Область техники
Настоящее изобретение касается контроля качества профиля цилиндрических роликов, используемых при изготовлении подшипников качения турбомашины.
Уровень техники
Подшипники качения широко применяются в области самолетостроения. В турбомашинах подшипники качения позволяют в частности удерживать в рабочем положении вращающийся первый вал относительно коаксиально расположенного по отношению к нему второго вала. Подобные подшипники состоят главным образом из шариков или цилиндрических роликов, удерживаемых в рабочем положении посредством дорожек качения, образованных наружным и внутренним кольцами подшипника. Как правило, в турбомашинах шарикоподшипники используются в качестве опор, испытывающих осевые нагрузки, а роликовые подшипники - в качестве опор, работающих в условиях воздействия радиальных нагрузок.
Элементы качения, используемые в турбомашине, в частности цилиндрические ролики, подвергаются в турбомашине воздействию многочисленных механических напряжений. Несмотря на то, что количество выходов из строя подшипников скорее низко, нежели высоко, тем не менее, целесообразно повысить надежность подшипников, в частности за счет контроля профиля роликов. Контроль надежности цилиндрического ролика подшипника включает в себя в частности анализ общего профиля ролика. Этот анализ может выполняться с помощью измерительных инструментов, стандартных как по форме, так и по профилю поверхности, например, таких как машина для определения шероховатости, оборудованная индуктивным датчиком посредством алмазной или лазерной головки.
На практике торцы цилиндрических роликов подшипников подвергают затыловке для того, чтобы избежать образования в указанных местах чрезмерных концевых напряжений. Зоны сопряжения этих двух затылованных граней с цилиндрической частью роликов также могут служить источником недопустимых по величине (с точки зрения обеспечения надежности роликов) контактных напряжений. Между тем существующее стандартное измерительное оборудование не позволяет контролировать эти соединительные зоны. В самом деле, большинство известных инструментов способны измерять лишь простые и однообразные по форме профили (такие, как профили плоской круглой, сферической или цилиндрической формы) и не позволяют измерять надежным образом смешанные по форме профили (представляющие собой комбинацию простых по форме профилей), прилегающие к зонам сопряжения затылованных граней с цилиндрической частью роликов. Кроме того, контроль надежности цилиндрического ролика подшипника не предусматривает никакого требования в отношении подобных сопрягаемых зон.
Краткое изложение существа изобретения
Технической задачей настоящего изобретения является устранение указанных недостатков и создание способа контроля профиля зоны сопряжения цилиндрической части с затылованной гранью ролика подшипника качения.
Профиль поверхности ролика качения турбомашины ограничивается, по меньшей мере первой зоной, соответствующей месту расположения затылованной грани ролика, по меньшей мере второй зоной, соответствующей месту сопряжения цилиндрической части и затылованной грани ролика, и третьей зоной, соответствующей цилиндрической части ролика. В соответствии с предлагаемым изобретением, способ контроля профиля зоны сопряжения цилиндрической части c затылованной гранью ролика заключается в том, что измеряют профиль поверхности ролика путем расчета первой производной измеряемого профиля, рассчитывают для каждой из указанных геометрических зон ролика сегменты прямой, моделирующие первую производную измеряемого профиля и отфильтровывают те искажения, которые могут наложиться на измеряемый профиль, рассчитывают радиусы кривизны профиля поверхности ролика путем определения первой производной сегментов прямой и сравнивают расчетные радиусы кривизны с предварительно определенными пороговыми значениями, чтобы иметь возможность контролировать непрерывность этих радиусов.
Способ согласно предлагаемому изобретению позволяет определить характеристику профиля ролика путем простой обработки точек подвергаемого измерению профиля. Таким образом, возможно провести надежный контроль качества профиля ролика, в частности качества зоны сопряжения затылованной грани с цилиндрической частью ролика.
Преимущественно на этапе расчета сегментов прямой осуществляют выбор теоретического профиля поверхности ролика, рассчитывают первую производную теоретического профиля, чтобы получить для каждой из геометрических зон ролика теоретические сегменты прямой, а также рассчитывают расстояния между первой производной измеряемого профиля и теоретическими сегментами прямой.
В этом случае этап минимизации расстояния между первой производной измеряемого профиля и теоретическими сегментами прямой предпочтительно выполняют методом наименьших квадратов. Теоретический профиль поверхности первой геометрической зоны ролика может иметь форму круговой арки, теоретический профиль поверхности второй геометрической зоны ролика - форму другой круговой арки, а теоретический профиль поверхности третьей геометрической зоны ролика может вообще иметь прямолинейный вид.
Краткое описание чертежей
Характеристики и преимущества настоящего изобретения поясняются приведенным ниже описанием со ссылками на сопровождающие чертежи, на которых:
фиг.1 изображает блок-схему последовательности этапов реализации способа согласно изобретению;
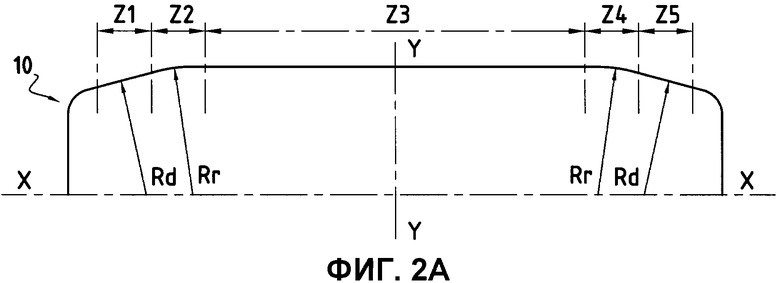
фиг.2А - профиль цилиндрического ролика, полученный при реализации способа, согласно изобретению;
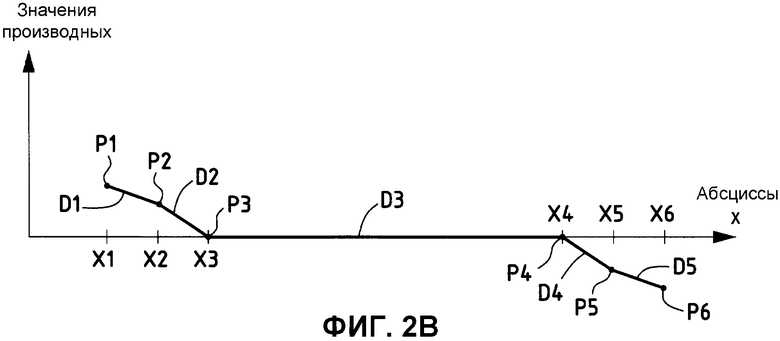
фиг.2В - диаграмму первой производной геометрических зон Z1-Z5 согласно изобретению;
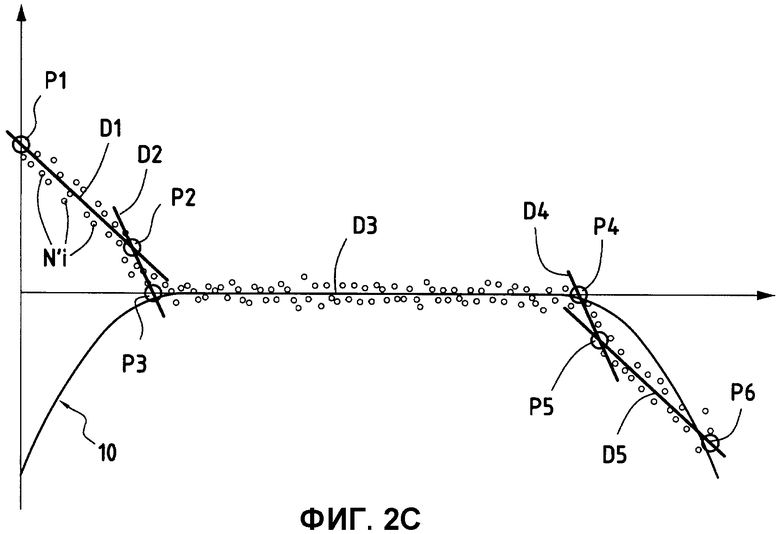
фиг.2С - теоретические сегменты ε прямой D1-D5 для теоретического профиля согласно изобретению.
Подробное описание предпочтительного варианта реализации изобретения
В нижеследующем описании раскрыт способ контроля профиля поверхности цилиндрического ролика подшипника качения турбомашины. Следует отметить, что предлагаемое изобретение применимо также и для контроля профиля поверхности деталей турбомашины, отличных от роликов подшипника, например таких деталей, как ножки лопаток, для которых контроль профиля имеет очень важное значение.
Способ контроля профиля согласно изобретению может быть реализован посредством информационной системы, в частности, такой как рабочая информационная станция, оборудованная программным обеспечением для цифровой обработки данных и связанная с инструментом измерения профиля поверхности геометрической детали.
Профиль поверхности цилиндрического ролика подшипника качения геометрически может ограничиваться по меньшей мере первой зоной, соответствующей затылованной грани, второй зоной, соответствующей месту сопряжения цилиндрической части с затылованной гранью указанного выше ролика, и третьей зоной, соответствующей цилиндрической части ролика.
На первом этапе (100) способа оператор производит измерение профиля поверхности контролируемого цилиндрического ролика. Это измерение может выполняться с помощью машины известной конструкции для определения шероховатости, например, измерительным прибором, оснащенным индуктивным датчиком с алмазной или лазерной головкой. В этих приборах датчик крепится на подвижном опорном рычаге, способном перемещаться таким образом, чтобы датчик мог свободно отслеживать профиль поверхности контролируемого ролика.
Измеренный профиль поверхности преобразуется в последовательность сигналов, отражающих положение датчика в процессе его перемещения вдоль поверхности ролика. Эти сигналы передаются на связанную с датчиком рабочую информационную станцию для цифровой обработки данных для получения множества точек геометрических координат Ni, схематически отображающих геометрический профиль поверхности контролируемого ролика. Точки Ni эквидистантны полному постоянному числу шагов измерения и их количество равно числу n (например, около 8000).
На следующем этапе (200) используют полученные геометрические точки и получают первую производную измеренного профиля поверхности, то есть получают n геометрических точек Ni, образующих профиль. Этот этап, который может быть реализован с помощью расчетного программного обеспечения, которым оборудована рабочая информационная станция, позволяет получить геометрические координаты N'i для n точек.
На этапе (300) способа, который будет описан более подробно ниже, для каждой из вышеописанных геометрических зон ролика рассчитываются сегменты прямой, моделирующие первую производную измеренного профиля. Проведение расчета, выполняемого посредством программного обеспечения, которым оборудована рабочая информационная станция, позволяет отфильтровывать систематические и случайные высокочастотные искажения, которые накладываются на измеряемый профиль.
С помощью программного обеспечения определяют первую производную сегментов прямой, рассчитанных в ходе предыдущего этапа и рассчитывают на этапе 400 радиусы кривизны профиля поверхности подлежащего контролю ролика.
И, наконец, на последнем этапе (500) способа производят сравнение радиусов кривизны, рассчитанных указанным выше образом, и в частности радиусов кривизны в зоне сопряжения цилиндрической части с затылованными гранями ролика, с предварительно определенными пороговыми значениями. В зависимости от полученных в ходе сравнения результатов оператор принимает решение, необходимо или нет сохранять рассматриваемый ролик в подшипнике качения турбомашины. Определение указанных выше пороговых значений производится экспериментальным путем. Выбор конкретных пороговых значений производится с учетом места расположения рассматриваемого подшипника в турбомашине, его геометрических характеристик, характеристик конструкционных материалов и, в частности, с учетом уровня контактного давления, существующего между наиболее нагруженным роликом и дорожками качения.
В случае зон сопряжения цилиндрической части и затылованных граней ролика, указанные пороговые значения могут, например, соответствовать минимальному радиусу кривизны. При значениях радиуса кривизны, меньших указанного минимального значения, цилиндрический ролик вообще не подлежит отбору. Подобный минимальный радиус кривизны определяется экспериментальным путем. В качестве примера можно привести следующие данные: для цилиндрического ролика, имеющего длину вдоль оси, равную около 14 мм, минимальный радиус кривизны может быть около 100 мм.
Другим способом отбора роликов, рассматриваемым в качестве дополнительного к предыдущему, является способ, заключающийся в сравнении между собой двух радиусов кривизны двух зон сопряжения цилиндрической части с затылованными гранями ролика. В том случае, если обнаружится значительное расхождение в значениях указанных радиусов кривизны, обусловленное несимметричностью рассматриваемого ролика, последний подлежит исключению из отбора.
Моделирование первой производной измеряемого профиля
Рассмотрим способ реализации этапа (300) моделирования первой производной измеряемого профиля поверхности. Как указано выше, рассматриваемый этап выполнялся с помощью программного обеспечения, которым оборудована рабочая информационная станция.
На первом этапе этого производят выбор теоретического профиля поверхности цилиндрического ролика, подвергаемого контролю. При этом теоретический профиль ролика выбирают с учетом конкретных размеров ролика, подвергаемого контролю.
На фиг.2А схематически представлен пример частичного и теоретического профиля цилиндрического ролика 10, предназначенного для использования в турбомашине. Подобный цилиндрический ролик симметричен с одной стороны в отношении своей главной оси Х-Х, а с другой - в отношении средней оси Y-Y, которая перпендикулярна главной оси Х-Х.
Профиль поверхности ролика ограничивается с геометрической точки зрения: двумя первыми зонами Z1 и Z5, которые соответствуют двум затылованным граням ролика; двумя вторыми зонами Z2 и Z4, каждая из которых соответствует сопряжению цилиндрической части с одной из затылованных граней ролика; и третьей зоной Z3, соответствующей цилиндрической части ролика. Первые зоны Z1 и Z5 и вторые зоны Z2 и Z4 симметричны по отношению к средней оси Y-Y ролика.
Например, в случае ролика длиной около 14 мм геометрические зоны Z1 и Z5 выбирают следующим образом.
Первые симметричные зоны Z1 и Z5 имеют круговой цилиндрический профиль с радиусом Rd, равным около 500 мм.
Вторые зоны Z2 и Z4 также имеют круговой теоретический профиль с радиусом Rr, значение которого находится в пределах от 100 мм до 200 мм. Осевая длина указанных двух зон находится в диапазоне от 0,7 до 2,1 мм.
Что касается третьей зоны Z3, то она характеризуется наличием теоретического профиля прямолинейной формы, а значение ее конечной длины вдоль оси зависит от величины радиусов сопряжения, в точках, расположенных вдоль касательной, проходящей между затылованными гранями и цилиндрической частью ролика. После реализации, путем нанесения борозд, радиусов сопряжения для значений Rr, находящихся в диапазоне от 100 до 200 мм, конечная прямолинейная часть имеет осевую длину в пределах от 4,3 мм до 7,3 мм, против первоначальной длины, которую она имела до нанесения борозд и которая находилась в пределах от 5,6 до 8,2 мм. Способ контроля согласно изобретению позволяет таким образом пересчитать, путем реализации радиусов сопряжения, первоначальную осевую длину цилиндрической части роликов до устранения острых углов.
Следующий этап заключается в расчете первой производной теоретического профиля, чтобы получить для каждой из геометрических зон с Z1 по Z5 ролика теоретические сегменты прямой.
На фиг.2В показан результат подобного расчета. Пять сегментов прямой с D1 по D5, границы которых определяются пограничными точками с Р1 по Р6, представляют собой первую производную соответствующих геометрических зон с Z1 по Z5.
Геометрическую абсциссу пограничных точек с Р1 по Р6 определяют по предварительно определенному значению осевой длины геометрических зон с Z1 по Z5. Что касается их геометрической ординаты, то ее расчет производят на основании геометрической формулы, представляющей теоретический профиль соответствующих зон с Z1 по Z5 (сегмент прямой для зоны Z3 и круговые арки для других зон).
Каждый из сегментов прямой с D1 по D5 может быть представлен следующим уравнением (Di): y'i=aix+bi (с i переменной от 1 до 5). Направляющий коэффициент аi и ординату с началом в точке bi каждого сегмента прямой Di рассчитывают с помощью предварительно рассчитанных геометрических координат приграничных точек с Р1 по Р6,
Следующий этап моделирования сводится к расчету, для каждой геометрической зоны с Z1 по Z5 теоретического профиля, полного расстояния ε между n геометрических точек N'i, представляющего собой первую производную профиля, измеренного при выполнении предыдущего этапа (200), и теоретическими сегментами ε прямой с D1 по D5 (фиг.2С).
Если рассмотреть зону Zi, границы которой определяются точками Pi и Pi+1, то обнаружится, что она содержит [ni+1-ni+1] точек, образующих измеряемый профиль. Расчет расстояния εi между указанными точками и сегментом прямой (Di) дает тогда:
Расчет полного расстояния ε между n геометрическими точками, образующими первую производную измеренного профиля, и теоретическими сегментами прямой с D1 по D5, производят согласно уравнению:
Следующий этап моделирования состоит в минимизации расстояния ε между первой производной измеряемого профиля и теоретическими сегментами прямой методом наименьших квадратов. В этом случае, если рассматривать расстояние ε как функцию коэффициентов аi и bi (для i переменной с 1 до 5), его значение будет минимальным для значений коэффициентов Ai и Bi согласно:
 и
и  для i переменной с 1 до 5
для i переменной с 1 до 5
Решение этих десяти уравнений с десятью неизвестными позволяет получить значение коэффициентов Ai и Bi, которые представляют собой минимизацию расстояния εi в каждой из геометрических зон с Z1 по Z5. Этими новыми коэффициентами Ai и Bi являются новый направляющий коэффициент Ai и ордината с началом отсчета в точке Bi новых сегментов прямой D'i (в которой переменная i изменяется от 1 до 5), для которых расстояние с n геометрическами точками N'i, представляющее первую производную измеренного профиля, будет минимальным.
На следующем этапе на базе новых коэффициентов Ai и Bi производят расчет каждого сегмента прямой D'i, расчет координат новых приграничных точек с Р'1 по Р'6, определяющих границы новых сегментов прямой D'i.
При определении координат новых приграничных точек Р'1 и Р'6 расчет сводится к определению мест взаимного пересечения новых сегментов прямой D1 и D6 с прямыми, определяемыми уравнением х=х1 (где х1 представляет собой абсциссу приграничной точки Р1), а х=х6 (где х6 представляет собой абсциссу приграничной точки Р6).
При определении координат других новых приграничных точек с Р'2 по P'6 следует принимать во внимание пересечение прямых D'i-1 и D'i, чтобы получить в итоге следующие координаты для i переменной с 2 до 5:
 и
и 
где X'i и Y'i представляют собой координаты новых приграничных точек с Р'2 по P'6.
Следующий этап заключается в сравнении расчетного расстояния ε между первой производной измеренного профиля и теоретическими сегментами прямой с конвергентным расстоянием εconv. В том случае, если расчетное расстояние ε превышает конвергентное расстояние εconv, реализацию способа контроля продолжают далее, начиная с этапа минимизации расстояния ε между первой производной измеренного профиля и новыми сегментами прямой D1 и D6. Этот цикл повторяют до тех пор, пока расчетное расстояние ε остается выше конвергентного расстояния εconv.
Как только расчетное расстояние ε станет ниже конвергентного расстояния εconv, реализацию способа контроля согласно изобретению продолжают, начиная с этапа 400 (фиг.1), причем направляющий коэффициент Ai каждого нового сегмента прямой D'1 и D'6 будет представлять собой в этом случае радиус кривизны каждой геометрической зоны профиля цилиндрического ролика.
Выбор величины, определяющей конвергентное расстояние εconv, зависит главным образом от шероховатости поверхности цилиндрического ролика, подвергаемого контролю. Описанный выше повторный расчет продолжают до тех пор, пока будет уменьшаться расстояние ε. Начиная с некоторого порогового значения, наблюдается небольшое увеличение значения ε, причем указанное увеличение объясняется тем, что расчет конвергентности ε выполнялся лишь для n геометрических точек N'i, представляющих собой первую производную измеренного профиля. Значение расстояния ε, для которого это увеличение было замечено, было подвергнуто регистрации (εmin). При следующих повторах расчет конвергентности останавливался каждый раз, как только расстояние ε становилось, например, ниже εconv=1,001· εmin.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ЗОНЫ СОЕДИНЕНИЯ МЕЖДУ ЦИЛИНДРИЧЕСКОЙ ЧАСТЬЮ И ЗАТЫЛОВАННОЙ ПОВЕРХНОСТЬЮ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2410661C2 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА С ВНЕЦЕНТРОИДНЫМ ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ ПЕТРОВСКОГО | 2021 |
|
RU2766626C2 |
| ЛИНЗЫ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКОГО ИСПОЛЬЗОВАНИЯ ДЛЯ ИЗМЕНЕНИЯ ГЛУБИНЫ РЕЗКОСТИ | 2021 |
|
RU2831098C1 |
| ОДНОРЯДНЫЙ СФЕРИЧЕСКИЙ РОЛИКОВЫЙ ПОДШИПНИК КАЧЕНИЯ | 2021 |
|
RU2769229C1 |
| ЦЕПЬ ПРИВОДНАЯ ПЛАСТИНЧАТАЯ, ИМЕЮЩАЯ ОТКРЫТЫЕ ШАРНИРЫ КАЧЕНИЯ С ЦИЛИНДРИЧЕСКОЙ ФОРМОЙ ЭЛЕМЕНТА ЗАЦЕПЛЕНИЯ | 2009 |
|
RU2472049C2 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ | 1999 |
|
RU2182241C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОТИВОЗАДИРНОЙ СТОЙКОСТИ ЗУБЬЕВ ЭВОЛЬВЕНТНОЙ ЦИЛИНДРИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2007 |
|
RU2334210C1 |
| КОСОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1995 |
|
RU2116532C1 |
Изобретение относится к измерительной технике. Сущность: профиль поверхности ролика геометрически ограничен первой зоной, соответствующей затылованной грани ролика, второй зоной, соответствующей месту сопряжения цилиндрической части с затылованной гранью ролика, и третьей зоной, соответствующей цилиндрической части ролика. Способ заключается в том, что измеряют профиль поверхности ролика. С использованием результатов расчета первой производной измеренного профиля, рассчитывают для каждой из геометрических зон ролика сегменты прямой, моделирующие первую производную измеренного профиля. Рассчитывают радиусы кривизны профиля поверхности ролика путем определения первой производной сегментов прямой. Сравнивают рассчитанные радиусы кривизны с предварительно определенными пороговыми значениями для контроля непрерывности указанных радиусов. Технический результат: обеспечение контроля зон сопряжения цилиндрической и затылованной частей ролика подшипника качения. 3 з.п. ф-лы, 2 ил.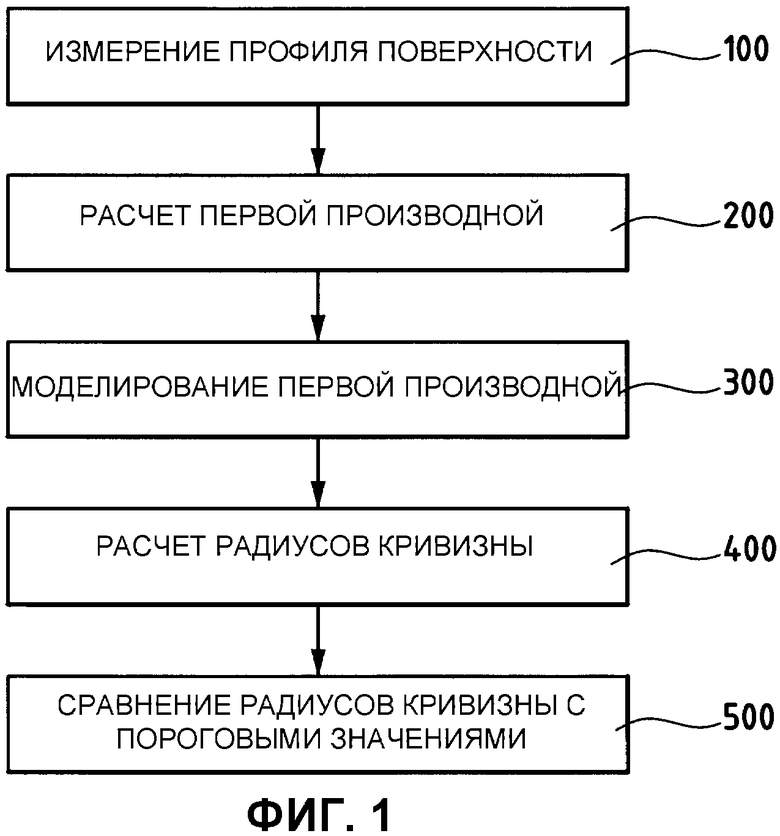
1. Способ контроля профиля зоны сопряжения цилиндрической части с затылованной гранью ролика (10) подшипника качения турбомашины, причем профиль поверхности вышеуказанного ролика геометрически ограничен по меньшей мере первой зоной (Z1, Z5), соответствующей затылованной грани ролика, по меньшей мере второй зоной (Z2, Z4), соответствующей месту сопряжения цилиндрической части с затылованной гранью ролика, и третьей зоной (Z3), соответствующей цилиндрической части ролика, отличающийся тем, что
измеряют (100) профиль поверхности ролика,
на базе данных расчета (200) первой производной измеренного профиля осуществляют для каждой из геометрических зон ролика расчет (300) сегментов прямой, моделирующих первую производную измеренного профиля, чтобы отфильтровать искажения, которые могут накладываться на измеренный профиль,
рассчитывают (400) радиусы кривизны поверхности ролика путем определения первой производной сегментов прямой,
сравнивают (500) рассчитанные радиусы кривизны с заданными пороговыми значениями для проверки непрерывности этих радиусов.
2. Способ по п.1, отличающийся тем, что на этапе (300) расчета сегментов выбирают теоретический профиль ролика, рассчитывают первую производную теоретического профиля для получения для каждой из геометрических зон ролика теоретических сегментов прямой,
рассчитывают расстояние между первой производной измеренного профиля и теоретическими сегментами прямой,
рассчитывают направляющий коэффициент и ординату с началом отсчета каждого сегмента прямой с учетом минимизации расстояния между первой производной измеренного профиля и теоретическими сегментами прямой.
3. Способ по п.2, отличающийся тем, что минимизацию расстояния между первой производной измеренного профиля и теоретическими сегментами прямой выполняют методом наименьших квадратов.
4. Способ по любому из пп.2 или 3, отличающийся тем, что теоретический профиль поверхности первой геометрической зоны (Z1, Z5) ролика (10) представляет собой круговую арку, теоретический профиль поверхности второй геометрической зоны (Z2, Z4) ролика (10) представляет собой другую круговую арку, а теоретический профиль поверхности третьей геометрической зоны (Z3) ролика (10) прямолинейный.
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МИКРОГЕОМЕТРИИ ПОВЕРХНОСТИ ДЕТАЛИ И АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2187070C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| US 5041988 A, 20.08.1991 | |||
| СИСТЕМА ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ СЫПУЧЕГО МАТЕРИАЛА И АЭРОКОНВЕЙЕР ДЛЯ ИСПОЛЬЗОВАНИЯ В УКАЗАННОЙ СИСТЕМЕ | 2005 |
|
RU2286939C2 |
| DE 4134690 A1, 22.04.1993. | |||

