Настоящее изобретение относится к области сварки, а точнее к способу электрического питания сварочного трансформатора однофазных контактных стыковых машин переменного тока.
Уровень техники. Известен способ питания трансформаторов контактных сварочных машин, при котором для равномерной токовой загрузки трех фаз питающей сети применяют трехфазные выпрямители ("Canadian Welder and Fabrication" - 1989, 80, №9, с.15, 17-19, Butt welding with three-phase DC power). Недостатки известного способа заключаются в низком к.п.д. машин постоянного тока из-за значительного падения напряжения на диодах и усложнения конструкции вторичного контура сварочной машины. Это основные причины, из-за которых в странах СНГ до настоящего времени выпускаются контактные стыковые машины переменного тока только в однофазном исполнении.
Известен способ электрического питания трансформаторов контактных машин, при котором для симметрирования однофазной нагрузки подключают к последней реактивные элементы, собранные по схеме Штейнметца (патент ФРГ №3927437, 1989, H02J 3/26, B23K 11/24). Этот способ обеспечивает равномерное распределение тока по трем фазам питающей сети при неизменных параметрах нагрузки. Однако в процессе контактной стыковой сварки оплавлением сопротивление сварочного контакта изменяется в широких пределах - от некоторой минимальной величины до бесконечности. Соответственно должна изменяться мощность реактивных симметрирующих элементов. Осуществить плавное регулирование индуктивности и емкости в широких пределах невозможно.
Изменять параметры реактивных элементов в зависимости от величины нагрузки можно дискретно. Для этого необходимо иметь некоторое количество модулей реактивных элементов, собранных по схеме Штейнметца, которые включаются в работу при соответствующих значениях сварочного тока (патент РФ №2156532, 1997, H02J 3/26, B23K 11/24). Недостатком этого способа является то, что при других значениях тока происходит неполное симметрирование однофазной нагрузки. Кроме того, установленная мощность силовых реактивных элементов значительно превышает мощность однофазной нагрузки.
Известен способ электрического питания трансформаторов контактных стыковых машин с преобразованием трехфазного тока промышленной частоты в однофазный ток низкой частоты (Н.В.Подола, С.И.Кучук-Яценко. Контактная стыковая сварка токами низкой частоты. «Автоматическая сварка», 1957, №1, с.63-72). Частота тока выбирается из ряда 16 2/3, 10 или 5 Гц. Соответственно выбранной частоте должен рассчитываться сварочный трансформатор.
Недостатком этого способа является то, что с понижением частоты значительно увеличиваются габариты и масса сварочного трансформатора, что влечет за собой изменение конструкции сварочной машины. По этой причине известный способ преобразования частоты и числа фаз для симметрирования однофазной нагрузки не вышел за рамки опытной разработки и не может быть реализован на серийных контактных стыковых машинах, сварочный трансформатор которых рассчитан на промышленную частоту.
Наиболее близким по техническому решению является способ электрического питания трансформаторов однофазных контактных машин переменного тока, при котором для питания сварочного трансформатора, рассчитанного на частоту F, с помощью двух трехфазных двухполупериодных управляемых выпрямителей, включенных встречно-параллельно, формируют напряжение частотой 3F/4, принятый нами в качестве прототипа (В.К.Лебедев., А.А.Письменный. Совершенствование систем питания машин для контактной сварки сопротивлением. «Сварка и родственные технологии - в XXI век». Сб. тр. международной конференции. - Киев, ИЭС им. Е.О.Патона, 998, с.130-136). При частоте питающей сети Р=50 Гц частота коммутации выпрямителей 3F/4 соответствует 37,5 Гц.
В этом способе в течение каждой полуволны одной полярности производят коммутацию только одного линейного напряжения. При этом форма напряжения в пределах полуволны одной полярности близка к синусоидальной, что не является оптимальной, потому что эффективный нагрев элементарных контактов при сварке оплавлением осуществляется только на напряжении, близком к амплитудным значениям синусоиды, длительность которого в течение полупериода незначительна. Таким образом, увеличение коэффициента амплитуды тока КА=Iм/Iд, где Iм - максимальное значение тока, Iд - действующее значение тока, неблагоприятно сказывается на качестве сварки. Кроме того, этот способ имеет низкую надежность при реализации, т.к. при смене полярности импульсов включение каждого линейного напряжения возможно при полном выключении тиристоров, которые включали предыдущее линейное напряжение. В противном случае возможно короткое замыкание сети через тиристоры обоих выпрямителей.
Задачей изобретения является устранение указанных недостатков. Предлагается способ электрического питания сварочного трансформатора однофазных контактных машин переменного тока, включающий формирование напряжения частотой 3F/4 сварочного трансформатора, рассчитанного на частоту F, посредством двух трехфазных двухполупериодных управляемых выпрямителей, включенных встречно-параллельно, отличающийся тем, что каждую полуволну напряжения формируют последовательной коммутацией двух линейных напряжений, при этом полуволну одной полярности начинают коммутацией того же линейного напряжения, на котором заканчивают предыдущую полуволну другой полярности.
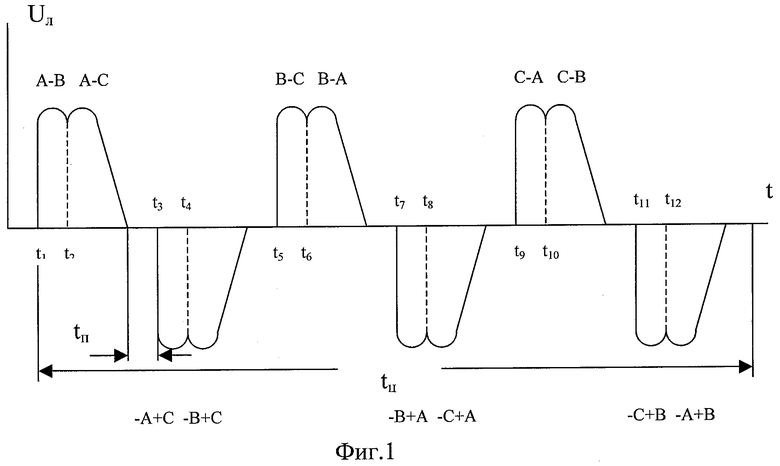
Для этого включение тиристоров синхронизируют, например, относительно момента перехода через нуль линейного напряжения А-С (Фиг.1) и далее для формирования импульса одной полярности в момент времени t1, который определяется заданным значением напряжения на выходе выпрямителей и по величине больше 3,3 мс и меньше 10 мс, подключают к сварочному трансформатору линейное напряжение А-В, а в момент времени t2=t1+3,3 мс подключают напряжение А-С. На этом формирование полуволны одной полярности завершается. Следующую полуволну напряжения начинают с того же линейного напряжения, на котором заканчивали предыдущую полуволну, но используют его противоположную по знаку часть -С+А. То есть в момент времени t3=t2+10 мс подключают линейное напряжение
-С+А. Далее в момент времени t4=t3+3,3 мс подключают линейное напряжение -В+С и на этом заканчивают формирование полуволны напряжения отрицательной полярности. Аналогично в моменты времени t2i-1=t2i-2+10 мс подключают соответственно линейные напряжения В-С,-В+А,С-А,-С+В, а в моменты времени t2i=t2i-1+3,3 мс подключают напряжения -А+В,-С+А,С-В,-А+В, где i=3, 4, 5, 6 - порядковый номер импульса в серии. Далее описанную серию повторяют с частотой 12,5 Гц.
Указанный способ выгодно отличается от прототипа тем, что форма импульса приближается к прямоугольной, т.е. уменьшается коэффициент амплитуды импульса сварочного тока, и в течение значительно большего времени по сравнению с прототипом создаются условия эффективного нагрева при сварке оплавлением. При этом три фазы сети загружаются равномерно. Кроме того, так как каждую пару последовательных импульсов разной полярности включают и выключают на одном и том же линейном напряжении, аварийная ситуация (короткое замыкание) не создается даже при подаче импульсов управления одновременно на все тиристоры, подключенные к этому линейному напряжению в обоих выпрямителях. Это условие также создает возможность получать непрерывную кривую тока сварки при соответствующем коэофициенте мощности нагрузки выпрямителей.
Устройство, реализующее описанный способ, показано на фиг.2. Устройство содержит два трехфазных двухполупериодных управляемых выпрямителя 1 и 2, усилитель-распределитель импульсов отпирания тиристоров 3, блок синхронизации 4, одновибратор импульсов 5, датчик тока сварки 6, блок измерения эффективного значения тока 7, датчик напряжения 8, блок измерения эффективного значения напряжения 9, процессор 10, запоминающее устройство 11, блок задания напряжения и вывода диагностического сообщения 12. Числом 13 показан сварочный трансформатор. Блоки устройства соединены следующим образом. Входы трехфазных двухполупериодных управляемых выпрямителей 1 и 2 соединены с фазными напряжениями питания А, В и С, а выходы - параллельно друг другу, причем положительный выход каждого выпрямителя соединен с отрицательным выходом другого выпрямителя, и далее один объединенный выход через датчик тока сварки 6, выход которого подключен к входу блока измерения эффективного значения тока, соединен с одним входом трансформатора 13, а другой объединенный выход - с другим входом трансформатора 13. Входы трансформатора 13 соединены также с входами датчика напряжения 8, выход которого подключен к входу блока измерения среднего напряжения 9. Усилитель-распределитель 3 выходами подключен к цепям отпирания тиристоров выпрямителей 1 и 2, а входом через одновибратор 5 с выходом процессора 10, ко входам которого подключены выходы блока измерения эффективного тока 7, блок измерения эффективного напряжения 9, запоминающее устройство 11, блок задания напряжения и вывода диагностического сообщения 12 и блок синхронизации 4, вход которого подключен к фазам А и С.
Устройство работает следующим образом. Процессор 10 работает согласно программе, находящейся в запоминающем устройстве 11. При его включении с блока задания напряжения и вывода диагностического сообщения 12 процессор считывает заданное напряжение, которое должно быть на выходе выпрямителей. По этой величине согласно функциональной зависимости, записанной в запоминающем устройстве 11, процессор 10 вычисляет момент времени t1 для подключения к сварочному трансформатору линейного напряжения А-В. После поступления импульса синхронизации от блока синхронизации 4 процессор отсчитывает заданное время t1 и затем формирует сигнал отпирания тиристоров, подключенных к линейному напряжению А-В в выпрямителе, формирующем положительные полуволны. Этот сигнал попадет на вход одновибратора 5, с выхода которого формируется импульс, совпадающий по фронту с сигналом с выхода процессора 10, и имеет длительность 3,3 мс. Благодаря этому усиленный импульс с выхода усилителя-распределителя 3 подается на управляющие входы соответствующих тиристоров в течение всего времени выполнения условия управляемости этих тиристоров.
После отработки времени t1 процессор отсчитывает время t2=t1+3,3 мс и при его выполнении формирует импульсы отпирания на управляющие входы тиристоров, которые подключены к напряжению А-С. Далее таким же образом отсчитываются интервалы времени t3, t4 … t12 и формируются импульсы отпирания на управляющие входы тиристоров, которые подключены соответственно к напряжениям -А+С, -В+С (в выпрямителе отрицательных полуволн), В-С, В-А (в выпрямителе положительных полуволн), -В+С,-С+А (в выпрямителе отрицательных полуволн), С-А,С-В(в выпрямителе положительных полуволн), -С+А,-А+В (в выпрямителе отрицательных полуволн).
Далее процессор 10 переходит в ожидание импульсов синхронизации с блока синхронизации 4. После прихода импульса синхронизации описанный процесс формирования управляющих импульсов повторяется.
При смене полярности полуволн напряжения на выходе выпрямителей процессор считывает с выхода блока измерения эффективного тока 7 измеренное значение тока сварки. Если эта величина превосходит максимально допустимую величину, процессор 10 выключает формирование импульсов управления тиристорами и в блок задания напряжения и вывода диагностического сообщения 12 выдается сообщение о недопустимой величине сварочного тока.
При смене полярности полуволн напряжения на выходе выпрямителей с отрицательной на положительную процессор 10 считывает с выхода блока измерения эффективного напряжения 9 измеренное эффективное значение напряжения на входе сварочного трансформатора. Измеренное значение сравнивается с заданным и по величине рассогласования процессор 10 корректирует значение времени ti для включения последующих тиристоров. Корректировка времени ti один раз в период необходима для формирования симметричного напряжения в противоположных по знаку полуволнах, тем самым исключая насыщение сварочного трансформатора.
Предложенный способ электрического питания сварочного трансформатора контактных машин прошел экспериментальную проверку в лабораторных условиях на однофазной стыковой машине типа К-190П. Сваривали непрерывным и пульсирующим оплавлением рельсы и заготовки проката сечением от 7000 до 15000 мм2 при токах 200…700 А. Одновременно регистрировали ток в каждой фазе с помощью измерительных преобразователей и многоканального самописца. Было подтверждено, что данный способ позволяет питать от трехфазной сети контактные машины для сварки оплавлением, которые имеют однофазный трансформатор. Форма импульса полученного напряжения способствует образованию качественного сварного соединения, так как его коэффициент амплитуды КА меньше, чем при сварке синусоидальным током. Выбранная последовательность включения линейных напряжений в начале и конце каждой полуволны обеспечивает надежное питание и в большинстве случаев практически непрерывную кривую сварочного тока. При этом три фазы электрической сети питания сварочной машины загружаются равномерно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
| Источник питания для импульсно-дуговой сварки | 1986 |
|
SU1333500A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ РОЛИКОВОЙ КОНТАКТНОЙ СВАРКЕ | 1967 |
|
SU192983A1 |
| Конденсаторная сварочная машина | 1972 |
|
SU460144A1 |
| Устройство для определения междуфазных замыканий и замыканий на землю в сетях с изолированной нейтралью напряжением 6-10 кВ | 2022 |
|
RU2788035C1 |

Изобретение относится к области сварки, а точнее к способу электрического питания сварочного трансформатора однофазных контактных стыковых машин переменного тока. Способ включает формирование напряжения частотой 3/4F сварочного трансформатора, рассчитанного на частоту F, посредством двух трехфазных двухполупериодных управляемых выпрямителей, включенных встречно-параллельно. Каждую полуволну напряжения формируют последовательной коммутацией двух линейных напряжений. Полуволну одной полярности начинают коммутацией того же линейного напряжения, на котором заканчивают предыдущую полуволну другой полярности. Данный способ позволяет питать от трехфазной сети контактные машины для сварки оплавлением, которые имеют однофазный трансформатор. Форма импульса полученного напряжения способствует образованию качественного сварного соединения, так как его коэффициент амплитуды КА меньше, чем при сварке синусоидальным током. Выбранная последовательность включения линейным напряжением в начале и конце каждой полуволны обеспечивает надежное питание и в большинстве случаев практически непрерывную кривую сварочного тока. При этом три фазы электрической сети питания сварочных машин загружаются равномерно. 2 ил.
Способ электрического питания сварочного трансформатора однофазных контактных машин переменного тока, включающий формирование напряжения частотой 3/4F сварочного трансформатора, рассчитанного на частоту F, посредством двух трехфазных двухполупериодных управляемых выпрямителей, включенных встречно-параллельно, отличающийся тем, что каждую полуволну напряжения формируют последовательной коммутацией двух линейных напряжений, при этом полуволну одной полярности начинают коммутацией того же линейного напряжения, на котором заканчивают предыдущую полуволну другой полярности.
| Лебедев В.К | |||
| и др | |||
| «Совершенствование систем питания машин для контактной сварки сопротивлением», «Сварка и родственные технологии-ХХI век», Сб | |||
| международной конференции | |||
| - Киев, ИЭС им | |||
| Е.О.Патона, 1998, с.130-136 | |||
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
| Машина для пучковой сплотки бревен на воде | 1948 |
|
SU79064A1 |
| JP 5902485 A, 08.02.1984 | |||
| СПОСОБ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ ТЕКСТИЛЬНОЙГАЛАНТЕРЕИ | 0 |
|
SU208678A1 |

