Область техники изобретения
Настоящее изобретение относится к устройству в биговальной машине для картона, для формирования структурных рисунков из линий бигов, расположенных по меньшей мере в двух полосах вдоль длины материала, содержащего картонное полотно, подаваемого в машину, где материал затем подлежит разрезанию на заготовки, каждая из которых содержит структурный рисунок из линий бигов. Изобретение также относится к материалу, содержащему картонное полотно, снабженному структурными рисунками из линий бигов, где структурные рисунки расположены по меньшей мере в двух полосах вдоль длины полотна. Изобретение особенно относится к мерам, предпринимаемым в связи с износом биговальных инструментов, которые обычно объединены в пары (два и два) для создания определенного рисунка бигования в полосах заготовок упаковок, содержащих картон.
Предпосылки к созданию изобретения
Бигование картона для получения структурного рисунка из линий бигов обычно осуществляют для облегчения последующего складывания картона. Например, бигованный картон, являющийся частью упаковочного материала и содержащий структурный рисунок из линий бигов, может быть согнут в упаковку. Обычно заготовки, предназначенные для формирования из них упаковок, подвергают бигованию тогда, когда они еще являются частями широкого полотна. Широкое полотно может содержать по меньшей мере две полосы заготовок. Таким образом, одинаковый структурный рисунок из линий бигов может быть выполнен в расположенных рядом полосах.
Упаковки для жидких пищевых продуктов должны быть по существу непроницаемыми для жидкости. В течение многих лет для этой цели использовали, с очень хорошим результатом, упаковочные материалы, содержавшие: самый внутренний термопластичный слой, который должен находиться в контакте с жидким пищевым продуктом; картонное полотно; защитный материал, расположенный между самым внутренним термопластичным слоем и картонным полотном; и самый наружный термопластичный полимерный слой. Однако при изготовлении упаковок больших объемов, например, вмещающих 1,5 литра или более, напряжение материала увеличивалось и, следовательно, требовалось увеличивать толщину картона.
В результате увеличения толщины картона наблюдалась тенденция к образованию в картонном полотне, при воздействии на него пуансонных и матричных биговальных инструментов, а также валов различных типов в процессе бигования, который определенно развивается так называемых «самопроизвольных» линий бигов. Самопроизвольная линия бига является нежелательной, произвольно образующейся подобной замину деформацией или разволокнением картонного материала между двумя близко расположенными смежными линиями бигов, выполненными намеренно. На степень самопроизвольного образования линий бигов, по предположениям, оказывают влияние: сжимающие напряжения, создаваемые для получения намеренно формируемых линий бигов; расстояние между отделенными друг от друга, смежными линиями бигов с открытыми концами; глубина каждой линии бига; и, конечно, толщина подвергаемого бигованию материала. Эти факторы ведут к увеличению напряжений сдвига в слоях целлюлозной массы картонного материала, которые могут вызывать его расслоение или разволокнение, из-за чего, в свою очередь, могут образовываться самопроизвольные линии бигов. Самопроизвольные линии бигов образуются в основном между двумя связанными полосами в модифицированном процессе офсетной печати, где процесс бигования фактически имеет место. Обычно самопроизвольное образование линий бигов происходит между открытыми концами смежных линий бигов (см. фиг. 1), расположенных перпендикулярно направлению перемещения картонного полотна в процессе бигования. Появление самопроизвольно образующихся линий бигов является, таким образом, неуправляемым замином картона в области между двумя независимыми друг от друга, лежащими на одной линии пуансонными биговальными инструментами, а более конкретно - между двумя отделенными друг от друга линиями бигов.
Если возникновение самопроизвольно образующихся линий бигов происходит в заготовке упаковки в области, где надлежит выполнить продольный герметичный шов, то имеет место риск того, что упаковка, изготовленная таким образом, будет предрасположена к началу утечки. Образование самопроизвольных линий бигов здесь и где-либо в другом месте может, как и другое последствие этого, вести к потере целостности продукта. Эти явления, конечно, неприемлемы ни с точки зрения изготовителя, ни с точки зрения потребителя.
Как раскрыто в WO 2006/112767, проблема самопроизвольного образования линий бигов может быть преодолена посредством обеспечения областей у каждого из матричных биговальных инструментов, соответствующих областям, где при использовании пуансонных биговальных инструментов появляются разрывы, особенно в тех местах, где они проходят в поперечном направлении к направлению перемещения в машине, консольным приспособлением. Было показано, что использование консольного приспособления эффективно в предотвращении или по меньшей мере уменьшении самопроизвольного образования линий бигов. Хотя использование консольного приспособления эффективно в предотвращении самопроизвольного образования линий бигов, оно является дорогостоящим и сложным техническим средством. Кроме того, для его применения обычно требуется модификация биговальной машины для картона.
Было бы благоприятным, если бы самопроизвольное образование линий бигов в картонных упаковочных материалах можно было бы предотвращать или по меньшей мере уменьшать альтернативным способом, таким образом, чтобы была исключена потребность в обеспечении матричных биговальных инструментов консольными приспособлениями.
Краткое описание изобретения
Следовательно, настоящее изобретение направлено на поиск способов сдерживания, смягчения, исключения или обхода одного или большего числа указанных выше недостатков и отдельных неблагоприятных последствий или любых их сочетаний в данной области техники, посредством обеспечения открытых концов линий бигов ограничителями линий бигов, по меньшей мере векторный компонент которых проходит перпендикулярно к линии бига с открытым концом. Размер ограничителя линии бига предпочтительно по меньшей мере в 2 раза шире линии бига с открытым концом, и проходит с одной или обеих боковых сторон открытой линии бига. Ограничитель линии бига по существу является ответвлением одной линии бига с открытым концом.
Таким образом, аспект изобретения относится к устройству в биговальной машине для картона, предназначенному для формирования структурных рисунков из линий бигов в материале, содержащем картонное полотно, подаваемом в машину, где материал, содержащий картонное полотно, затем подлежит разрезанию на заготовки, каждая из которых содержит структурный рисунок из линий бигов. Устройство содержит систему, содержащую по меньшей мере два вала. Первый вал обеспечен пуансонными биговальными инструментами и имеет по меньшей мере две огибающие поверхности. Каждая огибающая поверхность имеет структурный рисунок из линий, из которых по меньшей мере одна содержит открытый конец. Кроме того, огибающие поверхности расположены параллельно оси вращения первого вала. Второй вал снабжен соответствующими матричными биговальными инструментами. Валы расположены таким образом, чтобы пуансонные и матричные биговальные инструменты взаимодействовали друг с другом с образованием рисунков из линий бигов в материале, содержащем картонное полотно, подаваемом в машину при использовании машины. В структурном рисунке из линий по меньшей мере одна линия с открытым концом обеспечена ограничителем линии бига, где размер упомянутого ограничителя линии бига, проходящего перпендикулярно открытой линии, по меньшей мере в 2 раза шире линии с открытым концом.
Обычно линии с открытым концом являются прямыми линиями, параллельными осям вращения валов. Кроме того, ограничитель линии бига может быть ответвлением линии с открытым концом.
Другой аспект изобретения относится к материалу, содержащему картонное полотно, где материал обеспечен структурными рисунками из линий бигов. Структурные рисунки расположены по меньшей мере в двух полосах вдоль длины материала, а материал приспособлен к разрезанию его на заготовки, где каждая заготовка обеспечена структурным рисунком из линий бигов, из которых по меньшей мере одна содержит открытый конец. По меньшей мере одна из этих линий бигов с открытым концом обеспечена ограничителем линии бига. Размер ограничителя линии бига, перпендикулярного линии бига, обеспеченной упомянутым ограничителем линии бига по меньшей мере в 2 раза шире линии бига с открытым концом, обеспеченной ограничителем линии бига. Линии бигов с открытыми концами обычно являются прямыми линиями бигов, расположенными перпендикулярно полосам со структурными рисунками. Кроме того, ограничитель линии бига может быть ответвлением линии бига с открытым концом.
Другой аспект изобретения относится к материалу, содержащему картонное полотно, только что описанному, где материал является упаковочным материалом для жидких пищевых продуктов. Такой упаковочный материал для пищевых продуктов может содержать: самый внутренний термопластичный слой, который должен находиться в контакте с жидким пищевым продуктом; упомянутое картонное полотно; защитный материал, расположенный между самым внутренним термопластичным слоем и картонным полотном; и самый наружный, термопластичный, полимерный слой.
Другой аспект изобретения относится к полосе непрерывно расположенных заготовок, которую можно получать из описанного выше материала, посредством отделения различных полос материала.
Другой аспект изобретения относится к полосе упаковочного материала для упаковки жидкого пищевого продукта, содержащей сложенную заготовку, отрезанную от упаковочного материала для жидких пищевых продуктов, описанного здесь выше.
Другой аспект изобретения относится к способу обеспечения материала, содержащего картонное полотно со структурными рисунками из линий бигов. Способ включает этапы:
- подачу материала, содержащего картонное полотно, в биговальную машину для картона, обеспеченную устройством, описанным здесь выше; и
- пропуск картонного полотна между двумя валами.
Дополнительные предпочтительные признаки изобретения определены в зависимых пунктах формулы изобретения. Кроме того, предпочтительные признаки изобретения детально разработаны в вариантах осуществления, раскрытых в данном описании.
Краткое описание чертежей
Изобретение ниже описано более подробно со ссылками на предпочтительный вариант его осуществления, представленный на прилагаемых чертежах, на которых показано:
на фиг. 1 - часть бигованного картонного полотна, содержащая в совокупности четыре заготовки 2, расположенные в двух полосах 21, 22, где заготовки 2 в одной полосе 21 смещены относительно заготовок в смежной полосе 22;
на фиг. 2 - увеличенное изображение части фиг. 1, где изображены самопроизвольно образованные линии бигов, идущие от открытого конца 5 линии бига к открытому концу 5 другой линии бига;
на фиг. 3 - схематически бигование картона, где с помощью двух валов 3, 4, из которых первый вал 3 содержит пуансонные биговальные инструменты 13, а второй вал 4 содержит матричные биговальные инструменты 14, изготавливают материал, содержащий картонное полотно, структурными рисунками из линий бигов 1;
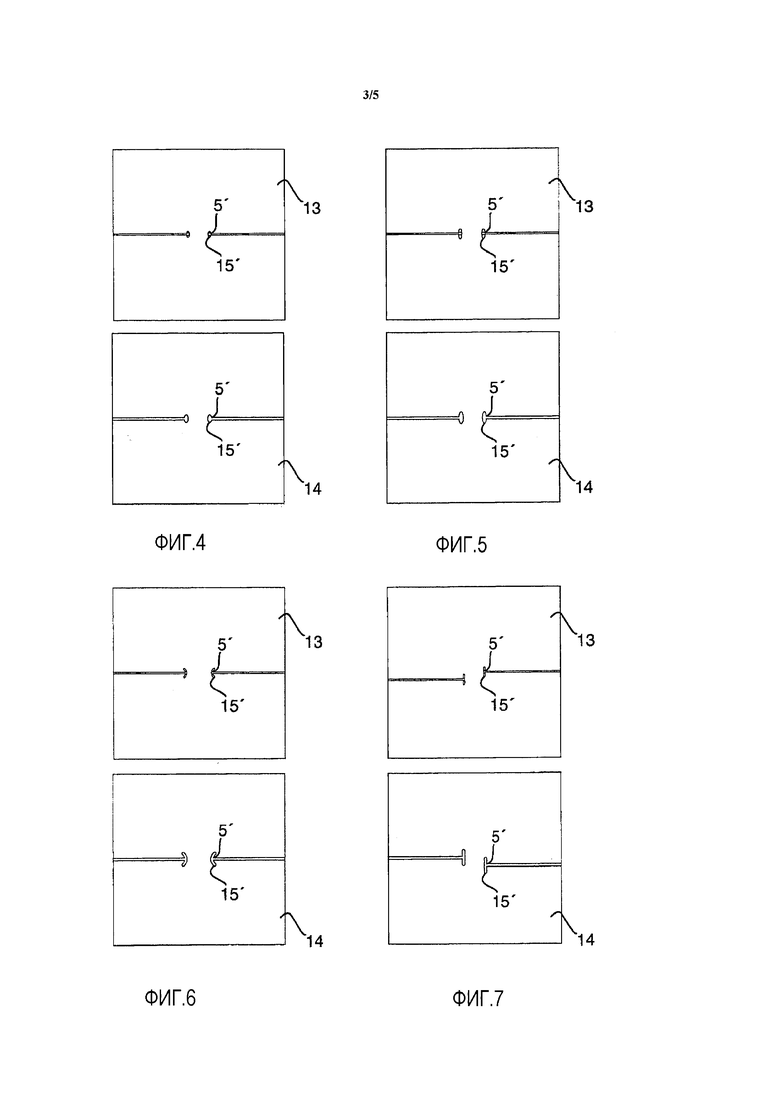
на фиг. 4-7 - части пар пуансонных и матричных биговальных инструментов 13, 14 согласно вариантам осуществления, раскрытым в данном описании;
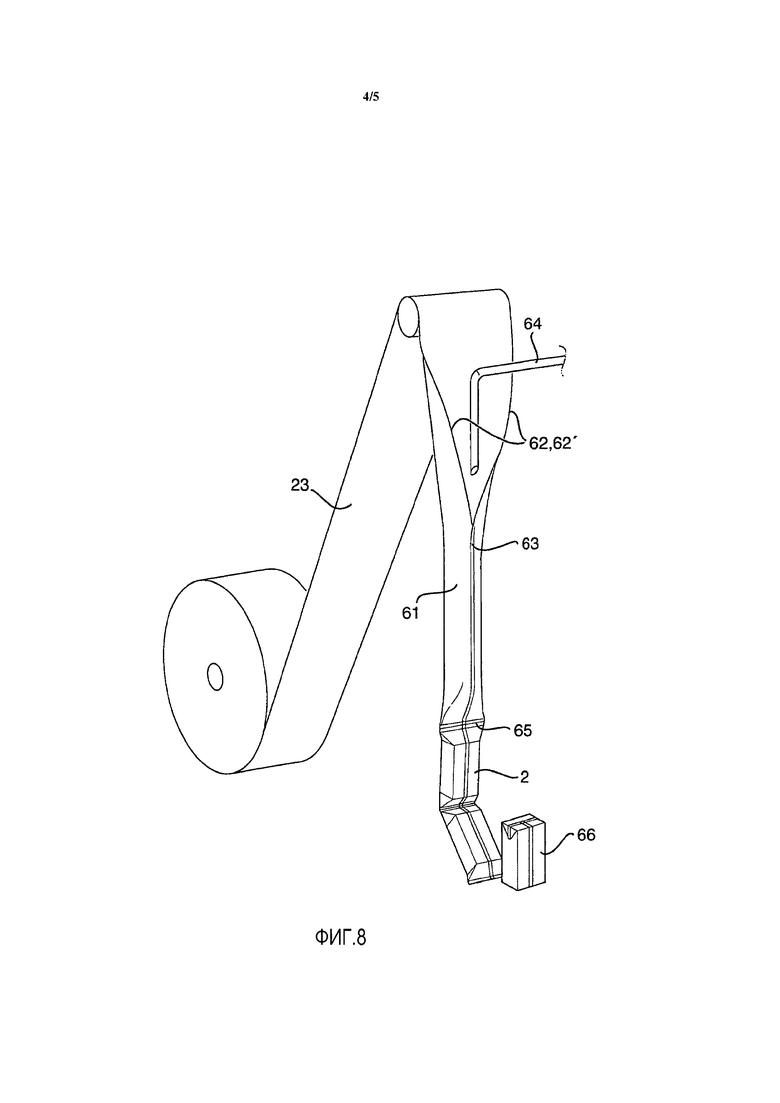
на фиг. 8 - фасовочная машина; и
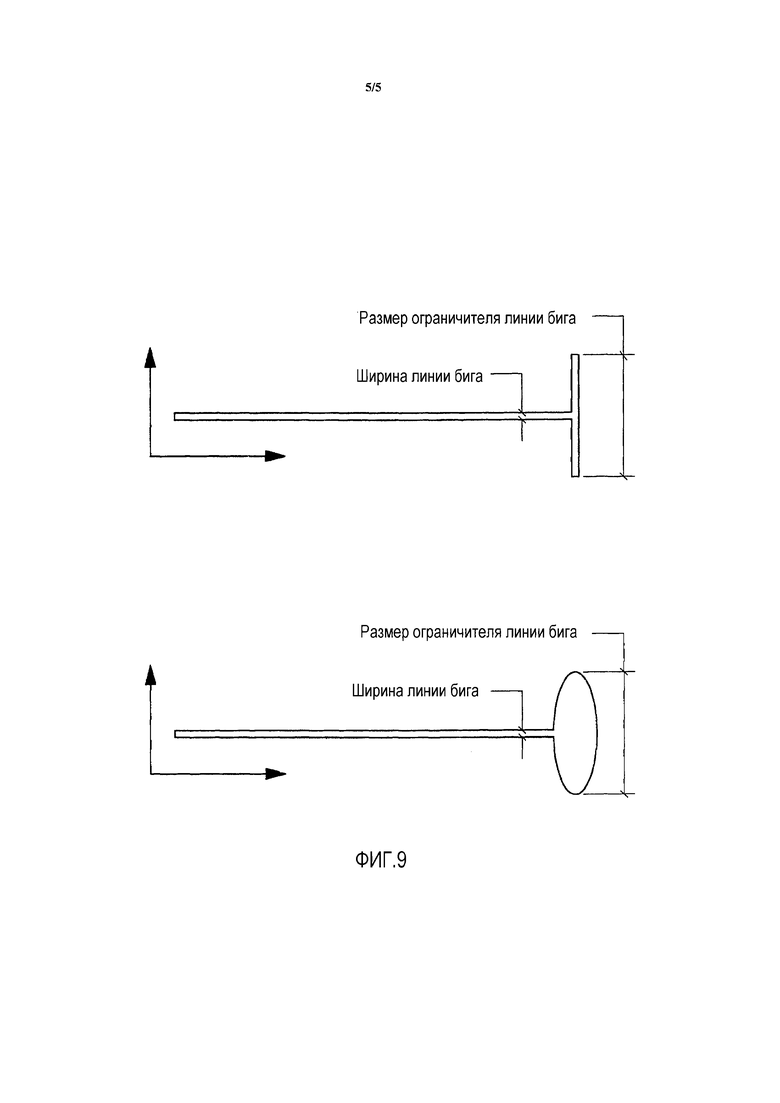
на фиг. 9 - два примера ограничителей линий бигов согласно вариантам осуществления, раскрытым в данном описании.
Подробное описание предпочтительных вариантов осуществления
Технология, характерная для настоящего изобретения, относится к случаю, когда целью является создание полос 21, 22 несогнутых заготовок 2 упаковок или отделение несогнутых заготовок упаковок, где каждая заготовка 2 содержит структурный рисунок из линий бигов 1, от большого рулона, содержащего предпочтительно предварительно отпечатанный картонный материал шириной, равной по меньшей мере ширине двух полос 21, 22 заготовок 2 упаковок (см. фиг. 1). Рулон заготовок 2 может быть изготовлен на месте, где заготовки 2 позже сгибают, заполняют, запечатывают и окончательно сгибают, но заготовки могут быть также изготовлены где-то в другом месте, а затем доставлены в виде рулонов или в виде пачек заготовок конечному потребителю и здесь введены в фасовочную машину для осуществления упомянутых выше этапов, следующих после бигования.
Как описано выше, растягивающее напряжение, возникающее в картонном материале вблизи концов каждого из пуансонных биговальных выступов при обычном биговании, может вызвать самопроизвольное образование линий бигов. Структурные рисунки из линий бигов 1 содержат линии бигов с закрытыми концами 25, т.е. линии бигов, оканчивающиеся в других линиях бигов, обычно перпендикулярных первым линиям бигов. Кроме того, структурные рисунки из линий бигов 1 также содержат линии бигов с открытыми концами 5, т.е. линии бигов, не оканчивающиеся в другой линии бига. Такие открытые концы 5 обычно присутствуют в области 26 заготовки 2 упаковки, где надлежит выполнить продольный герметичный шов.
Обычно самопроизвольное образование линий бигов происходит между открытыми концами 5 смежных линий бигов, перпендикулярных направлению перемещения полотна в процессе бигования. Было установлено, что самопроизвольное образование линий бигов может быть предотвращено или по меньшей мере уменьшено посредством обеспечения открытых концов 5 ограничителями 15' линий бигов. Ограничитель 15' линии бига может представлять собой ответвление на открытом конце 5 линии бига. Обычно ответвления проходят в поперечном направлении наружу от открытого конца таким образом, чтобы они содержали по меньшей мере векторный компонент, перпендикулярный линии бига (см. фиг. 7, на которой изображены биговальные инструменты для получения ограничителя линии бига), например, абсолютно перпендикулярный, расположенный под углом к линии бига, круглый или выполненный в виде скобки и т.д., дополнительно описанный ниже. Посредством формирования концов отклоненных от направления линии бига, тенденция к самопроизвольному образованию линий бигов может быть предотвращена или по меньшей мере уменьшена. Обычно длина ответвлений составляет 2-15 мм, например, 3-7 мм. Ответвления могут быть также выполнены дугообразными (см. фиг. 6, на которой изображены биговальные инструменты для формирования ограничителя линии бига).
Так как ограничитель 15' линии бига предназначен для предотвращения самопроизвольного образования линий бигов, идущих от линии бига, то могут быть также использованы другие формы, отличные от ответвлений. Самопроизвольно образующиеся линии бигов обычно идут от линии бига в направлении, соответствующем направлению линии бига, поэтому ограничитель 15' линии бига выполняют таким образом, чтобы с его помощью прерывать направленность обычно прямолинейной линии бига. Например, открытый конец линии бига может быть обеспечен круглым или эллипсным ограничителем линии бига.
Ограничитель 15' линии бига может также иметь другие формы, где размер ограничителя 15' линии бига, перпендикулярного линии бига, по меньшей мере в два раза шире линии бига (см. фиг. 9). Ограничитель 15' линии бига может быть сформирован посредством введения соответствующего рисунка в структурный рисунок из линий биговальных инструментов в машине для бигования (см. фиг. 4-7). Таким образом, ограничитель 15' линии бига может быть линией бига, формируемой при формировании линий бигов, и в соответствующем направлении при формировании линий бигов. Хотя линия бига обычно является прямой линией, она может также быть, например, дугообразной или изогнутой. При формировании непрямых линий бигов размер ограничителя 15' линии бига определяют с учетом его направления, т.е. он является производным от открытого конца 5.
Таким образом, вариант осуществления относится к устройству в биговальной машине для картона для формирования структурных рисунков из линий бигов 1 в материале, содержащем картонное полотно, подаваемом в машину. Как уже описано выше, материал, содержащий картонное полотно, подлежит последующему разрезанию на заготовки 2, где каждая заготовка содержит структурный рисунок из линий бигов 1. Устройство содержит систему, содержащую по меньшей мере два вала 3, 4, обеспеченных пуансонным биговальным инструментом 13 и матричным биговальным инструментом 14, соответственно.
Первый вал 3, обеспеченный пуансонным биговальным инструментом 13, содержит по меньшей мере две огибающие поверхности, расположенные вдоль оси вращения вала 3. Таким образом могут быть выполнены структурные рисунки 1, расположенные по меньшей мере в двух полосах 21, 22 вдоль длины полотна, посредством использования биговальной машины для картона, оснащенной таким устройством. Огибающие поверхности (каждая) содержат структурный рисунок из линий. Обычно эти рисунки являются по существу одинаковыми, так как они предназначены для выполнения линий бигов для формирования упаковок одного и того же типа. По меньшей мере одна из этих линий в структурном рисунке из линий имеет открытый конец 5'. Линии пуансонного биговального инструмента 13 являются выступами, которые могут иметь ширину от 0,5 мм до 3,0 мм и высоту от 0,5 мм до 3,0 мм.
Второй вал 4, обеспеченный матричным биговальным инструментом 14, соответствующим пуансонному биговальному инструменту 13 первого вала 3, содержит по меньшей мере две огибающие поверхности, расположенные вдоль оси вращения вала 4. Огибающие поверхности (каждая) содержат структурный рисунок из линий. По меньшей мере одна из этих линий в структурном рисунке из линий имеет открытый конец 5'. Линии матричного биговального инструмента 14 являются углублениями, которые могут иметь ширину от 1 мм до 5 мм и высоту от 0,5 мм до 3,0 мм. Ширина углублений больше ширины выступов пуансонного биговального инструмента 13.
Для предотвращения самопроизвольного образования линий бигов, линии с открытым концом 5' обеспечены ограничителем 15' линии бига, который проходит перпендикулярно линии с открытым концом 5', как уже было описано здесь выше. Размер ограничителя 15' линии бига, перпендикулярного линии, обеспеченной ограничителем 15' линии бига, обычно по меньшей мере в 2 раза больше ширины линии с упомянутым открытым концом (см. фиг. 9).
Согласно варианту осуществления ограничитель 15' линии бига является ответвлением линии с открытым концом 5, обеспеченным ограничителем 15' линии бига. Ответвления могут быть прямыми (см. фиг. 7). Прямые ответвления могут быть по существу перпендикулярными линии с открытым концом 5', от которого они ответвлены. Кроме того, ответвления могут быть по существу перпендикулярными оси вращения вала. Ответвления могут быть также выполнены дугообразными (см. фиг 6). Длина ответвлений может составлять от 2 мм до 15 мм, например, от 3 мм до 7 мм.
Согласно варианту осуществления ограничитель 15' линии бига является круглым. Диаметр круга может быть по меньшей мере в 2 раза больше ширины линии, обеспеченной ограничителем 15' линии бига. Альтернативно, ограничитель 15' линии бига может быть эллипсным (см. фиг. 4 и 5). Поперечный диаметр эллипса может быть по меньшей мере в 2 раза больше ширины линии, обеспеченной ограничителем 15' линии бига. Обычно эллипс расположен таким образом, что его поперечная ось перпендикулярна линии, обеспеченной ограничителем 15' линии бига.
В описанном здесь структурном рисунке из линий, линии, имеющие открытый конец 5', обычно параллельны оси вращения вала.
Самопроизвольное образование линий бигов может быть дополнительно ограничено посредством исключения линий с открытыми концами 5', расположенных вдоль одной линии и оканчивающихся близко друг к другу. Таким образом, структурные рисунки из линий бигов 1 в смежных полосах 21, 22 материала, содержащего картонное полотно, могут быть смещены друг относительно друга (см. фиг. 1). Согласно варианту осуществления смежные огибающие поверхности с одинаковыми структурными рисунками из линий, таким образом, расположены на первом 3 и втором валах 4, соответственно, смещенных друг относительно друга таким образом, чтобы смежные линии, имеющие открытые концы 5', не были расположены вдоль одной линии друг относительно друга.
Так как биговальные инструменты в конце концов могут быть изношены, то они могут быть прикреплены с возможностью съема к их соответствующим валам 3, 4. Кроме того, биговальные инструменты 13, 14 могут представлять собой биговальные пластины, имеющие форму полуцилиндрических оболочек. Такие биговальные пластины, могут быть жестко (болтами) прикреплены к их соответствующим валам для обеспечения продолжительного, но, в любом случае, ограниченного срока службы из-за износа пластин. Такие изнашиваемые пластины выполняют с возможностью выполнения определенного количества циклов и последующей утилизации. Для большей ясности следует сказать, что изнашиваемые пластины без сомнения необходимы. Рисунок бигования, т.е. структурный рисунок из линий, может быть также сформирован непосредственно на валах. Каждая из биговальных плит может быть обеспечена рядом отверстий и полостей, где отверстия обеспечены для представления средств для правильного выставления плит на соответствующем валу, а полости обеспечены для представления зенковочных полостей, для установки болтов для надежной фиксации пластин на их соответствующем валу.
Другой вариант осуществления относится к материалу, например, упаковочному материалу, содержащему картонное полотно, при этом материал обеспечен структурными рисунками из линий бигов 1, где по меньшей мере одна линия бига с открытым концом 5 обеспечена ограничителем 15′ линии бига. Такой материал может быть получен посредством обеспечения материала линиями бигов путем использования такого устройства в биговальной машине для картона, которое только что было описано. Структурные рисунки 1 расположены по меньшей мере в двух полосах 21, 22 вдоль длины материала для обеспечения материала, содержащего две полосы 21, 22, структурными рисунками 1. До использования, полосы 21, 22 отделяют друг от друга. Материал обычно скатывают в рулоны после обеспечения его линиями бигов. Такие рулоны могут быть разрезаны на меньшие рулоны, где каждый содержит одну из полос. Полосы дополнительно приспосабливают к разрезанию на заготовки 2. Заготовки 2 предназначены для сгибания вдоль упомянутых линий бигов для формирования, например, упаковок. Кроме того, каждая заготовка 2 содержит структурный рисунок из линий бигов 1, из которых по меньшей мере одна линия бига содержит открытый конец 5, обеспеченный ограничителем 15' линии бига. Размер упомянутого ограничителя 15' линии бига, перпендикулярного линии бига, обеспеченной упомянутым ограничителем 15' линии бига по меньшей мере в 2 раза больше ширины линии бига, обеспеченной упомянутым ограничителем 15' линии бига.
Согласно варианту осуществления ограничитель 15' линии бига является ответвлением линии бига, обеспеченной ограничителем 15' линии бига. Ответвления могут быть прямыми. Прямые ответвления могут быть по существу перпендикулярными линии бига, от которой они ответвлены. Кроме того, ответвления могут быть по существу параллельными продольной оси материала. Ответвления могут быть также выполнены дугообразными. Длина ответвлений может составлять от 2 мм до 15 мм, например, от 3 мм до 7 мм.
Согласно другому варианту осуществления ограничитель 15' линии бига является круглым. Диаметр круга при этом по меньшей мере в 2 раза больше ширины линии, обеспеченной ограничителем 15' линии бига. Альтернативно, ограничитель 15' линии бига является эллипсным. Поперечный диаметр эллипса при этом по меньшей мере в 2 раза больше ширины линии, обеспеченной ограничителем 15' линии бига.
Большая часть линий бигов содержит закрытые концы 25, так как они оканчиваются в других линиях бигов. Однако линии бигов, перпендикулярные полосам 21, 22, содержащим структурные рисунки 1, и оканчивающиеся в области 26 заготовки упаковки, где надлежит выполнить продольный герметичный шов, обычно содержат открытые концы 5. Таким образом, согласно варианту осуществления, линия бига, обеспеченная ограничителем 15' линии бига, является прямой линией бига, перпендикулярной полосам 21, 22, содержащим структурные рисунки 1.
В дополнение к использованию ограничителей 15' линий бигов могут быть также предприняты и другие этапы для ограничения самопроизвольного образования линий бигов. Согласно варианту осуществления структурный рисунок из линий бигов 1 в заготовках 2 в первой полосе 21 смещен относительно структурного рисунка из линий бигов 1 в заготовках 2 во второй смежной полосе 22 таким образом, чтобы линии бигов с открытыми концами 5 в смежных полосах 21, 22 не были расположены вдоль одной линии (см. фиг. 1). Таким образом, может быть уменьшена тенденция к самопроизвольному образованию линий бигов.
Материал, обеспеченный структурными рисунками из линий бигов 1, где по меньшей мере одна линия бига с открытым концом 5 обеспечена ограничителем 15' линии бига, является, согласно варианту осуществления, упаковочным материалом, например, упаковочным материалом для упаковки жидкого пищевого продукта, содержащим различные слои. Согласно варианту осуществления, такой упаковочный материал содержит самый внутренний слой (опционально являющийся многослойной пленкой) из термопластичного полимера, например, полиолефина, предназначенный для нахождения в контакте с продуктом, например, жидким пищевым продуктом. Кроме того, упаковочный материал содержит картонное полотно. Между картонным полотном и самым внутренним слоем расположен защитный слой. Самый наружный слой упаковочного материала является термопластичным полимерным слоем, не предназначенным для нахождения в контакте с продуктом. Защитный слой может быть слоем, защищающим от проникновения: газа, например, кислорода; водяного пара; света или запаха. Примером защитного материала может служить алюминиевая фольга или пленка, содержащая слой осажденного пара металла. Другими защитными материалами являются: сополимер этилена и винилового спирта (ЭВС) и полиамид (ПА). Опционально, для способствования адгезии, например, между защитным слоем и самым внутренним слоем, используют слой адгезива.
Для изготовления самого внутреннего и самого наружного слоев можно использовать полиэтилен низкой плотности (ПЭНП), выбранный из: полиэтилена низкой плотности (ПЭНП), линейного полиэтилена низкой плотности (ЛПЭНП), металлоценового линейного полиэтилена низкой плотности (МЦЛПЭНП) и полиэтилена сверхнизкой плотности (ПЭСНП) или их смеси. Самый внутренний слой можно нагревать для образования герметичного шва. Слой адгезива и связующий слой, независимо друг от друга, могут быть выполнены из сополимера этилена и акриловой кислоты (ЭАК), сополимера этилена и метакриловой кислоты или полиэтилена низкой плотности (ПЭНП).
Дополнительный вариант осуществления относится к упаковке для жидкого пищевого продукта, содержащей такой упаковочный материал для пищевого продукта, описанной здесь выше, где материал согнут вдоль линий бигов и запечатан для получения упаковки для жидкого пищевого продукта. Упаковка для жидкого пищевого продукта может быть получена посредством использования системы для раскатывания рулона упаковочного материала и подачи его в фасовочную машину. На фиг. 8 схематически показана фасовочная машина с системой подачи в нее упаковочного материала с рулона, где упаковочный материал стерилизуют, сворачивают в трубу 61 и герметично запечатывают в виде шва 63 в продольном направлении. Запечатанную в продольном направлении трубу заполняют продуктом 64 до запечатывания швом 65 в поперечном направлении. Герметичное запечатывание можно выполнять посредством использования индукционного нагрева или ультразвукового нагрева. Запечатанную упаковку затем отрезают и окончательно сгибают вдоль линий бигов с образованием упаковки 66. Альтернативно, упаковочный материал может быть предварительно разрезан до использования в фасовочной машине.
Упаковочный материал можно подавать в фасовочную машину с рулона. Такой рулон может быть получен посредством отделения, обычно посредством разрезания, различных полос 21, 22 материала, обеспеченного структурными рисунками из линий бигов 1 и описанного здесь, для получения отдельной полосы 23 с непрерывно расположенными заготовками 2 со структурными рисунками из линий бигов 1. Таким образом, вариант осуществления относится к полосе 23 с непрерывно расположенными заготовками 2, полученной из материала, обеспеченного структурными рисунками из линий бигов 1 и описанного здесь, посредством отделения различных полос упомянутого материала.
Дополнительный вариант осуществления относится к способу обеспечения материала, содержащего картонное полотно, структурными рисунками из линий бигов 1, где по меньшей мере одна линия содержит открытый конец 5, обеспеченный ограничителем 15' линии бига. Такой материал был описан здесь. Согласно способу, материал, подлежащий обеспечению линиями бигов, подают в биговальную машину для картона. Машина обеспечена устройством, описанным здесь. Посредством пропуска материала между первым 3 и вторым валами 4, его обеспечивают линиями бигов.
Не прибегая к дополнительному развитию описания, можно полагать, что специалист в данной области техники сможет, ознакомившись с предшествующим описанием, использовать настоящее изобретение в его самом полном объеме. Предпочтительные конкретные варианты осуществления, представленные в настоящем описании, таким образом, могут быть истолкованы только как иллюстративные примеры, не ограничивающие остальную часть описания каким-либо образом. Кроме того, хотя настоящее изобретение описано выше со ссылками на конкретные варианты осуществления, у авторов не было намерения ограничить его объем конкретной формой, представленной в настоящем описании. Изобретение скорее ограничено только прилагаемой формулой изобретения, и другие варианты осуществления, отличные от конкретных вариантов осуществления, описанных выше, в равной степени возможны в объеме данной прилагаемой формулы изобретения, например, варианты осуществления, отличные от описанных выше.
При употреблении в формуле изобретения слов «содержит/содержащий» не исключается наличие других элементов или этапов. Кроме того, хотя отдельные признаки могут быть включены в различные пункты формулы изобретения, они, возможно, могут быть благоприятным образом объединены, и при включении их в различные пункты формулы изобретения не подразумевается, что сочетание признаков не осуществимо и/или не благоприятно.
Кроме того, ссылки, выраженные в единственном числе, не исключают возможности множественности. Слова в единственном числе, такие как «первый», «второй» и т.д. не исключают множественности.


Устройство в биговальной машине для картона, предназначенное для формирования структурных рисунков из линий бигов в материале, содержащем картонное полотно, подаваемом в машину, где материал, содержащий картонное полотно, затем подлежит разрезанию на заготовки, каждая из которых содержит структурный рисунок из линий бигов, при этом упомянутое устройство содержит систему, содержащую по меньшей мере два вала, где первый вал обеспечен пуансонным биговальным инструментом, имеющим по меньшей мере две огибающие поверхности, каждая из которых имеет структурный рисунок из линий, из которых по меньшей мере одна имеет открытый конец, причем упомянутые огибающие поверхности расположены параллельно оси вращения первого вала. Второй вал обеспечен матричным биговальным инструментом, имеющим по меньшей мере две огибающие поверхности, каждая из которых имеет структурный рисунок из линий, соответствующий структурному рисунку первого вала, причем упомянутые огибающие поверхности расположены параллельно оси вращения первого вала. При этом упомянутые валы расположены таким образом, чтобы пуансонные и матричные биговальные инструменты взаимодействовали друг с другом для обеспечения рисунков из линий бигов в материале, содержащем картонное полотно, подаваемом в машину при использовании машины. Согласно изобретению, упомянутые пуансонные и матричные биговальные инструменты обеспечены структурным рисунком таким образом, чтобы открытый конец был обеспечен по меньшей мере одним ограничителем линии бига, причем по меньшей мере векторный компонент упомянутого по меньшей мере одного ограничителя линии бига проходит перпендикулярно открытой линии, на которой он обеспечен. 5 н. и 15 з.п. ф-лы, 9 ил.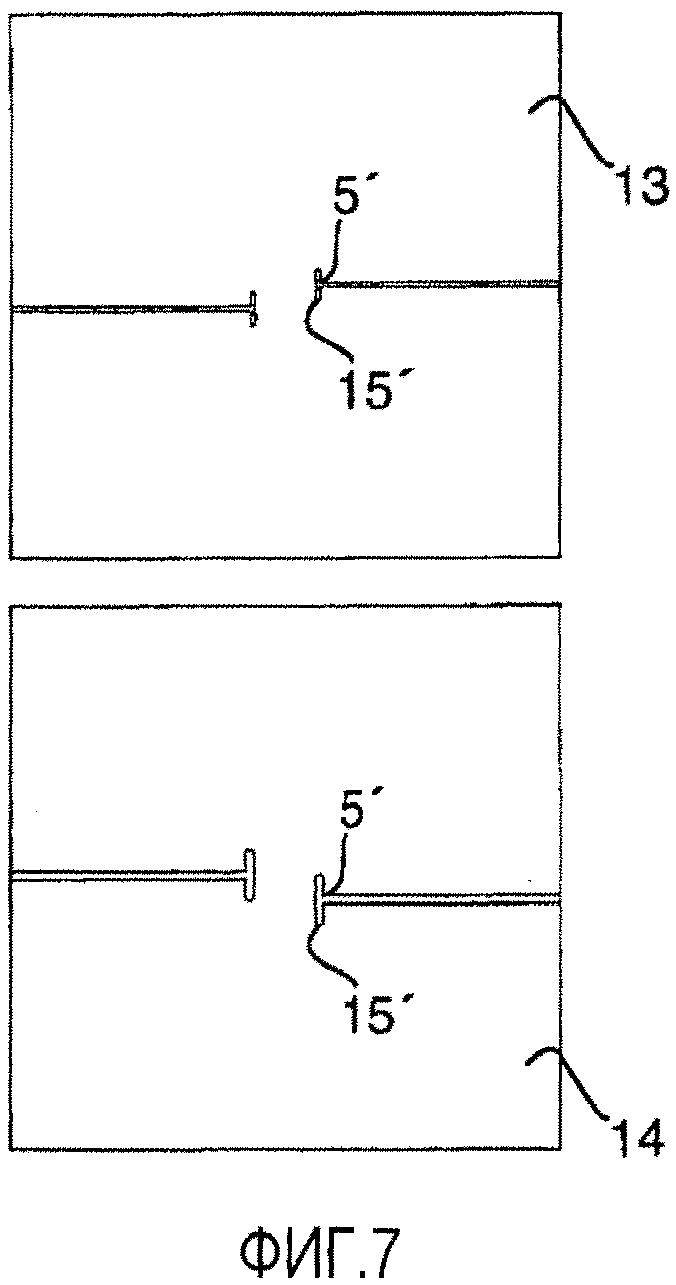
1. Устройство в биговальной машине для картона, предназначенное для формирования структурных рисунков из линий бигов (1) в материале, содержащем картонное полотно, подаваемом в машину, где материал, содержащий картонное полотно, затем подлежит разрезанию на заготовки (2), каждая из которых содержит структурный рисунок из линий бигов, при этом упомянутое устройство содержит систему, содержащую по меньшей мере два вала (3, 4), где
- первый вал (3) обеспечен пуансонным биговальным инструментом (13), имеющим по меньшей мере две огибающие поверхности, каждая из которых имеет структурный рисунок из линий, из которых по меньшей мере одна имеет открытый конец (5'), причем упомянутые огибающие поверхности расположены параллельно оси вращения первого вала (3);
- второй вал (4) обеспечен матричным биговальным инструментом (14), имеющим по меньшей мере две огибающие поверхности, каждая из которых имеет структурный рисунок из линий, соответствующий структурному рисунку первого вала, причем упомянутые огибающие поверхности расположены параллельно оси вращения второго вала (4);
при этом упомянутые валы расположены таким образом, чтобы пуансонные и матричные биговальные инструменты (13, 14) взаимодействовали друг с другом для обеспечения рисунков из линий бигов (1) в материале, содержащем картонное полотно, подаваемом в машину при использовании машины,
отличающееся тем, что упомянутые пуансонные и матричные биговальные инструменты (13, 14) обеспечены структурным рисунком таким образом, чтобы открытый конец (5') был обеспечен по меньшей мере одним ограничителем (15') линии бига, причем по меньшей мере векторный компонент упомянутого по меньшей мере одного ограничителя (15') линии бига проходит перпендикулярно открытой линии, на которой он обеспечен.
2. Устройство по п. 1, в котором упомянутый ограничитель (15') линии бига по меньшей мере в 2 раза шире линии с упомянутым открытым концом (5') и проходит с одной или двух боковых сторон упомянутой открытой линии.
3. Устройство по п. 1 или 2, в котором упомянутая по меньшей мере одна линия с открытым концом (5') является прямой линией, параллельной оси вращения вала (3, 4).
4. Устройство по п. 3, в котором упомянутые по меньшей мере две огибающие поверхности каждого вала имеют один и тот же структурный рисунок из линий, где упомянутые по меньшей мере две огибающие поверхности смещены друг относительно друга таким образом, чтобы упомянутая по меньшей мере одна линия с открытым концом (5') в одной огибающей поверхности не была расположена вдоль одной линии с соответствующей линией в смежном структурном рисунке из линий.
5. Устройство по п. 1 или 2, в котором пуансонный и/или матричный биговальный инструмент (13, 14) прикреплен с возможностью съема к его соответствующему валу (3, 4).
6. Устройство по п. 1 или 2, в котором упомянутый ограничитель (15') линии бига является ответвлением упомянутой по меньшей мере одной линии с открытым концом (5').
7. Устройство по п. 1 или 2, в котором упомянутый ограничитель (15') линии бига является круглым, где диаметр упомянутого круга по меньшей мере в 2 раза шире линии, оканчивающейся упомянутым открытым концом (5'), обеспеченной ограничителем (15') линии бига; или в котором упомянутый ограничитель (15') линии бига является эллипсным, где поперечный диаметр упомянутого эллипса по меньшей мере в 2 раза шире линии, оканчивающейся упомянутым открытым концом (5'), обеспеченным ограничителем (15') линии бига.
8. Материал, содержащий картонное полотно, при этом материал обеспечен структурными рисунками из линий бигов (1), где структурные рисунки расположены по меньшей мере в двух полосах (21, 22) вдоль длины материала; материал приспособлен к разрезанию на заготовки (2), где каждая заготовка (2) имеет структурный рисунок из линий бигов (1), из которых по меньшей мере одна линия бига содержит открытый конец (5), и где заготовки подлежат сгибанию вдоль упомянутых линий бигов,
отличающийся тем, что упомянутая по меньшей мере одна линия бига с открытым концом (5) обеспечена ограничителем (15') линии бига, причем по меньшей мере векторный компонент упомянутого ограничителя (15') линии бига проходит перпендикулярно линии бига (1), на которой он обеспечен.
9. Материал по п. 8, в котором ограничитель (15') линии бига по меньшей мере в 2 раза шире линии бига, обеспеченной упомянутым ограничителем линии бига.
10. Материал по п. 8 или 9, в котором упомянутая линия бига с открытым концом (5) является прямой линией, перпендикулярной полосам (21, 22) структурных рисунков.
11. Материал по п. 10, в котором структурный рисунок из линий бигов (1) заготовки (2) в первой полосе (21) смещен относительно структурного рисунка из линий бигов (1) заготовки (2) во второй полосе (22) таким образом, чтобы линии бигов с открытыми концами (5) в смежных полосах (21, 22) не были расположены вдоль одной линии.
12. Материал по п. 8 или 9, в котором упомянутый ограничитель линии бига является ответвлением упомянутой по меньшей мере одной линии бига с открытым концом (5).
13. Материал по п. 10, в котором упомянутый ограничитель линии бига является ответвлением упомянутой по меньшей мере одной линии бига с открытым концом (5).
14. Материал по п. 8 или 9, в котором упомянутый ограничитель линии бига является круглым, где диаметр упомянутого круга по меньшей мере в 2 раза шире линии бига, обеспеченной ограничителем линии бига; или в котором упомянутый ограничитель линии бига является эллипсным, где поперечный диаметр упомянутого эллипса по меньшей мере в 2 раза шире линии бига, обеспеченной ограничителем линии бига.
15. Материал по п. 8 или 9, в котором упомянутый материал является упаковочным материалом для упаковки жидкого пищевого продукта, содержащим: самый внутренний термопластичный слой, предназначенный для нахождения в контакте с жидким пищевым продуктом; упомянутое картонное полотно; защитный материал, расположенный между самым внутренним термопластичным слоем и картонным полотном; и самый наружный термопластичный полимерный слой.
16. Материал по п. 10, в котором упомянутый материал является упаковочным материалом для упаковки жидкого пищевого продукта, содержащим: самый внутренний термопластичный слой, предназначенный для нахождения в контакте с жидким пищевым продуктом; упомянутое картонное полотно; защитный материал, расположенный между самым внутренним термопластичным слоем и картонным полотном; и самый наружный термопластичный полимерный слой.
17. Полоса (23) заготовок (2), полученная из материала по любому из пп. 8-16 посредством отделения различных полос (21, 22) упомянутого материала.
18. Упаковка (66) для жидкого пищевого продукта, содержащая согнутую заготовку (2), вырезанную из упаковочного материала по любому из пп. 15-16 для жидкого пищевого продукта.
19. Способ обеспечения материала, содержащего картонное полотно, структурными рисунками из линий бигов (1), где структурные рисунки расположены по меньшей мере на двух полосах (21, 22) вдоль длины полотна; причем картонное полотно приспособлено к разрезанию на заготовки (2), где каждая заготовка (2) содержит структурный рисунок из линий бигов (1), из которых по меньшей мере одна содержит открытый конец (5), где упомянутая по меньшей мере одна линия бига с открытым концом (5) обеспечена ограничителем (15') линии бига, причем по меньшей мере векторный компонент упомянутого ограничителя (15') линии бига проходит перпендикулярно полосам (21, 22), имеющим структурные рисунки; при этом способ включает этапы:
- подачу материала, содержащего картонное полотно, в биговальную машину для картона, обеспеченную устройством по любому из пп. 1-8; и
- пропуск картонного полотна между двумя валами (3, 4).
20. Способ по п. 19, в котором упомянутый ограничитель линии бига по меньшей мере в 2 раза шире линии бига с упомянутым открытым концом (5), на котором он обеспечен.
| US 6209291 B1, 03.04.2001 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ БИГОВКИ КАРТОНА | 2006 |
|
RU2391213C2 |
| Устройство для электроэрозионного легирования | 1986 |
|
SU1425008A1 |

