Область применения
Настоящее изобретение относится к лезвиям для бритвенных приборов и, в частности, к покрытиям на режущих кромках лезвий бритвенных приборов и способам их формирования.
Уровень техники
Сведущим в данной области техники хорошо известно, что прибор для влажного бритья, содержащий лезвия с фторполимерным покрытием, по своим характеристикам значительно превосходит аналогичный прибор с лезвиями без такого покрытия. Одним из наиболее часто используемых фторполимеров, применяемых для формирования покрытий на лезвиях бритвенных приборов, является политетрафторэтилен (ПТФЭ), например Teflon®. Нанесение на режущие кромки лезвий покрытия из политетрафторэтилена (например, теломерного) значительно снижает величину усилия, требующегося для срезания волос бороды и прочих типов волос. Уменьшение усилия для срезания волос является очень желательным, так как при этом значительно улучшаются и прочие характеристики бритья, включая его безопасность, тщательность и комфорт. Примеры лезвий, на кромки которых нанесено покрытие из политетрафторэтилена, описаны в патенте США 3071856.
Для нанесения полимерных покрытий (например, из политетрафторэтилена) на кромки лезвий могут использоваться различные процессы. В частности, используются процессы нанесения покрытий из политетрафторэтилена с использованием дисперсий на водной основе, а также с помощью дисперсий на основе органических растворителей. Нанесение покрытий с использованием дисперсий на водной основе может, например, проводиться способами распыления, центрифугирования и погружения. Нанесение покрытий из ПТФЭ на кромки лезвий может также производиться с помощью способов, связанных с применением вакуума, таких как, например, вакуумное распыление или термохимическое осаждение паров. Однако, с точки зрения качества, себестоимости и воздействия на окружающую среду наиболее предпочтительным способом является распыление содержащих ПТФЭ дисперсий на водной основе. Способы нанесения покрытий, основанные на использовании дисперсий ПТФЭ в органических растворителях, также применяются в данной области техники. Примером такой дисперсии является дисперсия Vydax 100 на основе изопропанола производства Dupont, и ее применение описано в патенте США 5477756.
Независимо от того, используется ли дисперсия на водной или органической основе, при ее распылении с последующим отжигом на кромках лезвий образуется покрытие с неравномерной морфологией поверхности (при рассмотрении в микроскопическом масштабе), особенно в области, наиболее близкой к острию, как показано на фиг.1. Это может быть вызвано наличием в дисперсии частиц ПТФЭ различного размера, неравномерным смачиванием лезвия и динамическими изменениями распределения масс в распыляемом потоке. Средняя толщина покрытия из ПТФЭ, получаемого способом распыления, как правило, составляет от примерно 0,2 мкм до примерно 0,5 мкм.
Следует отметить, что чем тоньше покрытие из ПТФЭ на кромках лезвий, тем меньшая сила требуется для резки волос (предполагается, что покрытие равномерное). Поэтому, хотя с одной стороны это желательно, с другой стороны, слишком тонкое покрытие из ПТФЭ на кромке лезвия может не обеспечивать достаточного качества покрытия и приводить к его низкой износостойкости ввиду специфических свойств материала ПТФЭ. Слишком толстое покрытие из политетрафторэтилена может приводить к большому усилию при срезании волос (особенно на начальном этапе), что в свою очередь может приводить к тянущим кожу ощущениям, снижению эффективности и в конечном итоге недостаточному комфорту бритья. В этой связи перед производителями всегда стоит задача выдержать баланс между получением как можно более тонкого полимерного покрытия и сохранением прочих необходимых характеристик лезвия.
Поэтому в данной области техники продолжаются попытки получения тонкого плотного и равномерного покрытия на кромке лезвия, обеспечивающего крайне низкий коэффициент трения.
Предыдущие попытки достигнуть этой цели, заключавшиеся в использовании различных дисперсий ПТФЭ, введении в них модифицирующих добавок, например поверхностно-активных веществ, и/или оптимизации условий распыления и отжига, оказались недостаточно результативными.
Известные способы уменьшения толщины покрытий ПТФЭ на кромках лезвий включают: (1) механическое истирание, полировку или сдвиг; (2) использование лучевых потоков высокой энергии (электронное, гамма-, рентгеновское или синхротронное излучение) и плазменное травление и (3) использование технологии Flutec® или перфторпергидрофенантренолигомеров (PPI-1).
Недостатком первой технологии (механического истирания) является то, что оно является трудно контролируемым, в результате чего покрытие может получаться неравномерным и может быть даже повреждена кромка лезвия. Недостатком использования пучков высокой энергии для уменьшения толщины покрытий из ПТФЭ является то, что они могут разрывать перекрестные связи и уменьшать молекулярный вес полимера, в результате чего увеличивается сила трения и сила, требующаяся для резки.
Одной из наиболее успешных оказалась технология Flutec®, описанная в патенте США 5985459, позволяющая уменьшить толщину слишком толстых покрытий из ПТФЭ, полученных способом распыления и отжига. Пример такого процесса 10, традиционно применяемого в настоящее время, изображен на фиг.1. На лезвие 12 напыляются частицы политетрафторэтилена, откладывающиеся на его острие 13 и вблизи него. На этапе 14 производится их отжиг в атмосфере аргона под давлением около 1 атм и при температуре от примерно 330°С до примерно 370°С, в результате чего получается отожженное покрытие 16 из политетрафторэтилена. Как правило, средняя толщина покрытия из ПТФЭ после распыления составляет от примерно 0,2 мкм до примерно 0,5 мкм.
После этого на этапе 17 применяется собственно технология Flutec®, заключающаяся в получении отожженного покрытия 16 утонченного политетрафторэтиленового покрытия 18. Данный процесс, как правило, осуществляется погружением лезвий с отожженным политетрафторэтиленовым покрытием 16 в растворители при высокой температуре (от примерно 270°С до примерно 370°С). Используемые для данного процесса растворители включают перфторалканы, перфторциклоалканы и перфторполиэфиры.
Технология Flutec® позволяет получить более равномерное политетрафторэтиленовое покрытие 18 толщиной от примерно 10 нм до примерно 20 нм, что позволяет снизить силу, требующуюся для первичного разрезания волокон войлока с помощью лезвий, кромки которых обработаны таким способом, на 40% по сравнению с большинством лезвий, выпускавшихся до использования технологии Flutec®. Однако основным недостатком процесса Flutec® является то, что, хотя большую часть применяемых в нем растворителей можно использовать вторично, часть все же приходится удалять как отходы.
Еще одним недостатком технологии Flutec® является то, что растворителями, как правило, вымывается большая часть политетрафторэтиленового материала отожженного покрытия 16, которое, как было описано выше, все же улучшает некоторые характеристики лезвия.
Еще одним недостатком технологии Flutec® является то, что получаемые с помощью нее покрытия являются пористыми, так как молекулы в них не уложены плотно. Соответственно, трудно получить покрытия с требуемым большим молекулярным весом.
Поэтому сохраняется необходимость в альтернативных устройствах и способах получения тонких однородных и плотных покрытий на кромках лезвий.
Сущность изобретения
В настоящем изобретении предлагается способ формирования кромки лезвия для бритвенного прибора путем наложения по меньшей мере одного полимерного материала, имеющего верхнюю поверхность и нижнюю поверхность, на кромку по меньшей мере одного лезвия с помощью изостатического прессования, в результате чего образуется изостатически сжатое покрытие на кромке по меньшей мере одного лезвия. Нижняя поверхность полимерного материала за счет адгезии прикрепляется к кромке лезвия. Полимерный материал включает фторполимер, например политетрафторэтилен. Полимерный материал имеет средний молекулярный вес в диапазоне от примерно 10000 Да до 1000000 Да.
Изостатическое прессование в соответствии с настоящим изобретением может быть горячим изостатическим прессованием или холодным изостатическим прессованием. Толщина изостатически спрессованного покрытия может составлять от примерно 10 нм до примерно 100 нм, является в сущности равномерной, при этом покрытие имеет в сущности однородную морфологию поверхности при в сущности нулевой пористости. Условия горячего изостатического прессования включают температуру в диапазоне от примерно 300°C до примерно 380°C, инертную атмосферу (аргона или азота) и давление в диапазоне от примерно 10 МПа до примерно 550 МПа. Время нахождения заготовки в данных условиях составляет от примерно 10 мин до примерно 10 часов.
В одном из воплощений изобретения нижняя поверхность полимерного материала модифицируется механическим истиранием, химическим травлением или нанесением пленки для усиления ее адгезивного скрепления с кромкой лезвия.
В другом воплощении настоящего изобретения полимерный материал включает нефторполимерный материал.
Заготовка лезвия для бритвенного прибора в соответствии с настоящим изобретением может быть изготовлена из стали и содержать или не содержать слой покрытия из таких материалов, как хром (Cr), алмазоподобный углерод, аморфный алмаз, хром/платина (Cr/Pt), прочих подходящих материалов или их сочетаний.
Если не указанно иное, все научные и технические термины, используемые в настоящей заявке, употребляются в смысле, обычно вкладываемом в данные термины специалистами в области техники, к которой относится настоящее изобретение. И хотя при реализации или испытании настоящего изобретения могут использоваться способы и материалы, аналогичные или эквивалентные упоминаемым, ниже описаны наиболее подходящие способы и материалы. Ссылки на упоминаемые публикации, патентные заявки и патенты приводятся на все их содержание. В случае расхождений содержания настоящей заявки, включая в значениях определения с содержанием цитируемых документов, следует руководствоваться содержанием настоящей заявки. Кроме того, упоминаемые материалы, способы и примеры являются чисто иллюстративными и ни в коей мере не ограничивающими настоящее изобретение.
Прочие черты и преимущества настоящего изобретения будут ясны из нижеследующего подробного описания, а также из формулы изобретения.
Краткое описание чертежей
Хотя в конце настоящей заявки приводится формула изобретения, в которой четко формулируется предмет настоящего изобретения, предполагается, что настоящее изобретение будет более понятным из нижеследующего подробного описания, сопровождаемого прилагаемыми чертежами, на которых аналогичные номера позиций соответствуют в сущности идентичным элементам.
Фиг.1. Схема известного способа нанесения покрытия на лезвия с использованием технологии Flutec®.
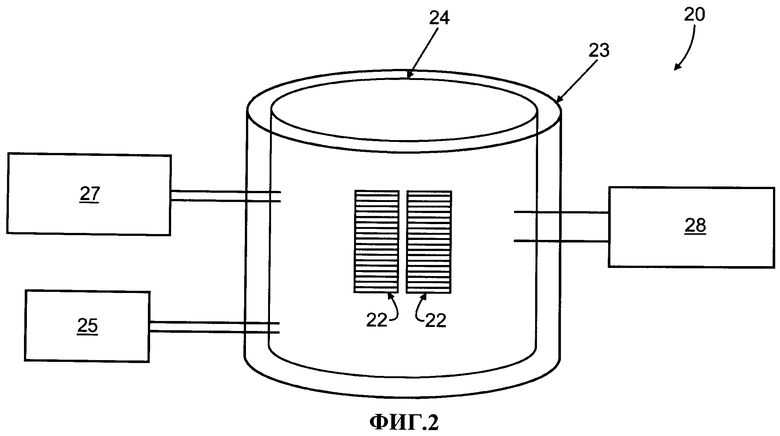
Фиг.2. Схема изостатического прессования в соответствии с настоящим изобретением.
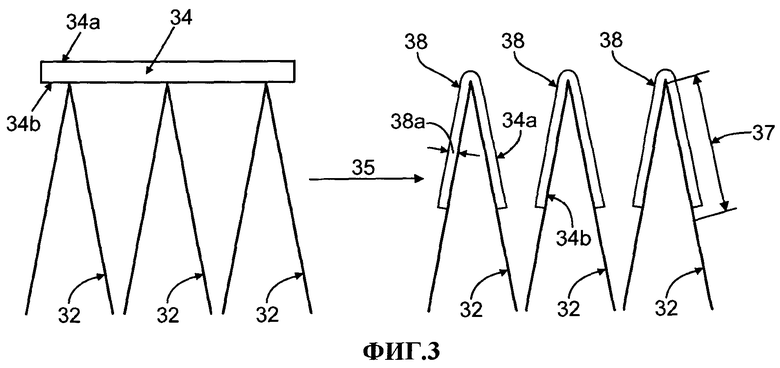
Фиг.3. Схема способа изостатического прессования с использованием однородного материала в соответствии с настоящим изобретением.
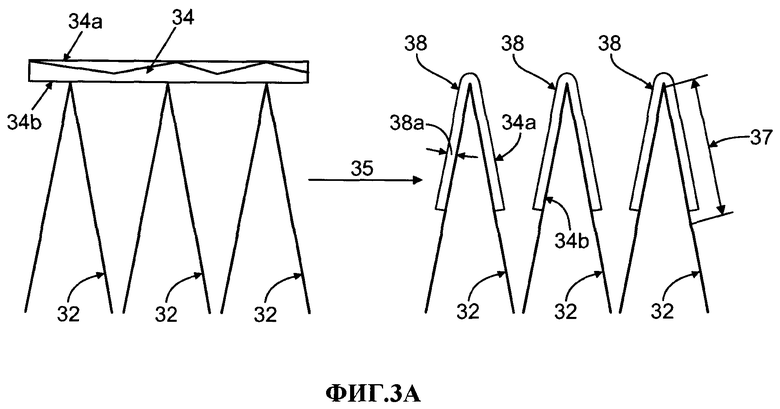
Фиг.3а. Схема способа изостатического прессования с использованием неоднородного материала в соответствии с настоящим изобретением.
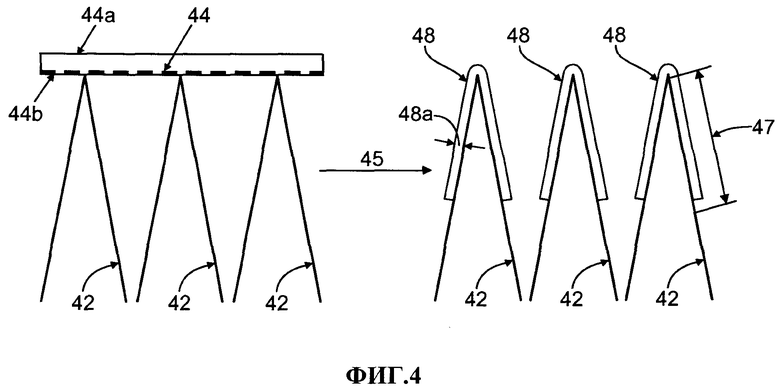
Фиг.4. Схема способа изостатического прессования с использованием модифицированного материала в соответствии с настоящим изобретением.
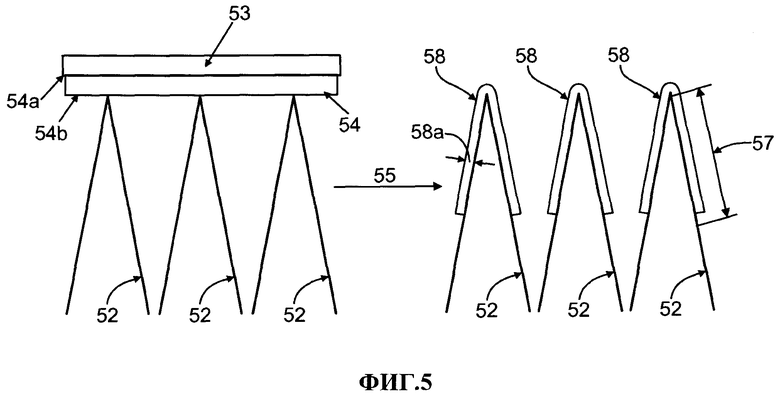
Фиг.5. Схема способа изостатического прессования, аналогичного изображенному на фиг.3, но с использованием более чем одного материала в соответствии с настоящим изобретением.
Подробное описание изобретения
Одним из основных воплощений изобретения является способ формирования тонкого плотного и равномерного покрытия на режущих кромках лезвий для бритвенных приборов, который обеспечивает улучшение бреющих характеристик лезвий при первых нескольких сеансах бритья. Термин «тонкий» относится к толщине покрытия в соответствии с настоящим изобретением. В целом, чем тоньше покрытие на кромках лезвий, тем меньше сила, требующаяся для срезания волос, и тем лучше прочие характеристики бритья. Термин «плотный» в контексте настоящей заявки означает полное или в сущности полное отсутствие пористости покрытия в соответствии с настоящим изобретением. Плотность покрытия желательна, так как она обеспечивает более низкий коэффициент трения и меньшее усилие, требующееся для резки, более тщательное бритье и большую износостойкость лезвия (а следовательно, больший его срок службы). Термин «равномерный» в отношении покрытия в контексте настоящей заявки относится к морфологии поверхности (то есть гладкости) покрытия в соответствии с настоящим изобретением. Более равномерная толщина покрытия и однородность его поверхности, кроме всего прочего, также обеспечивают больший комфорт бритья и большую износостойкость лезвия. Как упоминалось выше, наиболее часто используемым материалом для формирования покрытий на кромках лезвий является фторполимер, а именно политетрафторэтилен. В этом смысле настоящее изобретение будет далее описано применительно к формированию покрытия из политетрафторэтилена, что не исключает, однако, использование других материалов, которые будут упомянуты ниже, покрытия из которых в сущности формируются таким же образом.
Как будет описано ниже, лезвия для бритвенных приборов с кромками, обработанными в соответствии с настоящим изобретением, характеризуются меньшим значением начальной силы резания, что соответственно означает, что они обеспечивают больший комфорт бритья при нескольких первых сеансах, чем лезвия, сформированные традиционно применяемым способом напыления и отжига.
В настоящем изобретении предлагается новая сфера применения хорошо известного процесса (технологии), называемого изостатическим прессованием. Процессы изостатического прессования включают горячее изостатическое прессование, холодное изостатическое прессование и прочие виды изостатического прессования. Изостатическое прессование часто используется для сжатия различных материалов, таких как, например, керамика, металлические сплавы и прочие неорганические материалы. Примеры применения процессов горячего изостатического прессования включают процессы обработки лопаток турбин из керамики, суперсплавов на основе никеля, алюминиевого литья и прочих материалов, где требуется достичь низкой пористости. И хотя процессы изостатического прессования представляют собой хорошо развитую технологию, в полимерной промышленности они еще практически не применяются.
Как показано на фиг.2, в устройстве для горячего изостатического прессования 20 заготовки подвергаются воздействию одновременно высоких температур, находясь в термической камере 23, и повышенного давления изостатического газа, находясь в сосуде 24 под высоким давлением. В контексте настоящего изобретения заготовками, помещаемыми в устройство 20, являются лезвия для бритвенных приборов, например, насаженные на шпиндели 22. Вакуум-насос 25 откачивает воздух из сосуда 24. После этого компрессором 27 в сосуд 24 подается газ под большим давлением и наиболее часто данным газом является инертный газ аргон (Ar). Могут использоваться и другие газы, например азот. Инертный газ уменьшает возможность повреждения лезвий и полимерного покрытия. Камера 20 нагревается, в результате чего давление газа в сосуде 24 еще более увеличивается. Температура и давление газа в камере регулируются блоком управления 28. Изостатический процесс, в том числе процесс горячего изостатического прессования, может проводиться от примерно 10 минут до примерно 10 часов, наиболее предпочтительная его продолжительность - от 20 до 30 мин.
Во всех типах изостатических процессов давление приложено к заготовке со всех направлений, откуда и произошел термин «изостатический».
И хотя на фиг.2 он не показан, процесс холодного изостатического прессования во многом сходен с процессом горячего изостатического прессования с тем отличием, что он проходит при комнатной температуре и механизмом приложения давления может являться жидкая среда (как правило, ею является водно-масляная смесь), закачиваемая и сжимаемая со всех сторон. В результате этого получается продукт, равномерно покрытый со всех сторон, хотя для получения готового продукта требуется, как правило, его дополнительная обработка, например отжиг. Холодное изостатическое прессование проводится, как правило, под высоким давлением от примерно 98 МПа (1000 кг·сил/см2) до примерно 550 МПа. Холодное изостатическое прессование является чрезвычайно эффективным процессом сжатия порошков. Двумя наиболее известными способами холодного изостатического прессования являются мокрый процесс, в котором порошковая субстанция, заключенная в резиновый мешочек, непосредственно погружается в среду под высоким давлением, и сухой процесс, в котором давление также прикладывается через резиновые формы, встроенные в сосуд под давлением.
Предусматривается, что для реализации настоящего изобретения и получения продукта с требуемыми свойствами могут использоваться любые из известных способов изостатического прессования, которые в сущности могут заменять друг друга, возможно, с некоторыми изменениями параметров температуры и давления и некоторой дополнительной обработкой. Поэтому, хотя далее в настоящей заявке подробно описаны воплощения, основанные на использовании горячего изостатического прессования, следует понимать, что использование любого типа изостатического прессования (в дополнение к горячему или вместо него) также предусматривается настоящим изобретением.
Как будет описано ниже, в настоящем изобретении предлагается новая область применения изостатического прессования, а именно получение полимерного покрытия, причем за счет изменения условий прессования можно эффективно управлять толщиной получаемого покрытия. В предпочтительном воплощении изобретения, изображенном на фиг.3, используется горячее изостатическое прессование, с помощью которого на не имеющие покрытия кромки лезвий наносится тонкое плотное и равномерное покрытие.
Как показано на фиг.3, в соответствии с одним из воплощений настоящего изобретения на лезвия 32, на которые до этого предпочтительно не наносилось никакого покрытия (например, покрытия из политетрафторэтилена путем напыления фтореполимерных частиц), накладывается полимерный материал 34 (например, в виде пленки (например, политетрафторэтиленовой пленки), листа, ленты, фольги или в ином виде), и на этапе 35 они подвергаются горячему изостатическому прессованию, общий принцип которого был описан выше со ссылкой на фиг.2. В результате этого на лезвиях 32 формируется изостатически сжатое тонкое равномерное и плотное покрытие 38 из ПТФЭ, причем имеющее высокий молекулярный вес, что не обеспечивают технологии, применяемые в настоящее время. Высокий молекулярный вес является очень желательным, так как он обеспечивает еще меньшую силу, требующуюся для резки, и меньший коэффициент трения по сравнению с покрытиями той же толщины, но сформированными с помощью технологий в соответствии с сегодняшним уровнем техники. Кроме того, высокомолекулярное изостатически сжатое покрытие 38 имеет большую износостойкость по сравнению с покрытиями, получаемыми с помощью существующих технологий. Средний молекулярный вес покрытия в соответствии с настоящим изобретением может находиться в диапазоне от примерно 30000 Да до примерно 60000 Да и наиболее предпочтительно составляет 45000 Да.
Материал 34 имеет верхнюю поверхность 34а и нижнюю поверхность 34b. Нижняя поверхность 34b является поверхностью, которая будет приложена к лезвиям 32 и адгезивно скреплена с ними, в том числе с остриями лезвий, в условиях горячего изостатического прессования на этапе 35. Верхняя поверхность 34а является поверхностью, которая будет контактировать с кожей пользователя в процессе бритья.
В соответствии с настоящим изобретением, материал 34 может иметь равномерную или не равномерную толщину (использование материала 34 неравномерной толщины изображено на фиг.3а). Кроме того, материал 34 может быть сформирован в виде двух или более отдельных листов, так что на каждое лезвие может накладываться свой лист (на чертежах не показано). Независимо от изначальной формы и характера материала 34 горячее изостатическое прессование (этап 35) позволяет получить тонкое плотное и равномерное покрытие 38. Использование модифицированного материала 34, в частности материала 34 с модифицированной нижней поверхностью 34а, будет описано ниже со ссылкой на фиг.4.
Температура горячего изостатического прессования на этапе 35 в соответствии с настоящим изобретением может находиться в диапазоне от примерно 300°С до примерно 380°С, например может быть близкой к температуре плавления политетрафторэтилена, которая составляет примерно 327°С. Наиболее предпочтительной температурой горячего изостатического прессования в соответствии с настоящим изобретением может быть температура в диапазоне от примерно 330°С до примерно 370°С. Кроме того, давление на этапе 35 при горячем изостатическом прессовании в соответствии с настоящим изобретением может составлять от примерно 100 МПа до примерно 550 МПа. Обычно горячее изостатическое прессование проводится под давлением от примерно 100 МПа до примерно 350 МПа, и наиболее предпочтительным является давление примерно 220 МПа. Как было указано выше, условия горячего изостатического прессования на этапе 35 в соответствии с настоящим изобретением, как правило, включают также его проведение в атмосфере инертного газа, предпочтительно азота или аргона.
Высокая температура горячего изостатического прессования заставляет политетрафторэтиленовую пленку размягчаться, деформироваться и растекаться («расползаться») по поверхности кромки лезвия. Такое расползание под непрерывным и длительным воздействием температуры и давления приводит к постепенной и необратимой деформации материала покрытия. По мере растекания материала образуется тонкий равномерный и плотный слой покрытия на обоих поверхностях клиновидной кромки лезвия. Как было отмечено выше, толщина покрытия на кромке лезвия и его морфология являются критически важными факторами с точки зрения снижения силы, требующейся для резки и повышения комфорта бритья.
Толщина получаемого политетрафторэтиленового покрытия 38 (фиг.3) находится в диапазоне от примерно 10 нм до примерно 100 нм и наиболее предпочтительно - примерно 20 нм. Толщина 38а покрытия 38 в сущности равномерна по всей его площади за исключением небольших и незначимых областей (например, на самом острие), где покрытие может получиться немного толще. Морфология поверхности покрытия 38 является гладкой и практически не имеющей скоплений частиц ПТФЭ, выступающих из общей поверхности покрытия, за счет чего обеспечивается оптимальный коэффициент трения и сила резания. Кроме того, изостатически сжатое покрытие 38 имеет практически нулевую пористость (то есть минимальный размер отверстий), то есть является достаточно плотным. Следует также отметить, что после изостатического прессования пленки 34 ширина 37 образовавшегося из него покрытия 38 в целом составляет более 150 мкм. Такой размер очень желателен, так как он примерно соответствует размеру поверхности контакта лезвия бритвенного прибора с кожей пользователя. Поскольку горячее изостатическое прессование обеспечивает хорошие возможности контроля качества, требуемый размер покрытия в 150 мкм в целом легко обеспечить.
Одним из важнейших преимуществ, которое дает политетрафторэтиленовое покрытие острия режущей кромки лезвия, получаемое данным способом, то есть тонкое плотное и равномерное, является существенное уменьшение силы резания (измеренной, например, по войлоку или волосам). Так, например, первичная сила, требующаяся для резки войлока (далее именуемая как сила резания) лезвием после горячего изостатического прессования, может быть снижена примерно на 15%-65% (примерно на 1,10-1,70 фунт-сил).
Более низкая сила резания, характеризующая кромку лезвия, на которую было нанесено покрытие способом горячего изостатического прессования, по сравнению с лезвиями, на которые покрытие наносится традиционными способами отжига, обеспечивает более тщательное и комфортное бритье. Показано, что лезвия приборов для влажного бритья с покрытием, нанесенным способом горячего изостатического прессования, действительно обеспечивают лучшие характеристики бритья, такие как его тщательность и комфортность.
Описанное выше устройство и способ нанесения покрытия на в сущности «голое» лезвие с помощью полимерной пленки или полимерного материала в другой форме обеспечивает также и много других преимуществ.
Одним из очевидных преимуществ является то, что, так как нет необходимости в предварительном нанесении полимерного покрытия иным способом и с помощью иного устройства, устраняется этап распыления и/или отжига и тем самым снижается себестоимость и трудоемкость нанесения покрытий на режущие кромки лезвий.
Более того, так как предлагаемый инновационный способ нанесения покрытий на кромки лезвий с помощью политетрафторэтиленовой пленки является нехимическим (то есть не используются органические растворители), он является экологически безвредным и простым и по сравнению с традиционно используемым химическим процессом (Flutec®) нет потери исходного полимерного материала. Поэтому проводимый при оптимальных условиях данный инновационный способ может стать хорошей альтернативой традиционно применяемым способам нанесения покрытий или их утончения (например, способу на фиг.1, включающему распыление и отжиг, или технологии Flutec®), а, с точки зрения экономической эффективности, может использоваться полностью вместо указанных процессов.
На фиг.4 показано использование в рамках настоящего изобретения материала 44 из политетрафторэтиленовой пленки (аналогичного материалу 34 на фиг.3), модифицированного по нижней поверхности 44b. Модифицирование поверхности может проводиться механическими, химическими и иными способами. Примером механического способа является истирание поверхности. Примеры химических способов модификации, которые могут использоваться в контексте настоящего изобретения, включают, но не ограничиваются ими: химическое травление или нанесение слоя натрия, растворенного в нафталине, на нижнюю поверхность 44b на этапе 45 до проведения изостатического прессования, в результате чего в условиях изостатического прессования, то есть при высокой температуре и высоком давлении, улучшается адгезия полимерного материала к материалу лезвия. Прочие примеры модификации могут включать нанесение на нижнюю поверхность 44b адгезива или гидрофильного материала в виде тонкой пленки.
Модификация поверхности в соответствии с настоящим изобретением должна способствовать лучшему удержанию материала 44 на лезвиях 42 за счет усиления адгезии материала 44 полимерной пленки к верхней поверхности лезвий (например, в скошенных областях 47).
Любого типа модификация поверхности предпочтительно должна проводиться до начала этапа 45 горячего изостатического прессования (фиг.4). При этом получаемое изостатически сжатое покрытие 48 обладает теми же характеристиками толщины, плотности и равномерности, что и покрытие в соответствии с предыдущим воплощением способа, описанным выше и схематично представленным на фиг.3. Толщина 48а покрытия (как и в описанном выше воплощении) находится в диапазоне от примерно 10 нм до примерно 100 нм и наиболее предпочтительно - примерно 20 нм. Толщина 48а покрытия 48 в сущности равномерна по всей его площади за исключением небольших и несущественных областей (например, на самом острие), где покрытие может получиться немного толще. Морфология поверхности покрытия 48 является гладкой и практически не имеющей скоплений частиц ПТФЭ, выступающих за пределы общей поверхности покрытия, за счет чего обеспечивается оптимальный коэффициент трения и сила резания. Кроме того, прессованное покрытие 48 имеет практически нулевую пористость (то есть минимальный размер отверстий), то есть является относительно плотным. Следует также отметить, что после изостатического прессования пленки 44 ширина 47 образовавшегося из нее покрытия 48 составляет 150 мкм или более.
На фиг.5 представлено использование в соответствии с настоящим изобретением материала 54, аналогичного материалу на фиг.3, но содержащего дополнительный материал 53, помещенный на его верхнюю поверхность 54а. Материалы 53 и 54 предпочтительно являются полимерными материалами, например фторполимерными материалами и, в частности, политетрафторэтиленовой пленкой. Как было описано выше, полимерные материалы могут использоваться в форме листа, пленки, ленты, фольги, или в любой другой форме. Два или более таких материалов могут быть наложены слоями друг на друга, после чего на этапе 55 проводится процесс изостатического прессования и получается изостатически сжатое улучшенное покрытие 58. Изостатические покрытия 58 такого типа являются тонкими, плотными и равномерными подобно покрытиям в воплощениях, описанных выше со ссылками на фиг.3 и 4.
Нижняя поверхность 54b материала 54 (фиг.5) в соответствии с настоящим изобретением также может быть модифицирована (смотри описание предыдущего воплощения со ссылкой на фиг.4). Кроме того, модифицирована может быть и верхняя поверхность 54а для повышения адгезии материала 53 к материалу 54.
Материалы 53 и 54 в соответствии с настоящим изобретением могут быть материалами одного типа или различных типов. Они могут иметь аналогичные либо различные характеристики. Так, например, может быть желательным, чтобы материалы 53 и 54 имели различный молекулярный вес. Материал 53, вступающий в непосредственный контакт с кожей, предпочтительно должен иметь больший молекулярный вес, чем материал 54. Более высокий молекулярный вес желателен потому, что он в целом обеспечивает меньшую силу, требующуюся для резания, и меньший коэффициент трения, в результате чего повышается износостойкость изделия и обеспечиваются более стабильные результаты бритья. Для использования в качестве материала, непосредственно контактирующего с кожей (то есть в качестве материала 53), в целом подходящим является материал, имеющий молекулярный вес от примерно 10000 Да до примерно 1000000 Да, предпочтительно - более чем примерно 100000 Да. Материал 54 может иметь меньший молекулярный вес, чем материал 53, например, от 2000 Да до 10000 Да, предпочтительно - от примерно 3000 Да до примерно 5000 Да.
Кроме того, в соответствии с настоящим изобретением один из материалов 53 и 54 может быть полимерным материалом, а второй материал - полимерным композитом или даже неполимерным материалом.
Соответственно, предусматривается, что в соответствии с настоящим изобретением может использоваться любое целесообразное сочетание материалов, материалы с различными характеристиками, а также любые их перестановки.
Воплощения настоящего изобретения, а именно лезвия с покрытиями, полученными способом изостатического прессования, как правило, менее чувствительны к факторам, ухудшающим качество кромок лезвий, и более дешевы в производстве.
Покрытия лезвий, полученные изостатическим прессованием (горячим или холодным), характеризуются улучшенной морфологией поверхности, что обеспечивает минимальное отклонение силы резания по длине кромки лезвия и лучшую защиту лезвия от повреждения. Кроме того, изостатическое прессование обеспечивает общее улучшение качества продукта и больший комфорт бритья для потребителя.
В настоящем изобретении предусматривается, что изостатическое прессование (горячее, холодное или прочее) может также использоваться для формирования покрытий не только из политетрафторэтилена, но и из других фторполимеров, включая, но не ограничиваясь ими, перфторалкоксиполимерную смолу (ПФА), фторированный этиленпропилен, полиэтилентетрафторэтилен, поливинилфторид, поливинилиденфторид, полиэтиленхлортрифторэтилен.
В настоящем изобретении предусматривается, что изостатическое прессование (горячее, холодное или прочее) может также использоваться для формирования покрытий из композитов на основе фторполимеров (например, на основе ПТФЭ), включая, но не ограничиваясь ими, ПТФЭ/наноалмаз, ПТФЭ/кремнезем, ПТФЭ/глинозем, ПТФЭ/силикон, ПТФЭ/полиэфир-эфир-кетон и ПТФЭ/ПФА.
Более того, применение способа горячего изостатического прессования в соответствии с настоящим изобретением не ограничивается только его использованием с политетрафторэтиленом или материалами типа политетрафторэтилена. Оно может также использоваться для получения покрытий из нефторполимерных материалов, включая, но не ограничиваясь ими, поливинилпирролидон, полиэтилен, полипропилен, полиэтилен с ультранизким молекулярным весом, полиметилметакрилат, парилен и/или прочие.
Кроме того, заготовка лезвия может быть изготовлена из стали и может содержать или не содержать слой покрытия из таких материалов, как хром (Cr), алмазоподобный углерод, аморфный алмаз, хром/платина (Cr/Pt), прочих подходящих материалов или их сочетаний. Показано, что заготовки с такими покрытиями (например, из хрома или алмазоподобного углерода) имеют повышенную адгезию к покрытию из полимерного материала, наносимого способом горячего изостатического прессования.
Еще в одном воплощении настоящего изобретения предусматривается, что нанесение покрытия способом горячего изостатического прессования может производиться на лезвия приборов для сухого бритья тем же способом и при аналогичных условиях, что и в случае нанесения покрытий на лезвия для приборов влажного бритья, как было описано выше.
Кроме того, еще в одном воплощении настоящего изобретения предусматривается, что нанесение покрытий способом горячего изостатического прессования, описанного выше, может производиться и на лезвия различных медицинских или хирургических инструментов, таких как, например, хирургические лезвия, скальпели, ножи, щипцы, ножницы, инструменты для стрижки и прочие, а также на режущие инструменты прочих типов.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций в изделие, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМИРОВАНИЕ ТОНКИХ ОДНОРОДНЫХ ПОКРЫТИЙ НА КРОМКАХ БРИТВЕННЫХ ЛЕЗВИЙ С ИСПОЛЬЗОВАНИЕМ ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2010 |
|
RU2507063C2 |
| ЛЕЗВИЯ БРИТВЕННОГО ПРИБОРА | 2009 |
|
RU2450916C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ КРАЕВ БРИТВЕННОГО ЛЕЗВИЯ | 2005 |
|
RU2336158C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА РЕЖУЩИЕ КРОМКИ | 1994 |
|
RU2146565C1 |
| Компоненты бритвенного прибора с новым покрытием | 2014 |
|
RU2630911C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С ПОКРЫТИЯМИ НА ОСНОВЕ АЛЮМИНИЙ-МАГНИЕВОГО БОРИДА (AlMgB) | 2012 |
|
RU2594232C2 |
| Бритвенные лезвия | 2015 |
|
RU2662177C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ С ПОКРЫТИЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1994 |
|
RU2119425C1 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| ИЗОГНУТЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2530919C2 |
Изобретение относится к лезвиям для бритвенных приборов и способу их формирования. Способ формирования лезвия для бритвенного прибора включает нанесение по меньшей мере одного полимерного материала, имеющего верхнюю поверхность и нижнюю поверхность, на кромку по меньшей мере одного лезвия с помощью изостатического прессования с образованием полученного изостатическим прессованием покрытия на кромке упомянутого по меньшей мере одного лезвия. Изостатическое прессование может быть горячим или холодным изостатическим прессованием. Полимерный материал может быть фторполимером, не фторполимерным материалом. На кромках лезвий образуется тонкое, плотное и равномерное покрытие, обеспечивающее меньшую начальную силу резания и соответственно больший комфорт бритья. 3 н. и 14 з.п. ф-лы, 5 ил.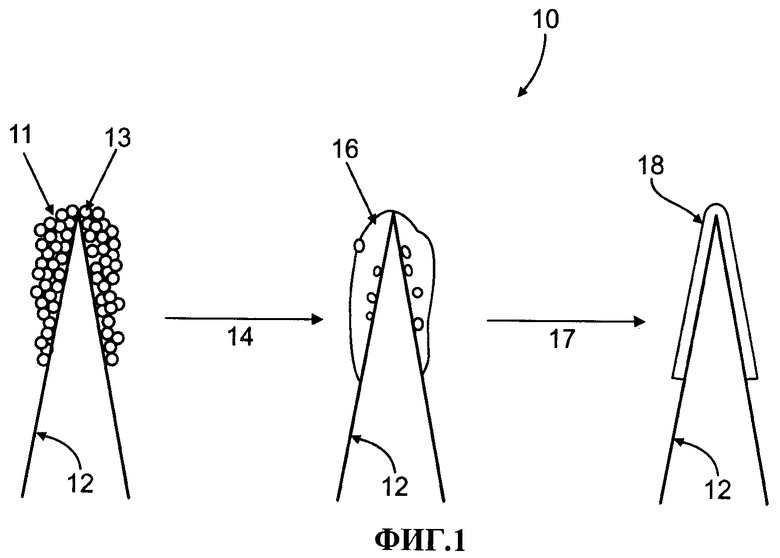
1. Способ формирования лезвия для бритвенного прибора, включающий нанесение по меньшей мере одного полимерного материала, имеющего верхнюю поверхность и нижнюю поверхность, на кромку по меньшей мере одного лезвия с помощью изостатического прессования с образованием полученного изостатическим прессованием покрытия на кромке упомянутого по меньшей мере одного лезвия.
2. Способ по п.1, отличающийся тем, что упомянутая кромка по меньшей мере одного лезвия изначально не имеет покрытия.
3. Способ по п.1, отличающийся тем, что упомянутая нижняя поверхность упомянутого полимерного материала является модифицированной.
4. Способ по п.1, отличающийся тем, что упомянутый по меньшей мере один полимерный материал содержит фторполимерный материал.
5. Способ по п.1, отличающийся тем, что упомянутый по меньшей мере один полимерный материал имеет молекулярный вес в диапазоне от примерно 10000 до примерно 1000000 Дальтон.
6. Способ по п.1, отличающийся тем, что покрытие, полученное изостатическим прессованием, имеет толщину от примерно 10 нм до примерно 100 нм и характеризуется в сущности равномерной толщиной покрытия, в сущности однородной морфологией поверхности и в сущности нулевой пористостью.
7. Способ по п.1, отличающийся тем, что упомянутый по меньшей мере один полимерный материал содержит не фторполимерный материал.
8. Способ по п.1, отличающийся тем, что упомянутое изостатическое прессование содержит горячее изостатическое прессование или холодное изостатическое прессование, причем упомянутое горячее изостатическое прессование осуществляют при температуре в диапазоне от примерно 300°С до примерно 380°С в инертной атмосфере аргона или азота при давлении в диапазоне от примерно 100 МПа до примерно 550 МПа и в течение времени, составляющего от примерно 10 минут до 10 часов.
9. Способ по п.1, отличающийся тем, что упомянутое лезвие для бритвенного прибора выполнено из стали без покрытия или с покрытием из хрома (Cr), алмазоподобного углерода, аморфного алмаза или хром-платины (Cr/Pt).
10. Лезвие бритвенного прибора, характеризующееся тем, что сформировано способом по п.1.
11. Лезвие бритвенного прибора, характеризующееся тем, что содержит по меньшей мере один полимерный материал, имеющий верхнюю поверхность и нижнюю поверхность, нанесенный на кромку упомянутого по меньшей мере одного лезвия с помощью изостатического прессования, при этом на кромке упомянутого по меньшей мере одного лезвия образовано покрытие, полученное изостатическим прессованием.
12. Лезвие бритвенного прибора по п.11, отличающееся тем, что упомянутый по меньшей мере один полимерный материал содержит фторполимерный материал.
13. Лезвие бритвенного прибора по п.11, отличающееся тем, что упомянутый по меньшей мере один полимерный материал имеет молекулярный вес в диапазоне от примерно 10000 до примерно 1000000 Дальтон.
14. Лезвие бритвенного прибора по п.11, отличающееся тем, что упомянутая нижняя поверхность упомянутого полимерного материала модифицирована механическим истиранием, химическим травлением или наложением пленки.
15. Лезвие бритвенного прибора по п.11, отличающееся тем, что упомянутое изостатическое прессование содержит горячее изостатическое прессование или холодное изостатическое прессование, причем упомянутое горячее изостатическое прессование проводится при температуре в диапазоне от примерно 300°С до примерно 380°С в инертной атмосфере аргона или азота при давлении в диапазоне от примерно 100 МПа до примерно 550 МПа и в течение времени, составляющего от примерно 10 минут до 10 часов.
16. Лезвие бритвенного прибора по п.11, отличающееся тем, что упомянутое полученное изостатическим прессованием покрытие имеет толщину от примерно 10 нм до примерно 100 нм и характеризуется в сущности равномерной толщиной покрытия, в сущности однородной морфологией поверхности и в сущности нулевой пористостью.
17. Лезвие бритвенного прибора по п.11, отличающееся тем, что заготовка лезвия содержит сталь, при этом заготовка выполнена без покрытия или с покрытием из хрома (Cr), алмазоподобного углерода, аморфного алмаза или хрома-платины (Cr/Pt).
| US 5985459 A, 16.11.1999 | |||
| СПОСОБ УЛУЧШЕНИЯ БРЕЮЩИХ СВОЙСТВ ЛЕЗВИЙ | 0 |
|
SU295240A1 |
| DE 20312001 U1, 30.10.2003 | |||
| US 4368217 A, 11.01.1983 | |||

