Предлагаемое изобретение относится к способам восстановления и упрочнения изношенных деталей и может быть использовано главным образом для восстановления и упрочнения рабочих органов почвообрабатывающих машин, преимущественно лап культиваторов.
Известен способ электроискрового нанесения покрытий на металлические поверхности (А.с. № 96861, 1954) деталей путем нанесения на них многослойных покрытий в целях увеличения толщины нанесенного слоя, причем после каждого очередного слоя, нанесенного электроискровым способом, следующий слой наносится любым неэлектроискровым способом.
Недостатками данного способа является то, что не указываются главные качества получаемой поверхности, т.к. увеличение толщины слоя не свидетельствует о его высоком качестве, к тому же автор не объясняет выбор наносимых материалов.
Известен способ обработки поверхностей стальных деталей (патент РФ № 2279337, 2006), включающий образование покрытий с чередованием слоев, получаемых электроискровым и неэлектроискровым способами. Первый слой наносят способом электроискрового легирования, при этом коэффициенты теплопроводности материалов детали и первого слоя удовлетворяют условию
λпокр≥λдет,
где λпокр и λдет - соответственно коэффициенты теплопроводности материалов образуемого слоя покрытия и материала основы. Второй слой наносят электродом, материал которого с предыдущим легированным слоем покрытия образует неограниченные твердые растворы заданного состава. После этого поверхность упрочняют методом электроискрового легирования электродом с образованием дополнительного покрытия.
Недостатком данного способа является то, что использование наплавки и материалов, содержащих однородные вещества, приводят к перемешиванию наносимых слоев с поверхностью материала основы, в результате чего не происходит образования четко ограниченных слоев.
Известен способ восстановления и упрочнения деталей почвообрабатывающих машин, преимущественно лап культиваторов (прототип - патент РФ № 2325256, 2008), при котором удаляют изношенную рабочую часть лапы шлифовальным отрезным кругом. Изготавливают новую рабочую часть в виде угловой пластины из стали, которую затачивают и упрочняют электролизным борированием. Затем осуществляют крепление угловой пластины к восстанавливаемой лапе, где согласно изобретению угловую пластину изготавливают из среднеуглеродистой стали, упрочняют ее электролизным борированием с тыльной стороны лезвия. Перед борированием на угловой пластине выполняют сквозные продолговатые отверстия для перемещения в них рабочей части лапы, а на восстанавливаемой детали выполняют резьбовые отверстия для крепления угловой пластины посредством винтов.
Недостатком данного способа является то, что электролизное борирование является малоэффективным при трении и износе, а именно при ударных воздействиях и контакте с крупными абразивными частицами разрушается поверхностный слой покрытия.
Технической задачей предлагаемого способа является повышение качества упрочняемой поверхности деталей почвообрабатывающих машин, работающих в абразивной среде с возможными ударными воздействиями.
Поставленная задача достигается в способе восстановления лап культиваторов почвообрабатывающих машин, включающем удаление изношенной рабочей части лапы шлифовальным отрезным кругом, изготовление новой рабочей части из среднеуглеродистой стали в виде угловой пластины, которую затачивают с образованием лезвия и упрочняют с тыльной стороны, причем перед упрочнением в ней выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов, в котором согласно изобретению угловую пластину упрочняют нанесением с тыльной стороны покрытия электроискровым способом в два слоя твердыми сплавами с высокой износостойкостью, причем первый слой наносят сплавом, имеющим твердость, меньшую твердости сплава, наносимого вторым слоем, кроме того, с верхней стороны на поверхность угловой пластины наносят один слой тем же сплавом, что и первый слой с тыльной стороны.
Отличием предлагаемого изобретения от прототипа является то, что угловую пластину упрочняют нанесением с тыльной стороны покрытия электроискровым способом в два слоя твердыми сплавами с высокой износостойкостью, причем первый слой наносят сплавом, имеющим твердость, меньшую твердости сплава, наносимого вторым слоем, кроме того, с верхней стороны на поверхность угловой пластины наносят один слой тем же сплавом, что и первый слой с тыльной стороны.
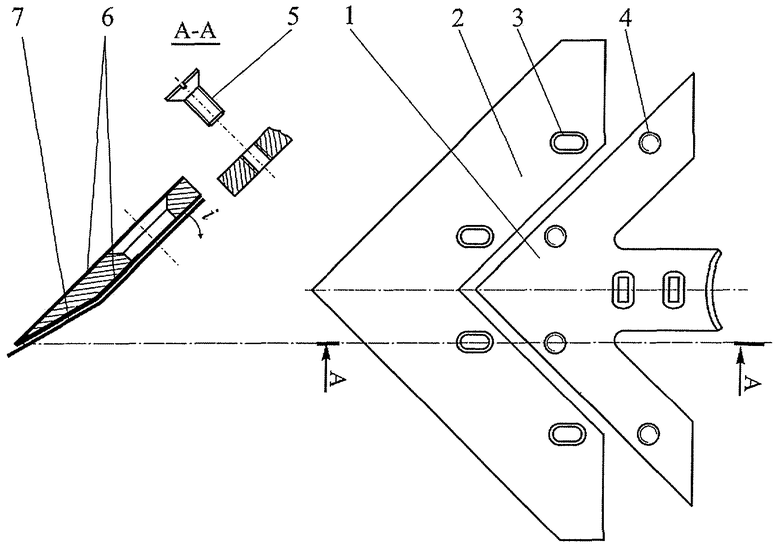
На чертеже представлена угловая пластина со сквозными продолговатыми отверстиями, изогнутая по форме детали подготовленной лапы, содержащей резьбовые отверстия.
Способ осуществляют следующим образом. Удаляют изношенную рабочую часть лапы шлифовальным отрезным кругом при помощи угловой шлифовальной машины. Изготавливают новую рабочую часть из среднеуглеродистой стали в виде угловой пластины 2, на которой выполняют сквозные продолговатые отверстия 3. Угловую пластину затачивают с образованием лезвия. После чего поверхность угловой пластины при необходимости шлифуют и обезжиривают. Затем угловую пластину упрочняют с тыльной стороны и, кроме того, согласно изобретению упрочняют с верхней стороны. Для этого с тыльной стороны наносят покрытие электроискровым способом в два слоя твердыми сплавами с высокой износостойкостью, причем первый слой 6 наносят сплавом, имеющим твердость, меньшую твердости сплава, наносимого вторым слоем 7. Первый слой служит смягчающим подслоем между материалом, основой и вторым слоем, в результате чего, во-первых, уменьшаются растягивающие остаточные напряжения, а во-вторых, плавный переход по твердости обеспечивает высокопрочное сцепление твердых сплавов с поверхностью материала основы, что обеспечивает высокую стойкость к воздействию ударных нагрузок. При этом коэффициент теплопроводности должен выдерживать условие λпокр≥λдет. После нанесения первого слоя 6 на него наносят второй слой 7 твердым сплавом. С верхней стороны на поверхность угловой пластины наносят только один слой тем же сплавом, что и первый слой 6, который нанесли на тыльную сторону. В качестве первого слоя могут служить сплавы сормайт и стеллит (предпочтительнее Пр-ВЗК), а для второго слоя твердые сплавы ВК-3М и ВК-8, так как данные сплавы имеют более высокую износостойкость в абразивной среде, чем остальные сплавы из вольфрамовой и титановольфрамовой групп. На восстанавливаемой лапе 1 изготавливают резьбовые отверстия 4, место расположения которых должно соответствовать месторасположению сквозных продолговатых отверстий 3, выполненных на угловой пластине. После осуществления упрочнения продолговатые отверстия 3 угловой пластины 2 совмещают с резьбовыми отверстиями 4 восстанавливаемой лапы посредством винтов 5. В процессе эксплуатации, по мере износа рабочей части лапы, винты 5 ослабляют и компенсируют износ за счет перемещения угловой пластины вдоль продолговатых отверстий 3.
Эксплуатационные испытания показали, что за счет упрочнения верхней поверхности пластины эффект самозатачивания снижается, но износостойкость лап культиваторов повышается в 3-4 раза.
Таким образом, применение предлагаемого способа дает возможность повысить качество упрочняемой поверхности, а именно позволяет получить высокую износостойкость и стойкость к ударным воздействиям деталей почвообрабатывающих машин, работающих в абразивной среде.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ | 2011 |
|
RU2467857C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2006 |
|
RU2325256C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2014 |
|
RU2566456C1 |
| Способ упрочнения и восстановления стрельчатых лап междурядных и пропашных культиваторов | 2024 |
|
RU2833177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2003 |
|
RU2241586C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2020 |
|
RU2738126C1 |
Изобретение относится к способам восстановления и упрочнения изношенных деталей и может быть использовано для ремонта рабочих органов почвообрабатывающих машин, преимущественно лап культиваторов. Способ включает удаление изношенной рабочей части лапы шлифовальным отрезным кругом, изготовление новой рабочей части из среднеуглеродистой стали в виде угловой пластины, которую затачивают с образованием лезвия и упрочняют с тыльной стороны, причем перед упрочнением в ней выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой папе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов. Угловую пластину упрочняют с тыльной стороны электроискровым нанесением покрытия в два слоя твердыми сплавами с высокой износостойкостью, причем первым слоем наносят сплав, имеющий твердость, меньшую твердости сплава, наносимого вторым слоем, причем с верхней стороны на поверхность угловой пластины наносят один слой того же сплава, что и первый слой с тыльной стороны. Изобретение позволяет повысить качество упрочняемой поверхности деталей почвообрабатывающих машин, работающих в абразивной среде с возможными ударными нагрузками. 1 ил.
Способ восстановления лап культиваторов почвообрабатывающих машин, включающий удаление изношенной рабочей части лапы шлифовальным отрезным кругом, изготовление новой рабочей части из среднеуглеродистой стали в виде угловой пластины, которую затачивают с образованием лезвия и упрочняют с тыльной стороны, причем перед упрочнением в ней выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов, отличающийся тем, что угловую пластину упрочняют с тыльной стороны электроискровым нанесением покрытия в два слоя твердыми сплавами с высокой износостойкостью, причем первым слоем наносят сплав, имеющий твердость, меньшую твердости сплава, наносимого вторым слоем, причем с верхней стороны на поверхность угловой пластины наносят один слой того же сплава, что и первый слой с тыльной стороны.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2006 |
|
RU2325256C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279337C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ СТЕНОК КРИСТАЛЛИЗАТОРА ИЗ МЕДИ ИЛИ ЕЕ СПЛАВОВ | 2006 |
|
RU2333087C2 |
| Способ электроискрового упрочнения поверхностей металлических изделий | 1949 |
|
SU96861A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2221684C2 |
| БЛОК НИТИ НАКАЛА ДЛЯ МОДЕРНИЗИРОВАННОЙ СВЕТОДИОДНОЙ ТРУБКИ | 2016 |
|
RU2704605C2 |
| DE 10237324 A, 28.08.2003. | |||

