ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
1. Область техники
Настоящее изобретение относится к производству эндодонтических инструментов. Более точно, изобретение относится к процессу холодного формования для производства эндодонтических рашпилей.
2. Предшествующий уровень техники
Когда корневой канал в живом зубе заражается или нарывает, это может вызвать дискомфорт и, во многих случаях, сильную боль. Ранее в зубоврачебной практике единственным решением было удалить зуб. Однако сравнительно недавно зубные врачи научились удачно удалять зараженный материал корня, формирующий зубной нерв, и после тщательной обработки канала, который содержал материал нерва, заполнять канал инертным заполняющим материалом, таким как гуттаперча, позволяя сохранить зуб пациента.
Для достижения удачного восстановления корневого канала зубной врач должен осторожно и как можно более полно удалить зараженный материал корня зуба для предотвращения продолжающегося или последующего заражения окружающих тканей. Процесс удаления, как правило, включает в себя формование корневого канала так, чтобы он мог быть эффективно и удачно заполнен и герметизирован инертным материалом. Заполнение и герметизация минимизируют возможность возникновения дальнейшего заражения внутри очищенного и отформованного корневого канала.
Очистка и формование корневого канала при подготовке к герметизации и заполнению корневого канала осуществляются при помощи металлических рашпилей. Металлические рашпили имеют режущие поверхности для удаления тканей в корневом канале. Режущие поверхности, как правило, образованы спиральными канавками, выполненными в рашпиле. Может быть предусмотрена одна или более винтовых режущих поверхностей, которые могут быть разнесены по оси, если требуется.
Некоторые существующие эндодонтические инструменты и способы их производства описаны в патенте США №4934934, патенте США №5653590 и патенте США №5762541.
Так как корневые каналы редко являются прямыми и часто имеют изгибы и закручивания, по меньшей мере некоторые эндодонтические рашпили предпочтительно являются гибкими. Предпочтительные в настоящее время материалы конструкции включают в себя нержавеющую сталь и в последнее время никелево-титановые сплавы. Такие материалы, особенно никелево-титановые сплавы, обладают хорошей гибкостью, упругостью и прочностью и не подвержены разрушению в ходе использования. Гибкость и прочность важны, чтобы избежать поломки рашпиля в ходе процесса очистки.
Используемые в настоящее время способы производства металлических эндодонтических рашпилей отнимают много времени и являются дорогостоящими. Например, эндодонтические рашпили из нержавеющей стали, как правило, подвергаются механической обработке для формирования режущей кромки и затем закручиваются для образования канавки вдоль оси рашпиля.
В другом существующем способе производства существующих эндодонтических рашпилей используется техника шлифования для формирования режущей кромки. При шлифовании металлический стержень (как правило, из титанового сплава), перемещается мимо вращающегося шлифовального круга с относительно низкой скоростью подачи. Глубина выреза может изменяться по длине стержня для производства сужающегося эндодонтического рашпиля, имеющего винтовую канавку. Такой способ описан в патенте США №5762541.
Несмотря на то, что при помощи известных в настоящее время способов производства можно изготовить эндодонтические рашпили множества различных форм и размеров с использованием множества различных материалов, существует острая необходимость в снижении стоимости производства эндодонтических рашпилей. Формирование эндодонтического рашпиля из заготовок в настоящее время представляет большую статью расходов в процессе изготовления эндодонтических инструментов. Одной из проблем в применяемых в настоящее время видах обработки является время, которое занимает формирование каждой детали. Например, формирование режущей кромки при помощи шлифования металлической проволоки может занять больше минуты для каждой детали и шлифовальная машина может стоить сотни тысяч долларов.
Другой проблемой процессов производства эндодонтических инструментов является то, что они не уменьшают или иногда вызывают разрушение при напряжении и пониженную прочность в металле рашпиля. Даже незначительные дефекты металла эндодонтического рашпиля могут вызвать проблемы. Эндодонтические рашпили являются очень тонкими, поэтому небольшие дефекты могут вызвать поломку рашпиля в ходе использования. Сломанный рашпиль в корневом канале очень сложно удалить, и это может вызвать повреждение корневого канала.
Поэтому существует необходимость в производственном процессе, посредством которого можно снизить стоимость производства эндодонтических рашпилей, в то же время сохраняя или повышая прочность эндодонтического рашпиля.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает усовершенствованные способы производства эндодонтических инструментов, таких как эндодонтические рашпили. В способах согласно настоящему изобретению используется один или более типов техник холодного формования для формирования режущей кромки или частично сформированной режущей кромки в куске деформируемого материала.
В иллюстративном воплощении, изобретение содержит следующие этапы: (а) обеспечение заготовки, содержащей деформируемый материал; (b) обеспечение по меньшей мере одной матрицы, содержащей негативный отпечаток, соответствующей по меньшей мере частично сформированной режущей кромке эндодонтического инструмента; и (с) холодное формование заготовки с использованием указанной по меньшей мере одной матрицы и достаточной силы для формирования по меньшей мере частично сформированной режущей кромки в заготовке.
Холодное формование может осуществляться при помощи любой подходящей техники. Примеры подходящих техник включают в себя холодную прокатку, прокатку в прямых калибрах, радиальное формование и холодное волочение.
Матрица для холодного формования может быть предназначена для формирования любого количества режущих кромок и для формирования режущей кромки любой желаемой формы. В одном воплощении, холодное формование заготовки в одной или более матрицах обеспечивает заготовку, имеющую многоугольное поперечное сечение. Вершины многоугольного поперечного сечения обеспечивают по меньшей мере частично сформированные режущие кромки.
Форма негативного отпечатка может определять, насколько острой будет режущая кромка после процесса холодного формования. В одном воплощении, режущей кромке придается такая форма в ходе холодного формования, что режущая кромка готова к использованию без дальнейшей обработки. В альтернативном воплощении, режущая кромка формируется частично, и для формирования законченной режущей кромки необходима дальнейшая обработка. Например, может быть необходимо заострить режущую кромку при помощи такой обработки, как химическое травление. Необходимость заострения может зависеть от точности процесса холодного формования, размера режущей кромки на инструменте и остроты, необходимой для конкретного применения инструмента.
Дополнительные производственные этапы, которые могут быть включены в различные воплощения настоящего изобретения, включают в себя резание, шлифование, механическую обработку, химическое травление, электрохимическое травление, микрообработку лазером, пескоструйную обработку и их комбинации. Эти дополнительные техники обработки могут быть использованы в различных воплощениях изобретения для дополнительного заострения частично сформированной режущей кромки, затупления конца эндодонтического инструмента и/или обеспечения сужения вдоль эндодонтического инструмента.
Настоящее изобретение обеспечивает множество преимуществ для изготовления эндодонтических инструментов по сравнению со способами предшествующего уровня техники. Благодаря тому, что режущая кромка по меньшей мере частично формируется при помощи процесса холодного формования, формование режущей кромки является очень недорогим. При помощи процесса холодного формования согласно настоящему изобретению можно формировать режущую кромку за секунды. Множество существующих систем требует нескольких минут для формирования режущей кромки. Более того, механическое оборудование, требуемое для осуществления холодного формования, является относительно недорогим по сравнению со стоимостью механического оборудования для существующих способов производства эндодонтических инструментов.
Другим существенным преимуществом применения этапа холодного формования при производстве эндодонтических инструментов является улучшение свойств материала. При помощи способов согласно настоящему изобретению можно производить эндодонтический инструмент, который превосходит существующие эндодонтические инструменты, так как этап холодного формования упрочняет материал и/или устраняет дефекты, такие как микротрещины и изломы. Улучшенные эндодонтические инструменты согласно изобретению менее подвержены усталости и разламыванию внутри корневого канала благодаря этим улучшенным свойствам материала. Так как работа внутри корневого канала человека может быть очень сложной, предотвращение разламывания эндодонтических инструментов при помощи применения эндодонтических инструментов, изготовленных в соответствии с описанными способами, может быть очень выгодным для зубных врачей и их клиентов.
Эти и прочие выгоды, преимущества и особенности настоящего изобретения станут более ясны из следующего описания и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дополнительного разъяснения вышеуказанных и прочих преимуществ и признаков настоящего изобретения, ниже приведено более подробное описание изобретения со ссылкой на отдельные его воплощения, которые проиллюстрированы на прилагаемых чертежах. Очевидно, что эти чертежи изображают лишь типичные воплощения изобретения и, следовательно, их не следует рассматривать как ограничение его пределов. Изобретение будет описано и объяснено с дополнительными особенностями и подробностями при помощи прилагаемых чертежей, на которых:
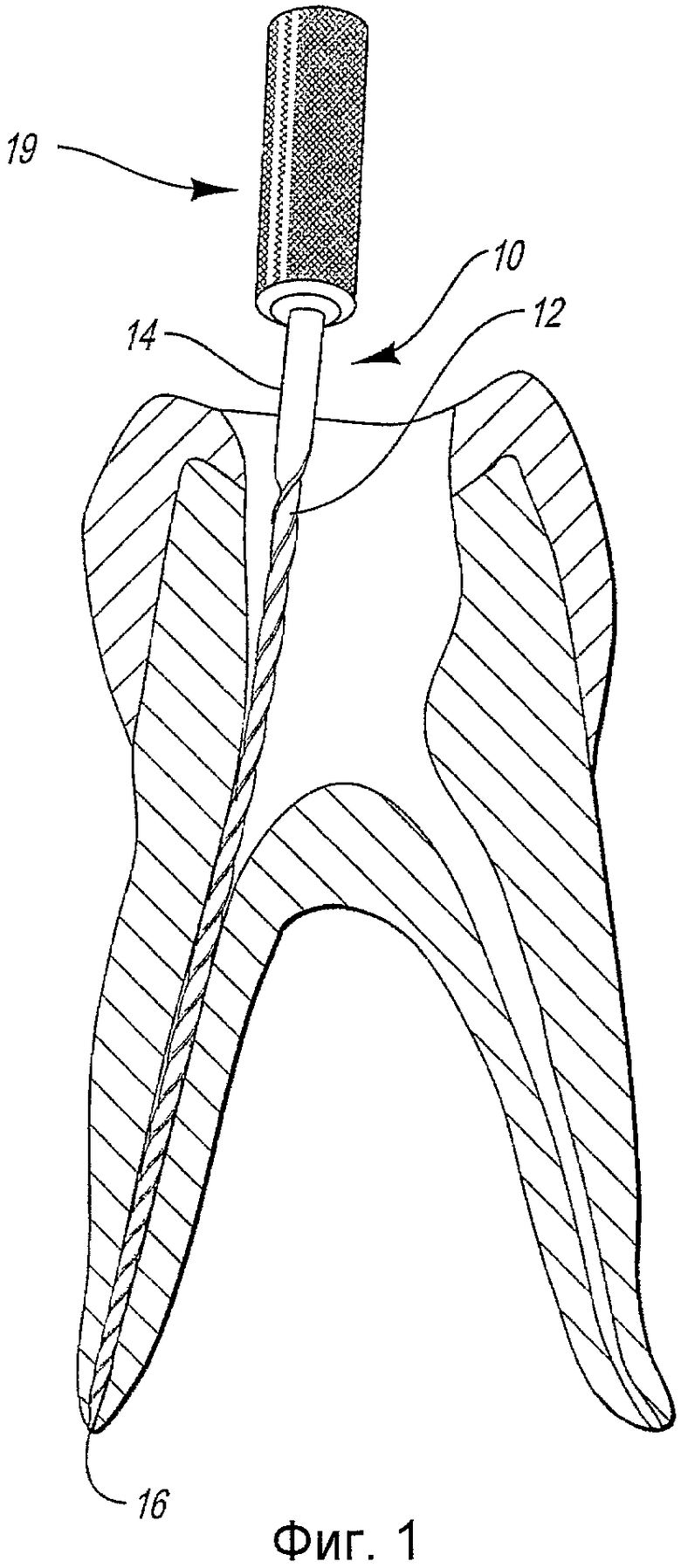
фиг.1 изображает поперечное сечение зуба с эндодонтическим инструментом, расположенным в одном из двух корневых каналов;
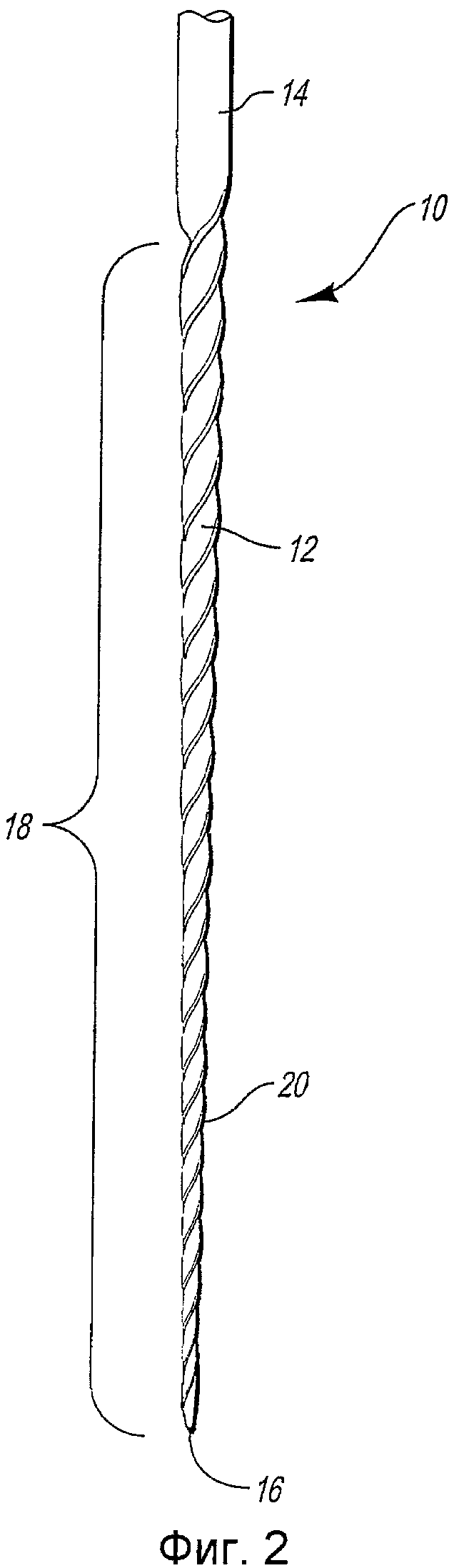
фиг.2 изображает вид в перспективе режущего участка иллюстративного эндодонтического инструмента;
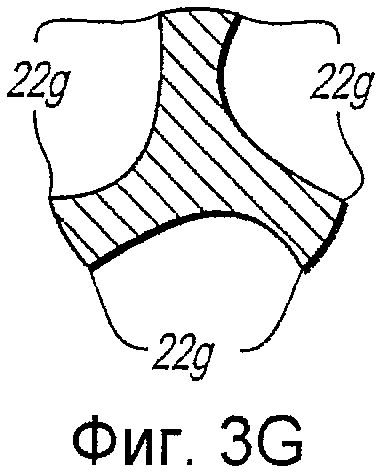
фиг.3А-3G изображают разные многоугольные поперечные сечения режущего участка нескольких иллюстративных эндодонтических инструментов, изготовленных в соответствии со способом настоящего изобретения;
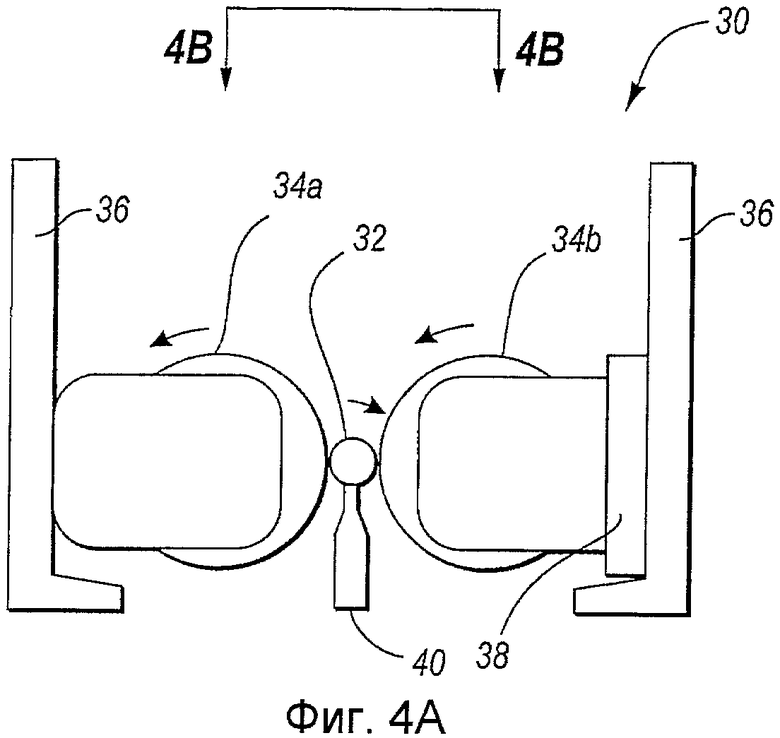
фиг.4А изображает схематичное представление формирования режущей кромки эндодонтического инструмента при помощи установки для роликового формования в соответствии с иллюстративным воплощением настоящего изобретения;
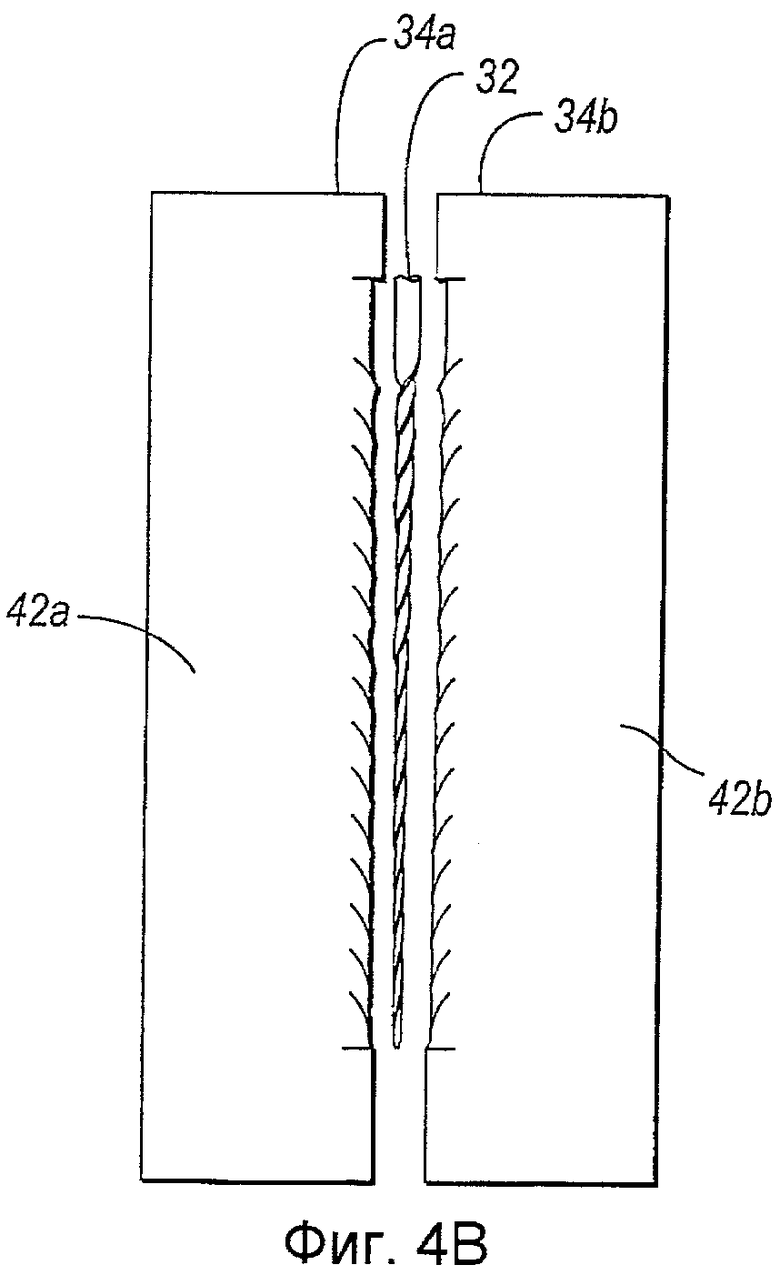
фиг.4В изображает покомпонентный вид сверху валков и заготовки с фиг.4А, когда осуществляется роликовое формование для формирования режущей кромки на заготовке;
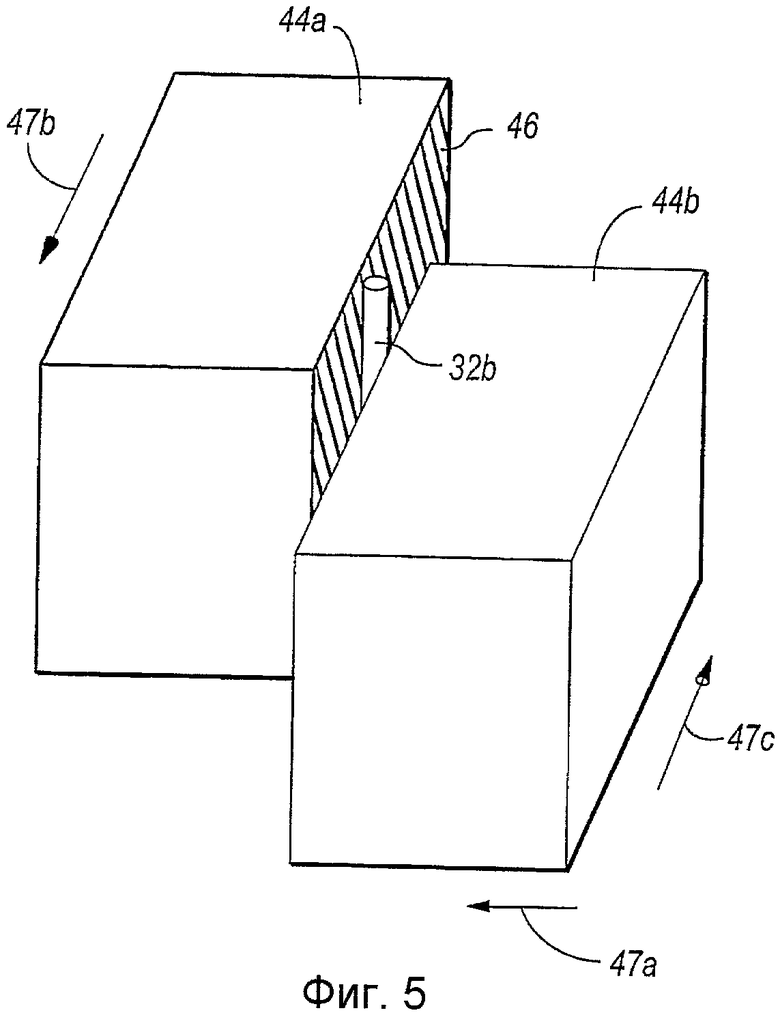
фиг.5 изображает схематичное представление формирования режущей кромки эндодонтического инструмента при помощи установки для прокатки в прямых калибрах в соответствии с иллюстративным воплощением настоящего изобретения;
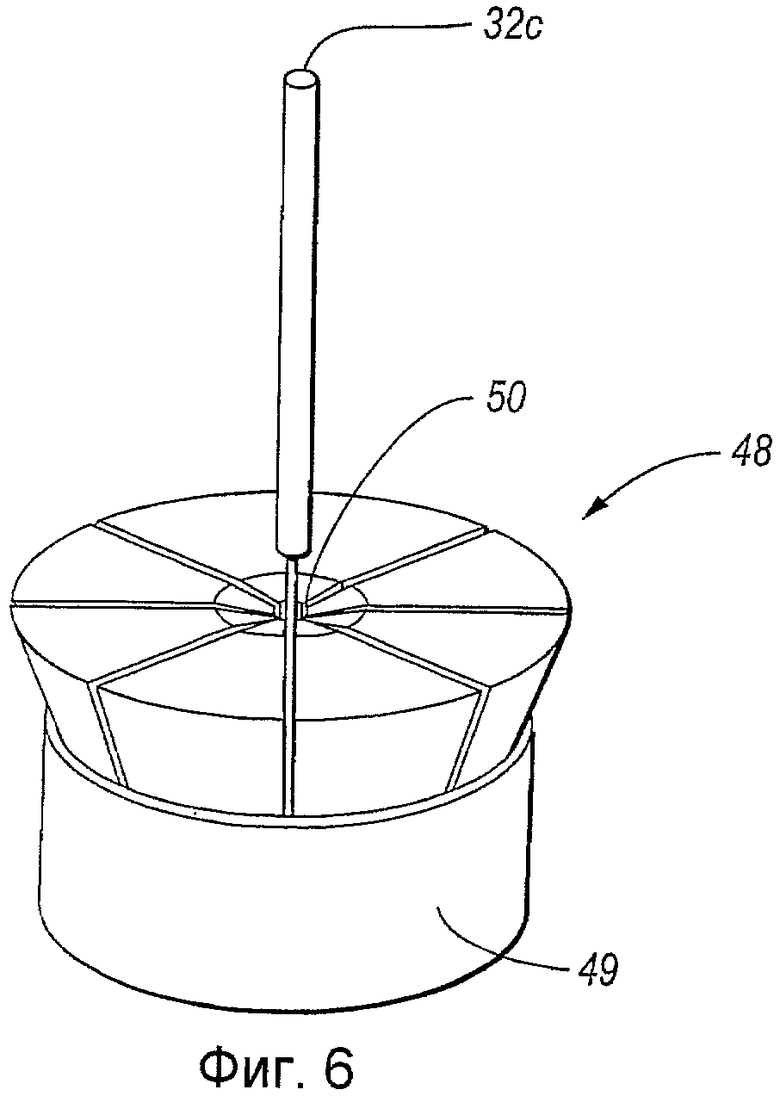
фиг.6 изображает схематичное представление формирования режущей кромки эндодонтического инструмента при помощи установки для радиального формования в соответствии с иллюстративным воплощением настоящего изобретения;
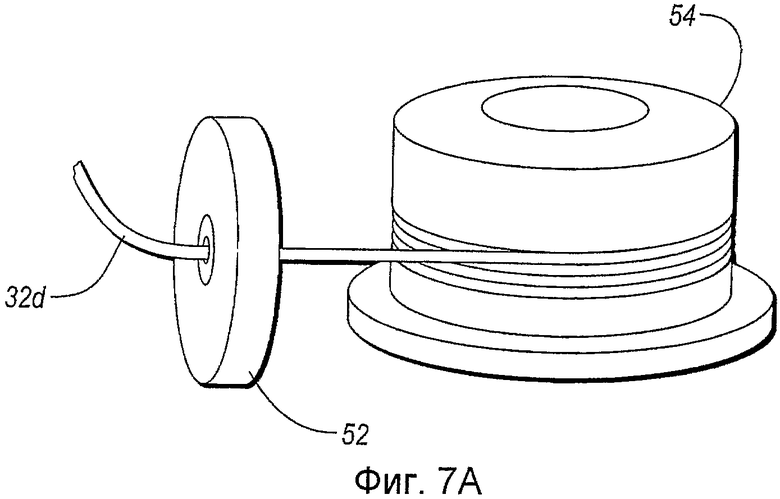
фиг.7А изображает схематичное представление формирования частично сформированной режущей кромки эндодонтического инструмента при помощи техники волочения проволоки согласно иллюстративному воплощению настоящего изобретения;
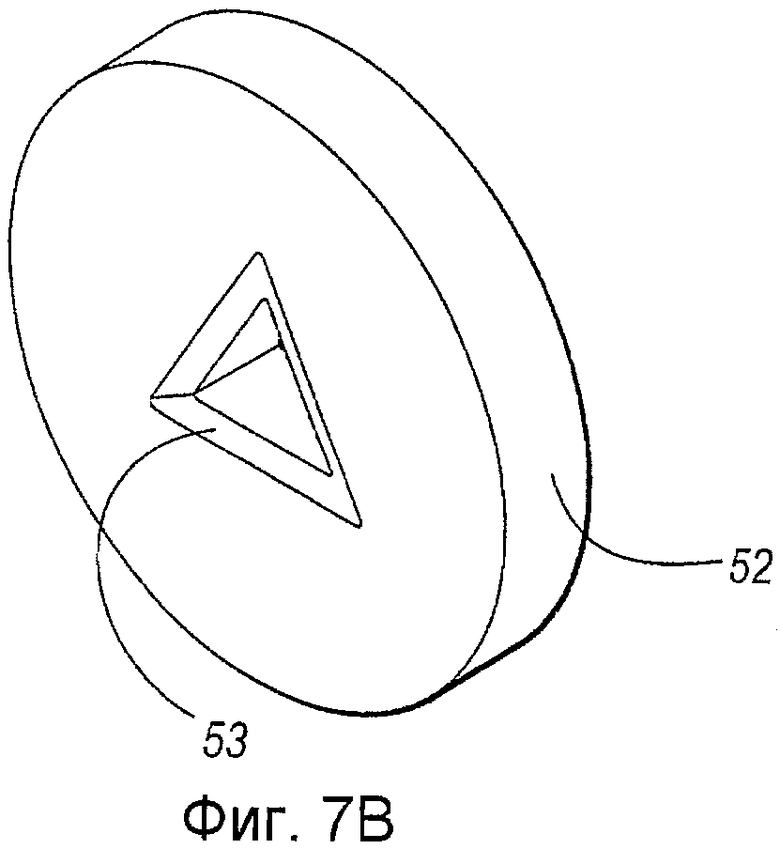
фиг.7В изображает вид в перспективе волоки, применяемой в технике волочения проволоки, показанной на фиг.7А; и
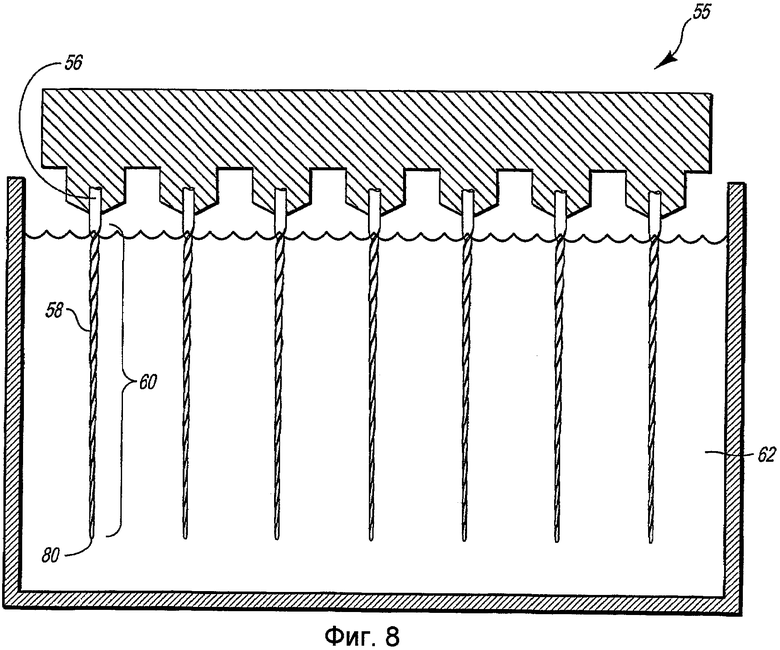
фиг.8 изображает схематичное представление химического травления множества эндодонтических инструментов для заострения режущей кромки каждого из множества эндодонтических инструментов.
ПОДРОБНОЕ ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВОПЛОЩЕНИЙ
Ниже приведено подробное описание эндодонтических инструментов и способов производства согласно настоящему изобретению, с отдельной ссылкой на чертежи, иллюстрирующие предпочтительные воплощения изобретения. Очевидно, что подобные структуры будут обозначены подобными ссылочными позициями. В целях обеспечения правильной интерпретации объема изобретения, далее будут даны определения некоторым терминам, используемым в заявке.
Используемые здесь термины эндодонтический "инструмент" и эндодонтические "инструменты" обозначают эндодонтические рашпили и прочие инструменты, применяемые в корневом канале или в другой эндодонтической процедуре.
Используемые здесь термины «многоугольник» и «многоугольный» обозначают форму, замкнутую и ограниченную прямыми или изогнутыми сторонами. Неограничивающие примеры включают в себя треугольную, квадратную, прямоугольную, пятиугольную форму, форму сферического треугольника или любые другие формы из многообразия правильных или неправильных форм.
Используемые здесь термины «химическое травление», «сдирание» и «травление» обозначают процедуру, посредством которой материал обрабатывается или формуется путем помещения его в химическую ванну. Во время нахождения в химической ванне происходит формование, так как слои металла "сдираются" или "вытравливаются" благодаря химическому воздействию ванны.
I. ИЛЛЮСТРАТИВНЫЕ ЭНДОДОНТИЧЕСКИЕ ИНСТРУМЕНТЫ
Ссылаясь на фиг.1 и 2, показан иллюстративный эндодонтический инструмент 10, содержащий металлический стержень 12, имеющий проксимальный конец 14 и дистальный конец 16. По меньшей мере участок металлического стержня 12 содержит режущий участок 18, который расположен между проксимальным концом 14 и дистальным концом 16. В настоящем воплощении, режущий участок 18 включает в себя по меньшей мере одну винтовую режущую кромку 20, которая проходит по спирали вокруг металлического стержня 12. Рукоятка 19 предусмотрена рядом с проксимальным концом 14 металлического стержня 12 для облегчения захвата эндодонтического инструмента 10 пользователем или для обеспечения присоединения к стоматологическому инструменту (например, к части вращающегося или возвратно-поступательного устройства, которую держат в руках).
Режущий участок 18 предпочтительно сужается между проксимальным концом 14 и дистальным концом 16, с уменьшающимся диаметром или шириной по направлению к дистальному концу 16. Сужение может быть непрерывным или с приращениями (т.е. ступенчатым). Сужение может быть любой величины, но предпочтительно, составляет от примерно 0,02 мм/мм до примерно 0,06 мм/мм. Конкретное сужение любого инструмента зависит от предполагаемого применения и предпочтений зубного врача. Например, сужение на 0,0225 мм/мм может быть предпочтительным при обработке корневого канала, в который следует поместить конус из гуттаперчи, имеющий сужение примерно на 0,02 мм/мм.
Режущий участок 18 может иметь длину примерно от 2 мм до полной длины стержня 12, которая может составлять до 30 мм и более. В показанном воплощении режущий участок 18 имеет длину, достаточную для того, чтобы проходить по существу на полную глубину корневого канала зуба, как показано на фиг.1. Однако, очевидно, что режущий участок может оканчиваться, не достигая дистального конца 16, как в коронковом рашпиле, или составлять небольшую длину около дистального конца 16, как в прикорневом рашпиле. Окончание или уменьшение длины режущего участка 18 около дистального конца 16 создает тупой конец, который способствует предотвращению нежелательного проникновения или выступания инструмента 10 в корень зуба или сквозь вершину корня.
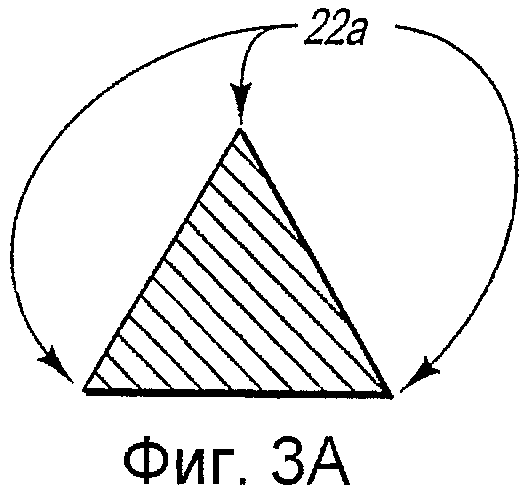
Режущий участок 18 инструмента, показанного на фиг.1 и 2, имеет треугольную конфигурацию поперечного сечения, состоящую из трех линейных сторон, что наилучшим образом показано на фиг.3А. Вершины 22а треугольника формируют режущие кромки 20. В других воплощениях, режущий участок 18 может иметь любое многоугольное поперечное сечение, такое, что когда стержень закручивается, формируются винтовые режущие кромки.
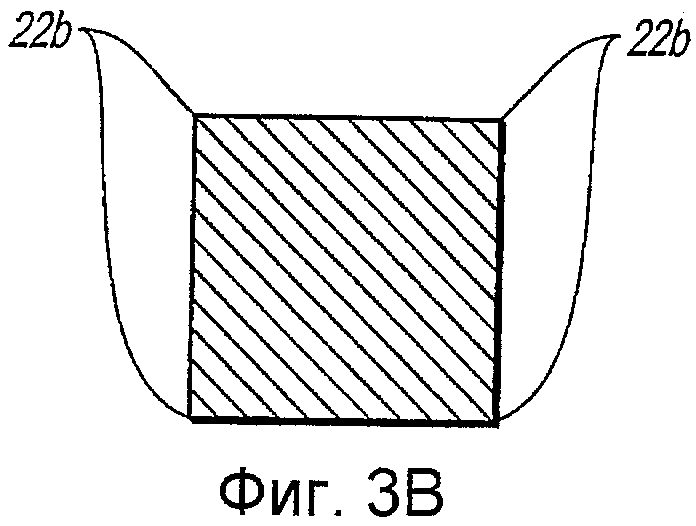
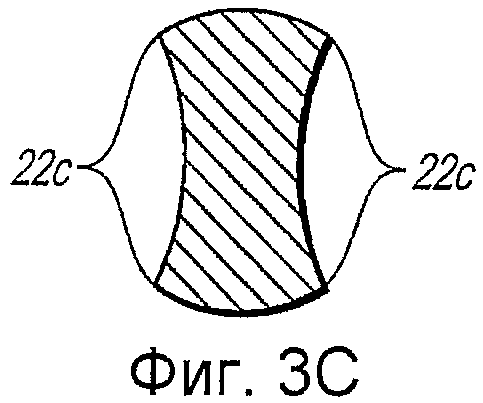
Несколько неограничивающих примеров подходящих многоугольных поперечных сечений показаны на фиг.3А-3G. Фиг.3А изображает треугольное поперечное сечение, в котором вершины 22а формируют три режущие кромки 20. Фиг.3В изображает квадратное поперечное сечение, в котором пересечения 22b линий формируют четыре режущие кромки. Фиг.3С изображает поперечное сечение, ограниченное четырьмя изогнутыми сторонами, две из которых выпуклые и две вогнутые. Пересечения 22с между выпуклыми и вогнутыми сторонами формируют четыре режущие кромки.
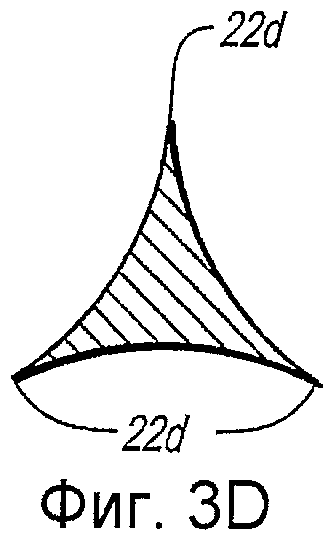
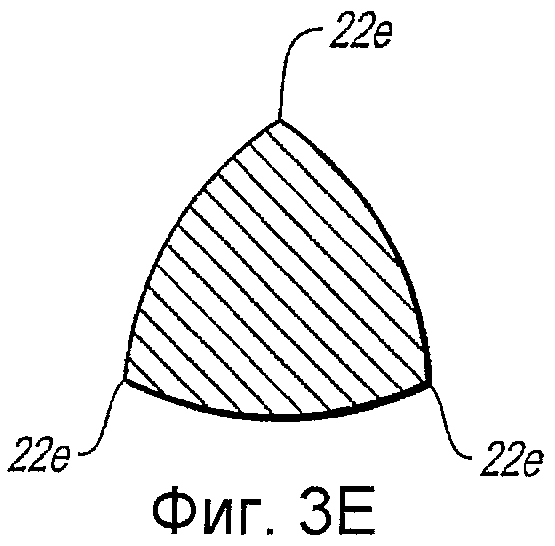
Фиг.3D и 3Е изображают альтернативные поперечные сечения в форме сферического треугольника, при этом треугольное поперечное сечение с фиг.3D имеет выпуклые поверхности между вершинами 22d треугольника, и треугольное поперечное сечение с фиг.3Е имеет вогнутые поверхности между вершинами 22е треугольника.
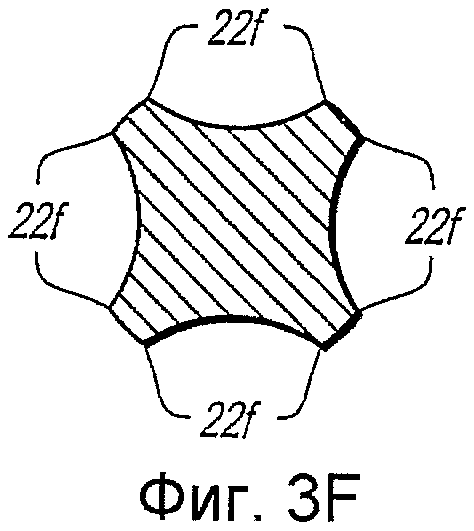
Фиг.3F изображает поперечное сечение, ограниченное комбинацией четырех вогнутых сторон, отделенных четырьмя прямыми сторонами. Пересечения 22F прямых и изогнутых сторон формируют восемь режущих кромок. Фиг.3G изображает поперечное сечение в форме неправильного многоугольника, ограниченное тремя вогнутыми сторонами, разделенными тремя выпуклыми сторонами. Пересечения 22g между шестью изогнутыми сторонами образуют шесть режущих поверхностей.
В иллюстративном воплощении, вершины или кромки 22а-22g различных поперечных сечений формируют винтовые режущие кромки. В одном воплощении, спираль формируется одновременно с формированием режущей кромки или частично сформированной режущей кромки. В альтернативном воплощении, для формирования винтовых кромок используется закручивание промежуточной детали.
Как описано ниже, эндодонтические инструменты согласно настоящему изобретению по меньшей мере частично сформированы путем осуществления этапа холодного формования. В иллюстративном воплощении, в ходе этапа холодного формования, эндодонтический инструмент подвергают холодной обработке. Такая холодная обработка улучшает свойства материала эндодонтического рашпиля путем устранения некоторых или всех микротрещин и изломов (т.е. путем снижения количества смещений в кристаллической решетке металла в заготовке). Поскольку все большие трещины начинаются с микроскопических трещин или изломов, эндодонтические инструменты согласно настоящему изобретению менее подвержены растрескиванию и разламыванию.
II. СПОСОБ ПРОИЗВОДСТВА
Иллюстративные способы производства эндодонтических инструментов в соответствии с настоящим изобретением включают в себя формирование по меньшей мере частично сформированной режущей кромки в куске материала при помощи техники холодного формования. Этапы иллюстративного воплощения включают в себя: (а) обеспечение заготовки, содержащей деформируемый материал; (b) обеспечение по меньшей мере одной матрицы, содержащей негативный отпечаток, соответствующей по меньшей мере частично сформированной режущей кромке эндодонтического инструмента; и (с) холодное формование заготовки при помощи по меньшей мере одной матрицы и достаточной силы для формирования по меньшей мере частично сформированной режущей кромки в заготовке.
Помимо формирования по меньшей мере частично сформированной режущей кромки, способы согласно настоящему изобретению также включают в себя создание различных модификаций эндодонтического инструмента, выполненного путем холодного формования. Иллюстративные модификации включают в себя формирование сужения, затупление конца эндодонтического инструмента и/или формование режущей кромки для придания ей формы спирали, например, путем закручивания эндодонтического инструмента.
А. ОБЕСПЕЧЕНИЕ ЗАГОТОВКИ
В иллюстративном воплощении заготовка, используемая в способах настоящего изобретения, представляет собой металлическую нить или проволоку. Металлическая нить или проволока может быть выбрана так, чтобы ее диаметр был близок к желаемому конечному диаметру эндодонтического инструмента.
Что касается ширины проволоки, размеры эндодонтических инструментов должны соответствовать установленным стандартам, с диапазоном толщины на дистальном конце 16 в 1,4 мм (размер 140) до толщины на дистальном конце 16 в 0,06 мм (размер 06). Диаметр выбирают так, чтобы он был близок или соответствовал диаметру конечного продукта, таким образом снижается количество пластической деформации, которую материал будет вынужден претерпевать в процессе холодного формования, и/или снижается количество материала, которое будет необходимо удалить на последующем этапе модификации.
Производитель, как правило, может модифицировать заготовку до и после холодного формования. Таким образом, заготовка может обладать любыми желаемым особенностями, такими как сужение или частичное формирование режущей кромки до холодного формования. Другими словами, заготовка должна быть лишь "заготовкой" относительно особенностей, которые формируются в ходе процесса холодного формования.
Заготовка, используемая в способах согласно настоящему изобретению, может состоять из любого материала, который является достаточно деформируемым для того, чтобы его можно было подвергать холодному формованию. В число предпочтительных материалов для формирования эндодонтических инструментов согласно настоящему изобретению входят нержавеющие стали и сплавы на титановой основе, такие как никель-титан. Сплавы нержавеющей стали являются предпочтительными благодаря сравнительно невысокой стоимости, хорошим рабочим характеристикам и биологической инертности. Сплавы на титановой основе, как правило, являются предпочтительными благодаря своей прочности и гибкости.
Примеры подходящих сплавов на титановой основе включают в себя никель-титан, хромникельтитановый сплав, сплав никеля, титана и меди, сплав никеля, титана и ниобия или любые другие суперэластичные металлические материалы. Несмотря на то, что любой подходящий материал может быть использован для изготовления эндодонтических инструментов согласно настоящему изобретению, сплавы на титановой основе являются предпочтительными, так как они являются прочными, и в то же время гибкими и упругими. В одном предпочтительном воплощении, никелево-титановый сплав предпочтительно имеет содержание титана в диапазоне от примерно 20% до примерно 80%, более предпочтительно в диапазоне от примерно 30% до примерно 70% и наиболее предпочтительно в диапазоне от примерно 40% до примерно 60%. В одном воплощении, остаток сплава может содержать никель и малые количества других ингредиентов, не оказывающих пагубного влияния на пригодность материала для использования в качестве эндодонтического инструмента.
Другой иллюстративный сплав на титановой основе включает в себя атомы металла, выбранного из металлов переходной валентности IV и V групп, и кислород. Примеры таких сплавов включают в себя сплавы, имеющие следующие формулы: 1Ti-12Ta-9Nb-3V-6Zr-10 и 1Ti-23Nb-0,7Ta-2Zr-10 (в молярных процентах). Дополнительные подробности, касающиеся этих сплавов, описаны в находящемся одновременно на рассмотрении Предварительном Заявлении США №60/586738, озаглавленном «Стоматологические шлифовальные инструменты, изготовленные из суперэластичных сплавов», заполненном 9 июля 2004 года.
Другие материалы, подходящие для холодного формования, могут быть использованы в способах согласно настоящему изобретению. Специалистам в области холодного формования знакомы другие типы материалов и техник, которые могут быть использованы в процессе холодного формования. Специалисты в данной области техники могут легко определить, подходит ли определенный металл для работы в данной системе.
В. ОБЕСПЕЧЕНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ МАТРИЦЫ
В способах согласно настоящему изобретению используется одна или более матриц для штамповки, литья или иного придания заготовке желаемой формы. Матрицы имеют негативный отпечаток, соответствующий законченной режущей кромке или частично сформированной режущей кромке эндодонтического инструмента. Режущие кромки, показанные на фиг.3А-3G и описанные выше, являются примерами особенностей, которым может соответствовать негативный отпечаток матрицы. Негативный отпечаток может также соответствовать другим особенностям эндодонтического инструмента, таким как сужение или тупой конец.
Негативный отпечаток может быть полностью выполнен в одной матрице, или альтернативно, негативный отпечаток может распространяться на более чем одну матрицу, так что использование множества матриц создает надлежащую соответствующую режущую кромку. Негативный отпечаток также сформирован, принимая в расчет перемещение матриц относительно заготовки в ходе процесса холодного формования. Одним из преимуществ использования множества матриц является то, что силы, создаваемые в процессе холодного формования, могут быть распределены по более чем одной матрице, таким образом снижая локализированные силы.
Негативный отпечаток может быть сформирован на матрице путем шлифования или травления матрицы, или при помощи других известных техник. Специалисты в области холодного формования знакомы с формированием негативных отпечатков, соответствующих желаемым особенностям, которые следует сформировать в процессе холодного формования.
С. ХОЛОДНОЕ ФОРМОВАНИЕ
Способ согласно настоящему изобретению включает в себя применение по меньшей мере одной техники холодного формования для формирования законченной режущей кромки или частично сформированной режущей кромки. Различные техники холодного формования могут быть использованы для формирования режущей кромки в заготовке. Подходящие техники холодного формования включают в себя роликовое профилирование, радиальное формование, прокатку в прямых калибрах, холодное волочение и подобные техники.
Фиг.4 схематично изображает иллюстративную установку 30 для роликового профилирования режущей кромки в заготовке 32. Установка 30 для роликового профилирования включает в себя правящие валки 34а и 34b. Правящие валки 34а и 34b имеют негативный отпечаток одной или более желаемых особенностей, которые следует выполнить в заготовке 32 путем прессования. Правящие валки 34а и 34b присоединены к раме 36 и вращаются вокруг горизонтальной оси. Правящий валок 34b может перемещаться относительно правящего валка 34а путем приведения в действие гидравлического пресса 38. Держатель 40 располагает заготовку 32 между правящими валками 34а и 34b. В ходе процесса роликового профилирования гидравлический пресс 38 прижимает правящие валки 34а и 34b друг к другу до тех пор, пока валки не зацепятся с заготовкой 32. Правящие валки 34а и 34b приводятся во вращение в одном направлении, что вынуждает заготовку 32 вращаться в противоположном направлении. По мере вращения правящих валков 34а и 34b негативный отпечаток на валках 34а и 34b выполняется в заготовке 32 путем прессования.
Фиг.4В изображает покомпонентный вид в перспективе валков 34а и 34b, зацепляющих заготовку 32а. Поверхности 42а и 42b валков 34а и 34b, соответственно, снабжены негативным отпечатком валков 34а и 34b. Негативный отпечаток соответствует по меньшей мере частично сформированной режущей кромке и сужению эндодонтического инструмента. Вращение валков 34а и 34b формирует по меньшей менее частично сформированную режущую кромку и сужение в заготовке 32а.
В иллюстративном воплощении, заготовка 32а представляет собой кусок металлической проволоки или нити. Для подачи заготовки 32а в правящие валки 34а и 34b могут быть использованы различные техники. Например, заготовка 32а может представлять собой проволоку, которая непрерывно подается в валки 34а и 34b при помощи завинчивающей силы валков. Альтернативно, заготовка 32а может быть прокатана и удалена. Дополнительно, заготовка 32а может быть отрезана до точной длины до холодного формования, в ходе или после него.
В другом воплощении изобретения, заготовка подвергается холодному формованию при помощи прокатки в прямых калибрах. Фиг.5 изображает матрицы 44а и 44b, которые могут быть использованы в устройстве для прокатки в прямых калибрах для формирования эндодонтического инструмента в соответствии с настоящим изобретением. В данном воплощении, поверхность 46 матрицы 44а имеет негативный отпечаток, соответствующий по меньшей мере частично сформированной режущей кромке. Противоположная поверхность матрицы 44b подобным образом имеет негативный отпечаток, соответствующий по меньшей мере частично сформированной режущей кромке.
Матрицы 44a и 44b используются для формирования по меньшей мере частично сформированной режущей кромки в заготовке 32b при помощи установки для прокатки в прямых калибрах, которая прижимает матрицы 44а и 44b друг к другу для зацепления заготовки 32b, как показано стрелкой 47а. Матрицы 42а и 42b также вынуждаются к скольжению друг относительно друга, как показано стрелками 47b и 47с. По мере скольжения матриц 44а и 44b друг относительно друга, заготовка 32b прокатывается, и негативный отпечаток на поверхностях матриц 44а и 44b формирует по меньшей мере частично сформированную режущую кромку. В другом воплощении, матрицы 44а и 44b имеют такую конфигурацию, чтобы формировать сужение в заготовке помимо формирования режущей кромки.
В еще одном воплощении настоящего изобретения для формирования эндодонтического инструмента применяется процесс радиального формования. На Фигуре 6 изображен ряд радиальных матриц 48 внутри приводного кольца 49. Ряд радиальных матриц 48 и приводное кольцо 49 используются в установке для радиального формования, известной специалистам в данной области техники. Матрицы 48 имеют негативный отпечаток на поверхностях, формирующих полость 50. Негативный отпечаток соответствует по меньшей мере частично сформированной режущей кромке и/или сужению эндодонтического инструмента. Эти особенности формируются в заготовке 32с, расположенной внутри матриц 48, путем перемещения приводного кольца 49 вверх вокруг матриц 48. По мере перемещения вверх приводного кольца 49, матрицы 48 перемещаются радиально к заготовке 32с. Матрицы 48 зацепляют заготовку 32с, и негативный отпечаток на матрицах 46 формирует по меньшей мере частично сформированную режущую кромку и/или сужение в заготовках 32с.
В другом воплощении, процесс холодного волочения используется для формирования режущей кромки или частично сформированной режущей кромки в заготовке. Фиг.7А изображает заготовку 32d в форме необрезанной металлической проволоки, которая протягивается сквозь волоку 52 и наматывается на волочильный барабан 54. Как показано на фиг.7В, волока 52 имеет негативный отпечаток 53, соответствующий треугольной форме. По мере волочения заготовки 32d сквозь волоку 52 заготовке 32d придается треугольная форма. Заготовка 32d может быть отрезана до желаемой длины до или после волочения через волоку 52. Заготовка 32d может также лишь частично проволакиваться через волоку 52, так что участок заготовки 32d не является треугольным. Оставление части заготовки 32d неотформованной может быть предпочтительным для добавления рукоятки к эндодонтическому инструменту. Дополнительно, как описано ниже более подробно, холоднотянутый кусок, имеющий многоугольное поперечное сечение, может быть скручен для создания винтовой режущей кромки.
В некоторых воплощениях настоящего изобретения осуществляются два или более этапов холодного формования для обеспечения желаемой особенности или особенностей. В иллюстративном воплощении, на первом этапе холодного формования в заготовке формируется сужение или частично сформированное сужение. На последующем этапе, режущая кромка или частично сформированная режущая кромка формируется в заготовке. Однако, в альтернативном воплощении, сужение и режущая кромка могут быть сформированы в одном процессе холодного формования. Специалисты в данной области техники способны (на основании настоящего описания) определить число и типы техник холодного формования, которые могут быть выполнены над определенным материалом.
Дополнительные техники холодного формования могут быть использованы для формирования по меньшей мере частично сформированной режущей кромки и/или других особенностей эндодонтического инструмента согласно настоящему изобретению. Например, могут быть использованы другие формы прокатки при помощи несимметричных колес или более чем двух колес. Дополнительно, для формирования режущей кромки или частично сформированной режущей кромки могут быть использованы такие техники, как экструдирование и обжим.
Способы формирования эндодонтического инструмента при помощи холодного формования согласно настоящему изобретению позволяют сформировать эндодонтический инструмент с практически любым желаемым поперечным сечением. Эндодонтические инструменты могут иметь любое желаемое сужение и могут иметь неравномерные признаки. Таким образом, при помощи техники холодного формования согласно настоящему изобретению форма эндодонтического инструмента может быть выбрана так, чтобы обеспечивать полезные свойства, такие как гибкость, помимо желаемых режущих свойств.
В некоторых воплощениях настоящего изобретения, холодное формование не производит законченный продукт. Например, в некоторых воплощениях, холодное формование не производит достаточно острой или суженной режущей кромки. Достаточность остроты стоматологического инструмента зависит от предпочтений зубного врача или применения, в котором будет использоваться данный инструмент. Таким образом, в некоторых воплощениях настоящего изобретения могут потребоваться дополнительные этапы или модификации, описанные ниже. В этих случаях, процесс холодного формования производит промежуточный инструмент. Тем не менее, даже когда холодное формование производит лишь промежуточный инструмент, этап или этапы холодного формования согласно настоящему изобретению могут иметь множество преимуществ, связанных со снижением себестоимости, благодаря устранению дорогостоящих производственных процессов, снижению применения дорогостоящих производственных процессов или обеспечению возможности использовать полностью новые и более дешевые процессы.
D. ДОПОЛНИТЕЛЬНЫЕ МОДИФИКАЦИИ ПРОМЕЖУТОЧНЫХ ИНСТРУМЕНТОВ
Для дополнительного модифицирования холодно-деформированной заготовки могут быть осуществлены дополнительные этапы для обеспечения дополнительных или улучшенных особенностей. Например, производство эндодонтических инструментов может включать в себя формирование сужения, заострение режущей кромки, затупление конца, формирование винтовой режущей кромки, обеспечение рукоятки или подобных особенностей.
Для заострения режущей кромки и/или формирования сужения могут быть использованы различные процессы. В иллюстративном воплощении, для заострения частично сформированной режущей кромки используется процесс химического травления, таким образом производя законченную режущую кромку. Фиг.8 изображает иллюстративную установку 55 для химического травления промежуточного эндодонтического инструмента 56, имеющего сужение и частично сформированную режущую кромку 58 вдоль режущего участка 60. Любое количество промежуточных инструментов может одновременно подвергаться химическому травлению, как показано дополнительными промежуточными эндодонтическими инструментами, продемонстрированными на фиг.8.
Для химического травления режущей кромки 58 вдоль участка 60 промежуточные эндодонтические инструменты погружаются в состав 62 для химического травления. В иллюстративном воплощении, состав для химического травления включает в себя кислоту, воду и смачивающий компонент. Подходящие кислоты включают в себя фтороводородную кислоту и азотную кислоту. Один из предпочтительных в настоящее время составов включает в себя около 10% фторводородной кислоты, около 20% азотной кислоты, около 0,8% Dapco 6001, смачивающего компонента и остатка воды (в % от объема).
В другом воплощении к установке для химического травления и эндодонтическим инструментам присоединены электроды, так что сквозь состав для химического травления и эндодонтический инструмент проходит ток. Ток, проходящий через состав, может нагревать состав для повышения скорости реакции химического травления и/или для удаления материала с поверхности промежуточного эндодонтического рашпиля путем электролиза. В целях настоящего изобретения, применение химического травления и электролиза называется электрохимическим травлением.
Химическое травление частично сформированной режущей кромки заостряет кромку, так как процесс химического травления удаляет равномерный слой материала с поверхности. Поскольку материал удаляется равномерно, ширина режущей кромки становится постепенно тоньше, таким образом заостряя режущую кромку.
В другом воплощении, промежуточные инструменты могут также быть сужены при помощи процесса химического травления. Режущий участок 60 каждого промежуточного инструмента сужается путем постепенного ввода и извлечения режущего участка 60 из состава 62 для химического травления. С участков эндодонтического инструмента, которые остаются в составе 62 для химического травления в течение более долгого периода, удаляется больше материала. Путем извлечения эндодонтического инструмента из состава для химического травления с медленной постоянной скоростью формируется равномерное сужение.
В случае инструментов, которые дополнительно обрабатываются путем шлифования или механической обработки, химическое травление может быть использовано для удаления микроскопических изломов или трещин, вызванных шлифованием, которые могут с легкостью увеличиваться в ходе использования, вызывая разламывание рашпиля в корневом канале пациента. Химическое травление способно удалять такие трещины, обеспечивая превосходную прилежащую поверхность и рашпиль, обладающий большим сопротивлением разламыванию в ходе использования.
Дополнительные аспекты химического травления эндодонтических инструментов описаны в находящейся одновременно на рассмотрении заявке США №10/436938, озаглавленной «Способы производства эндодонтических инструментов», поданной 13 мая 2003 года, и в находящейся одновременно на рассмотрении заявке США №10/991178, озаглавленной «Способы для производства эндодонтических инструментов», поданной 17 ноября 2004 года.
Способы производства эндодонтических инструментов согласно настоящему изобретению могут включать в себя использование других известных техник, таких как резание, шлифование, механическая обработка, микрообработка лазером, пескоструйная обработка и их комбинации. Более подробное описание иллюстративного процесса механического обработки или шлифования изложено в патенте США №5762641, касательно механической обработки или шлифования, но модифицировано и улучшено в соответствии с изобретением так, чтобы включать процессы холодного формования, как описано здесь. Эти техники могут быть использованы для заострения режущей кромки, создания сужения или иного модифицирования эндодонтического инструмента. Например, некоторые эндодонтические инструменты имеют слегка затупленный или тупой конец, такой, что конец эндодонтического инструмента не проникает сквозь стенки корневого канала и не вызывает выступания. Затупление конца может экономично осуществляться при помощи шлифовального станка.
В некоторых иллюстративных воплощениях, после холодного формования получают промежуточный инструмент, требующий скручивания или закручивания для формирования винтовой режущей кромки. Скручивание, как правило, осуществляется путем удержания одного конца режущего участка неподвижным во время закручивания противоположного конца. Скручивание промежуточного инструмента может вызвать скручивание вершин инструмента многоугольной формы для образования винтовых режущих поверхностей вдоль режущего участка. Эндодонтические инструменты, как правило, имеют винтовую режущую кромку. Винтовые режущие кромки являются предпочтительными, так как они могут разрезать или удалять ткань по мере поворачивания врачом инструмента в корневом канале или перемещения инструмента вверх и вниз внутри корневого канала.
Эндодонтические инструменты и способы производства эндодонтических инструментов, в соответствии с настоящим изобретением, обеспечивают множество преимуществ над инструментами и способами предшествующего уровня техники. Формирование режущей кромки или частичное формирование режущей кромки при помощи процессов холодного формования, описанных здесь, значительно уменьшает время и затраты, необходимые для производства эндодонтических инструментов. Дополнительно, холодное формование эндодонтических инструментов улучшает свойства материала инструментов, таким образом снижая вероятность возникновения поломки в ходе эндодонтической процедуры.
Настоящее изобретение может быть воплощено в других специфических формах, не нарушая его идеи или существенных особенностей. Описанные воплощения следует рассматривать во всех смыслах лишь как иллюстративные, а не ограничивающие. Объем изобретения, следовательно, определяется прилагаемой формулой изобретения, а не вышеприведенным описанием. Все изменения, находящиеся внутри значения и диапазона эквивалентности формулы изобретения, должны охватываться объемом изобретения.
Группа изобретений относится к стоматологии. Эндодонтические инструменты имеют желаемую режущую кромку. Эндодонтические инструменты формируют, по меньшей мере частично, при помощи процесса холодного формования. Способ формирования эндодонтического инструмента включает в себя обеспечение исходной металлической нити или проволоки и установки для роликового профилирования. Установка включает в себя валки с негативным отпечатком режущей кромки. Валки прижимают к заготовке с достаточной силой для того, чтобы валки, по меньшей мере, частично формировали режущую кромку в заготовке. Любая желаемая форма может быть придана заготовке путем выбора валка с надлежащим соответствующим негативным отпечатком. Техники холодного формования, подходящие для формирования эндодонтических инструментов, включают в себя роликовое профилирование, прокатку в плоских калибрах, радиальное формование, холодное волочение и подобные техники. Рашпили могут быть заострены или иным образом модифицированы до или после холодного формования при помощи техники, такой как резание, шлифование и химическое травление. В результате способ формирования эндодонтического инструмента позволяет снизить стоимость производства эндодонтических рашпилей, но сохранить или повысить их прочность. 7 н. и 24 з.п. ф-лы, 8 ил.
1. Способ производства эндодонтического инструмента, содержащий
(a) обеспечение заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, который соответствует, по существу, законченному эндодонтическому инструменту, имеющему, по меньшей мере, три, по существу, законченные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и который имеет длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба; и
(c) холодная обработка заготовки, используя указанную, по меньшей мере, одну матрицу, содержащую негативный отпечаток, для формирования, по существу, законченного эндодонтического инструмента, имеющего, по меньшей мере, три, по существу, сформированные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и который имеет длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба.
2. Способ по п.1, при котором холодную обработку осуществляют при помощи, по меньшей мере, одной из следующих техник: роликовое профилирование, радиальное формование, прокатка в прямых калибрах или холодное волочение.
3. Способ по п.1, при котором заготовка содержит металлическую нить или проволоку.
4. Способ по п.1, при котором деформируемый материал содержит нержавеющую сталь или сплав на титановой основе.
5. Способ по п.1, дополнительно содержащий дополнительную модификацию эндодонтического инструмента посредством дальнейшего заострения, по меньшей мере, одной из, по существу, законченных и непрерывных режущих кромок после холодной обработки заготовки.
6. Способ по п.5, при котором дополнительное заострение указанных, по меньшей мере, трех, по существу, законченных и непрерывных режущих кромок осуществляют при помощи одной или более из следующих техник: резание, шлифование, механическая обработка, химическое травление, электрохимическое травление, микрообработка лазером или пескоструйная обработка.
7. Способ по п.1, при котором обеспечение заготовки содержит обеспечение суженной металлической нити или проволоки, имеющей диаметр, который уменьшается от проксимального конца по направлению к дистальному концу, сформированной при помощи, по меньшей мере, одной из следующих техник: холодное формование, резание, шлифование, механическая обработка, химическое травление, электрохимическое травление, микрообработка лазером или пескоструйная обработка.
8. Способ по п.1, дополнительно содержащий сужение эндодонтического инструмента путем химического травления.
9. Способ по п.1, при котором негативный отпечаток матрицы дополнительно соответствует суженному эндодонтическому инструменту, имеющему диаметр, который уменьшается от проксимального конца по направлению к дистальному концу, так что при холодной обработке образуют суженный эндодонтический инструмент, имеющий диаметр, который уменьшается от проксимального конца по направлению к дистальному концу.
10. Способ по п.1, при котором негативный отпечаток дополнительно соответствует тупому концу эндодонтического инструмента так, что при холодной обработке образуют эндодонтический инструмент, имеющий тупой конец.
11. Способ по п.1, дополнительно содержащий дополнительное модифицирование указанного эндодонтического инструмента посредством затупления конца эндодонтического инструмента при помощи, по меньшей мере, одной из следующих техник: резание, шлифование, механическая обработка, химическое травление, электрохимическое травление, микрообработка лазером или пескоструйная обработка.
12. Способ производства эндодонтического инструмента, содержащий
(a) обеспечение заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, соответствующий, по существу, законченному эндодонтическому инструменту, имеющему, по меньшей мере, три, по существу, законченные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и который имеет длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба; и
(с) прокатку заготовки, используя указанную, по меньшей мере, одну матрицу, содержащую негативный отпечаток, и с достаточной силой для формирования эндодонтического инструмента, имеющего, по меньшей мере, три, по существу, сформированные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и который имеет длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба.
13. Способ по п.12, при котором прокатка заготовки содержит одну из следующих техник: роликовое профилирование, прокатку в прямых калибрах или их комбинацию.
14. Способ по п.12, при котором при прокатке заготовки образуют эндодонтический инструмент, имеющий многоугольное поперечное сечение.
15. Способ по п.14, при котором многоугольное поперечное сечение представляет собой, по меньшей мере, одно из следующих сечений: квадратное, треугольное, многоугольное с прямыми поверхностями, многоугольное с вогнутыми поверхностями или многоугольное с выпуклыми поверхностями.
16. Способ по п.12, дополнительно содержащий химическое травление эндодонтического инструмента для того, чтобы заострить, по меньшей мере, участок указанных, по меньшей мере, трех режущих кромок.
17. Способ по п.16, при котором химическое травление осуществляют путем постепенного ввода и/или извлечения эндодонтического инструмента после этапа (с) из состава для химического травления с заданной скоростью.
18. Способ по п.16, при котором эндодонтический инструмент подвергают химическому травлению при помощи раствора фтороводородной кислоты и/или азотной кислоты, воды и смачивающего компонента.
19. Способ по п.15, при котором при прокатке заготовки формируют, по меньшей мере, три винтовых режущих кромки.
20. Способ производства эндодонтического инструмента, содержащий
(a) обеспечение заготовки, содержащей деформируемый материал;
(b) обеспечение матрицы, содержащей негативный отпечаток, который соответствует, по существу, законченному эндодонтическому инструменту, имеющему многоугольное поперечное сечение, по меньшей мере, три частично законченные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и длину и ширину так, чтобы быть легко вставляемым внутрь корневого канала зуба;
(c) прокатку заготовки с использованием указанной, по меньшей мере, одной матрицы, содержащей негативный отпечаток, и с достаточной силой для формирования эндодонтического инструмента, имеющего многоугольное поперечное сечение, по меньшей мере, три частично законченные и непрерывные режущие кромки, разнесенные вокруг продольной оси эндодонтического инструмента, и длину и ширину так, чтобы быть легко вставляемым внутрь корневого канала зуба; и
(d) скручивание эндодонтического инструмента для того, чтобы преобразовать указанные, по меньшей мере, три частично законченные и непрерывные режущие кромки в винтовые режущие кромки.
21. Способ по п.20, при котором прокатка содержит одну из следующих техник: роликовое профилирование или прокатку в прямых калибрах.
22. Способ по п.20, при котором многоугольное поперечное сечение, формируемое на этапе с), используя матрицу, содержащую негативный отпечаток, является, по меньшей мере, одним из следующих сечений: квадратное, треугольное, многоугольное с прямыми поверхностями, многоугольное с вогнутыми поверхностями или многоугольное с выпуклыми поверхностями.
23. Способ по п.20, дополнительно содержащий заострение указанных, по меньшей мере, трех частично законченных и непрерывных режущих кромок и/или винтовых режущих кромок путем химического травления.
24. Способ производства эндодонтического инструмента, содержащий
(a) обеспечение несуженной заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, который соответствует, по меньшей мере, частично сформированной режущей кромке и суженному эндодонтическому инструменту, имеющему диаметр, который уменьшается от проксимального конца по направлению к дистальному концу эндодонтического инструмента, и длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба; и
(с) холодную обработку заготовки с использованием указанной, по меньшей мере, одной матрицы и достаточной силы для формирования эндодонтического инструмента, имеющего, по меньшей мере, частично сформированную режущую кромку, и который сужается так, чтобы иметь диаметр, который уменьшается от проксимального конца по направлению к дистальному концу эндодонтического инструмента, и длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба.
25. Способ по п.24, при котором холодная обработка заготовки содержит одну из следующих техник: роликовое профилирование, радиальное формование, прокатка в прямых калибрах, холодное волочение или их комбинации.
26. Способ по п.24, дополнительно содержащий химическое травление эндодонтического инструмента для заострения указанной, по меньшей мере, частично сформированной режущей кромки путем помещения эндодонтического инструмента в кислотную ванну.
27. Способ производства эндодонтического инструмента, содержащий
(а) обеспечение несуженной заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, соответствующий суженному эндодонтическому инструменту; и
(c) холодную обработку несуженной заготовки с использованием указанной, по меньшей мере, одной матрицы и достаточной силы для формирования суженного эндодонтического инструмента.
28. Способ по п.27, при котором негативный отпечаток соответствует, по меньшей мере, частично сформированной режущей кромке эндодонтического инструмента так, что этап (с) дополнительно содержит формирование, по меньшей мере, частично сформированной режущей кромки в эндодонтическом инструменте.
29. Способ по п.27, дополнительно содержащий
(a) обеспечение, по меньшей мере, одной второй матрицы, содержащей негативный отпечаток, соответствующий, по меньшей мере, частично сформированной режущей кромке эндодонтического инструмента; и
(b) холодную обработку эндодонтического инструмента после этапа (с) с использованием указанной, по меньшей мере, одной второй матрицы и достаточной силы для формирования, по меньшей мере, частично сформированной режущей кромки.
30. Способ производства эндодонтического инструмента, содержащий
(a) обеспечение заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, который соответствует трем или более по меньшей мере частично сформированным винтовым режущим кромкам, разнесенным вокруг продольной оси, по существу, законченного эндодонтического инструмента, имеющего такие сужения, длину и ширину, что он выполнен легко вставляемым внутрь корневого канала зуба; и
(с) холодную обработку заготовки с использованием указанной, по меньшей мере, одной матрицы, содержащей негативный отпечаток, и достаточной силы для формирования, по существу, законченного эндодонтического инструмента, имеющего три или более, по меньшей мере, частично сформированных винтовых режущих кромок, разнесенных вокруг продольной оси, по существу, законченного эндодонтического инструмента, имеющего такие сужение, длину и ширину, что он выполнен легко вставляемым внутрь корневого канала зуба.
31. Способ производства эндодонтического инструмента,
содержащий
(a) обеспечение заготовки, содержащей деформируемый материал;
(b) обеспечение, по меньшей мере, одной матрицы, содержащей негативный отпечаток, который соответствует трем или более, по меньшей мере, частично сформированным режущим кромкам, разнесенным вокруг продольной оси эндодонтического инструмента, имеющего длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба;
(c) холодную обработку заготовки с использованием указанной, по меньшей мере, одной матрицы и достаточной силы для формирования зндодонтического инструмента, имеющего три или более, по меньшей мере, частично сформированных режущих кромок, разнесенных вокруг продольной оси эндодонтического инструмента, имеющего длину и ширину так, что он выполнен легко вставляемым внутрь корневого канала зуба; и
(d) заострение одной или более режущих кромок путем химического травления.
| US 6299445 B1, 09.10.2001 | |||
| US 5984679 A, 16.11.1999 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО БОРА | 1996 |
|
RU2102028C1 |
| US 3406555 A, 22.10.1968. | |||

