Группа изобретений относится к развивающимся играм и к способам производства наборов для творчества, в частности к наборам для формирования объемных тел, которые могут применяться для создания различных сборных конструкций или в качестве устройств для развития различных дизайнерских навыков в создании художественных форм и моделей.
Важнейшим компонентом пространственного мышления является пространственное воображение. Его роль в творческой деятельности человека в области науки, техники, искусства очень велика.
Проблемы по изучению и освоению пространства решаются методами эффективного моделирования. Одним из старейших ветвей этого направления являются "Оригами", представляющие собой древнее народное искусство Японии по складыванию фигурок из бумаги.
Из «Уровня техники» известен способ производства набора для оригами, включающий роспуск рулона исходного материала на прямоугольные листы. Затем производят штамповку - вырубку из листов фигурных отрезков лент-заготовок с одновременным нанесением на них продавливанием линий сгибов, образующих по всей плоскости заготовки модуля правильные геометрические фигуры. Далее, осуществляют продольное загибание и складывание в конверт лент-заготовок с одновременной стыковкой загибаемых боковых свободных сторон в средней части ленты-заготовки. Двойную ленту заготовку разрезают ножом-нагревателем под углом 45° к продольной оси с оплавлением по линии реза на равные полосы с образованием большого параллелограмма и двух равных малых параллелограммов, конгруэнтных параллелограмму с линией разъема в средней части модуля. Бумага или тонкий картон могут использоваться для изготовления модулей (см. патент РФ №2223809, кл. А63Н 33/16, опубл. 20.02.2004).
Кроме того, из «Уровня техники» известен набор модулей для оригами, в котором каждый модуль содержит плоскостную геометрическую фигуру, образованную тремя параллелограммами, наибольший из которых является средним и состыкован по линии тиснения своими меньшими сторонами с большими сторонами двух равных меньших параллелограммов, совокупность которых при сложении и стыковке их свободными большими сторонами является конгруэнтной большему параллелограмму, а в качестве материалов модулей может использоваться бумага или тонкий картон (см. патент РФ №2223809, кл. А63Н 33/16, опубл. 20.02.2004). Техническая проблема заключается в низкой прочности материала модуля, в частности перегиб части модуля во время производства или изготовления объемного тела может сопровождаться разрывом бумаги или тонкого картона, кроме того, перегиб не по линии перегиба приведет к разрыву материала модуля или возникновению пластических деформаций, что приведет к повреждению модуля и не позволит его использовать дальше для создания объемного тела.
Задачей группы изобретений является устранение вышеуказанных недостатков.
Обобщенный технический результат заключается в повышении прочности материала модуля и снижении количества бракованных изделий при изготовлении объемного тела.
Технический результат обеспечивается тем, что способ производства набора для формирования объемного тела включает роспуск рулона исходного материала на прямоугольные листы, формирование гибких модулей, содержащих, по меньшей мере, одну плоскостную геометрическую фигуру, линии перегиба и клапаны, выполненные с возможностью нанесения на них клея, и высечку модулей сложной конфигурации посредством вырубных ножей. В качестве исходного материала используют материал с трехслойной структурой, у которого центральный слой выполнен из материала на основе целлюлозы, а краевые слои выполнены в виде пленки, содержащей слюду, пластины и частицы металла. Осуществляют одностороннюю печать на прямоугольных листах с формированием ультрафиолетовыми офсетными красками контуров и линий перегибов модулей набора для формирования объемного тела. Производят высечку модулей набора из прямоугольных листов с их отделением или ослаблением модулей в прямоугольных листах прорезями для последующего отделения при формировании объемного тела. На всех линиях перегиба выполняют линии биговки и комплектуют набор из модулей или из прямоугольных листов с ослабленными модулями. В соответствии с частными случаями осуществления способ имеет следующие особенности.
Центральный слой выполнен из бумаги с плотностью 290 г/м2.
Центральный слой выполнен из картона.
Пленка содержит пленкообразующее вещество и пигментную смесь, включающую частицы слюды, покрытые оксидом титана, размером 0,1-35 мкм, пластины размером 0,5-25 мкм и частицы металла размером 0,1-12 мкм. Пластины выполнены из осажденного карбоната кальция и связующего.
Пластины выполнены в виде чешуек, полученных золь-гель методом путем гидролиза раствора алкоголята металла с использованием основного катализатора.
Частицы металла выполнены из алюминия, или циркония, или олова, или титана.
При печати линии перегибов выполняют в виде разомкнутых линий, означающих сгиб модуля во внутрь, и в виде разомкнутых линий с точками, означающих сгиб модуля наружу.
Технический результат также обеспечивается тем, что набор для формирования объемного тела включает, по меньшей мере, один гибкий модуль, содержащий, по меньшей мере, одну плоскостную геометрическую фигуру, линии перегиба, линии биговки, выполненные на всех линиях перегиба, и клапаны.
Сущность настоящей группы изобретений поясняется следующими иллюстрациями:
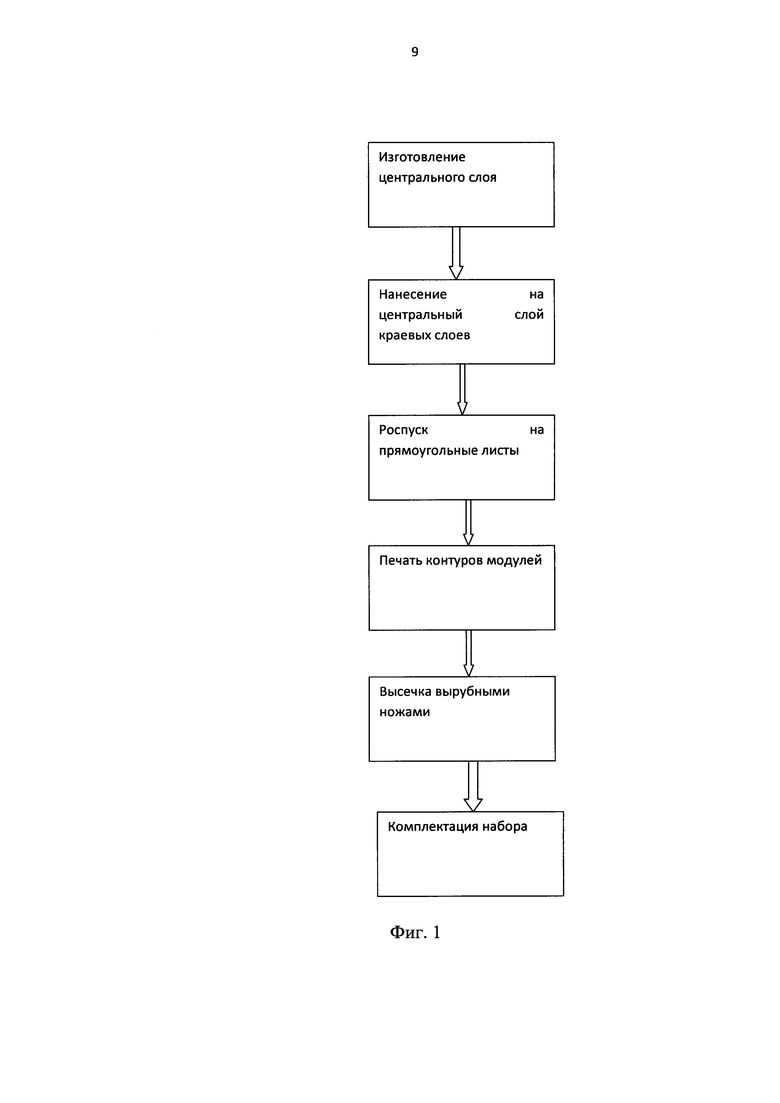
Фиг. 1 - блок-схема, характеризующая способ;
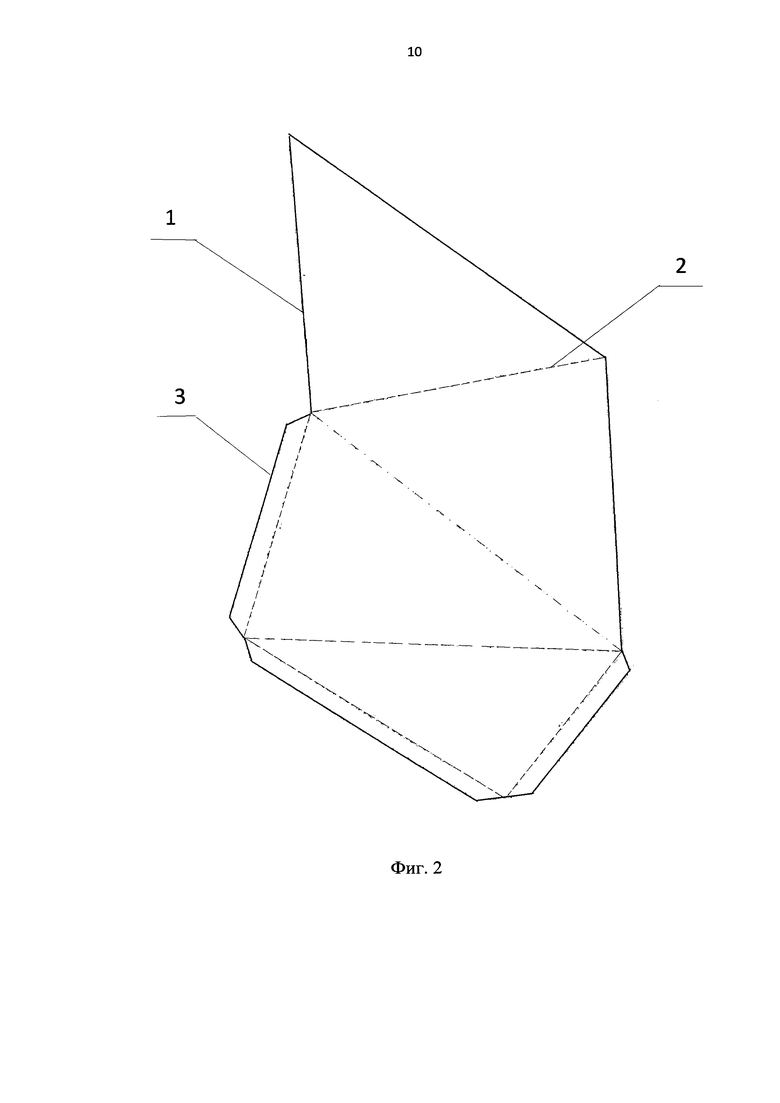
Фиг. 2 - общий вид модуля для формирования объемного тела.
На фиг. 2 отображены следующие элементы:
1 - модуль для формирования объемного тела;
2 - линия перегиба;
3 - клапан.
Способ производства набора для формирования объемного тела включает изготовление центрального слоя на основе волокон целлюлозы в виде полотна. Центральный слой может быть выполнен в виде бумаги или картона. Осуществляют формование волокнистого полотна, сушку полотна, каландрование до требуемой толщины, нанесение краевых слоев с помощью распылительной форсунки и валков, обеспечивающих требуемую толщину пленки от 2-10 мкм. Краевые слои содержат слюду, пластины и частицы металла. Осуществляют сушку полотна с нанесенным пленочным покрытием. Далее, производят роспуск рулона исходного материала на прямоугольные листы. Затем осуществляют одностороннюю печать с формированием ультрафиолетовыми офсетными красками контуров, клапанов и линий перегибов модулей набора для формирования объемного тела. При печати линии перегибов выполняют в виде разомкнутых линий, означающих сгиб модуля во внутрь, и в виде разомкнутых линий с точками, означающих сгиб модуля наружу.
Затем производят высечку модулей сложной конфигурации посредством вырубных ножей, а также формирование линий биговки на линиях перегиба. Высечку и формирование линий биговки производят штампом с установленными режущими ножами и биговальными линейками Собственно высечку осуществляют ножами с острыми кромками, прорезающими картон или бумагу. Ножи имеют режущий угол от 30°-110° и выполнены из закаленной лазером пружинной стали, подвергшейся химическому травлению. При этом в зависимости от комплектации набора могут производить полную высечку модулей из прямоугольных листов или их ослабление в прямоугольных листах несквозными или сквозными прорезями. Биговка выполняется с помощью биговальных линеек с округлыми кромками, формирующими канавки путем вдавливания поверхности картона или бумаги в канавку контрштампа. Ножи длиннее биговальных линеек, так как они должны прорезать картон насквозь. Комплектуют набор из модулей или из прямоугольных листов с ослабленными модулями. Модуль 1 набора для формирования объемного тела выполнен гибким и содержащим линии перегибов 2 и линии биговки. Он имеет трехслойную структуру, при этом краевые слои выполнены в виде пленки, содержащей слюду, пластины и частицы металла. Выполнение модуля с трехслойной структурой повышает его прочность, а наличие краевых пленок, содержащих слюду, пластины и частицы металла, исключают разрыв материала модуля 1 при формировании объемного тела. Перегиб не по линии перегиба 2 не приведет к разрыву материала модуля 1, остаточная деформация будет незначительной, при этом модуль 1 не будет разрушен или поврежден и может использоваться дальше для создания объемного тела. Перегиб не по линии перегиба 2 практически исключен в связи с наличием линий биговки. Модуль 1 дополнительно содержит клапаны 3, обеспечивающие возможность нанесения на них клея и соединения либо с другими клапанами 3 того же модуля 1, либо с клапанами других модулей, входящих в набор. Центральный слой выполнен из материала на основе целлюлозы, при этом центральный слой может быть выполнен из бумаги с плотностью 290 г/м2 или из картона.
Пленка содержит пленкообразующее вещество и пигментную смесь, включающую частицы слюды, покрытые оксидом титана, размером 0,1-35 мкм - 30-70%, пластины размером 0,5-25 мкм - 15-30% и частицы металла размером 0,1-12 мкм - 15-30%, в качестве пленкообразующего вещества использовано органическое связующее - остальное до 100 мас. %. В качестве связующего может быть использован поливиниловый спирт, дисперсии поливинилацетата, латексы и смолы. Получают вещество пленки путем обычных приемов смешения связующего с наполнителем.
Пластины могут быть выполнены из осажденного карбоната кальция и анионного полярного связующего. При этом карбонат кальция осаждают в виде арагонита, его содержание в пластинах составляет до 75%, содержание анионного полярного связующего - до 100 мас. %. В качестве связующего может быть использован поливиниловый спирт, дисперсии поливинилацетата, латексы и смолы. Получают пластинки путем обычных приемов смешения связующего с наполнителем и измельчения. Пластины могут быть выполнены в виде чешуек, полученных золь-гель методом путем гидролиза раствора алкоголята металла (алюминия, циркония, олова, титана) с использованием основного катализатора. Частицы металла могут быть выполнены из алюминия, или циркония, или олова, или титана.
Преимуществами настоящей группы изобретений являются следующие:
- достаточно высокая прочность материала модуля;
- за счет слоистой структуры получения модуля с более округлыми краями, исключающими возможность нанесения пользователю порезов при формировании объемного тела;
- возможность получения из модулей объемного тела, устойчивого к пластическим деформациям, загрязнениям и воздействию солнечного света;
- снижение количества бракованных изделий при производстве наборов;
- развитие мелкой моторики у детей;
- исключение повреждения детали при формировании объемного тела.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ ДЛЯ ОРИГАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2223809C1 |
| СПОСОБ РАСКРОЯ КАРТОННОЙ ПЕРЕГОРОДКИ | 2007 |
|
RU2362717C1 |
| Поддон для размещения упакованного продукта | 2023 |
|
RU2808300C1 |
| ПАЗЛ | 2022 |
|
RU2784133C1 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2518168C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОДУКТ | 2011 |
|
RU2500545C2 |
| КОМПЛЕКС ПО ИЗГОТОВЛЕНИЮ ЛОТЕРЕЙНЫХ БИЛЕТОВ | 2000 |
|
RU2181667C1 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| Упаковка | 2018 |
|
RU2681551C1 |
Группа изобретений относится к развивающимся играм и к способам производства наборов для творчества. Способ производства набора для формирования объемного тела включает роспуск рулона исходного материала на прямоугольные листы, формирование гибких модулей, содержащих, по меньшей мере, одну плоскостную геометрическую фигуру, линии перегиба и клапаны, выполненные с возможностью нанесения на них клея, и высечку модулей сложной конфигурации посредством вырубных ножей. В качестве исходного материала используют материал с трехслойной структурой, у которого центральный слой выполнен из материала на основе целлюлозы, а краевые слои выполнены в виде пленки, содержащей слюду, пластины и частицы металла. Кроме того, осуществляют одностороннюю печать на прямоугольных листах с формированием ультрафиолетовыми офсетными красками контуров и линий перегибов модулей набора для формирования объемного тела. Производят высечку модулей набора из прямоугольных листов с их отделением или ослаблением модулей в прямоугольных листах прорезями для последующего отделения при формировании объемного тела и комплектуют набор из модулей или из прямоугольных листов с ослабленными модулями. Набор для формирования объемного тела, изготовленный способом производства набора для формирования объемного тела включает, по меньшей мере, один гибкий модуль. Обобщенный технический результат заключается в повышении прочности материала модуля и снижении количества бракованных изделий при производстве наборов. 2 н. и 10 з.п. ф-лы, 2 ил.
1. Способ производства набора для формирования объемного тела, включающий роспуск рулона исходного материала на прямоугольные листы, формирование гибких модулей, содержащих, по меньшей мере, одну плоскостную геометрическую фигуру, линии перегиба и клапаны, выполненные с возможностью нанесения на них клея, и высечку модулей сложной конфигурации посредством вырубных ножей, отличающийся тем, что в качестве исходного материала используют материал с трехслойной структурой, у которого центральный слой выполнен из материала на основе целлюлозы, а краевые слои выполнены в виде пленки, содержащей слюду, пластины и частицы металла, осуществляют одностороннюю печать на прямоугольных листах с формированием ультрафиолетовыми офсетными красками контуров и линий перегибов модулей набора для формирования объемного тела, производят высечку модулей набора из прямоугольных листов с их отделением или ослаблением модулей в прямоугольных листах прорезями для последующего отделения при формировании объемного тела, на всех линиях перегиба выполняют линии биговки и комплектуют набор из модулей или из прямоугольных листов с ослабленными модулями.
2. Способ по п. 1, отличающийся тем, что центральный слой выполнен из бумаги с плотностью 290 г/м2.
3. Способ по п. 1, отличающийся тем, что центральный слой выполнен из картона.
4. Способ по п. 1, отличающийся тем, что пленка содержит пленкообразующее вещество и пигментную смесь, включающую частицы слюды, покрытые оксидом титана, размером 0,1-35 мкм, пластины размером 0,5-25 мкм и частицы металла размером 0,1-12 мкм.
5. Способ по п. 4, отличающийся тем, что пластины выполнены из осажденного карбоната кальция и связующего.
6. Способ по п. 4, отличающийся тем, что пластины выполнены в виде чешуек, полученных золь-гель методом путем гидролиза раствора алкоголята металла с использованием основного катализатора.
7. Способ по п. 4, отличающийся тем, что частицы металла выполнены из алюминия.
8. Способ по п. 4, отличающийся тем, что частицы металла выполнены из циркония.
9. Способ по п. 4, отличающийся тем, что частицы металла выполнены из олова.
10. Способ по п. 4, отличающийся тем, что частицы металла выполнены из титана.
11. Способ по п. 1, отличающийся тем, что при печати линии перегибов выполняют в виде разомкнутых линий, означающих сгиб модуля во внутрь, и в виде разомкнутых линий с точками, означающих сгиб модуля наружу.
12. Набор для формирования объемного тела, изготовленный способом по любому из пп. 1-11, включающий, по меньшей мере, один гибкий модуль, содержащий, по меньшей мере, одну плоскостную геометрическую фигуру, линии перегиба, линии биговки, выполненные на всех линиях перегиба, и клапаны.
| МОДУЛЬ ДЛЯ ОРИГАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2223809C1 |
| US 4033068 A, 05.07.1977 | |||
| US 5947885 A, 07.09.1999 | |||
| Способ формирования объемного тела | 1985 |
|
SU1349767A1 |

