Предлагаемое изобретение относится к литейному производству, в частности к составам безводных формовочных смесей для изготовления литейных форм, и может быть использовано для изготовления литейных форм при производстве отливок из легкоплавких сплавов.
Одним из основных требований к безводным формовочным смесям, предназначенным для литья легкоплавких сплавов, является сохранение стабильности ее свойств при проведении многократных заливок, что обеспечивается, в частности, совместимостью углеводородных составляющих безводной формовочной смеси.
Для изготовления литейных форм известно применение песка кварцевого, структурообразователя, спирта и дизельного топлива (SU 1210315, В22С 1/02, 1984 г). Недостатком этого состава является высокая уплотняемость и низкая живучесть смеси.
Наиболее близким к заявляемому составу является безводная смесь (SU 1252013 А1, В22С 1/02, 23.08.1986), содержащая, мас.%:
Безводные формовочные смеси с использованием экстрактов нефтяных масел, имеют невысокую стабильность эксплуатационных свойств при многократных заливках легкоплавкого сплава и трудоемки в изготовлении.
Задачей изобретения является повышение оборачиваемости безводной формовочной смеси (многократности повторного использования) за счет введения в состав остаточного нефтяного масла, олеиновой кислоты и диоктилфталата.
Поставленная задача достигается тем, что в безводную формовочную смесь, содержащую бентонит, экстракты нефтяные и кварцевый песок, дополнительно введены остаточное нефтяное масло, олеиновая кислота и диоктилфталат, а в качестве бентонита - органобентонит, при следующем соотношении компонентов, мас.%:
Органобентонит представляет собой обработанный четвертичной аммониевой солью бентонит и является структурообразователем масляных сред, его введение обусловлено необходимостью повышения коллоидной стабильности смеси, содержащей остаточное нефтяное масло.
Остаточное нефтяное масло с олеиновой кислотой и диоктилфталатом в указанном соотношении позволяет существенно повысить оборачиваемость безводной формовочной смеси за счет образования более прочных дисперсионных связей с молекулами органобентонита.
Безводную формовочную смесь изготавливают путем загрузки в смеситель расчетного количества сухих компонентов кварцевого песка, органобентонита и последующего перемешивания в течение 2-4 мин до получения однородной массы, затем в смеситель добавляют расчетное количество предварительно смешанных углеводородных составляющих: остаточного нефтяного масла, экстракта нефтяного, олеиновой кислоты и диоктилфталата, содержимое перемешивают еще раз в течение 16-18 мин.
В качестве огнеупорного наполнителя в предлагаемых безводных смесях используется песок кварцевый мелкой фракции марки 1К1О3016 по ГОСТ 2138-84. Связующим веществом в смеси служит органобентонит по ТУ 95 2752-2000. В качестве дисперсионной углеводородной среды применяется смесь остаточного нефтяного масла (ТУ 38.101760-82), экстрактов нефтяных (ТУ 0258-018-48120848-2002), олеиновой кислоты (ТУ 9145-172-4731297-94) и диоктилфталата (ГОСТ 8728-88).
Ниже представлены составы (табл.1) и свойства (табл.2) безводных формовочных смесей.
Уплотняемость, прочность, газопроницаемость, осыпаемость определяли по ГОСТ 23409-78. Оценка оборачиваемости проводилась по специально разработанной методике. Образцы из изготовленной формовочной смеси подвергали тепловой обработке при температуре 110°С в течение 1 ч, затем контролировали по следующим параметрам - уплотняемость, прочность при сжатии, газопроницаемость, осыпаемость. Оборачиваемость смеси оценивалась по изменению контролируемых свойств относительно исходных. Смесь, прошедшая большее количество оборотов с наименьшими «падениями» свойств относительно исходных, считалась более склонной к сохранению исходных свойств, т.е. более оборотистой.
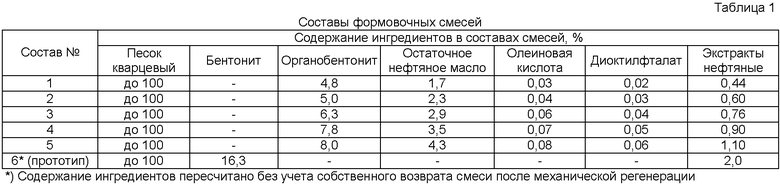

Из таблицы 2 следует, что составы №2, 3 и 4 превосходят прототип и по оборачиваемости - в 3-4, и по прочности - в 1, 2 раза. Оптимальное содержание в безводной формовочной смеси остаточного нефтяного масла - 2,3-5,5 мас.%, олеиновой кислоты - 0,04-0,07 мас.% и диоктилфталата - 0,03-0,05 мас.%.
При содержании в смеси данных компонентов меньше нижнего предела (состав № 1) существенно ухудшаются (увеличиваются) показатели осыпаемости, а при содержании их выше верхнего предела (состав № 5) снижается газопроницаемость и не происходит существенного увеличения прочности и оборачиваемости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2014937C1 |
| Смесь для изготовления литейных форм и стержней | 2022 |
|
RU2793659C1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления | 2023 |
|
RU2813028C1 |
| ОБЛИЦОВОЧНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 2009 |
|
RU2397839C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2820616C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2009 |
|
RU2405648C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 2011 |
|
RU2478018C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2010 |
|
RU2425732C1 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА | 2011 |
|
RU2449855C1 |
| Смесь для изготовления легковыбиваемых литейных форм и стержней | 2024 |
|
RU2841429C1 |
Изобретение относится к области литейного производства. Смесь содержит, мас.%: органобентонит 5,0-7,8; экстракты нефтяные 0,6-0,9; олеиновая кислота 0,04-0,07; диоктилфталат 0,03-0,05; остаточное нефтяное масло 2,3-3,5; кварцевый песок - остальное. Достигается повышение оборачиваемости формовочной смеси. 2 табл.
Формовочная смесь, содержащая бентонит, кварцевый песок, экстракты нефтяные, отличающаяся тем, что она дополнительно содержит остаточное нефтяное масло, олеиновую кислоту и диоктилфталат, а в качестве бентонита - органобентонит при следующем соотношении компонентов, мас.%:
| Смесь для изготовления литейных форм | 1984 |
|
SU1252013A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU900926A1 |
| Смесь для изготовления литейныхфОРМ | 1979 |
|
SU839646A1 |
| Смесь для изготовления литейных форм | 1975 |
|
SU541566A1 |

