Изобретение относится к области приборостроения, а именно, к способу изготовления меры толщины покрытия, предназначенной для поверки толщиномеров покрытий [1].
Существуют разные конструктивные исполнения мер толщины покрытия, однако общим для них является то, что мера состоит из основания и нанесенного на него покрытия определенной толщины [2], а погрешность меры меньше погрешности поверяемого толщиномера.
Известен способ изготовления меры толщины покрытия [3, 4], при котором осуществляют доводку рабочей поверхности основания, выполненного цилиндрической или сферической формы, по следующим требованиям: шероховатость по параметру Rz≤0,16 мкм и допуск на цилиндричность (сферичность) 0,1-0,2 мкм. После операции доводки рабочей поверхности основания на эту поверхность, без изоляции остальных поверхностей основания, наносят покрытие.
После нанесения покрытия верхнюю поверхность меры доводят плоскопараллельной противолежащей (нижней) поверхности меры.
После данных операций мера готова к применению, так как одновременно с доводкой она измеряется по толщине с использованием формулы

где hi - значение толщины покрытия в точке на расстоянии li от оси симметрии меры,
R - радиус кривизны верхней поверхности основания,
l0 - расстояние от ребра покрытия до оси симметрии меры,
li - расстояние от оси симметрии меры до точки, где определяется значение толщины покрытия.
Недостаток известного способа изготовления заключается в том, что он не обеспечивает получение меры толщины покрытия высокой точности, кроме того, этот способ технологически трудоемок.
Невысокая точность меры вызвана тем, что способ позволяет применить только косвенный метод измерений толщины покрытия на мере, а он уступает по точности прямому методу измерений. Суммарная погрешность примененного метода зависит от погрешности измерений параметров меры R, l0 и li. При этом размеры l0 и li измерить точно сложно, т.к. ось симметрии является условным параметром, а положение ребра покрытия не имеет четкого обозначения. Кроме того, средства измерений, которые можно применить в данном случае, имеют большую погрешность.
Данные по точности меры толщины покрытия, изготовленной по данному способу, не обнаружены, однако ее можно определить расчетным путем.
Расчеты показывают, если принять R=4000 мм, l0=10 мм и li=30 мм, а погрешности измерений этих параметров, например штангенциркулями, равными соответственно ΔR=0,15 мм, Δl0=0,05 мм и Δli=0,05 мм, то получим толщину покрытия h=0,1 мм=100 мкм, а погрешность меры при косвенном измерении Δh=0,16 мм = 160 мкм, т.е. более 100%.
Применить более точный прямой метод измерений толщины покрытия для такой конструкции меры невозможно.
Большая трудоемкость изготовления определяется тем, что необходимо применить несколько следующих сложных технологических операций: 1 - обработать цилиндрическую или сферическую поверхности большого диаметра с обеспечением шероховатости по параметру Rz≤0,16 мкм и допуска на цилиндричность (сферичность) 0,1-0,2 мкм, 2 - в середине основания выполнить плоский участок, 3 - нанести покрытие на рабочую поверхность основания так, чтобы верхняя поверхность покрытия совпадала с поверхностью плоского участка, 4 - после нанесения покрытия верхнюю поверхность меры довести плоскопараллельной противолежащей (нижней) поверхности меры.
Цель изобретения - повышение точности меры толщины покрытия и снижение трудоемкости изготовления.
Достижение цели обеспечивается за счет того, что основание меры толщины покрытия изготавливают плоской формы, обрабатывают доводкой (вручную на плоской плите или на доводочном станке с использованием алмазного или корундового порошка) рабочую поверхность основания до достижения значения отклонения от плоскостности, меньшего чем 1/3 требуемого значения погрешности меры (т.е. отклонения от плоскостности рабочей поверхности меры), наносят покрытие (гальваническим или другим методом) на центральную зону рабочей поверхности основания с предварительной изоляцией (липкой лентой или лаком) остальной части поверхности основания, а после нанесения покрытия изоляцию удаляют. Толщину покрытия на мере измеряют прямым методом, например, профолографом-профилометром, в соответствии с методикой, изложенной в [5]. Значение толщины покрытия определяют по профилограмме как длину перпендикуляра, проведенного от заданной точки профиля покрытия до базы измерения.
Толщину покрытия, приписанную мере, определяют с использованием формулы
где hi изм - толщина, определенная как перпендикуляр, проведенный от заданной точки профилограммы покрытия до базы измерения, N - число точек на профилограмме, в которых определена толщина покрытия, К - число профилограмм, полученных на мере.
Необходимость обеспечения малого значения отклонения от плоскостности поверхности основания вызвана тем, что оно является составляющей погрешности измерений, когда эта поверхность служит базой отсчета при измерении толщины покрытия, например профилографом-профилометром.
Соотношение 1 к 3 выбрано на основе критерия ничтожных погрешностей [6], который позволяет в этом случае не учитывать эту составляющую погрешности.
На чертеже показана схема ступенчатой меры толщины покрытия, рекомендованной [1] и изготавливаемой по предлагаемому способу, где 1 - основание меры, 2 - покрытие, hн - номинальная толщина покрытия, Н - толщина основания меры, а - размер стороны площадки покрытия, с - размер непокрытой части основания, b - размер стороны основания.
Рассмотрим пример реализации предлагаемого способа.
Например, требуется изготовить меру толщины покрытия цинка на стали. Толщина покрытия 100 мкм, погрешность меры 3%, т.е 3 мкм. Для этого случая требуется обработать рабочую поверхность основания доводкой до получения отклонения от плоскостности δпл=1 мкм.
В таблице приведены расчетные значения отклонения от плоскостности для мер с разной толщиной, которые нетрудно получить на современном доводочном оборудовании. Причем технология доводки позволяет одновременно получить малые значения шероховатости поверхности, не влияющие на измерения. Например, после доводки при значении отклонения от плоскостности 0,196 мкм получается шероховатость поверхности Ra=0,037 мкм, которой можно пренебречь.
Из таблицы видно, что с увеличением толщины покрытия увеличивается значение отклонения от плоскостности рабочей поверхности основания. Соответственно уменьшается трудоемкость изготовления.
Изготовленную по предложенному способу меру толщины покрытия (см. чертеж) можно измерить прямым методом [5].
Экспериментальные исследования мер толщины покрытий, изготовленных по предложенному способу, показали, что погрешность находится в пределах ±(0,02Х+0,1) мкм, где Х - толщина покрытия в мкм, т.е. для меры с толщиной покрытия 100 мкм абсолютная погрешность составляет 2,1 мкм. Эта погрешность намного меньше, чем при изготовлении по способу, принятому за аналог, при котором, как показано выше, погрешность составляет 160 мкм.
Снижение трудоемкости изготовления меры определяется тем, что в предлагаемом способе применяются менее трудоемкие операции: изготовление и доводка плоского основания и нанесение покрытия, при этом с увеличением толщины уменьшаются требования к точности обработки поверхности, а следовательно, материальные затраты.
Источники информации
1. ГОСТ 8.502-84 ГСИ. Толщиномеры покрытий. Методы и средства поверки.
2. Л.С.Бабаджанов, М.Л.Бабаджанова. Меры и образцы для неразрушающего контроля. - М.: ИПК ФГУП «СТАНДАРТИНФОРМ», 2008.
3. Авторское свидетельство №1186937, МКИ G01B 5/06. Бюллетень изобретений, 1985, №39, с.168. Способ изготовления меры толщины покрытия. Р.А.Лаанеотс.
4. Лаанеотс Р.А. Методы и средства для поверки толщиномеров покрытий. - Таллинн: Валгус, 1989.
5. МИ 1903-97 ГСИ. Эталоны толщины покрытий. Методика поверки.
6. Маликов М.Ф. Основы метрологии. И., Изд. Коммерприбор, 1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОР МЕР ТОЛЩИНЫ ПОКРЫТИЙ ДЛЯ ПОВЕРКИ МАГНИТНЫХ ТОЛЩИНОМЕРОВ | 2006 |
|
RU2307316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕРЫ ТОЛЩИНЫ ПОКРЫТИЯ | 1991 |
|
RU2025652C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТОВ | 2016 |
|
RU2665809C2 |
| Набор мер толщины покрытия | 1980 |
|
SU1025992A1 |
| Имитатор толщины покрытия | 1981 |
|
SU1037060A1 |
| Способ определения толщины покрытия деталей | 1984 |
|
SU1185052A1 |
| Способ изготовления образцовой меры толщины полупроводниковых слоев | 1980 |
|
SU921385A1 |
| Контрольный образец для градуировки и поверки толщиномеров покрытий | 1978 |
|
SU1105751A1 |
| Способ изготовления меры толщины покрытия | 1984 |
|
SU1186937A1 |
| Мера толщины пленок | 1981 |
|
SU993007A2 |
Изобретение относится к области приборостроения, а именно к способу изготовления меры толщины покрытия. Сущность: основание меры изготавливают плоской формы. Рабочую поверхность основания обрабатывают доводкой до значения отклонения от плоскостности, меньшего чем 1/3 требуемого значения погрешности меры. Наносят покрытие на центральную зону рабочей поверхности основания с предварительной изоляцией остальной части поверхности основания, а после нанесения покрытия изоляцию удаляют. Значение толщины покрытия определяют по профилограмме как длину перпендикуляра, проведенного от заданной точки профиля покрытия до базы измерения. Технический результат: повышение точности толщины покрытия и снижение трудоемкости изготовления. 1 ил., 1 табл.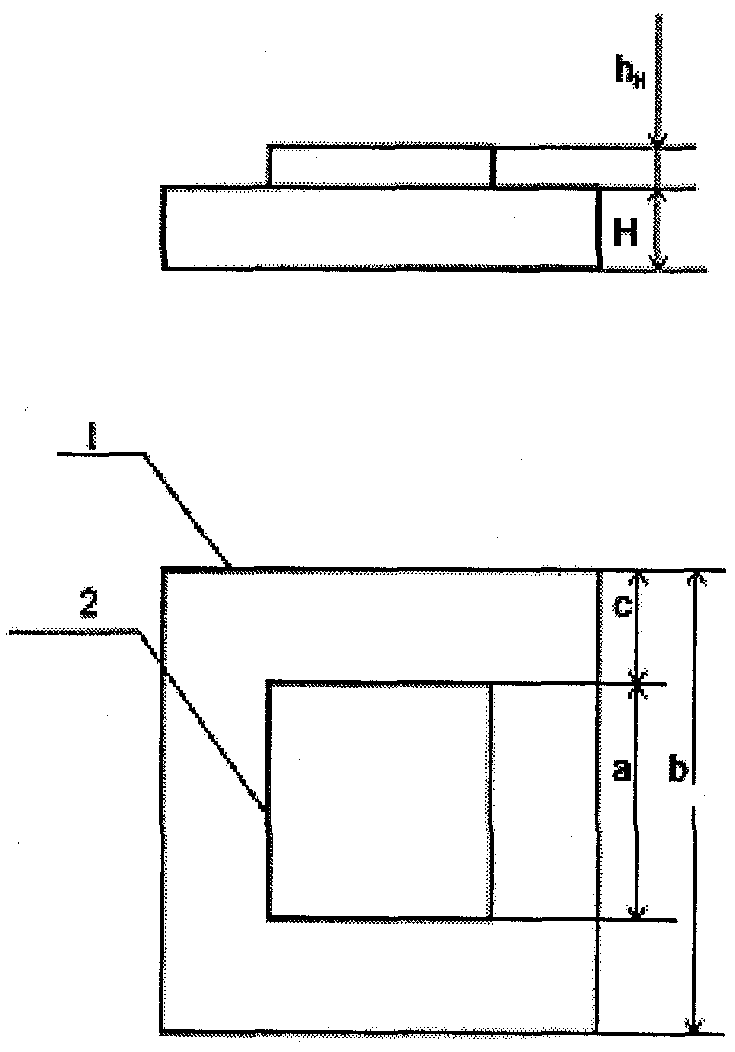
Способ изготовления меры толщины покрытия, заключающийся в том, что основание меры изготавливают плоской формы, обрабатывают доводкой рабочую поверхность основания до достижения значения отклонения от плоскостности меньшего, чем 1/3 требуемого значения погрешности меры, наносят покрытие на центральную зону рабочей поверхности основания с предварительной изоляцией остальной части поверхности основания, после нанесения покрытия изоляцию удаляют и определяют толщину покрытия по профилограмме как длину перпендикуляра, проведенного от заданной точки профиля покрытия до базы измерения.
| НАБОР МЕР ТОЛЩИНЫ ПОКРЫТИЙ ДЛЯ ПОВЕРКИ МАГНИТНЫХ ТОЛЩИНОМЕРОВ | 2006 |
|
RU2307316C1 |
| Набор мер толщины покрытия | 1980 |
|
SU1025992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕРЫ ТОЛЩИНЫ ПОКРЫТИЯ | 1991 |
|
RU2025652C1 |
| Способ изготовления меры толщины покрытия | 1984 |
|
SU1186937A1 |

