Изобретение относится к фланцам арматуры, соединительных частей и трубопроводов и предназначено для трубопроводных систем с агрессивными рабочими средами.
Для предохранения трубопроводных систем от негативного воздействия транспортируемых агрессивных рабочих сред трубы и соединительные фланцы, выполненные из конструкционных углеродистых или низколегированных сталей, облицовывают защитным покрытием на основе полиэтилена или керамики (эмалирование) либо выполняют из коррозионностойких нержавеющих сталей.
Известны соединения элементов облицованных труб и трубопроводных фитингов, в том числе фланцев, с нанесенным коррозионностойким покрытием на основе полиэтилена (Патент №2140601) или керамики (эмалирование), применяемые в трубопроводах для транспортировки агрессивных рабочих сред. Облицованные трубы через определенные интервалы соединяют фланцами для обеспечения возможности монтажа длинных трубопроводов. Достоинством данных технических решений является использование труб и фланцев из конструкционных углеродистых или низколегированных сталей, имеющих значительно меньшую стоимость по сравнению с коррозионно-стойкими нержавеющими сталями. Недостатком является сложность обеспечения целостности коррозионностойких покрытий при соединении встык фланца с трубой с помощью сварки.
Известны фланцы арматуры, соединительных частей и трубопроводов, в том числе приварные фланцы для сварки встык с трубой, выполненные из коррозионностойких нержавеющих сталей (ГОСТ 12815-80, ГОСТ 12816-80 и ГОСТ 12821-80), принятые за прототип. Достоинством является эксплуатационная надежность, простота и удобство соединения приварных фланцев с трубой с помощью сварки. Недостатком является высокая стоимость коррозионностойких нержавеющих сталей, применяемых для изготовления приварных фланцев, что имеет существенное значение, учитывая массу приварных фланцев. Например, масса приварного фланца на Dy 200 мм и Py 20 МПа составляет 158,5 кг, на Dy 250 мм и Py 20 МПа составляет 318 кг, а на Dy 1200 мм и Py 6,3 МПа - 1263 кг.
Целью изобретения является снижение затрат на производство приварных фланцев, предназначенных для трубопроводов с агрессивной рабочей средой, при сохранении эксплуатационной надежности, простоты и удобства соединения приварных фланцев встык с трубами из коррозионностойких сталей с помощью сварки.
Поставленная цель достигается тем, что фланец приварной выполнен в виде неразъемного сварного соединения, состоящего из фланца с воротником и переходной втулки, причем фланец с воротником выполнен из конструкционной углеродистой или низколегированной стали, а переходная втулка выполнена из коррозионностойкой нержавеющей стали, при этом на торцовую и внутреннюю поверхности фланца с воротником и зону сварного шва нанесено коррозионностойкое покрытие, а длина переходной втулки L выбирается из условия: L=20+[(1,15÷1,3)×S], где S - толщина стенки трубы.
Предлагаемое техническое решение позволяет:
- снизить затраты на производство приварных фланцев за счет выполнения фланцев с воротником из конструкционных углеродистых или низколегированных сталей, имеющих значительно меньшую стоимость по сравнению с коррозионностойкими нержавеющими сталями;
- обеспечить хорошую свариваемость переходной втулки приварного фланца с трубой за счет применения однородных коррозионностойких нержавеющих сталей;
- предохранить коррозионностойкое покрытие торцовой и внутренней поверхностей фланца с воротником и зону сварного шва стыка с переходной втулкой от негативного воздействия сварки в зоне стыка переходной втулки приварного фланца с трубой из коррозионностойкой стали за счет выбора рациональной длины переходной втулки, учитывающей величину разделки концов переходной втулки под сварку встык с воротником фланца и трубой, и учета интенсивности нагрева зоны сварки при наложении сварного шва, при котором не происходит отслаивания или трещинообразования покрытия.
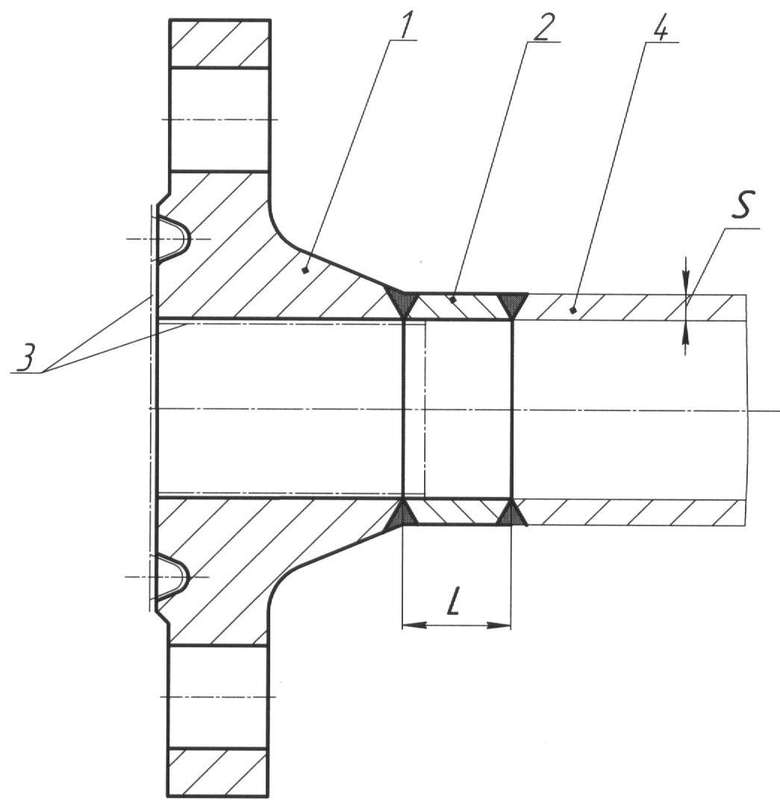
На чертеже изображен фланец приварной в осевом сечении.
Фланец приварной состоит из фланца с воротником 1, выполненного из конструкционной углеродистой или низколегированной стали, переходной втулки 2, выполненной из коррозионностойкой стали, коррозионностойкого покрытия 3, нанесенного на торцовую и внутреннюю поверхности фланца с воротником 1 и зону сварного шва стыка фланца с воротником 1 и переходной втулкой 2.
Фланец приварной изготавливается следующим образом. Переходная втулка 2 приваривается к воротнику фланца 1 сварочной проволокой в среде защитных газов или электродами из нержавеющих сталей. Сварной шов внутри фланца с воротником 1 зачищается до чистого металла, после чего на торцовую и внутреннюю поверхности фланца 1 и зону сварного шва наносится коррозионностойкое покрытие 3, стойкое к воздействию агрессивных рабочих сред. При расчете длины L переходной втулки коэффициент 1,15 применяется для тонкостенных труб, а коэффициент 1,3 - для толстостенных труб.
Фланец приварной соединяется с трубой 4, выполненной из коррозионностойкой стали, следующим образом. Соединение приварного фланца с трубой 4 осуществляется накладыванием сварного шва электродом из нержавеющей стали в месте стыка переходной втулки 2 приварного фланца с торцом трубы 4, что позволяет обеспечить гарантированную защиту нанесенного покрытия от воздействия сварки в зоне стыка приварного фланца с трубой, за счет применения переходной втулки устранить опасность нарушения целостности коррозионностойкого покрытия приварного фланца под воздействием сварки встык с трубой.
Пример изготовления приварного фланца арматуры, соединительных частей и трубопроводов. К фланцу 7-200-200 Ст 09Г2С ГОСТ 12821-80 [Dy 200 мм на Py 20 МПа (200 кгс/см2), круглый приварной встык, из стали 09Г2С исполнения 7 (под прокладку овального сечения)], выполненному с укороченным, на расчетный размер длины переходной втулки L=20+(1,25×28)=55 мм, воротником, сварочной проволокой Св-04Х19Н9 (ГОСТ 2246-70), в среде защитного газа - аргона, приваривается переходная втулка, выполненная из стали 12Х18Н10Т. Сварной шов внутри фланца зачищается до чистого металла, после чего на торцовую и внутреннюю поверхности фланца и зону сварного шва стыка фланца и переходной втулки методом ионно-плазменного напыления наносится коррозионностойкое покрытие, нитрид хрома толщиной 0,03 мм, стойкое к воздействию агрессивных рабочих сред и обладающее повышенной износостойкостью. Уменьшение длины воротника фланца на длину L переходной втулки обеспечивает стандартную строительную длину приварного фланца по ГОСТ 12821-80.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРОССЕЛЬ РЕГУЛИРУЕМЫЙ ПРЯМОТОЧНЫЙ МНОГОПРОХОДНЫЙ | 2006 |
|
RU2320911C2 |
| ДРОССЕЛЬ РЕГУЛИРУЕМЫЙ ПРЯМОТОЧНЫЙ МНОГОПРОХОДНЫЙ | 2004 |
|
RU2280800C1 |
| РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО БАЙПАСНОГО ТИПА | 2009 |
|
RU2426928C2 |
| ДРОССЕЛЬ РЕГУЛИРУЕМЫЙ ПРЯМОТОЧНЫЙ МНОГОПРОХОДНЫЙ | 2010 |
|
RU2424460C2 |
| ДРОССЕЛЬ РЕГУЛИРУЕМЫЙ ПРЯМОТОЧНЫЙ МНОГОПРОХОДНЫЙ | 2011 |
|
RU2479773C2 |
| РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2360073C2 |
| РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2330996C2 |
| ТРУБА КОМБИНИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2142091C1 |
| Способ изготовления коррозионно-стойкой трубы (варианты) | 2016 |
|
RU2634644C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2137010C1 |
Изобретение относится к фланцам арматуры, соединительных частей и трубопроводов и предназначено для трубопроводных систем с агрессивными рабочими средами. Фланец приварной выполнен в виде неразъемного сварного соединения, состоящего из фланца с воротником и переходной втулки, причем фланец с воротником выполнен из конструкционной углеродистой или низколегированной стали, а переходная втулка выполнена из коррозионностойкой нержавеющей стали. Изобретение позволяет предохранить коррозионностойкое покрытие торцовой и внутренней поверхностей фланца с воротником и зону сварного шва стыка с переходной втулкой от негативного воздействия сварки в зоне стыка переходной втулки приварного фланца с трубой из коррозионностойкой стали. 2 з.п. ф-лы, 1 ил.
1. Фланец приварной, отличающийся тем, что он выполнен в виде неразъемного сварного соединения, состоящего из фланца с воротником и переходной втулки, причем фланец с воротником выполнен из конструкционной углеродистой или низколегированной стали, а переходная втулка выполнена из коррозионностойкой нержавеющей стали.
2. Фланец приварной по п.1, отличающийся тем, что на торцовую и внутреннюю поверхности фланца с воротником и зону сварного шва нанесено коррозионностойкое покрытие.
3. Фланец приварной по п.1, отличающийся тем, что длина переходной втулки L выбирается из условия L=20+[(1,15÷1,3)·S], где S - толщина стенки трубы.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, ФИТИНГ И ЭЛЕМЕНТЫ СОЕДИНЕНИЯ ТРУБ | 1996 |
|
RU2140601C1 |
| Фланцевое соединение | 1969 |
|
SU624052A1 |
| Экспонометр | 1931 |
|
SU29357A1 |
| Способ герметизации разъемного соединения криогенных трубопроводов | 1982 |
|
SU1043411A1 |
| US 4095809 A, 20.06.1978 | |||
| US 5876070 A, 02.03.1999. | |||

