Область изобретения
Настоящее изобретение относится к способу и устройству для биговки картона при формировании сгибов на картонном полотне, подаваемом с большого рулона, где ширина указанного полотна равна ширине по меньшей мере двух заготовок, расположенных параллельно друг другу. Более конкретно, настоящее изобретение относится к мерам, принимаемым в связи с биговальными изнашиваемыми инструментами, которые обычно взаимодействуют парами для создания определенного рисунка линий сгиба в полосах связанных заготовок упаковки, выполненных из картона.
Предпосылки создания изобретения
Биговка картона, как хорошо известно из уровня техники, осуществляется для облегчения фальцовки материала, которую необходимо осуществить после нанесения на материал некоего рисунка линий сгиба. Заготовки для упаковки иногда изготавливают из широких полотен, содержащих по меньшей мере две заготовки, расположенные параллельно друг другу. В упаковочной промышленности термин "заготовка" относится к части упаковочного материала, необходимой для изготовления одной упаковки. Полотно содержит проходящие продольно полосы заготовок. Ширина одной полосы равна длине или ширине заготовки. При производстве жидких пищевых продуктов, содержащих, например, воду, их необходимо поместить в упаковку, более или менее непроницаемую для жидкости. Для этой цели уже давно используют ламинат, состоящий из картона и полимерного материала и дающий превосходные результаты. Однако при изготовлении картонной упаковки увеличенного объема, например, 1,5 л и более, напряжения в материале возрастают, и поэтому толщину картона приходится увеличивать.
В результате увеличения толщины в картоне под воздействием постепенно внедряющихся в него верхнего и нижнего штампов, а также валов разного типа, используемых для подачи, возникает тенденция образования так называемых неконтролируемых складок. Неконтролируемая складка - это нежелательная, возникающая самостоятельно деформация, имеющая форму складки, или повреждение волокон картона между двумя соседними преднамеренно наносимыми линиями сгиба, которая, вероятно, является результатом необходимой комбинации высоких сжимающих напряжений, возникающих при создании преднамеренных линий сгиба, расстояния между разделенными соседними линиями сгиба, глубины каждой линии сгиба и толщины материала, в котором выполняют линии сгиба. Это приводит к возникновению напряжений при сдвиге в слоях волокнистой массы материала картона, которые могут вызвать его расслоение или разрушение волокон, что в свою очередь может привести к образованию неконтролируемых складок. Неконтролируемые складки образуются, главным образом, между двумя соединенными полосами в модифицированном процессе офсетной печати, который включает процесс биговки.
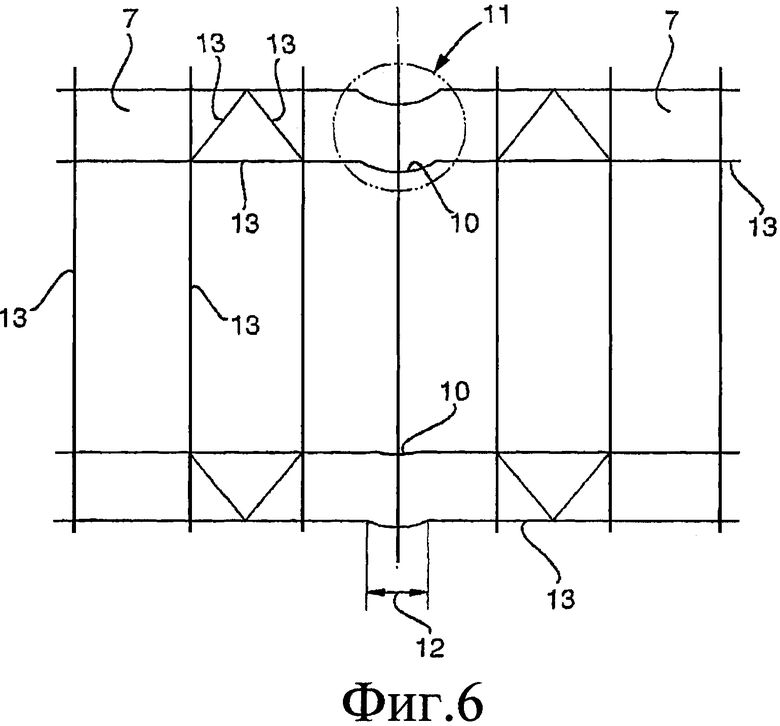
Неконтролируемые складки выглядят как произвольные морщины на картоне в области между двумя независимыми друг от друга коллинеарными верхними штампами и, более конкретно, между двумя разделенными линиями сгиба, по одной на каждой заготовке. Линии сгиба могут выполняться валковой биговальной системой, которая хорошо известна специалистам, и в таком случае две разделенные линии сгиба проходят поперек тангенциального направления к любой точке биговального штампа в направлении его вращения. Это хорошо видно на фиг. 6 прилагаемых чертежей. Требуется устранить образование неконтролируемых складок на заготовке упаковки в области, где будет выполняться продольный шов. Такие неконтролируемые складки в некоторых случаях могут привести, а в некоторых случаях приводят, к возникновению каналов в шве упаковки. Такие каналы нарушают целостность изделия. Это явление, разумеется, неприемлемо ни с точки зрения производителей, ни с точки зрения потребителей.
Предшествующий уровень техники
При проведении поиска источников, относящихся к способам и/или устройствам, решающим описанную проблему, релевантных материалов найдено не было.
Краткое описание изобретения
Главная цель работы, которая привела к настоящему изобретению, заключалась в создании способа и устройства, которые позволяют устранить любой риск образования неконтролируемых складок, возникающих при использовании для изготовления упаковки более толстого материала в связи с такими факторами, как требуемая повышенная структурная жесткость.
Согласно настоящему изобретению эти и другие цели настоящего изобретения достигаются за счет того факта, что полотно (7) картонной заготовки на ограниченном участке такого разрыва преднамеренно и принудительно поднято и поддерживается сбоку от нижнего биговального штампа (в направлении Z=ZD) до уровня, совпадающего с наиболее удаленной от центра поверхностью этого нижнего биговального штампа или находящегося выше этой поверхности. Благодаря этому растягивающее напряжение материала ослабевает и спонтанно не возникает расслоения или разрушения волокон.
Краткое описание чертежей
Далее следует более подробное описание предпочтительного варианта осуществления настоящего изобретения со ссылками на приложенные чертежи, где:
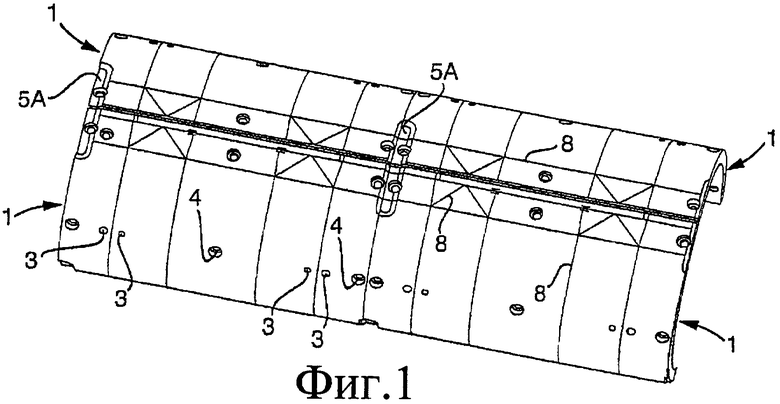
Фиг. 1 - изометрический вид двух пар верхних биговальных штампов, устанавливаемых и крепящихся к валку на биговальной станции упаковочной машины.
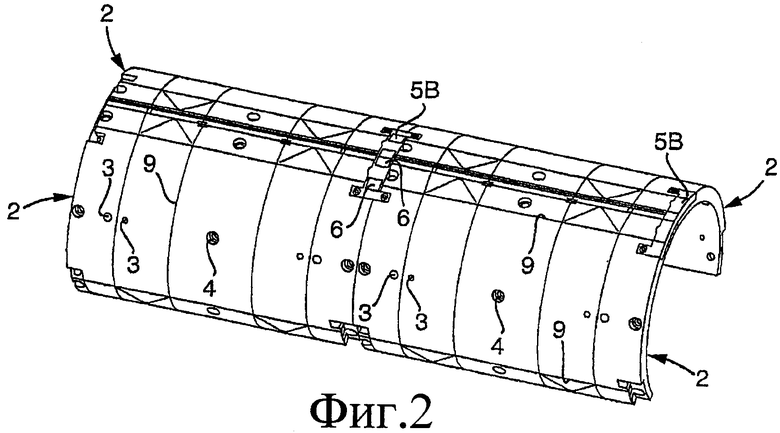
Фиг. 2 - изометрический вид двух пар нижних биговальных штампов, взаимодействующих со штампами, показанными на фиг. 1.
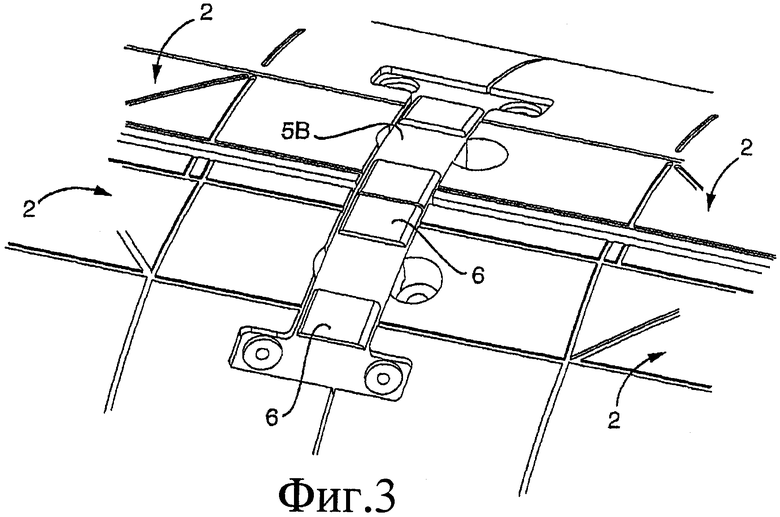
Фиг. 3 - увеличенный вид части показанных выше нижних биговальных штампов.
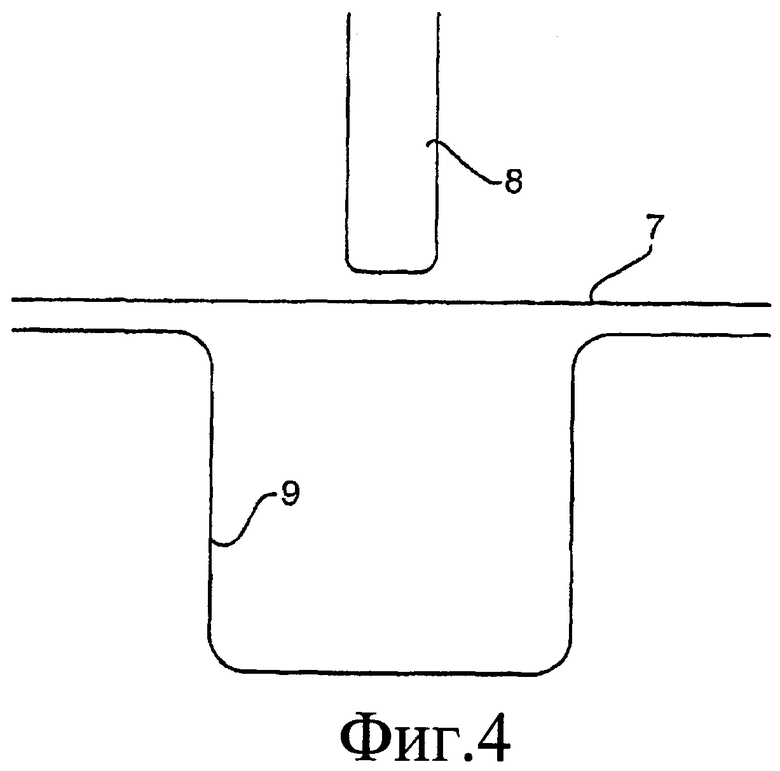
Фиг. 4 - ситуация перед созданием линии сгиба между двумя элементами верхнего и нижнего биговальных штампов, соответственно, перед использованием принципов настоящего изобретения.
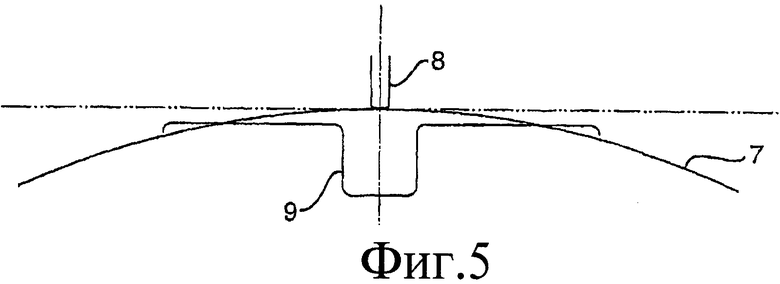
Фиг. 5 - вид, аналогичный фиг. 4, но с использованием принципов настоящего изобретения, и
Фиг. 6 - частично увеличенная ситуация, согласно предшествующим принципам, где посторонние неконтролируемые складки образовались между двумя дорожками заготовок, подвергшихся биговке.
Подробное описание предпочтительного варианта
Технология, представляющая настоящее изобретение, относится к случаю, когда необходимо создать несфальцованные заготовки упаковки из большого рулона полотна картона, предпочтительно, заранее отпечатанного, ширина которого равна по меньшей мере ширине двух заготовок упаковки.
На фиг. 1 показаны две пары верхних биговальных штампов 1, каждый из которых предназначен для заранее изготовленных, т.е. отпечатанных заготовок (не показаны). Здесь в скобках можно отметить, что биговальные штампы 1, каждый из которых имеет форму полуцилиндрической оболочки, жестко устанавливаются, например, болтами на вал (не показан) для длительного, но тем не менее ограниченного срока службы в качестве изнашиваемого штампа. Эти изнашиваемые штампы выполнены для использования в определенном количестве повторяющихся рабочих циклов, после чего они утилизируются. Для уточнения следует отметить, что использовать такие изнашиваемые штампы необязательно. Рисунок линий складывания можно сформировать непосредственно на валах. Показанные здесь биговальные штампы имеют форму, позволяющую обработать четыре заготовки упаковки за один оборот и в одной полосе. Количество полос в наладке ограничено шириной применяемого картонного рулона. Показанная на чертеже наладка, таким образом, дает увеличение до восьми заготовок за оборот. Между штампами на специфическом участке, где проходят линии сгиба, расположенные поперек направления обработки (которое будет определено ниже), в верхнем биговальном штампе имеются углубленные участки 5А, предназначенные для взаимодействия с консолями 5В, описанными ниже, чтобы избежать помех, когда верхний и нижний штампы встречаются и взаимодействуют.
На фиг. 2 показан комплект нижних биговальных штампов 2, установленных ответно и перевернуто относительно верхних штампов 1, показанных выше, для взаимодействия с ними для формирования линий сгиба. Каждый из биговальных штампов 1, 2 снабжен множеством отверстий 3 и полостей 4, где отверстия 3 образуют средство для правильного выравнивания штампов 1 и 2 на их соответствующем валу, а полости 4 образуют утопленные участки для установки болтов для прочного крепления штампов 1 или 2 к соответствующему валу (не показан).
На фиг. 3 показан подробный вид показанного на фиг. 2 главного результата настоящего изобретения, а именно, так называемой консоли 5В, здесь привинченной болтами к нижнему биговальному штампу 2. Консоль 5В имеет форму большой буквы I, стоящей в периферийном направлении штампа 2, и охватывает часть границы между двумя нижними штампами 2. Поверхность такой консоли, которая в смонтированном состоянии обращена наружу, содержит множество приподнятых участков 6, которые предназначены для подъема картона 7 на высоту приблизительно 5 мм от его свободного состояния вдоль внешней поверхности нижнего штампа в пространстве между биговальными штампами 1 и 2, чтобы создать противодействие растягивающему напряжению в материале картона рядом с концами каждого из биговальных выступов, при прессовании постоянных линий сгиба во взаимодействии с углублениями нижнего биговального штампа 2. Под внешней поверхностью нижнего биговального штампа понимается основная поверхность нижнего биговального штампа, проходящая выше канавок. За счет этого образование неконтролируемых складок рядом с этим участком устраняется или по меньшей мере уменьшается. Следует отметить, что поднятые участки 6 также могут быть выполнены заодно с валком, на который каким-либо способом нанесены углубления для биговки.
Фиг. 4 и 5 предназначены для лучшего понимания того, как это достигается. Как показано на этих чертежах, заготовка из материала 7 картона расположена между стилизованным верхним штампом 8, имеющим толщину приблизительно 0,5 мм, и подобно стилизованным нижним штампом 9, имеющим ширину приблизительно 2 мм. Показан координатный символ ZD, указывающий направление Z, т.е. направление, нормальное к валу нижнего биговального штампа и направленное от него "вверх", и символ MD, обозначающий направление обработки, т.е. направление, в котором транспортируется картон 7. Таким образом, показано, что соответствующие штампы проходят поперек этого направления транспортировки. Если здесь верхний штамп 8 внезапно заканчивается, как это имеет место в случае, когда необходимо создать область склеивания, которая в дальнейшем образует продольный шов, материал 7 картона испытывает внезапную потерю противодействующей поддержки и вследствие этого внезапно начинает проявлять тенденцию к образованию "неконтролируемых складок" 10, как пояснялось выше. Это более четко показано на фиг. 6 как увеличенный участок 11 вдоль длины 12, где на участке, соединяющем две заготовки, отсутствует намеренно выполненная линия сгиба. Однако здесь материал во время операции биговки сам по себе образовал неконтролируемую складку 10. За счет установки консоли 5В, как показано на фиг. 5, и, тем самым, обеспечивая принудительный подъем материала приблизительно на 5 мм над внешней огибающей поверхностью нижнего штампа 9 в конкретном участке, где заканчивается верхний штамп 8, такие неконтролируемые складки больше спонтанно не образуются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| РЕЗАЛЬНЫЙ И БИГОВАЛЬНЫЙ ДИСКОВЫЙ УЗЕЛ И СПОСОБ РЕЗКИ И БИГОВКИ СЖИМАЕМОГО МАТЕРИАЛА | 2006 |
|
RU2397859C2 |
| НАБОР ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2658276C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОФРИРОВАННОГО КАРТОНА | 2018 |
|
RU2738172C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| УСТРОЙСТВО В БИГОВАЛЬНОЙ МАШИНЕ И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ПРИ ЕГО ИСПОЛЬЗОВАНИИ | 2013 |
|
RU2628912C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОРЕЗЕЙ В КАРТОННЫХ ЗАГОТОВКАХ | 2012 |
|
RU2525780C2 |
| УПАКОВОЧНАЯ МАШИНА И СИСТЕМЫ | 2020 |
|
RU2811505C2 |
Изобретение относится к способу и устройству для биговки картона при формировании сгибов на картонном полотне, подаваемом с большого рулона, где ширина указанного полотна равна ширине, по меньшей мере, двух заготовок, расположенных параллельно друг другу. При этом ширина, по меньшей мере, в одной зоне на пару полос содержит участок, на котором намеренно выполняют линии сгиба на обеих этих полосах, проходящие в примыкающей области поперек направленно подачи машины. Данные линии сгиба прерываются, не соединяясь, для обеспечения не подвергшегося биговке участка на каждой полосе заготовок. Данный участок предназначен для формирования одной части продольного соединения внахлест. При этом полотно картонной заготовки в ограниченной области такого прерывания преднамеренно и принудительно поднимают и поддерживают сбоку от нижнего биговального штампа, в направлении Z=ZD, на уровне, совпадающем с наиболее удаленной от центра поверхностью нижнего биговального штампа или выше этого уровня. Техническим результатом изобретения является создание способа и устройства, позволяющие устранить риск образования неконтролируемых складок при использовании более толстого материала. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Способ работы машины для биговки картона для выполнения линий сгиба на полотне (7) картона, при этом ширина полотна имеет ширину по меньшей мере двух полос заготовок, проходящих параллельно друг другу, и по меньшей мере в одной зоне на пару полос содержит участок, на котором намеренно выполняют линии сгиба на обеих этих полосах, проходящие в примыкающей области поперек направлению подачи машины, и эти линии сгиба прерываются, не соединяясь, для обеспечения не подвергшегося биговке участка на каждой полосе заготовок, который предназначен для формирования одной части продольного соединения внахлест, отличающийся тем, что полотно (7) картонной заготовки в ограниченной области такого прерывания преднамеренно и принудительно поднимают и поддерживают сбоку от нижнего биговального штампа в направлении Z=ZD на уровне, совпадающем с наиболее удаленной от центра поверхностью нижнего биговального штампа или выше этого уровня.
2. Способ по п.1, отличающийся тем, что поднятую область поднимают приблизительно на 5 мм над наиболее удаленной от центра поверхностью нижнего биговального штампа.
3. Способ по п.1 или 2, отличающийся тем, что каждый биговальный штамп снабжен сменными верхним и нижним изнашиваемыми штампами (1, 2), на которых расположен рисунок линий сгиба, переносимый на заготовку.
4. Способ по п.3, отличающийся тем, что упомянутый подъем осуществляют путем вставки консоли (5А) в углубление (5В), выполняемое в области нижнего биговального штампа, исключая тем самым взаимодействие с верхним биговальным штампом.
5. Способ по п.1, отличающийся тем, что рисунки биговальных штампов выполняют на валах или на изогнутых пластинах, расположенных на валах.
6. Устройство в машине для биговки картона, содержащее систему из по меньшей мере двух валов, образующая поверхность по меньшей мере двух из которых определяет рисунок биговальных штампов, верхнего и нижнего (8 и 9), для взаимодействия при создании сходных рисунков (13) линий сгиба на каждой заготовке на картонном полотне (7) связанных заготовок, принудительно проходящих через биговальную машину, при этом в рисунке (13) имеются участки, не предназначенные для создания линий сгиба, там, где в верхнем штампе преднамеренно выполнены участки прерывания, предназначенные для формирования участка соединения внахлест, отличающееся тем, что в областях, в которых верхние штампы (8) имеют прерывания, особенно тех, которые проходят поперек направлению подачи (MD) машины, соответствующие участки каждого нижнего штампа снабжены консольным устройством (5В), обеспечивающим поддержку картонного полотна (7) на уровне, совпадающем с внешней поверхностью вала нижнего штампа или выше этого уровня, благодаря чему картонное полотно (7) поднято до уровня, на котором не возникают неконтролируемые складки.
7. Устройство по п.6, отличающееся тем, что консольное устройство (5В) расположено в углублении на валу нижнего биговального штампа.
8. Устройство по п.6 или 7, отличающееся тем, что консоли (5В) содержат локально от упомянутой наиболее удаленной от центра поверхности участок, высота которого увеличена приблизительно до 5 мм.
9. Устройство по п.8, отличающееся тем, что соответствующие участки на верхнем биговальном валу имеют углубление (5А), соответствующие упомянутой локально увеличенной высоте нижнего вала.
10. Устройство по п.7, отличающееся тем, что консоли (5В) расположены в центральном положении точно на одной линии с каждым таким разрывом в биговальном выступе верхнего биговального вала.
| US 5509885 A, 23.04.1996 | |||
| US 5704886 A, 06.01.1998 | |||
| US 20040259709 A, 23.12.2004 | |||
| Устройство для биговки картона | 1985 |
|
SU1270031A1 |

