Предлагаемое изобретение относится к сварочному производству, а именно к способам изготовления сваркой изделий замкнутой формы, и может быть использовано при испытании на герметичность сварных изделий с внутренними соединенными каналами, корпусов трансформаторов с гофрированными стенками.
Корпуса трансформаторов состоят из днища, рамы крышки и четырех приваренных к ним стенок, гофры которых образуют внутренние соединенные каналы. Важнейшим требованием для корпусов трансформаторов является сохранение непроницаемости или герметичности на весь 25-летний срок эксплуатации. Наиболее распространенная причина негерметичности сварных изделий - сквозные дефекты в виде открытых пор, трещин, непроваров и других дефектов швов, так как края гофр - складок полосы, из которой производят стенки, в процессе изготовления замоноличены автоматической сваркой, и швы проходят при этом только визуальный контроль, а их качество также следует проверять в сваренном изделии в комплексе со сварными швами, соединяющими детали корпуса.
Известен эффективный и удобный метод обнаружения места течи в герметичном изделии - метод гелиевого щупа, широко применяемый в производственных условиях (см., например, «Контроль качества сварки» под ред. В.Н.Волченко, М., «Машиностроение», 1975 г., стр.249) Изделие герметизируют и наполняют гелием до давления, выше атмосферного, после чего сварные швы проверяют специальным щупом-улавливателем, соединенным с течеискателем. Конструкция насадки щупа позволяет установить точное место расположения несплошностей в сварном шве. Однако основной недостаток метода заключается в его малой производительности, так как скорость перемещения щупа по сварным стыкам не должна быть более 30 см/мин. Так как протяженность сварных швов на одном изделии может превышать 50 метров для проверки герметичности таких изделий потребуется много времени.
Наиболее часто для выявления дефектов сварных швов в изделиях замкнутого объема применяется способ - «аквариум», при котором загерметизированное изделие наполняют воздухом до небольшого избыточного давления и погружают его в воду. Дефектные места сварных швов определяют по выходящим пузырькам воздуха.
Известен, например, способ испытания изделий на герметичность, приведенный в RU 2216716 С2, МПК G01M 3/06, 20.11.2001, заключающийся в том, что изделие заполняют контрольным газом, создают его избыточное давление, погружают изделие в нагретую жидкость и визуально определяют места негерметичности по выделяющимся пузырькам, а в контрольный газ вводят поверхностно-активное вещество - хладагент.
Недостатком данного способа является то, что для него требуются специальные устройства для приготовления контрольного газа, и при массовом производстве корпусов трансформаторов большой емкости потребуется значительное количество газа. Подогрев жидкости в резервуаре большого объема и необходимый большой расход контрольного газа приводит такой способ испытания к излишним затратам.
Известно также устройство для проверки изделия на герметичность, описанное в RU 2298161 С2, МПК G01M 3/00, 20.06.2003, выполненное в виде камеры с устройством для крепления проверяемого изделия, устройством подачи и устройством выпуска сжатого воздуха, в котором также определяют герметичность по пузырькам выходящего воздуха.
Недостатком этого способа является то, что при испытании помещенного в воду объемного сварного изделия точное определение дефектного участка не всегда возможно, из-за большого количества сварных швов, расположенных в разных плоскостях и пересекающихся друг с другом, так как очень трудно точно определить место выхода пузырьков воздуха при статическом положении изделия. Это вызывает необходимость повторных испытаний изделий после заварки дефектных мест и проведения, связанных с ними, герметизации изделия, наполнения газом и вторичного погружения изделия в резервуар с жидкостью. Кроме этого при подъеме объемного сварного изделия из резервуара уровень жидкости понижается и определению места выхода пузырьков начинает мешать стенка резервуара, долив жидкости в процессе испытания трудоемок и вызывает необходимость перед следующим погружением изделия снижать уровень жидкости с уменьшением ее объема.
Техническим результатом предлагаемого решения является упрощение испытания на герметичность сварных изделий с внутренними соединенными каналами и обеспечение точного определения дефектных мест сварных швов.
Указанный технический результат достигается за счет использования способа испытания на герметичность сварных изделий замкнутого типа, включающего соединение изделия с герметизирующей крышкой, погружение изделия в резервуар с жидкостью, подачу во внутренние каналы и полости изделия газа с избыточным давлением, выдержку изделия под давлением, визуальное определение негерметичных мест по выделяющимся пузырькам газа и поднятие изделия из резервуара, при котором изделие погружают в жидкость поочередно каждой из боковых сторон и при появлении пузырьков газа испытываемую сторону изделия поворотом вынимают из жидкости до исчезновения пузырьков из дефектного места, отмечают его и далее поворачивают изделие и погружают вторую сторону изделия в резервуар, а затем аналогичные действия выполняют с третьей и четвертой сторонами изделия.
Устройство для реализации предлагаемого способа представляет собой стенд для испытания на герметичность сварных изделий, содержащий открытый резервуар с жидкостью, устройство для подачи и выпуска газа под избыточным давлением во внутренние каналы и полости, крышку герметизации изделия, устройство для крепления и подачи изделия в резервуар выполнено в виде колонны и снабжено установленным на кронштейне поворотным захватом с приводом в виде гидроцилиндра, соединяющимся через шарнир с крышкой герметизации при обеспечении возможности поворота крышки вокруг своей оси и связанным с механизмами подъема и опускания по колонне и поворота вокруг колонны герметизирующей крышки с изделием.
Заявляемый способ испытания на герметичность сварных изделий с внутренними соединенными каналами и устройство для его осуществления иллюстрируются чертежами 1-2.
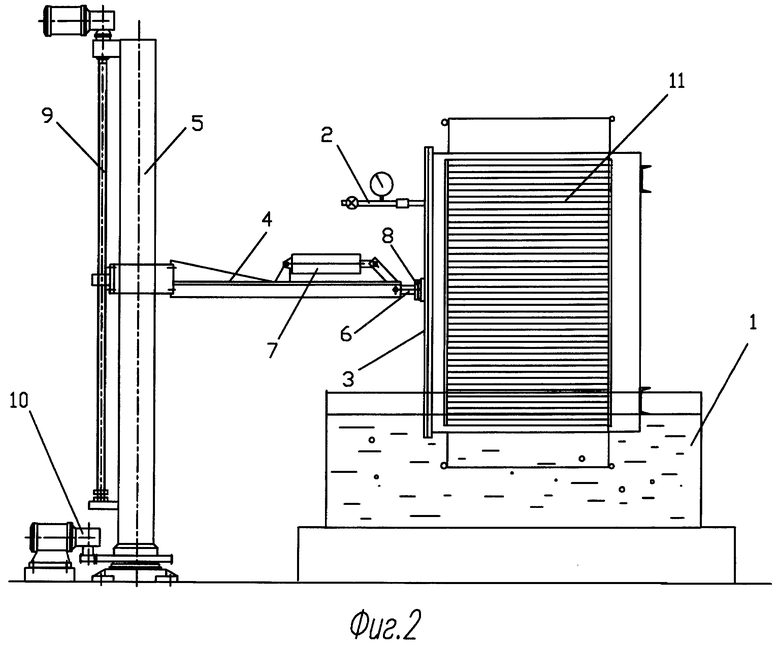
На фиг.1 схематично показан стенд для испытания на герметичность сварных изделий при закреплении изделия к устройству для крепления и подачи изделия в резервуар.
На фиг.2 схематично изображен стенд для испытания на герметичность сварных изделий в момент определения герметичности сварных швов одной из боковых стенок.
Стенд для испытания на герметичность сварных изделий состоит из открытого резервуара 1 с жидкостью, устройства 2 для подачи и выпуска газа под избыточным давлением во внутренние каналы и полости, крышки 3 герметизации изделия, кронштейна 4 на колонне 5 с установленным на нем поворотным захватом 6 с приводом, выполненным в виде гидроцилиндра 7, который соединяется с крышкой 3 герметизации, через подшипниковый шарнир 8, с обеспечением возможности поворота крышки 3 вокруг своей оси и связан с подъемно-опускающим по колонне 5 механизмом 9 и механизмом 10 поворота вокруг колонны 5.
Заявляемый способ испытания на герметичность сварных изделий в заявляемом устройстве осуществляется следующим образом.
Перед испытанием гофрокорпус 11 (далее изделие) герметизируют крышкой 3 эксцентриковыми быстросъемными струбцинами. В крышках 3 на каждый типоразмер изделия имеется штуцер, к которому подключают устройство 2 для подачи и выпуска газа с избыточным давлением.
Загерметизированное изделие 11 присоединяют крышкой 3 к поворотному захвату 6 и кронштейну 4, включают механизм 9 на подъем, затем поворотом захвата 6 приводом 7 поворачивают изделие 11 испытываемой стороной вниз, включают механизм 10 на поворот и перемещают изделие 11 к поверхности жидкости в резервуаре 1, далее механизмом 9 опускают изделие 11 до полного погружения сварных швов испытываемой стороны в жидкость. Включают подачу газа и нагнетают его во внутренние каналы и полости изделия 11 до избыточного давления 2-3 ати, выдерживают изделие 11 при установившемся давлении, а при появлении пузырьков газа начинают медленно вынимать испытываемую сторону изделия 11 из жидкости поворотом вручную вокруг подшипникового шарнира 8 крышки 3 герметизации с закрепленным на ней изделием 11, при этом цепочка пузырьков воздуха из первого дефектного места уменьшается до полного исчезновения при выходе дефектного места из жидкости. После вывода дефектного места сварных швов из жидкости его отмечают быстросохнущей нитрокраской, а если пузырьки продолжают появляться в жидкости со следующих участков испытуемой стороны, поворачивают изделие 11 до их исчезновения и отмечают следующие дефектные места и поступают так до полного выявления дефектных мест на испытуемой стороне. После этого изделие 11 поворачивают вокруг шарнира 8 до вертикального положения первой испытуемой стороны и механизмом 9 погружают сварные швы второй стороны в жидкость, и при появлении пузырьков газа начинают медленно вынимать испытываемую сторону изделия 11 из жидкости поворотом вокруг подшипникового шарнира 8 крышки 3 и отмечают места дефектов, а затем аналогичные действия выполняют с третьей и четвертой сторонами изделия. Затем выпускают газ, поднимают изделие 11 механизмом 9, поворачивают его вокруг колонны 5 приводом 10, а затем разворачивают его цилиндром 7 на 90° и опускают на пол механизмом 9, отсоединяют крышку 3 от изделия 11, а изделие 11 отправляют на исправление дефектов сваркой в случае их обнаружения.
Применение предложенного способа испытания на герметичность сварных изделий замкнутого типа, включающего соединение изделия с герметизирующей крышкой, погружение изделия в резервуар с жидкостью, подачу во внутренние каналы и полости изделия газа с избыточным давлением, выдержку изделия под давлением, визуальное определение негерметичных мест по выделяющимся пузырькам газа, поднятие изделия из резервуара, при этом изделие погружают в жидкость поочередно каждой из боковых сторон и при появлении пузырьков газа, испытываемую сторону изделия поворотом вынимают из жидкости до исчезновения пузырьков из дефектного места, отмечают его и далее поворачивают изделие до вертикального положения испытываемой стороны и погружают вторую сторону изделия в резервуар, а затем аналогичные действия выполняют с третьей и четвертой сторонами изделия, испытания при этом проводят на стенде, содержащем открытый резервуар с жидкостью, устройство для подачи и выпуска газа под избыточным давлением во внутренние каналы и полости, крышку герметизации изделия, устройство для крепления и подачи изделия в резервуар, которое выполнено в виде колонны и снабжено установленным на кронштейне поворотным захватом с приводом в виде гидроцилиндра, соединяющимся через шарнир с крышкой герметизации при обеспечении возможности поворота крышки вокруг своей оси и связанным с механизмами подъема и опускания по колонне и поворота вокруг колонны герметизирующей крышки с изделием, позволяет:
- упростить испытания на герметичность сварных изделий с внутренними соединенными каналами;
- обеспечить точное определение дефектных мест сварных швов;
- позволяет не только выявить, но и надежно отметить места выхода на поверхность изделия несплошностей и других сквозных дефектов сварных швов;
- дает возможность избежать повторных трудоемких испытаний изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368881C1 |
| Способ испытания полых изделий на герметичность | 1986 |
|
SU1435976A1 |
| Способ испытания полых изделий с отверстием на герметичность | 1990 |
|
SU1711008A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ АВТОПИЛОТНОГО БЛОКА УПРАВЛЯЕМЫХ АРТИЛЛЕРИЙСКИХ СНАРЯДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2269740C2 |
| Способ испытания на герметичность изделий, заполненных газом без избыточного давления | 1977 |
|
SU645044A1 |
| Способ испытания на герметичность изделий | 1988 |
|
SU1631338A1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2216716C2 |
| Способ контроля герметичности полых изделий | 1987 |
|
SU1566239A1 |
| СТЕНД ДЛЯ ПРОВЕРКИ НА ГЕРМЕТИЧНОСТЬ МЕСТ ЗАДЕЛКИ ИЗМЕРИТЕЛЬНЫХ ЛИНИЙ ДАТЧИКОВ ТЕМПЕРАТУРЫ | 2016 |
|
RU2674412C2 |
| Способ испытания изделий на герметичность | 1978 |
|
SU868386A1 |
Изобретение относится к области испытательной техники и может быть использовано при испытании на герметичность сварных изделий с внутренними соединенными каналами, например, таких как корпуса трансформаторов с гофрированными стенками. Изобретение направлено на упрощение проведения испытания и на обеспечение точного определения дефектных мест сварных швов. Этот результат обеспечивается за счет того, что изделие закрывают герметизирующей крышкой, погружают в резервуар с жидкостью и подают во внутренние каналы и полости изделия газ с избыточным давлением, выдерживают изделие под давлением и визуально определяют негерметичные места по выделяющимся пузырькам газа, затем осуществляют поднятие изделия из резервуара. При этом согласно изобретению изделие погружают в жидкость поочередно каждой из боковых сторон до полного погружения сварных швов испытываемой стороны в жидкость и при появлении пузырьков газа испытываемую сторону изделия поворотом вынимают из жидкости до исчезновения пузырьков из дефектного места, отмечают его и далее поворачивают изделие и погружают вторую сторону изделия в резервуар до полного погружения сварных швов этой испытываемой стороны в жидкость. Затем аналогичные действия выполняют с третьей и четвертой сторонами изделия. 2 н.п. ф-лы, 2 ил.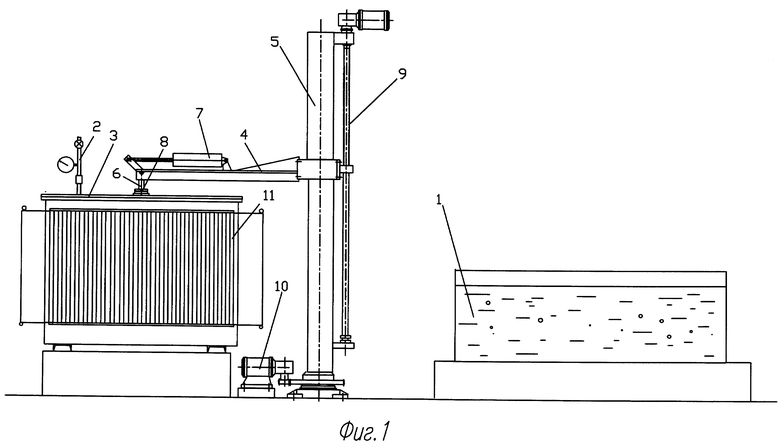
1. Способ испытания на герметичность сварных изделий замкнутого типа, включающий соединение изделия с герметизирующей крышкой, погружение изделия в резервуар с жидкостью, подачу во внутренние каналы и полости изделия газа с избыточным давлением, выдержку изделия под давлением, визуальное определение негерметичных мест по выделяющимся пузырькам газа, поднятие изделия из резервуара, отличающийся тем, что изделие погружают в жидкость поочередно каждой из боковых сторон до полного погружения сварных швов испытываемой стороны в жидкость и при появлении пузырьков газа, испытываемую сторону изделия поворотом вынимают из жидкости до исчезновения пузырьков из дефектного места, отмечают его и далее поворачивают изделие и погружают вторую сторону изделия в резервуар до полного погружения сварных швов этой испытываемой стороны в жидкость, а затем аналогичные действия выполняют с третьей и четвертой сторонами изделия.
2. Стенд для испытания на герметичность сварных изделий, содержащий открытый резервуар с жидкостью, устройство для подачи и выпуска газа под избыточным давлением во внутренние каналы и полости, крышку герметизации изделия, устройство для крепления и подачи изделия в резервуар, отличающийся тем, что устройство для крепления изделия выполнено в виде колонны и снабжено установленным на кронштейне поворотным захватом с приводом в виде гидроцилиндра, соединяющимся через шарнир с крышкой герметизации при обеспечении возможности поворота крышки вокруг своей оси и связанным с механизмами подъема и опускания по колонне и поворота вокруг колонны герметизирующей крышки с изделием.
| JP 3072231 А, 27.03.1991 | |||
| JP 62055538 А, 11.03.1987 | |||
| Стенд для испытания трубчатых фильтрующих элементов | 1982 |
|
SU1040362A1 |
| Устройство для вычисления среднего арифметического | 1986 |
|
SU1312617A1 |

