Изобретение относится к области полупроводниковых приборов, к технологии их сборки и может быть использовано при гибридной сборке интегральных микросхем, а также при групповом механическом и/или электрическом соединении разнообразных функциональных устройств, выполненных на разных подложках, в частности, для сборки гибридных фотоприемных модулей на полупроводниках типа A3B5 и A2B6.
Известен способ формирования контактного столба многоконтактного гибридного соединения (патент US №4067104 на изобретение, МПК 2 Н05К 3/30), заключающийся в том, что выполняют последовательность операций: на подложку наносят фоторезист, проводят литографию, вскрывая сквозное окно в фоторезисте, наносят в окно материал, формируя заготовку контактного столба, при этом нанесение материала в окно осуществляют до переполнения его объема и образования над поверхностью фоторезиста и за пределами площади окна выступающей части заготовки контактного столба; затем последовательность операций повторяют: на поверхность фоторезиста с выступающей частью заготовки контактного столба наносят слой фоторезиста, покрывая выступающую часть, проводят литографию, вскрывая сквозное окно в фоторезисте глубиной до выступающей части заготовки контактного столба, повторяя геометрическую форму и локализацию окна, выполненного в нижележащем слое фоторезиста, наносят в окно материал, формируя заготовку контактного столба, при этом нанесение материала в окно осуществляют до переполнения его объема и образования над поверхностью фоторезиста и за пределами площади окна выступающей части заготовки контактного столба; после достижения требуемой высоты набранного контактного столба наносят слой фоторезиста, покрывая заготовку контактного столба, затем верхний слой фоторезиста и металла шлифуют или полируют и осаждают металл, обеспечивающий соединение с ответными столбами другой подложки. В качестве материала контактного столба используют индий. В конце слои фоторезиста удаляют.
К недостаткам приведенного технического решения относится ограничение, во-первых, технологической области применения способа и, во-вторых, выхода годных изделий. Недостатки обусловлены следующим.
Контактные столбы предназначены обеспечить механическое и электрическое соединение функциональных узлов полупроводниковых приборов, в частности, фотоприемных устройств (ФПУ), выполненных на разных подложках и гибридно собранных методом групповой холодной сварки (flip-chip). К прочности соединения столбов предъявляются жесткие требования. Прочность соединения определяется величиной прикладываемого при сборке давления, последнее, в свою очередь, обусловлено величиной площади соединяемых с образованием контакта поверхностей и их чистотой, в частности, наличием естественного окисла и его толщиной.
В известном способе формирования контактного столба он изготавливается с плоской площадкой, посредством которой и осуществляют соединение подложек. Для плоской площадки характерна большая площадь контакта. Для осуществления процесса соединения таких столбов холодной сваркой необходима значительная величина давления.
Известно, что наиболее качественная сварка достигается при слипании чистого индия. С учетом того, что, как правило, площадка покрыта слоем естественного окисла, требуемая величина давления оказывается еще больше, поскольку необходимо обеспечить разрыв окисной пленки на большой площади соединяемых поверхностей. Сварка возможна только в результате разрыва окисной пленки и выдавливания чистого индия через разрывы на большой площади, что происходит при приложении значительного давления. Чем толще слой естественного окисла, тем большее давление требуется для его разрушения.
Следует также отметить, что толщина окисла увеличивается при длительном воздействии воздуха при хранении образцов, в результате требуется изменение величины давления при сборке, что приводит к неконтролируемому изменению параметров сборки: из-за различия в жесткости (толщине) окисных пленок возникает неопределенность в значениях требуемого давления. При давлении, которое обеспечивает качественное соединение (сварку) столбов, сформированных непосредственно перед сборкой, для столбов, хранившихся длительное время, может происходить только их деформация вместо ожидаемого прочного контактного соединения (сварки). Жесткость окисной пленки препятствует разрыву пленки в области контакта столбов и, следовательно, сварке.
Однако, даже если предпринять меры для очистки контактных столбов перед сборкой, величина требуемого для сборки давления за счет большой площади контакта остается значительной.
Величина давления является критическим параметром, влияющим на работоспособность ряда готовых изделий. Так, например, для многоэлементных гибридных ФПУ на основе соединений А2В6, например, CdxHg1-XTe, полученных с применением давлений более 3÷4 кг/мм2, может иметь место ухудшение их фотоэлектрических и электрофизических параметров (Romashko L.N., Klimenko A.G., Ovsyuk V.N., Vasilyev V.V., Voinov V.V. and Plotnicov A.E. // Phys. Stat. Sol. (a) 186, 2001, No.3, P.4452).
Таким образом, формирование столба с плоской площадкой, предназначенной для осуществления соединения, например, компонентов модуля ФПУ и, как правило, покрытой слоем естественного окисла, обуславливает при сборке использование значительных сдавливающих усилий, что и ограничивает области применения способа и выход годных изделий.
Оплавление при формировании контактного столба (придание столбу сферической формы) позволяет снизить давление, так как при этом уменьшается площадь соединяемых для контакта поверхностей.
Известен способ формирования контактного столба многоконтактного гибридного соединения (патент KR №2002-0054205 на изобретение, МПК 7 H01L 21/60), заключающийся в том, что на подложке литографически изготавливают заготовку контактного столба, заготовку контактного столба оплавляют до получения сферической формы. Литографическое изготовление заготовки контактного столба осуществляют тем, что на подложку несколькими приемами наносят относительно толстый слой фоторезиста, затем последовательно проводят экспонирование и проявление фоторезиста с образованием в фоторезисте сквозного окна, в окно наносят материал, формируя заготовку контактного столба, далее фоторезист удаляют, получая готовый контактный столб.
К недостаткам приведенного технического решения относится ограничение, во-первых, технологической области применения способа и, во-вторых, выхода годных изделий. Недостатки обусловлены следующим.
Для формирования контактных столбов чаще всего используют индий благодаря его хорошей адгезии к контактным площадкам и достаточной пластичности как при температуре работы охлаждаемых полупроводниковых приборов (77÷100 К), так при комнатной температуре (300 К). Индиевые контактные столбы обеспечивают механическое и электрическое соединение функциональных узлов полупроводниковых приборов, в частности, фотоприемных устройств (ФПУ), выполненных на разных подложках и гибридно собранных методом групповой холодной сварки (flip-chip). В связи с этим к прочности соединения столбов предъявляются жесткие требования. Прочность соединения определяется величиной прикладываемого при сборке давления, которое, в свою очередь, обусловлено величиной площади соединяемых поверхностей с образованием контакта, а также их чистотой, в частности, наличием и толщиной естественного окисла. Наиболее качественная сварка достигается при слипании чистого индия.
Поскольку в рассматриваемом случае предприняты меры по минимизации площади соединяемых с образованием контакта поверхностей, то есть в перечень операций способа формирования контактного столба включена операция оплавления последнего, то в результате, казалось бы, возможно снижение сдавливающего усилия и, как следствие, устранение отчасти недостатков вышеприведенного технического решения.
Однако причина, препятствующая достижению технического результата в рассматриваемом способе, заключается в том, что к операции оплавления при формировании столба приступают без проведения предварительной подготовки. Так после окончания формирования заготовки контактного столба на ее поверхности присутствуют загрязнения, в том числе и окисная пленка, толщина которой при длительном воздействии воздуха увеличивается. При расплавлении в вакууме чистого индия он приобретает сферическую форму при температуре 156,6°С. Оплавление индиевых столбов с окисной пленки на поверхности происходит в диапазоне температур 200÷300°С, так как окисел препятствует изменению формы столбов при более низких температурах (Chu K.M., Lee J.S., Cho H.S., Rho B.S., Park H.H. and Jeon D.Y. Characteristics of indium bump for flip-chip bonding used in polymeric-waveguide-integrated optical interconnection systems, Jap.J. Appl. Phys., 2004, V.43, №8B, p.p.5922-5927). Указанный температурный интервал для оплавления при формировании столбов является губительным для полупроводников типа А3В5 (например, InAs, InSb) и тем более для полупроводников типа А3В6. Использование температуры порядка 160°С для оплавления при формировании контактного столба с толстой окисной пленкой приводит к слабому изменению его формы.
Таким образом, отсутствие в приведенном способе предварительной, перед оплавлением, очистки заготовки контактного столба от окисной пленки обуславливает использование достаточно высоких температур оплавления и за счет последнего ограничение технологической области применения способа и выхода годных изделий.
В качестве наиболее часто применяемых операций очистки при формировании контактного столба с теми или иными целями используют очистку плазмой.
Так ближайшим техническим решением является способ формирования контактного столба многоконтактного гибридного соединения (Kim, Young-Ho; Choi, Jong-Hwo; Choi, Kong Sick; Le He Cheel. New reflow process for indium bump, Proc.SPIE, v.3061, p.p.60-67), заключающийся в том, что на подложке литографически изготавливают заготовку контактного столба, заготовку контактного столба подвергают очистке в плазме H2 и одновременно оплавляют до получения сферической формы без дополнительного прогрева подложки при температуре свыше 160°С. В качестве фоторезиста используют PR 4562, нанесенный толщиной 300 мкм. Заготовку контактного столба формируют из индия высотой 10 мкм. Литографическое изготовление заготовки контактного столба осуществляют тем, что на подложку наносят слой фоторезиста, затем последовательно проводят экспонирование и проявление фоторезиста с образованием в фоторезисте сквозного окна, в окно наносят материал, формируя заготовку контактного столба, далее посредством «взрыва» удаляют фоторезист, получая заготовку контактного столба. Плазму водорода генерируют электрическим разрядом. Очистку и оплавление проводят при давлении 60 мТорр в течение 5 минут. Мощность электрического разряда выбирают равной 700 мВт, длительность, соответственно, - 5 минут.
К недостаткам ближайшего технического решения относится ограничение, во-первых, технологической области применения способа и, во-вторых, выхода годных изделий. Недостатки обусловлены следующим.
Плазмохимические методы обработки поверхностей различных материалов с целью очистки и удаления окислов основаны на взаимодействии с поверхностью реакционноспособных радикалов и ионов (плазмы), генерированных электрическим разрядом. Активные радикалы вступают в химическое взаимодействие с удаляемым веществом, а именно окислами индия, образуют легколетучие продукты реакции, испаряющиеся при температуре процесса в объем камеры, которые далее удаляются из нее при вакуумной откачке. Основной негативной особенностью плазмо-химического метода является высокая радиационная активность. При удалении окислов индия с поверхности заготовок контактных столбов, расположенных на сформированных рабочих полупроводниковых структурах, воздействие плазмы ухудшает их фотоэлектрические и электрофизические параметры. Такая очистка от естественных окислов совершенно не допустима для ряда полупроводниковых структур, например, МДП-структур на InAs, поскольку обработка в плазме водорода приводит к резкому ухудшению их электрофизических параметров.
Далее, в рассматриваемом техническом решении воздействие плазмы при очистке поверхности заготовки контактного столба от окислов индия приводит к столь сильному разогреву, что проведение операции оплавления возможно без дополнительного прогрева подложки. Температура разогрева заготовки контактного столба за счет воздействия плазмы водорода достигает более 160°С (температуры плавления чистого индия). Использование температур, существенно превышающих температуру плавления чистого индия, при оплавлении является губительным для полупроводников типа A3B5 (например, InAs, InSb) и тем более для полупроводников типа А2В6 (например, CdxHg1-XTe).
Кроме того, увеличение температуры нагрева при обработке водородом вплоть до 300÷350°С приводит к возникновению полостей в индиевом столбе, приводящих к хрупкости столба и его рассыпанию в процессе сборки при приложении сдавливающего усилия. Это связано, по-видимому, с вытравливанием полостей при взаимодействии водорода с индием с образованием летучего окисла одновалентного индия при проникновении водорода по границам зерен в объем индия (Реми Г. Курс неорганической химии. М.: Мир, 1966 г., т.1, с.471). Из-за образования полостей применяемые температуры при оплавлении не позволяют получать воспроизводимые физико-механические свойства сформированных контактных столбов, не зависящие от физико-механических свойств исходных заготовок, и, следовательно, не позволяют определять точное значение оптимального давления при сборке, что особенно важно при сборке на автоматизированных установках.
Также, в силу рассмотренных факторов, известный способ формирования контактного столба препятствует проведению реставрации контактных столбов после неудачной сборки. Невозможно, «разорвав» неудачную сборку и повторно проведя операцию оплавления, снова использовать, например, компоненты ФПУ для повторной сборки.
Таким образом, применение в приведенном способе очистки от окисной пленки заготовки контактного столба в плазме водорода, при которой одновременно происходит и оплавление, обуславливает ухудшение фотоэлектрических и электрофизических параметров компонентов ФПУ, а также приводит к значительному разогреву заготовки контактного столба, вызывая перегрев полупроводниковой структуры. При этом ухудшаются физико-механические свойства контактных столбов, в результате чего имеют место ограничения технологической области применения способа и выхода годных изделий.
Техническим результатом изобретения является:
- расширение технологической области применения способа;
- повышения выхода годных изделий.
Технический результат достигается в способе формирования контактного столба многоконтактного гибридного соединения, заключающемся в том, что на подложке литографически изготавливают заготовку контактного столба, проводят одновременно очистку и оплавление, при этом подложку с заготовкой контактного столба помещают в вакуумную камеру, в которой формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, подложку с изготовленной заготовкой контактного столба нагревают до минимальной температуры плавления чистого материала заготовки контактного столба и выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, причем уровень вакуума поддерживают достаточным для наличия потока атомарного водорода и протекания реакции полного восстановления материала заготовки контактного столба из окисной пленки.
В способе в качестве материала заготовки контактного столба используют индий.
В способе уровень вакуума поддерживают достаточным для наличия потока атомарного водорода и протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки (3,0÷4,0)·10-7 мм рт.ст.
В способе формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению.
В способе в качестве предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, используют титановую пластину.
В способе концентрацию, обеспечивающую протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования титановой пластины достигают при нагревании последней от 500 до 700°С, при этом площадь титановой пластины выбирают равной 65×20 мм при ее толщине 2 мм, пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 часов.
В способе при проведении одновременно очистки и оплавления подложку с изготовленной заготовкой контактного столба нагревают до минимальной температуры плавления чистого материала заготовки контактного столба, равной 160°С.
В способе подложку с изготовленной заготовкой контактного столба при проведении одновременно очистки и оплавления нагревают до минимальной температуры плавления чистого материала заготовки контактного столба 160°С и выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, равного от 5 до 60 минут.
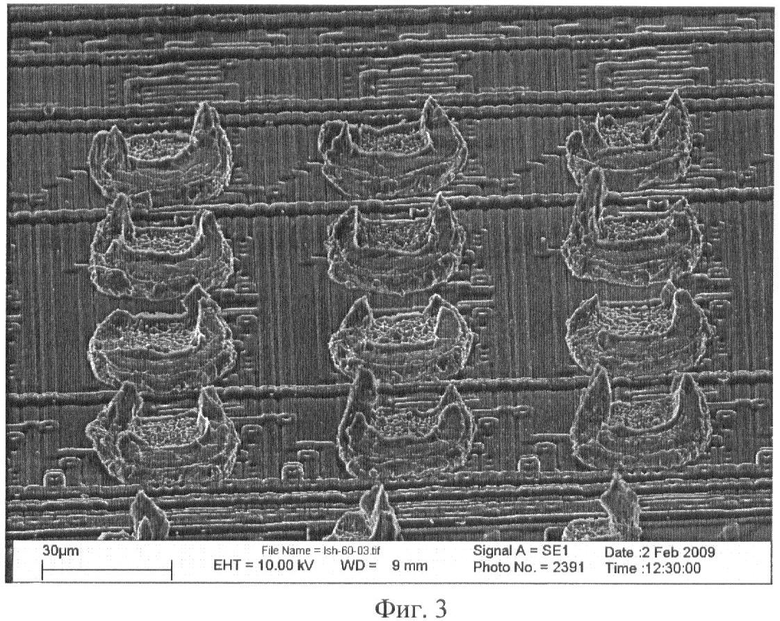
Сущность изобретения поясняется нижеследующим описанием и прилагаемыми чертежами. На Фиг.1 приведена полученная на растровом электронном микроскопе фотография столбов, сформированных традиционным методом «взрывной» фотолитографии на кремниевом мультиплексоре размерностью 4×288. На Фиг.2 приведена полученная на растровом электронном микроскопе фотография столбов, сформированных традиционным методом «взрывной» фотолитографии на кремниевом мультиплексоре размерностью 4×288, подвергшихся очистке и оплавлению в потоке водорода при температуре 160°С в течение 20 минут, генерированного из титановой пластины при 600°С в вакууме 3·10-7 мм рт.ст. На Фиг.3 приведена полученная на растровом электронном микроскопе фотография мультиплексора с контактными столбами после «разрыва» неудачной сборки методом «flip-chip» модуля ФПУ на основе CdxHg1-xTe размерностью 4×288. На Фиг.4 показана полученная на растровом электронном микроскопе фотография внешнего вида контактных столбов после разрыва сборки и их повторного оплавления в случае осуществления последнего при низкой температуре (160°С) без применения водорода в вакууме 3·10-7 мм рт.ст. в течение 10 минут.
Достижение технического результата в способе формирования контактного столба базируется на проведении очистки (удаления окисного слоя) предварительно изготовленной литографически заготовки контактного столба (см. Фиг.1), имеющей плоскую поверхностью, в потоке атомарного водорода с одновременным оплавлением при минимально возможной температуре: минимальной температуре плавления чистого материала заготовки контактного столба, в частности, индия (160°С).
Удаление окислов материала заготовки контактного столба с поверхности, в частности индия, (очистка от окислов) обусловлено высокой реакционной способностью атомов водорода, восстанавливающих материал столба из его окисной пленки. В отличие от плазменных процессов такая очистка не оказывает влияния на фотоэлектрические и электрофизические параметры рабочих полупроводниковых структур, а также на физико-механические свойства самого формируемого контактного столба, поскольку имеет место чисто химический, более мягкий механизм удаления окислов с поверхности. Атомарный водород вступает в реакцию только с поверхностным окислом, не взаимодействуя при этом с материалом объемной части, и реакция восстановления поверхностного окисла протекает без нагрева заготовки контактного столба. Для достижения технического результата заготовку контактного столба выдерживают в потоке атомарного водорода в течение промежутка времени, достаточного для полного восстановления материала заготовки контактного столба из его окисной пленки. Конкретная величина указанного временного промежутка, в частности, определяется толщиной окисного слоя. Величина может варьироваться, например, от 5 минут, в случае изготовления заготовок контактных столбов непосредственно перед проведением операции очистки, и до 60 минут, в случае проведения очистки через месяц после изготовления заготовок. На величину этого промежутка могут влиять и другие факторы, такие как концентрация атомарного водорода, геометрические размеры заготовки контактного столба, температура, то есть осуществление прогрева заготовки контактного столба при очистке, оказывающего стимулирующее действие.
Для проведения оплавления достаточно применить прогрев заготовок контактного столба в потоке атомарного водорода, то есть, в целом, рабочей полупроводниковой структуры с функциональными элементами, на поверхности которой выполнены заготовки, в частности, индиевых столбов, до температуры плавления чистого материала заготовки контактного столба. При одновременных процессах очистки и оплавления, то есть одновременном восстановлении поверхностного окисла материала заготовки контактного столба и оплавлении последней, характер химической реакции, применяемой для очистки (реакция восстановления), не вызывает нежелательного нагрева заготовки контактного столба. Отсутствует также отрицательное воздействие на электрофизические параметры полупроводниковых структур, а нагрев с целью оплавления стимулирует протекание реакции восстановления материала столба их поверхностного окисла.
Наступление оплавления заготовки контактного столба при прогреве до температуры плавления чистого материала, с другой стороны, свидетельствует о полном удалении поверхностного окисла (полном восстановлении материала из его поверхностного окисла). При одновременных процессах очистки и оплавления с прогревом до температуры плавления чистого материала оплавление заготовки контактного столба наступает только при полной очистке от поверхностного окисла, что обеспечивает изменение формы столба при наиболее низкой температуре из возможных.
Промежуток времени, который необходим для наступления полного оплавления (см. Фиг.2), может зависеть от геометрических размеров заготовки контактного столба, в частности от площади поверхности. Чем меньше площадь, тем меньше требуется времени для оплавления и наоборот. Временной промежуток также может определяться толщиной окисной пленки на заготовке контактного столба, концентрацией атомарного водорода в потоке (которая в рассматриваемом случае определяется температурой нагрева титановой пластины, являющейся источником атомарного водорода, ее размерами), поскольку количество водорода непосредственно влияет на эффективность протекания процесса очистки поверхности от окисла. На эффективность удаления окислов оказывает влияние и уровень вакуума, в котором формируется поток атомарного водорода с требуемой концентрацией. Чем выше вакуум в камере, тем эффективнее протекает процесс очистки от окисла и тем меньше временной промежуток до наступления полного оплавления. Величина временного промежутка может варьироваться, например, от 5 минут, в случае изготовления заготовок контактных столбов непосредственно перед проведением операций очистки и оплавления, и до 60 минут, в случае проведения операций очистки и оплавления через месяц после изготовления заготовок.
Полноту оплавления контролируют визуально через смотровое окно вакуумной камеры.
Поток атомарного водорода формируют, в частности, посредством нагревания предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, в частности, титановой в вакуумной камере. Использование титановой пластины в качестве источника атомарного водорода основывается на известной способности титана присоединять значительное количество водорода при нагревании титана в потоке водорода. При этом в зависимости от количества поглощенного водорода образуются или твердые растворы, или гидриды титана (Реми Г. Курс неорганической химии. М.: Мир, 1966 г., т.2, с.63). При нагревании титановой пластины, насыщенной водородом, в вакууме в диапазоне температур от 400 до 900°С выделяется атомарный водород, который восстанавливает материал заготовки контактного столба, например, индий из окисной пленки, присутствующей на поверхности заготовки столба.
Для формирования потока используют титановую пластину площадью 65×20 мм толщиной 2 мм, вырезанную из листа титана марки ВТ-1. Пластину перед использованием очищают: обезжиривают и удаляют окисный слой в растворе, содержащем плавиковую кислоту. Пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 часов. Размеры титановой пластины могут варьироваться.
Температуру дегидрирования титановой пластины поддерживают достаточной для достижения в потоке концентрации атомарного водорода, обеспечивающей протекание реакции до полного восстановления материала заготовки контактного столба из его поверхностного окисла целиком по всей площади заготовки. Величина концентрации атомарного водорода, обеспечивающая протекание реакции до полного восстановления материала заготовки контактного столба из его поверхностного окисла, может достигаться путем варьирования площади используемой титановой пластины. Например, увеличение ее в два раза по сравнению с указанной вызывает соответствующее повышение концентрации атомарного водорода в потоке. При указанных конкретных размерах титановой пластины дегидрирование проводят при температурах от 500 до 700°С.
Кроме того, для реализации предлагаемого способа уровень вакуума поддерживают достаточным для наличия потока атомарного водорода с концентрацией, обеспечивающей протекание для протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки. Вакуумной откачкой достигают удаления остаточных газов, влияющих на формирование необходимой скорости потока атомарного водорода и, следовательно, на протекание реакции восстановления из окисной пленки, так как присутствие остаточных газов может замедлять процесс или даже препятствует ему. Чем выше вакуум, тем сильнее поток атомарного водорода и эффективнее протекание процесса очистки. Поток атомарного водорода в общем случае может быть как стационарным, так и нестационарным, но концентрация атомарного водорода в нем должна удовлетворять вышеуказанному условию. Важно не наличие стационарного или нестационарного потока атомарного водорода, важна его концентрация. Необходимая концентрация атомарного водорода в потоке, реализованная на установке УВН-71, в вышеуказанных условиях, выраженных количественными значениями, а именно, нагрев титановой пластины размером 65×20×2мм в диапазоне температур от 500 до 700°С достигается при уровне вакууме (3,5÷4,0)·10-7 мм рт.ст.
Наиболее эффективными условиями формирования потока атомарного водорода является нагревание титановой пластины при 600°С в вакууме (3,5÷4,0)·10-7 мм рт.ст.
Указанный режим дегидрирования титановой пластины обеспечивает установление стационарной скорости потока атомарного водорода с концентрацией, достаточной для протекания реакции полного восстановления материала столба из его окисла на поверхности заготовки контактного столба, за минимальное время. Важно подчеркнуть, что для современного технологического оборудования приведенная величина уровня вакуума является стандартной и легко достижимой.
Предлагаемый способ в процессе придания столбам сферической формы гарантирует сохранение рабочих фотоэлектрических и электрофизических параметров приборов. В частности, не приводит к ухудшению в процессе оплавления электрофизических параметров рабочих структур на арсениде индия.
Формирование контактных столбов предлагаемым способом обеспечивает следующие преимущества, в частности, при гибридной сборке матричных ФПУ.
1. Приводит к увеличению высоты контактных столбов. Например, если исходная заготовка контактного столба с площадью основания 20×20 мкм изготовлена высотой 5 мкм, то в результате оплавления высота увеличивается до 9 мкм (при диаметре основания 20 мкм).
2. Позволяет получать индиевые контактные столбы в форме полусферы с воспроизводимыми физико-механическими свойствами, которые не зависят от физико-механических свойств исходных заготовок при температуре 160°С.
3. Позволяет точно определять значение оптимального давления, требуемого для сдавливания в процессе сборки, что особенно актуально при сборке на автоматизированных установках.
4. Позволяет осуществлять реставрацию многоконтактного гибридного соединения после неудачной сборки. «Разорвав» сборку и повторно проведя операцию оплавления, можно, например, использовать те же компоненты ФПУ для повторной сборки.
5. В отличие от известных способов в предлагаемом техническом решении стадия очистки и оплавления с формированием контактных столбов сферической формы технически и технологически проста. Источник атомарного водорода в виде титановой пластины легко встраивается в стандартное вакуумное оборудование со средним уровнем вакуума.
Вышеизложенные результаты получены при исследовании влияния различных методик напыления индия на различных установках и режимов оплавления заготовок контактных столбов в атомарном водороде, а также с учетом проведения операции сборки на экспериментальной установке и промышленной автоматизированной установке типа М-9, использующих технологию монтажа методом перевернутого кристалла.
То что предлагаемый способ формирования столбов включает операции обработки в отношении материала столбов (в частности, индия) перед сборкой (очистки поверхности от окисла и оплавления), выполняемые так, как приведено в настоящем описании, устраняет влияние условий напыления материала заготовки контактного столба на жесткость формируемых столбов, подтверждено следующим экспериментом.
При приложении одинакового сдавливающего усилия к не подвергавшимся очистке и оплавлению индиевым столбам одинаковой высоты и площади контактной поверхности, но изготовленным из индия, напыленного на различных установках, происходят различные изменения размеров сторон контактной поверхности столбов (от 19 до 34%). Результаты получены для кремниевого мультиплексора размерностью 320×256 элементов с шагом 30 мкм с размерами исходной (до нагрузки) контактируемой площади столбов 14×14 мкм и высотой 5 мкм при приложении сдавливающего усилия 323 мг на один контактный столб и выдержкой под нагрузкой в течение 10 минут. При приложении тех же сдавливающих усилий, но к очищенным и оплавленным столбам, сформированным по предлагаемому способу, влияния условий напыления индия на изменение геометрических размеров контактной поверхности не наблюдается: диаметр поверхности контакта столба после сдавливания независимо от условий напыления индия изменился одинаково и составил 17 мкм.
Таким образом, формирование контактного столба предлагаемым способом позволяет контролируемым образом управлять физико-механическими свойствами материала столба без ухудшения фотоэлектрических и электрофизических параметров компонентов ФПУ и, следовательно, расширить технологическую область применения предлагаемого способа формирования контактного столба. Например, без опасения использовать его при сборке ФПУ на основе InAs, а также повысить воспроизводимость процесса сборки и выход годных изделий.
Следует отметить, что при использовании оплавленных до полусферической формы индиевых контактных столбов процесс сварки развивается на значительно меньшей площади. Поэтому использование таких столбов предполагает последующее после сборки ФПУ сплавление столбов.
Фиг.1-4 иллюстрируют возможности предлагаемого способа формирования контактных столбов в частном случае выполнения их из индия. Столбы, сформированные традиционным методом «взрывной» фотолитографии на кремниевом мультиплексоре размерностью 4×288 (Фиг.1) после оплавления в водороде приобретают вид полусфер (Фиг.2). Из сравнения видно, что в последнем случае они имеют большую высоту и одинаковый внешний вид, что повышает надежность соединения столбов по площади модуля. Фиг.3 и Фиг.4 иллюстрируют возможности предлагаемого способа в отношении реставрации компонентов модуля в случае неудачных сборок.
После сборки методом «flip-chip» модуля ФПУ на основе CdxHg1-xTe размерностью 4×288, оказавшейся неудачной, и последующего «разрыва» столбы на коммутаторе-мультиплексоре имеют вид, представленный на Фиг.3. После повторного оплавления с очисткой в потоке водорода они опять приобретают первоначальный вид (Фиг.2) и готовы к сборке. Фиг.4 наглядно демонстрирует, как изменяется внешний вид столбов, претерпевших «разрыв» сборки, если их оплавлять при низкой температуре (160°С) без применения очистки атомарным водородом. Из сравнения с внешним видом столбов до оплавления (Фиг.3) видно, что форма столбов изменилась незначительно. Таким образом, присутствующая на поверхности окисная пленка, которая не удаляется без применения водорода, препятствует в этом случае изменению формы столба.
Необходимо подчеркнуть, что предлагаемый способ, как он охарактеризован в общем случае выполнения, применим не только при использовании индия в качестве материала контактного столба, но также, например, при формировании контактного столба из сплава олово/свинец, характеризующегося температурой оплавления порядка 183°С, и сплава свинец/индий, характеризующегося температурой оплавления порядка 220°С. Индий предпочтителен, когда речь идет о гибридной сборке компонентов, изготовленных с использованием материалов А3В5 и А2В6 - арсенида индия, антимонида индия и твердого раствора теллуридов кадмия и ртути. Соответственно, в отношении других материалов режимы проведения операций, выраженные количественными интервалами, будут отличаться.
В качестве сведений, подтверждающих возможность осуществления способа с достижением указанного технического результата, приводим нижеследующие примеры реализации.
Пример 1
На подложке литографически изготавливают заготовку контактного столба стандартными приемами, как например, в приведенном ближайшем техническом решении. В качестве материала заготовки контактного столба используют индий. Проводят операцию обезжиривания, после чего приступают к одновременным операциям очистки и оплавления.
Подложку с заготовкой контактного столба помещают в вакуумную камеру и осуществляют откачку до достижения уровня вакуума, достаточного для наличия потока атомарного водорода и протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки, характеризующегося давлением 3,0·10-7 мм рт.ст.
Осуществляют формирование потока атомарного водорода с концентрацией, достаточной для протекания реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла. Формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению. В качестве предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, используют титановую пластину. Концентрацию, обеспечивающую протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, достигают путем нагревания титановой пластины, насыщенной водородом, до 500°С. Контроль температуры нагрева титановой пластины осуществляют пирометром типа ОПИР-1. При этом площадь титановой пластины выбирают равной 65×20 мм при ее толщине 2 мм, пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 часов.
Подложку с изготовленной заготовкой контактного столба для оплавления с одновременной очисткой поверхности нагревают до минимальной температуры плавления чистого материала заготовки контактного столба 160°С. Контроль температуры образца осуществляют с помощью откалиброванной термопары, например, хромель-капель.
Выход на стационарный режим контролируют по стабилизации уровня вакуума на значении 3,5·10-7 мм рт.ст.
Подложку выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, равного 5 минутам. Окончание времени обработки контролируют визуально по полноте оплавления столбов.
Затем нагрев подложки прекращают и выдерживают ее без нагрева в течение 10 минут. Далее, прекращают нагрев титановой пластины и выдерживают подложку с оплавленным столбом в вакууме еще примерно 1,5 часа до полного охлаждения, после чего извлекают из вакуумной камеры.
Пример 2
На подложке литографически изготавливают заготовку контактного столба стандартными приемами, как например, в приведенном ближайшем техническом решении. В качестве материала заготовки контактного столба используют индий. Проводят операцию обезжиривания, после чего приступают к одновременным операциям очистки и оплавления.
Подложку с заготовкой контактного столба помещают в вакуумную камеру и осуществляют откачку до достижения уровня вакуума, достаточного для наличия потока атомарного водорода и протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки, характеризующегося давлением 3,0·10-7 мм рт.ст.
Осуществляют формирование потока атомарного водорода с концентрацией, достаточной для протекания реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла. Формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению. В качестве предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, используют титановую пластину. Концентрацию, обеспечивающую протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, достигают путем нагревания титановой пластины, насыщенной водородом, до 600°С. Контроль температуры нагрева титановой пластины осуществляют пирометром типа ОПИР-1. При этом площадь титановой пластины выбирают равной 65×20 мм при ее толщине 2 мм, пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 часов.
Подложку с изготовленной заготовкой контактного столба для оплавления с одновременной очисткой поверхности нагревают до минимальной температуры плавления чистого материала заготовки контактного столба 160°С. Контроль температуры образца осуществляют с помощью откалиброванной термопары, например, хромель-капель.
Выход на стационарный режим контролируют по стабилизации уровня вакуума на значении 3,5·10-7 мм рт.ст.
Подложку выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, равного 30 минутам. Окончание времени обработки контролируют визуально по полноте оплавления столбов.
Затем нагрев подложки прекращают и выдерживают ее без нагрева в течение 12 минут. Далее, прекращают нагрев титановой пластины и выдерживают подложку с оплавленным столбом в вакууме еще примерно 1,5 часа до полного охлаждения, после чего извлекают из вакуумной камеры.
Пример 3
На подложке литографически изготавливают заготовку контактного столба стандартными приемами, как например, в приведенном ближайшем техническом решении. В качестве материала заготовки контактного столба используют индий. Проводят операцию обезжиривания, после чего приступают к одновременным операциям очистки и оплавления.
Подложку с заготовкой контактного столба помещают в вакуумную камеру и осуществляют откачку до достижения уровня вакуума, достаточного для наличия потока атомарного водорода и протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки, характеризующегося давлением 3,0·10-7 мм рт.ст.
Осуществляют формирование потока атомарного водорода с концентрацией, достаточной для протекания реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла. Формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению. В качестве предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, используют титановую пластину. Концентрацию, обеспечивающую протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, достигают путем нагревания титановой пластины, насыщенной водородом, до 700°С. Контроль температуры нагрева титановой пластины осуществляют пирометром типа ОПИР-1. При этом площадь титановой пластины выбирают равной 65×20 мм при ее толщине 2 мм, пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 часов.
Подложку с изготовленной заготовкой контактного столба для оплавления с одновременной очисткой поверхности нагревают до минимальной температуры плавления чистого материала заготовки контактного столба 160°С. Контроль температуры образца осуществляют с помощью откалиброванной термопары, например, хромель-капель.
Выход на стационарный режим контролируют по стабилизации уровня вакуума на значении 4·10-7 мм рт.ст.
Подложку выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, равного 60 минутам. Окончание времени обработки контролируют визуально по полноте оплавления столбов.
Затем нагрев подложки прекращают и выдерживают ее без нагрева в течение 15 минут. Далее, прекращают нагрев титановой пластины и выдерживают подложку с оплавленным столбом в вакууме еще примерно 1,5 часа до полного охлаждения, после чего извлекают из вакуумной камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИЕВЫХ МИКРОКОНТАКТОВ | 2014 |
|
RU2571436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИЕВЫХ МИКРОСФЕР ДЛЯ СБОРКИ ИНТЕГРАЛЬНЫХ СХЕМ | 2003 |
|
RU2248644C1 |
| Способ подготовки поверхности InSb подложки для выращивания гетероструктуры молекулярно-лучевой эпитаксией | 2015 |
|
RU2613487C1 |
| Способ повышения прочности стыковки кристаллов | 2015 |
|
RU2613617C2 |
| Способ изготовления МДП-структур на основе InAs | 2015 |
|
RU2611690C1 |
| СПОСОБ КОРРОЗИОННОЙ ЗАЩИТЫ ФОТОПОЛЕВОГО КАТОДА | 2003 |
|
RU2248065C1 |
| СТРУКТУРА МЕТАЛЛ-ДИЭЛЕКТРИК-ПОЛУПРОВОДНИК НА ОСНОВЕ СОЕДИНЕНИЙ AB И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2010 |
|
RU2420828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЧУВСТВИТЕЛЬНОЙ СТРУКТУРЫ | 2008 |
|
RU2373609C1 |
| Рост GaN нанотрубок, активированный легирующей примесью Si на подложках Si с тонким буферным слоем AlN | 2016 |
|
RU2711824C1 |
| СПОСОБ СПЛАВЛЕНИЯ | 2014 |
|
RU2564685C1 |



Изобретение относится к технологии изготовления полупроводниковых приборов, их гибридной сборке и преимущественно предназначено для сборки фотоприемных модулей. Сущность изобретения: в способе формирования контактного столба многоконтактного гибридного соединения на подложке литографически изготавливают заготовки контактных столбов из индия, затем помещают в вакуум, в котором формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления индия из его поверхностного окисла. Проводят одновременно очистку от поверхностного окисла и оплавление заготовок контактных столбов. За счет высокой реакционной способности атомов водорода, взаимодействующих с поверхностью, использования химического, более мягкого, механизма удаления окислов посредством реакции восстановления, стимулированного прогревом с целью оплавления, обеспечивается расширение технологической области применения способа и повышение выхода годных изделий. 7 з.п. ф-лы, 4 ил.
1. Способ формирования контактного столба многоконтактного гибридного соединения, заключающийся в том, что на подложке литографически изготавливают заготовку контактного столба, проводят одновременно очистку и оплавление, отличающийся тем, что при этом подложку с заготовкой контактного столба помещают в вакуумную камеру, в которой формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, подложку с изготовленной заготовкой контактного столба нагревают до минимальной температуры плавления чистого материала заготовки контактного столба и выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, причем уровень вакуума поддерживают достаточным для наличия потока атомарного водорода и протекания реакции полного восстановления материала заготовки контактного столба из окисной пленки.
2. Способ по п.1, отличающийся тем, что в качестве материала заготовки контактного столба используют индий.
3. Способ по п.1, отличающийся тем, что уровень вакуума поддерживают достаточным для наличия потока атомарного водорода и протекания реакции до полного восстановления материала заготовки контактного столба из окисной пленки (3,0÷4,0)·10-7 мм рт.ст.
4. Способ по п.1, отличающийся тем, что формируют поток атомарного водорода с концентрацией, обеспечивающей протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению.
5. Способ по п.4, отличающийся тем, что в качестве предварительно насыщенной водородом металлической пластины, обладающей способностью к указанному насыщению, используют титановую пластину.
6. Способ по п.4 или 5, отличающийся тем, что концентрацию, обеспечивающую протекание реакции полного восстановления материала заготовки контактного столба из его поверхностного окисла, путем использования титановой пластины, достигают при нагревании последней от 500 до 700°С, при этом площадь титановой пластины выбирают равной 65 мм × 20 мм при ее толщине 2 мм, пластину периодически регенерируют путем нагрева ее в потоке водорода при температуре 700°С в течение 2 ч.
7. Способ по п.1, отличающийся тем, что при проведении одновременно очистки и оплавления подложку с изготовленной заготовкой контактного столба нагревают до минимальной температуры плавления чистого материала заготовки контактного столба, равной 160°С.
8. Способ по п.1 или 7, отличающийся тем, что подложку с изготовленной заготовкой контактного столба при проведении одновременно очистки и оплавления нагревают до минимальной температуры плавления чистого материала заготовки контактного столба 160°С и выдерживают в течение промежутка времени, определяемого наступлением полного оплавления заготовки контактного столба, равного от 5 до 60 мин.
| Kim, Young-Ho at all | |||
| «New reflow process for indium bump», Proc.SPIE, v.3061, pp.60-67 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ СТОЛБИКОВ НА ПОЛУПРОВОДНИКОВОМ КРИСТАЛЛЕ | 2001 |
|
RU2207660C1 |
| Способ изготовления контактных столбиков для межсоединений интегральных схем | 1991 |
|
SU1769635A1 |
| EP 1443548 A2, 04.08.2004 | |||
| Замедляющая система электронных приборов свч | 1975 |
|
SU558325A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 7022548 B2, 04.04.2006 | |||
| US 6955982 B2, 18.10.2005 | |||
| US 6849534 B2, 01.02.2005 | |||
| US 5790377 A, 04.08.1998 | |||
| DE 102005055488 A1, 04.01.2007 | |||
| KR 20020054205 A, 08.07.2002. | |||

