнеры часто подвергаются термическому расширению, обычно называемому в промышленности ползучестью, вызванному высоким давлением в контейнере при высокой температуре. Расширение увеличивает пространство между молекулами ПЭТ в боковой стенке контейнера, в результате чего углекислый газ может выходить через боковую стенку быстрее, чем при нормальных условиях. Кроме того, расширение увеличивает свободное пространство в контейнере, позволяя углекислому газу выходить из напитка в незаполненное пространство. Вне зависимости от того, каким образом углекислый газ высвобождается из напитка, содержащегося в контейнере, потеря углекислого газа нежелательна, поскольку напиток при этом выдыхается. Ползучесть увеличивает внутреннее пространство в контейнере, что, в свою очередь, уменьшает уровень напитка в контейнере. Это уменьшение уровня может создавать у потребителя впечатление, что контейнер неполный и, следовательно, продукт имеет низкое качество.
Прочность боковой стенки существенна также для эксплуатационных качеств ПЭТ контейнеров. При хранении и транспортировке наполненные ПЭТ контейнеры обычно укладывают друг на друга в несколько слоев. Это создает значительную вертикальную нагрузку на контейнер, в основном действующую на боковые стенки. Если ПЭТ контейнер имеет недостаточную прочность боковых стенок или низкое сопротивление раздавливанию, бутылка может сплющиться при хранении или использовании.
Кроме того, потребитель оценивает качество контейнера по ощущению, создаваемому контейнером, находящимся в руках. Когда потребитель держит и сжимает контейнер, боковая стенка контейнера деформируется. Если деформация боковой стенки слишком велика, контейнер кажется слишком мягким; и потребители объясняют это низким качеством продуктов, даже если эти продукты имеют то же качество, что и содержащиеся в более жесткой упаковке.
Специалисту понятно, что для снижения стоимости желательно уменьшить количество ПЭТ, используемого для изготовления контейнеров. Уменьшение массы ПЭТ контейнеров приводит к снижению материальных и транспортных затрат и энергопотребления при изготовлении. Кроме того, облегченные контейнеры создают меньше твердых отходов и наносят меньший вред окружающей среде. Однако с уменьшением количества ПЭТ, требуемого для изготовления одного контейнера, ухудшаются указанные характеристики, и, таким образом, трудно установить равновесие между сокращением объема отходов и эксплуатационными свойствами.
Известные способы уменьшения массы ПЭТ контейнеров в основном основаны на уменьшении количества полимера, используемого для изготовления контейнера. Масса контейнера может быть уменьшена до значений, при которых испытания эксплуатационных свойств не показывают критического ухудшения свойств контейнеров при использовании, хотя при известных способах снижения массы без использования барьерного покрытия наблюдается некоторое ухудшение эксплуатационных свойств. Обычно указанные свойства контейнера непосредственно связаны с количеством ПЭТ полимера, используемым для изготовления контейнера. При использовании известных способов изготовления облегченных контейнеров малые количества ПЭТ полимера приводят к получению тонкостенных готовых контейнеров и, следовательно, к ухудшению их барьерных и прочностных свойств. Таким образом, устранение противоречий между максимизацией эксплуатационных свойств ПЭТ контейнеров и попытками снизить их массу является важной задачей, особенно в жарком климате.
Энергопотребление в процессе изготовления контейнеров непосредственно связано с толщиной заготовки, поскольку, чем больше толщина заготовки, тем большее количество полимерной массы необходимо нагреть и охладить. Следовательно, одним из способов снижения энергозатрат, связанных с изготовлением ПЭТ контейнеров, является снижение массы заготовки посредством уменьшения ее толщины. Известные способы достижения этого включают в себя изменение внутренней или наружной поверхности заготовки. Изменение внутренней поверхности увеличивает внутренний диметр заготовки посредством удаления части внутренней стенки заготовки. Изменение наружной поверхности не влияет на внутренний диаметр, а осуществляется посредством удаления части наружной стенки заготовки. Однако толщина заготовки отчасти связана с коэффициентом естественной вытяжки полимера, используемого для изготовления заготовки. То есть, коэффициент естественной вытяжки полимера определяет коэффициент вытяжки заготовки, являющийся отношением внутреннего диаметра заготовки к толщине заготовки и высоте заготовки от венчика. Заготовка сконструирована таким образом, что коэффициент ее вытяжки несколько больше, чем коэффициент естественной вытяжки полимера, в результате чего эксплуатационные свойства ПЭТ полимера максимизируются посредством его вытягивания за точку деформационного упрочнения, оптимизируя его кристаллизацию и ориентацию для получения контейнеров с приемлемыми механическими свойствами, не имеющих или практически не имеющих дымчатости. Увеличение внутреннего диаметра заготовки уменьшает коэффициент вытяжки, что влияет на свойства готового контейнера, не максимизируя вытяжку ПЭТ полимера. Таким образом, согласно известному уровню техники понятно, что использование ПЭТ полимера, имеющего коэффициент естественной вытяжки в характерном случае в диапазоне от 13 до 16, ограничивает снижение энергозатрат при производстве контейнеров, поскольку толщина заготовки не может быть эффективно уменьшена.
Один из известных способов, используемый для повышения качества контейнеров, повышения производительности за счет уменьшения длительности цикла посредством использования тонкостенных заготовок и снижения потребления энергии при изготовлении, состоит в уменьшении коэффициента вытяжки полимера, позволяющего уменьшить коэффициент вытяжки заготовки. Производились попытки уменьшить коэффициент вытяжки полимера посредством модификации самого ПЭТ полимера. Это достигалось при помощи увеличения молекулярной массы или характеристической вязкости ПЭТ полимера, поскольку повышение характеристической вязкости ПЭТ полимеров приводит к понижению коэффициентов их естественной вытяжки. Однако при увеличении характеристической вязкости ПЭТ полимера увеличивается также вязкость расплава полимера. Чем больше вязкость расплава, тем выше температура расплава, необходимая для обработки полимера. Это приводит к увеличению потребления энергии, а также увеличивает вероятность разложения полимера при обработке. Кроме того, при повышенной температуре расплава увеличивается продолжительность цикла при литьевом формовании. Таким образом, эти отрицательные свойства, являющиеся следствием этого способа уменьшения коэффициента вытяжки полимера, сводят на нет любые указанные преимущества от уменьшения толщины стенки заготовки.
Уменьшение коэффициента вытяжки полимера можно также осуществить посредством добавления длинной разветвленной цепи. Однако как и изменение характеристической вязкости ПЭТ полимера, этот способ также увеличивает вязкость расплава ПЭТ и создает те же проблемы, что и повышение характеристической вязкости. Следовательно, этот способ нежелателен.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Ввиду вышесказанного, задачей настоящего изобретения является создание конструкции заготовки, не приводящей к повышению энергопотребления при обработке. Кроме того, задачей настоящего изобретения является разработка конструкции заготовки, обеспечивающей хорошие механические свойства готового контейнера, формованного с раздувом и вытяжкой, а именно контейнера с низким термическим расширением, хорошей жесткостью боковой стенки, и не имеющего или практически не имеющего дымчатости. Еще одной задачей настоящего изобретения является снижение энергопотребления при литьевой формовке заготовки и, следовательно, при изготовлении контейнера.
Согласно одному аспекту настоящее изобретение относится к заготовкам для изготовления облегченных контейнеров, формованных с раздувом и вытяжкой, имеющих механические и термические свойства, сравнимые с соответствующими свойствами известных контейнеров, формованных с раздувом и вытяжкой. Кроме того, настоящее изобретение относится к способам конструирования заготовок, позволяющих оптимизировать нагрузки, воздействующие на готовый контейнер при использовании.
Согласно настоящему изобретению предлагается конструкция заготовки с определенными ограничениями коэффициентов поперечной и продольной вытяжки, которая позволяет изготавливать облегченный контейнер, формованный с раздувом и вытяжкой, имеющий термические и механические свойства, сравнимые со свойствами таких контейнеров обычной массы, изготовленных из того же материала, то есть с использованием известных ПЭТ полимеров, или превосходящие их. Кроме того, настоящее изобретение предлагает способ изготовления таких заготовок и контейнеры, формованные с раздувом и вытяжкой, и способы их изготовления.
Согласно настоящему изобретению, увеличивая вытяжку в поперечном направлении, можно изготовить контейнер из обычного бутылочного ПЭТ сополимера (далее бутылочный ПЭТ полимер или обычный ПЭТ), имеющий повышенную механическую прочность. Авторы изобретения обнаружили, что посредством увеличения коэффициента поперечной вытяжки без значительного изменения коэффициента продольной вытяжки можно изготовить облегченную заготовку, имеющую сравнимую или в некоторых случаях лучшую механическую прочность.
Согласно другому аспекту авторы изобретения определили новую конструкцию заготовки, которая может использоваться для изготовления обычных контейнеров, формованных с раздувом и вытяжкой, имеющих превосходные качества, при использовании для ее изготовления меньшего количества полимера, по сравнению с заготовкой обычной конструкции.
Более конкретно, настоящее изобретение относится к заготовке, полученной методом литья, для изготовления контейнера, формованного с раздувом и вытяжкой, имеющего коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, причем коэффициент суммарной вытяжки является произведением коэффициента поперечной вытяжки и коэффициента продольной вытяжки, где коэффициент поперечной вытяжки составляет от приблизительно 5,6 до приблизительно 6,5, а коэффициент продольной вытяжки от приблизительно 2,4 до приблизительно 2,7, при этом заготовка содержит бутылочный ПЭТ сополимер, имеющий объем свободного выдувания от приблизительно 650 мл до приблизительно 800 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм (psi) (что приблизительно составляет 6,326 кг/см2) с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой 200 мм от венчика контейнера и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Кроме того, настоящее изобретение относится к контейнеру, формованному раздувом из такой заготовки. Согласно предпочтительному варианту осуществления настоящего изобретения заготовка содержит часть, формирующую открытое горлышко, часть, формирующую среднее тулово, и часть, формирующую закрытое основание.
Дополнительные преимущества настоящего изобретения сформулированы далее в разделе «Сведения, подтверждающие возможность осуществления изобретения». Преимущества изобретения осуществляются и достигаются при помощи элементов и комбинаций, в особенности охарактеризованных в прилагаемой формуле изобретения. Следует понимать, что варианты осуществления настоящего изобретения, описанные как в предшествующем общем описании, так и в последующем детальном описании изобретения, приведены лишь в качестве примеров и не ограничивают объем настоящего изобретения, определенный формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На Фиг.1 представлен продольный разрез заготовки, полученной методом литья, изготовленной из обычного бутылочного ПЭТ полимера согласно предпочтительному варианту осуществления настоящего изобретения.
На Фиг.2 представлен продольный разрез формованного с раздувом контейнера, изготовленного из заготовки по Фиг.1 согласно предпочтительному варианту осуществления настоящего изобретения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение становится более понятным из дальнейшего подробного описания и в связи с представленными здесь примерами и рассмотренными чертежами. Следует понимать, что настоящее изобретение не ограничивается отдельными способами, формулировками и описанными условиями, которые, конечно, могут меняться. Также следует понимать, что терминология используется здесь только для описания конкретных аспектов и не является ограничивающей.
В настоящем описании и прилагаемой формуле изобретения используются некоторые термины, значение которых необходимо определить.
Формы единственного числа могут подразумевать ссылки на множественные объекты, если это прямо не противоречит контексту.
Диапазоны значений могут быть указаны от «приблизительно» одного конкретного значения и/или до «приблизительно» другого конкретного значения. Когда указан такой диапазон значений, другой аспект включает диапазон от одного конкретного значения и/или до другого конкретного значения. Таким же образом, когда значения указаны как приблизительные посредством использования термина «приблизительно», это следует понимать, что конкретные значения формируют другой аспект.
Термины «необязательный» или «необязательно» означают, что указанное событие или обстоятельство может произойти, а может не произойти, и что описание относится к обоим случаям. Например, фраза «необязательно содержащий ингредиент» означает, что композиция может содержать этот ингредиент, и что описание относится как к композициям, содержащим этот ингредиент, так и к тем, которые его не содержат.
Согласно настоящему изобретению предусмотрена конструкция заготовки с определенными ограничениями коэффициентов поперечной и продольной вытяжки, позволяющая изготовить облегченный контейнер, формованный с раздувом и вытяжкой, имеющий термические и механические свойства, сравнимые со свойствами таких контейнеров обычной массы, изготовленных из того же материала, то есть с использованием известных ПЭТ полимеров, или превосходящие их. Кроме того, настоящее изобретение предлагает способ изготовления таких заготовок и контейнеры, формованные с раздувом и вытяжкой, и способы их изготовления.
Согласно настоящему изобретению, увеличивая вытяжку в поперечном направлении, можно изготовить контейнер с улучшенной механической прочностью из обычного бутылочного ПЭТ сополимера (далее бутылочный ПЭТ полимер или обычный ПЭТ). Авторы изобретения обнаружили, что посредством увеличения коэффициента поперечной вытяжки без значительного изменения коэффициента продольной вытяжки можно изготовить облегченную заготовку, имеющую сравнимую или в некоторых случаях улучшенную механическую прочность.
Согласно другому аспекту авторы изобретения определили новую конструкцию заготовки, которая может использоваться для изготовления обычных контейнеров, формованных с раздувом и вытяжкой, имеющих превосходные качества, с использованием для ее изготовления меньшего количества полимера, по сравнению с заготовкой обычной конструкции.
В описании настоящего изобретения бутылочный ПЭТ сополимер определяется как имеющий объем свободного выдувания от приблизительно 650 мл до 800 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм (psi) с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой 200 мм от венчика контейнера, и имеющего коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Этот бутылочный ПЭТ сополимер так же упоминается здесь как обычный ПЭТ.
Бутылочный ПЭТ сополимер сравнивается с сополимером с низким коэффициентом естественной вытяжки (далее ПЭТ сополимер с низким коэффициентом естественной вытяжки), который определяется как имеющий объем свободного выдувания от приблизительно 400 мл до менее чем приблизительно 650 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой 200 мм от венчика контейнера и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Патентная заявка, одновременно находящаяся на рассмотрении, озаглавленная «Preform for low natural stretch ratio PET copolymer, container made there with and methods» («Заготовка из сополимера с низким коэффициентом естественной вытяжки, изготовленный из нее контейнер и способ его изготовления») и поданная 11 мая 2005, содержание которой включено в настоящий документ посредством ссылки, описывает заготовку, имеющую уменьшенный коэффициент вытяжки с определенными ограничениями коэффициентов поперечной и продольной вытяжки, изготовленную из полимера с низким коэффициентом естественной вытяжки по сравнению с заготовками, изготовленными из известного ПЭТ полимера. В этой заявке также раскрывается контейнер, формованный с раздувом и вытяжкой, имеющий превосходные механические свойства, в особенности контейнер для напитков, изготовленный из заготовки этой конструкции. Кроме того, эта заявка раскрывает прозрачный или практически прозрачный, не имеющий или практически не имеющий дымчатости контейнер, формованный с раздувом и вытяжкой. Кроме того, полимер с низким коэффициентом естественной вытяжки отдельно описан и заявлен в одновременно рассматриваемой патентной заявке США №10/967803, поданной в Патентное Ведомство США 18 октября 2004, являющейся продолжением патентной заявки США №10/696858, поданной в Патентное Ведомство США 30 октября 2003, притязающей на приоритет предварительной заявки на патент США №60/423221, поданной 1 ноября 2002, согласно разделу 35 Кодекса законов США § 119, причем описания этих патентных документов также включены в настоящий документ посредством ссылок.
Величина объема свободного выдувания связана с коэффициентом естественной вытяжки полимера, измерение которого сложнее и требует специального оборудования. Измерение объема свободного выдувания беспримесного полимера, как показано в приведенных здесь примерах, обеспечивает способ измерения коэффициента естественной вытяжки полимера. Коэффициент естественной вытяжки полимера влияет на конструкцию заготовки, обуславливая минимальные ограничения вытяжки, придаваемые заготовке свойствами полимера в процессе формования с раздувом. Таким образом, объем свободного выдувания является способом, выбранным здесь для описания естественной вытяжки полимера. Стандартная заготовка массой 25 г, предназначенная для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой от венчика 200 мм и имеющая коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6, была выбрана в качестве образца для измерения, которое проводилось при обычных условиях испытания, 100°С и 90 фунтов на квадратный дюйм, как показано в Примере 1. Для бутылочного ПЭТ сополимера с объемом свободного выдувания в приведенном выше диапазоне коэффициент естественной вытяжки составляет от приблизительно 12 до 16. Для ПЭТ сополимера с низким коэффициентом естественной вытяжки в приведенном выше диапазоне коэффициент естественной вытяжки составляет от приблизительно 8 до приблизительно 12.
Коэффициент вытяжки заготовки является еще одной величиной, используемой здесь для описания изобретения. Коэффициент вытяжки заготовки связан с рядом хорошо известных параметров, определяемых по следующим формулам:
(1) Коэффициент суммарной вытяжки =[(максимальный внутренний диаметр контейнера/внутренний диаметр заготовки)] × [(высота контейнера от венчика)/(высота заготовки от венчика)],
(2) Коэффициент поперечной вытяжки =(максимальный внутренний диаметр контейнера/внутренний диаметр заготовки),
(3) Коэффициент продольной вытяжки =(высота контейнера от венчика/высота заготовки от венчика),
(4) Или, в итоге:
Коэффициент суммарной вытяжки = коэффициент поперечной вытяжки × коэффициент продольной вытяжки.
Для максимизации эксплуатационных свойств конкретного полимера заготовка должна быть сконструирована так, чтобы коэффициент суммарной вытяжки заготовки превышал коэффициент естественной вытяжки ПЭТ сополимера. Приведенные выше формулы показывают, что имеются практически неограниченные возможности получить или рассчитать заданный коэффициент вытяжки заготовки для использования с конкретным ПЭТ сополимером. Однако авторы изобретения установили, что хотя можно изменить оба коэффициента - и продольной, и поперечной вытяжки, чтобы получить заданный коэффициент суммарной вытяжки заготовки согласно настоящему изобретению, существует отношение, которое необходимо соблюдать для достижения оптимальных механических и барьерных свойств в готовом контейнере.
Согласно одному аспекту настоящего изобретения, полученные методом литья заготовки для изготовления формованных с раздувом и вытяжкой контейнеров для использования с бутылочным ПЭТ сополимером имеют расчетный коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16 или от 12 до 16. В особенности в пределах этого диапазона коэффициента суммарной вытяжки коэффициент поперечной вытяжки составляет от приблизительно 5,6 до приблизительно 6,5 или от 5,6 до 6,5, или от приблизительно 5,7 до приблизительно 6,5. Коэффициент продольной вытяжки составляет от приблизительно 2,4 до приблизительно 2,7 или от 2,4 до 2,7. Бутылочный ПЭТ сополимер имеет объем свободного выдувания от приблизительно 650 мл до приблизительно 800 мл, измеренный при 100°С и давлении 90 фунтов на квадратный дюйм с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой 200 мм от венчика контейнера и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Согласно другому аспекту бутылочный ПЭТ имеет объем свободного выдувания от приблизительно 650 мл до приблизительно 750 мл.
При изменении коэффициентов поперечной и продольной вытяжки в этих пределах для получения заданной формулы коэффициента суммарной вытяжки авторы изобретения обнаружили, что можно получить контейнеры, формованные с раздувом и вытяжкой, имеющие улучшенные характеристики, как, например, повышенную термостойкость (термостабильность), меньшую массу при пониженном энергопотреблении. Эти улучшенные свойства создают преимущества для напитков, содержащихся в контейнерах, такие как, например, повышение срока хранения напитков. Также согласно настоящему изобретению можно получить прозрачные или в основном прозрачные заготовки и контейнеры, формованные с раздувом и вытяжкой.
Форма контейнеров, формованных с раздувом и вытяжкой, в основном соответствует цилиндру. Из-за этой в основном цилиндрической формы напряжения, создаваемые в структуре при использовании, особенно при использовании для газированных безалкогольных напитков, различаются в поперечном и в продольном направлениях. Вообще говоря, напряжение в поперечном направлении вытяжки приблизительно в два раза больше, чем напряжение в продольном направлении. Для газированных безалкогольных напитков напряжения в боковой стенке контейнера, вызванные внутренним давлением, могут привести к растяжению контейнера. Это явление также известно специалистам под названием «ползучесть». Ползучесть отрицательно влияет как на качество продукта, так и на качество контейнера. В частности, ползучесть увеличивает объем контейнера, что, в свою очередь, понижает видимый уровень наполнения контейнера. Это может создавать у потребителя ложное впечатление, что в контейнере содержится меньше продукта. Ползучесть может приводить к деформации, меняющей форму контейнера, которая во многих случаях представляет бренд. Кроме того, ползучесть увеличивает объем свободного пространства над поверхностью газированного напитка. В результате углекислый газ выходит из напитка в свободное пространство, и, следовательно, количество углекислого газа в напитке уменьшается. Поскольку срок хранения газированных безалкогольных напитков определяется количеством СO2 в напитке, увеличение свободного пространства над жидкостью существенно уменьшает срок хранения газированного безалкогольного напитка. Нагревание усиливает этот процесс, приводя к еще большему термическому расширению, или ползучести.
Обычная заготовка, предназначенная для бутылочного ПЭТ сополимера, в характерном случае имеет коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, коэффициент поперечной вытяжки в диапазоне от 4,3 до 5,5 и коэффициент продольной вытяжки от 2,4 до 2,8. Авторы изобретения обнаружили, что можно увеличить поперечную вытяжку заготовки для повышения ориентации в поперечном направлении, в то же время уменьшая продольную вытяжку, чтобы уменьшить ориентацию в продольном направлении. Таким образом, можно получить более высокую степень ориентации в поперечном направлении. Поскольку ориентация контейнера имеет отношение к коэффициенту вытяжки заготовки, увеличенная поперечная вытяжка может увеличить ориентацию в поперечном направлении, таким образом уменьшая деформацию в этом направлении. Из этого следует, что предпочтительно можно вытягивать заготовку в поперечном направлении сильнее, чем в продольном. При этом было обнаружено, что увеличение вытягивания в поперечном направлении улучшает ориентацию готового контейнера для напитков, улучшая, таким образом, свойства контейнера.
Этот облегченный контейнер, изготовленный из заготовки, имеющей конструкцию согласно настоящему изобретению, демонстрирует свойства, такие как повышенная жесткость боковой стенки, такие же или лучшие, чем контейнеры для напитков, изготовленные из более тяжелых заготовок обычной конструкции. В особенности контейнеры, формованные с раздувом и вытяжкой, согласно настоящему изобретению, по меньшей мере, легче по весу, чем контейнеры, формованные с раздувом и вытяжкой, изготовленные из бутылочного ПЭТ сополимера (т.е. обычного ПЭТ) с использованием заготовок обычной конструкции. Таким образом, контейнер, изготовленный из заготовки согласно настоящему изобретению, весит, по меньшей мере, на 5% меньше, чем другой контейнер того же объема, изготовленный из заготовки, имеющей коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, коэффициент продольной вытяжки от приблизительно 2,4 до приблизительно 2,8 и коэффициент поперечной вытяжки от приблизительно 4,3 до приблизительно 5,5 (далее «обычная конструкция»). Согласно другому аспекту масса заготовки меньше, по меньшей мере, на 10%. Такие облегченные контейнеры согласно настоящему изобретению демонстрируют механические и термические свойства, такие же или лучшие, чем известные контейнеры, формованные с раздувом и вытяжкой. Кроме того, полученные контейнеры не имеют или практически не имеют дымчатости.
Было обнаружено, что физические размеры заготовки можно изменить так, чтобы изготовить заготовку с меньшей массой, чем обычно является допустимым для известной заготовки, для изготовления такого же контейнера, обладающего такими же физическими свойствами. Хотя эта заготовка имеет меньшую массу, было обнаружено, что готовый контейнер демонстрирует приемлемый уровень прочности и имеет жесткость боковой стенки, сравнимую с контейнерами, изготовленными из обычного ПЭТ с использованием заготовки обычной конструкции обычной массы. Эту конструкцию согласно настоящему изобретению не рекомендуется использовать с заготовками обычной массы. Конструкция согласно настоящему изобретению специально разработана для снижения массы. В противном случае, если использовать ее для заготовок с обычной массой, толщина боковой стенки будет слишком велика, что создаст проблемы с длительностью цикла.
При использовании рассмотренных здесь способов конструирования заготовки согласно настоящему изобретению можно изготовить контейнер из меньшего количества полимера, обладающий при этом свойствами, сравнимыми со свойствами контейнеров, изготовленных согласно известным способам уменьшения массы. Такие облегченные контейнеры, обладающие, тем не менее, улучшенными механическими и тепловыми свойствами, повышенной кристалличностью и увеличенным сроком хранения, могут быть изготовлены с использованием заготовок, имеющих коэффициенты вытяжки от приблизительно 12 до приблизительно 16.
Конструкция заготовки согласно настоящему изобретению отличается от известных конструкций тем, что в соответствии с указанной формулой коэффициенты поперечной и продольной вытяжки заготовки изменяются непропорционально. Это позволяет получить готовый контейнер, формованный с вытяжкой и раздувом, имеющий коэффициенты поперечной и продольной вытяжки, улучшающие жесткость его боковой стенки.
На Фиг.1 представлена заготовка 10 обычной конструкции. Размеры на Фиг.1 даны не в масштабе.
Заготовка 10 изготовлена способом литьевого формования бутылочного ПЭТ сополимера согласно одному из аспектов настоящего изобретения. Такие заготовки содержат резьбовой венчик 12, снизу заканчивающийся укупорочным фланцем 14. Под укупорочным фланцем 14 имеется в основном цилиндрическая часть 16, заканчивающаяся частью 18 с постепенно уменьшающимся наружным диаметром, обеспечивающим увеличение толщины стенки. Под частью 18 имеется вытянутое тулово 20. Высота заготовки измеряется от укупорочного фланца 14 до закрытого конца 21 вытянутого тулова 20.
Заготовка 10, представленная на Фиг.1, формуется с раздувом для получения контейнера 22, представленного на Фиг.2. Контейнер 22 имеет корпус 24, содержащий резьбовой венчик 26, определяющий входное отверстие 28, укупорочный фланец 30 под резьбовым венчиком, конусообразную часть 32, отходящую от укупорочного фланца, тулово 34, проходящее под конусообразной частью, и основание 36 в нижней части контейнера. Высота контейнера измеряется от укупорочного фланца 30 до закрытого конца основания 36.
Контейнер 22 соответственно используется для изготовления упакованного напитка 38, как показано на Фиг.2. Упакованный напиток 38 включает в себя напиток, такой как газированный безалкогольный напиток, помещенный в контейнер 22, и колпачок 40, укупоривающий отверстие 28 контейнера.
Согласно одному из аспектов настоящего изобретения часть, формирующая среднее тулово заготовки согласно изобретению, может иметь толщину стенки от приблизительно 1,5 мм до приблизительно 8 мм. Часть, формирующая среднее тулово заготовки, может также иметь внутренний диаметр от приблизительно 10 до приблизительно 30 мм и высоту заготовки, измеряющуюся от закрытого конца заготовки, противоположного венчику, до венчика - от 50 до 150 мм. Согласно одному аспекту контейнеры, изготовленные согласно некоторым аспектам настоящего изобретения, могут иметь объем в диапазоне от приблизительно 0,25 л до приблизительно 3л и толщину стенки от приблизительно 0,25 мм до приблизительно 0,65 мм. Однако важно заметить, что в отношении конструкции заготовки согласно настоящему изобретению коэффициент суммарной вытяжки и коэффициенты продольной и поперечной вытяжки должны изменяться в соответствии с приведенными здесь формулами.
В настоящем документе рассматриваются размеры заготовки 10 и готовых контейнеров 22. Высота Н заготовки представляет собой расстояние от закрытого конца 21 заготовки, противоположного венчику 12, до укупорочного фланца 14 венчика. Внутренний диаметр ID заготовки 10 представляет собой расстояние между внутренними стенками вытянутого тулова 20 заготовки. Толщина стенки Т заготовки 10 также измеряется на вытянутом тулове 20 заготовки. Высота Н' контейнера 22 представляет собой расстояние от закрытого конца основания 36 контейнера, противоположного венчику 26, до укупоривающего фланца 30 венчика. Максимальным внутренним диметром контейнера является диаметр контейнера в самой широкой части по высоте контейнера 22. Коэффициент поперечной вытяжки заготовки равен максимальному внутреннему диаметру контейнера, деленному на внутренний диаметр заготовки, а коэффициент продольной вытяжки равен высоте контейнера от венчика, деленной на высоту заготовки от венчика. Коэффициент суммарной вытяжки заготовки равен произведению коэффициентов поперечной и продольной вытяжки.
Заготовка 10, контейнер 22 и упакованный напиток 38 приведены в качестве примеров осуществления настоящего изобретения. Следует понимать, что бутылочный ПЭТ сополимер в соответствии с одним аспектом настоящего изобретения может использоваться для изготовления различных заготовок и контейнеров, имеющих разные конфигурации.
Авторы изобретения установили, что новый способ конструирования заготовки может использоваться для изготовления заготовки улучшенной конструкции с использованием бутылочных ПЭТ сополимеров, т.е. ПЭТ, имеющих более высокие коэффициенты вытяжки, чем ПЭТ полимеры с низким коэффициентом естественной вытяжки, описанные выше и в вышеупомянутой патентной заявке, одновременно находящейся на рассмотрении. Способы конструирования заготовки согласно настоящему изобретению могут использоваться для изготовления облегченных контейнеров, формованных с раздувом и вытяжкой, из бутылочного ПЭТ сополимера. Примеры бутылочных ПЭТ сополимеров, применимых в настоящем изобретении, включают ПЭТ сополимеры, имеющие модификацию от приблизительно 1 до приблизительно 5 мол.%, или от приблизительно 1 до приблизительно 3 мол.% модификации 1,4-циклогександиметанолом, или, альтернативно, от приблизительно 1 до приблизительно 5 мол.% или от 1 до приблизительно 3 мол.% модификации изофталевой кислотой или нафталиндикарбоновой кислотой. Согласно другому аспекту бутылочный ПЭТ сополимер представляет собой ПЭТ, в котором диэтиленгликоль является естественным побочным продуктом производства ПЭТ, и этот диэтиленгликоль не удаляется перед использованием. Содержание такого диэтиленгликоля более чем приблизительно 2,4 мол.% или более чем приблизительно 3 мол.%. Как уже говорилось, диэтиленгликоль рассматривается специалистами как безвредный побочный продукт производства ПЭТ. Таким образом, ПЭТ, обычно используемый для изготовления контейнеров для напитков, обязательно содержит диэтиленгликоль. До сих пор было невозможно изготовить коммерчески приемлемые облегченные контейнеры, формованные с раздувом и вытяжкой, из такого обычного ПЭТ, поскольку утончение стенок, вызванное снижением содержания полимера, не обеспечивало соответствующих эксплуатационных свойств готового контейнера.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления контейнера, причем этот способ включает в себя формование с раздувом заготовки, полученной методом литья и имеющей отношения коэффициентов поперечной, продольной и суммарной вытяжки согласно конструкции заготовки в соответствии с настоящим изобретением для использования с бутылочным ПЭТ полимером, как описано в настоящем документе.
Для понимания значимости одного аспекта настоящего изобретения предлагается краткое описание обычного процесса формования контейнеров с раздувом и вытяжкой. Сначала полученные при обычном процессе этерификации/поликонденсации полиэфира гранулы ПЭТ расплавляются и формируются в заготовки согласно известным способам литьевого формования. Затем заготовки нагреваются в печи до температуры выше температуры стеклования и формируются в контейнеры при помощи известного процесса формования с раздувом. Желаемым результатом являются прозрачные заготовки и прозрачные контейнеры с соответствующими механическими и барьерными свойствами, обеспечивающими должную защиту упакованному напитку или пищевому продукту внутри контейнера.
Специалисту понятно, что для изготовления прозрачных контейнеров необходимо сначала изготовить прозрачные заготовки. На этапе литьевого формования при превращении полимера в заготовку может произойти термически индуцированная кристаллизация. Термически индуцированная кристаллизация может привести к возникновению в полимере больших кристаллитов и сопутствующему возникновению дымчатости. Чтобы свести к минимуму возникновение кристаллитов, и, таким образом, получить прозрачную заготовку, скорость термической кристаллизации должна быть достаточно мала, чтобы можно было изготовить заготовку с малым количеством кристаллитов или без них. Однако, если скорость термической кристаллизации слишком мала, это может нанести ущерб объему выхода ПЭТ полимера, поскольку перед твердофазной полимеризацией, применяемой для увеличения молекулярной массы ПЭТ и одновременно для удаления нежелательного ацетальдегида, ПЭТ должен быть термически кристаллизован. Твердофазная полимеризация увеличивает молекулярную массу полимера, так что контейнер, изготовленный из полимера, будет иметь необходимую прочность.
Известные технологии снижения скорости термической кристаллизации включают в себя использование ПЭТ, содержащего определенное количество сомономеров. Наиболее обычными сомономерными модификаторами являются изофталевая кислота или 1,4-циклогександиметанол, добавляемые в количествах от 1,5 до 3,0 мол.%.
Необходимость уменьшения скорости термической кристаллизации при литьевом формовании уравновешивает необходимость увеличения скорости индуцированной деформацией кристаллизации, происходящей при формовании с раздувом. Индуцированная деформацией кристаллизация происходит из-за быстрой механической деформации ПЭТ и генерирует очень маленькие прозрачные кристаллиты. От количества кристаллитов, присутствующих в боковой стенке контейнера, в основном зависят прочностные и барьерные свойства контейнера.
В частности, известные способы конструирования заготовки основаны или на изменении внутренней поверхности, или на изменении наружной поверхности, или на изменении конструкции заготовки с такими же коэффициентами поперечной и продольной вытяжки, как в обычных конструкциях. Эти известные конструкции не учитывают разные напряжения, создаваемые в поперечном и продольном направлениях в готовом контейнере. Авторы изобретения установили, что из-за разных напряжений, создаваемых в готовом контейнере, коэффициент поперечной вытяжки должен быть больше, чем коэффициент продольной вытяжки.
При отношении между коэффициентами продольной и поперечной вытяжки, предлагаемом конструкцией согласно настоящему изобретению, в результате изменения в пределах заданного коэффициента суммарной вытяжки заготовки легко вытягиваются. В то же время, максимальная поперечная ориентация улучшает термические и механические свойства готового контейнера, формованного с раздувом и вытяжкой.
Кроме того, при использовании заготовки согласно настоящему изобретению с бутылочным ПЭТ сополимером было обнаружено, что можно изготавливать облегченные контейнеры, имеющие характеристики жесткости боковой стенки и теплового расширения такие же, как у известных обычных более тяжелых контейнеров, или подобные им.
Возможности снижения массы контейнера при использовании конструкции заготовки согласно изобретению можно проиллюстрировать при помощи двух испытаний согласно приведенным ниже Примерам - испытания на термическое расширение и испытания на деформацию боковой стенки. Оба испытания демонстрируют механические свойства контейнеров. Термическое расширение отражает термостойкость, а деформация боковой стенки отражает жесткость боковой стенки, соответственно. Вне зависимости от конструкции заготовки для одинаковых полимерных композиций облегченная бутылка обычно демонстрирует меньшую механическую прочность, худшую термостойкость (и, соответственно, большее термическое расширение) и меньшую жесткость боковой стенки (или большую деформацию боковой стенки). Улучшенные показатели термостойкости и жесткости боковой стенки могут значительно уменьшить ползучесть, представляющую собой изменение размеров контейнера под действием усилия, измеряемое по изменению диаметра и высоты. Это может являться важным фактором при использовании, особенно для газированных безалкогольных напитков, поскольку большинство контейнеров подвергаются некоторым нагрузкам в процессе наполнения и после него, в особенности механическому и тепловому напряжению. Кроме того, повышенные температуры при хранении и транспортировке также могут создавать механические напряжения в контейнере. Таким образом, результаты испытаний на термическое расширение и деформацию боковой стенки приведены здесь для сравнения свойств контейнеров и, особенно, свойств контейнеров, находящихся под давлением.
Конструкции заготовки согласно настоящему изобретению могут использоваться для изготовления контейнеров, формованных с раздувом и вытяжкой. Примеры таких контейнеров включают бутылки, цилиндрические емкости, бутылки в форме графина, охладители и т.п., не ограничиваясь ими. Специалистам известно, что такие контейнеры могут изготавливаться способом формования с раздувом заготовки, полученной методом литья. Примеры соответствующих заготовок и контейнеров и способы их изготовления раскрыты в патенте США №5888598, содержание которого включено в настоящий документ посредством ссылки. Другие заготовки и контейнеры, формованные с раздувом и вытяжкой, известные специалистам, могут также изготавливаться согласно настоящему изобретению.
Настоящее изобретение описано выше и далее проиллюстрировано при помощи примеров, которые не должны рассматриваться как огранивающие каким-либо образом объем настоящего изобретения. Напротив, следует понимать, что можно обращаться к другим различным вариантам осуществления настоящего изобретения, модификациям и их эквивалентам, которые после прочтения настоящего документа могут быть предложены специалистам, не выходя за рамки настоящего изобретения и/или объем прилагаемой формулы изобретения.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Следующие примеры предлагаются для обеспечения специалистов полным раскрытием и описанием конструкции заготовки согласно настоящему изобретению для облегченной ПЭТ бутылки из обычного ПЭТ и являются неисключающими примерами, не ограничивающими область того, что рассматривается авторами как настоящее изобретение. Авторы старались обеспечить точность в отношении цифр (например, количеств, температуры и т.д.), но некоторые погрешности и отклонения следует объяснить. Если не указано иного, под частями понимаются части по массе, температура дана в °F или является комнатной температурой, а давление является атмосферным или близким к таковому.
Пример 1
Различные ПЭТ полимеры высушивались в течение ночи при температуре 135°С в вакуумной печи для достижения уровня влажности менее 50 ppm (промилле) перед литьевым формованием. Литьевое формование осуществлялось при помощи установки лабораторного масштаба для литья под давлением фирмы «Аrburg» в обычные формы для заготовок с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой 200 мм от венчика контейнера и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Затем заготовки свободно выдувались в пузыри для определения коэффициента вытяжки каждого полимера. Свободное выдувание осуществлялось на каждой заготовке переменно, и пузыри выдувались при температуре 100°С и давлении 90 фунтов на квадратный дюйм. Объем свободного выдувания, являющийся показателем коэффициента естественной вытяжки ПЭТ, регистрировался для каждого пузыря. Чем больше объем свободного выдувания, тем выше коэффициент естественной вытяжки ПЭТ.
Первый полимер с 3 мол.% изофталевой кислоты и 2,8 мол.% диэтиленгликоля является бутылочным ПЭТ сополимером или обычным ПЭТ сополимером. Из таблицы 1 видно, что другие полимеры имеют меньший объем свободного выдувания и, следовательно, демонстрируют более низкий коэффициент естественной вытяжки, чем обычный ПЭТ сополимер.
Пример 2
Заготовки, массой 26,5 г и 23 г были предназначены для ПЭТ бутылки объемом 600 мл. Коэффициенты вытяжки двух заготовок представлены в Таблице 2. Заготовка массой 26,5 г была получена при помощи изменения внутреннего слоя из заготовки массой 28 г, используемой для изготовления бутылок емкостью 600 мл.
Пример 3
Имеющийся в продаже бутылочный ПЭТ, пригодный для изготовления контейнера для газированных безалкогольных напитков, с характеристической вязкостью 0,84 высушивался в ночное время при температуре 135°С в вакуумной печи для достижения уровня влажности менее 50 ppm (промилле) перед литьевым формованием. Этот полимер рассматривается как «обычный» согласно настоящему описанию, поскольку он не обработан для удаления остаточного диэтиленгликоля, образованного в процессе изготовления. Литьевое формование осуществлялось при помощи установки лабораторного масштаба для литья под давлением фирмы «Аrburg» в формы для заготовок 26,5 г и 23 г. Затем заготовки формовались с раздувом в контурные бутылки объемом 600 мл при помощи автомата Sidel SBO 1.
Пример 4
Испытание на термостойкость производилось на бутылках согласно Примеру 3 следующим образом.
Непосредственно после получения измеряли размеры и толщину контрольной бутылки. Затем бутылки наполняли водой, газированной до 4,1±0,1 объема, и укупоривали. Наполненные бутылки оставляли на ночь при температуре окружающей среды и затем измеряли размеры для определения процентного изменения. Бутылки подвергали воздействию температуры 38°С и измеряли размеры для определения процентного изменения.
Основное изменение размеров представлено в Таблице 3.
Указанные результаты показывают, что 23-граммовые бутылки меньше изменяются в размерах при испытании на стабильность. В особенности, 26,5-граммовые бутылки значительно тяжелее (т.е. имеют более толстые стенки), чем 23-граммовые бутылки, и, следовательно, ожидалось, что они продемонстрируют значительно лучшие свойства при испытании на термостойкость. Неожиданно облегченный ПЭТ контейнер, изготовленный из заготовки согласно настоящему изобретению, продемонстрировал существенно лучшую термостойкость, чем этот более тяжелый контейнер. Этот результат показывает, что методология конструирования заготовки согласно настоящему изобретению может использоваться для изготовления облегченных контейнеров, формованных с раздувом и вытяжкой, обладающих хорошей термостойкостью.
Пример 5
Стойкость к растрескиванию под действием напряжения окружающей среды
Бутылки согласно Примеру 4 подвергались ускоренному испытанию на стойкость к растрескиванию, как описано ниже. Для ускоренного испытания на стойкость к растрескиванию под действием напряжения двадцать пять образцов были выбраны методом случайной выборки и газированы СO2 до 4,1-4,5 объема. Образцы хранились 24 часа при температуре 72°F и относительной влажности 50%. Затем основание каждой из этих бутылок было погружено в разбавленный раствор (0,1%) каустической соды. Затем каждая из бутылок тщательно осматривалась в течение 3 часов для обнаружения утечки углекислого газа через трещины в основании или разрушения основания. Если обнаруживалась какая-либо утечка или разрушение основания, время обнаружения регистрировалось.
Как видно из Таблицы 4, 23-граммовые бутылки показали лучшие результаты, чем 26,5-граммовые бутылки, даже несмотря на то, что последние существенно тяжелее и должны были продержаться значительно дольше при испытании на стойкость к растрескиванию под действием напряжения в каустическом растворе. Результаты этого испытания показывают, что контейнеры, формованные с раздувом и вытяжкой, изготовленные из обычного ПЭТ с использованием способов конструирования заготовки согласно настоящему изобретению, показывают улучшенные механические свойства по сравнению с контейнерами, изготовленными из заготовок известных конструкций. Этот результат оказался неожиданным, поскольку следовало ожидать, что более толстые 26,5-граммовые контейнеры покажут лучшие свойства. Кроме того, этот результат подтверждает превосходные свойства, получаемые при использовании способов конструирования заготовки согласно настоящему изобретению.
Специалистам понятно, что могут быть сделаны различные модификации и изменения, не выходящие за рамки настоящего изобретения. Другие аспекты настоящего изобретения будут понятны специалистам из настоящего описания и раскрытой здесь практики применения настоящего изобретения. Настоящее описание и варианты осуществления настоящего изобретения могут рассматриваться только в качестве примеров.
Настоящее изобретение относится к заготовке, полученной методом литья, для изготовления контейнера, формованного с раздувом и вытяжкой, имеющей коэффициент суммарной вытяжки от 12 до 16, где коэффициент суммарной вытяжки является произведением коэффициентов поперечной и продольной вытяжки, причем коэффициент поперечной вытяжки составляет от 5,6 до 6,5, а коэффициент продольной вытяжки составляет от 2,4 до 2,7. При этом заготовка содержит бутылочный ПЭТ сополимер, имеющий объем свободного выдувания от 650 мл до 800 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой от венчика контейнера 200 мм и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6. Технический результат при использовании заявленного изобретения обеспечивает возможность изготовить контейнер из меньшего количества полимера, обладающий при этом свойствами, сравнимыми со свойствами контейнеров, изготовленных согласно известным способам, и улучшенными механическими и тепловыми свойствами. 2 н. и 7 з.п. ф-лы, 4 табл., 2 ил.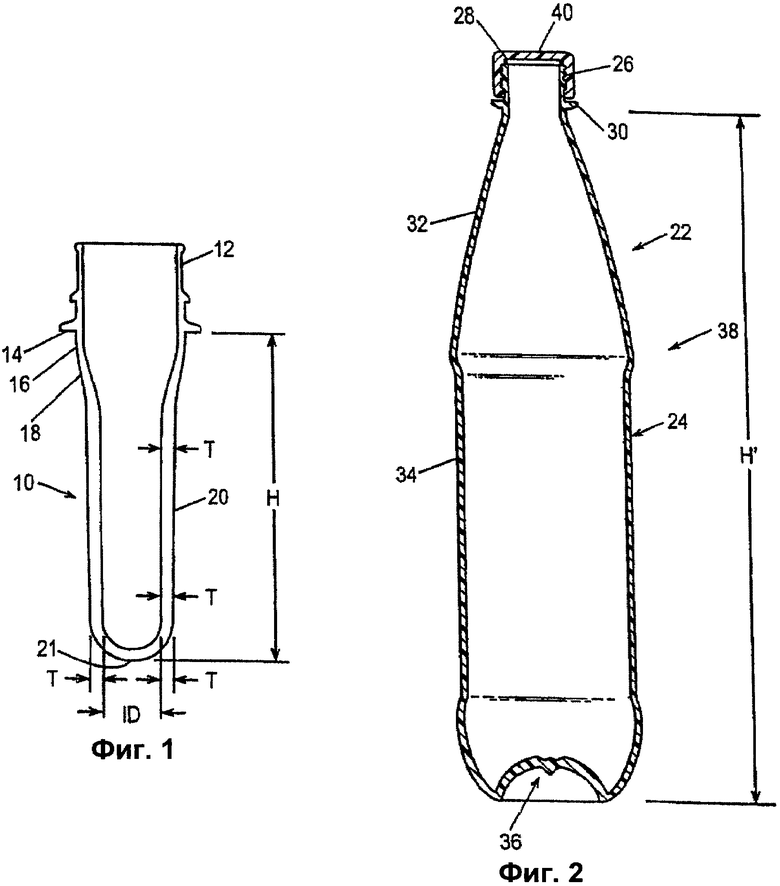
1. Контейнер, формованный с раздувом и вытяжкой, изготовленный из заготовки, полученной методом литья, имеющей коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, где коэффициент суммарной вытяжки является произведением коэффициентов поперечной и продольной вытяжки, характеризующийся тем, что коэффициент поперечной вытяжки составляет от приблизительно 5,6 до приблизительно 6,5, а коэффициент продольной вытяжки составляет от приблизительно 2,4 до приблизительно 2,7, при этом заготовка содержит бутылочный полиэтилентерефталатный (ПЭТ) сополимер, имеющий объем свободного выдувания от приблизительно 650 мл до приблизительно 800 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой от венчика контейнера 200 мм и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6.
2. Контейнер, формованный с раздувом и вытяжкой, по п.1, отличающийся тем, что коэффициент поперечной вытяжки заготовки составляет от приблизительно 5,7 до приблизительно 6,5.
3. Контейнер, формованный с раздувом и вытяжкой, по п.1, отличающийся тем, что объем свободного выдувания бутылочного ПЭТ сополимера составляет от приблизительно 650 мл до приблизительно 750 мл.
4. Контейнер, формованный с раздувом и вытяжкой, по п.1, содержащий от приблизительно 23 г до приблизительно 25 г бутылочного ПЭТ сополимера, отличающийся тем, что объем контейнера составляет от приблизительно 450 мл до приблизительно 650 мл.
5. Контейнер, формованный с раздувом и вытяжкой, по п.1, отличающийся тем, что имеет, по меньшей мере, 5% уменьшение в массе, по сравнению со вторым контейнером того же объема, изготовленным из заготовки, имеющей коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, коэффициент поперечной вытяжки от приблизительно 2,4 до приблизительно 2,8 и коэффициент продольной вытяжки от приблизительно 4,3 до приблизительно 5,5.
6. Контейнер, формованный с раздувом и вытяжкой, по п.5, отличающийся тем, что имеет, по меньшей мере, 10% уменьшение в массе.
7. Заготовка, полученная методом литья, для изготовления контейнера, формованного с раздувом и вытяжкой, имеющая коэффициент суммарной вытяжки от приблизительно 12 до приблизительно 16, где коэффициент суммарной вытяжки является произведением коэффициентов поперечной и продольной вытяжки, характеризующийся тем, что коэффициент поперечной вытяжки составляет от приблизительно 5,6 до приблизительно 6,5, а коэффициент продольной вытяжки составляет от приблизительно 2,4 до приблизительно 2,7, при этом заготовка содержит бутылочный ПЭТ сополимер, имеющий объем свободного выдувания от приблизительно 650 мл до приблизительно 800 мл, измеренный при температуре 100°С и давлении 90 фунтов на квадратный дюйм с использованием заготовки массой 25 г, предназначенной для контейнера объемом 500 мл с максимальным диаметром 65 мм и высотой от венчика контейнера 200 мм и имеющей коэффициент поперечной вытяжки 5,5 и коэффициент продольной вытяжки 2,6.
8. Заготовка, полученная методом литья, по п.7, отличающаяся тем, что коэффициент поперечной вытяжки заготовки составляет от приблизительно 5,7 до приблизительно 6,5.
9. Заготовка, полученная методом литья, по п.7, отличающаяся тем, что объем свободного выдувания бутылочного ПЭТ сополимера составляет от приблизительно 650 мл до приблизительно 750 мл.
| ФОРМОВАННЫЙ ДУТЬЕМ ПЛАСТИКОВЫЙ СОСУД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2144894C1 |
| ПЛАСТИКОВЫЙ ФОРМОВАННЫЙ ВЫДУВАНИЕМ КОНТЕЙНЕР | 1991 |
|
RU2096288C1 |
| АНТИБИОТИК —СТИМУЛЯТОР РОСТА И ПРИВЕСА ЖИВОТНЫХЗаявлено 7 марта 1962 г. за jY» 768437/30-15 в Комитет по делам изобретений и открытий при Совете Министров СССРОпубликовано в «Бюллетене изобретений и товарных знаков» № 16 за 1963 г. | 0 |
|
SU156896A1 |
| Дифференциальный усилитель с коррекцией переходной характеристики | 1988 |
|
SU1518876A1 |
| US 2003116526 A1, 26.06.2003. | |||

