Область техники
Изобретение относится к способу упаковывания продукта, в частности кофе, упаковке, в частности, содержащей кофе, и упаковочной машине.
В области упаковывания пищевых продуктов, в частности кофе, следует учитывать несколько аспектов, которые заключаются в определенных требованиях. Во-первых, кофе следует упаковывать герметичным образом, чтобы он сохранял свою свежесть и вкус. Во-вторых, операция упаковывания должна проводиться наиболее экономично. В-третьих, желательно, чтобы потребитель мог легко открывать упаковку. Наконец, как закрытая, так и открытая упаковка должна иметь привлекательный внешний вид.
Предпосылки к созданию изобретения
В патентном документе ЕР 0298302 B1 описывается вакуумная упаковка для молотого кофе, которая может быть обернута в наружный оберточный материал. Упаковки таких типов для кофе также имеются на рынке, например, под фабричной маркой "Jacobs Krönung" , принадлежащей заявителю. В патентных документах DЕ 3833939 А1 и DЕ 3828847 A1 описываются подобные вакуумные упаковки.
Сущность изобретения
Согласно изобретению предлагается способ упаковывания продукта, в частности, кофе, который позволяет эффективно изготавливать упаковку для кофе, которая легко открывается и имеет привлекательный внешний вид. Кроме того, предлагается легко открываемая упаковка, имеющая привлекательный внешний вид, а также упаковочная машина для изготовления такой упаковки.
Новый способ упаковывания продукта включает в себя стадии запечатывания первого конца упаковочного материала, так чтобы образовался пакет, наполнения пакета, запечатывания наполнительного отверстия пакета и расположения пакета таким образом, чтобы первый конец стал верхним концом упаковки. Как очевидно, выше изложены отличительные особенности, которые определяют новый способ упаковывания. Однако для изготовления законченной упаковки потребуются дополнительные стадии. Что касается пакета, то упаковочным материалом, из которого изготавливают пакет, может быть любой воздухонепроницаемый и/или герметичный материал, который, в частности, может быть пригоден для образования вакуумной упаковки. Таким образом, упаковочный материал для образования внутреннего пакета может быть использован в виде бесконечной трубы, которую запечатывают с определенными интервалами для образования отдельных пакетов. В качестве альтернативы, которая предпочитается в настоящее время, пакет может быть образован из лентообразного материала, который обертывают вокруг оправки и в котором образуют боковой шов и вышеупомянутый первый концевой шов. Таким образом, один конец остается открытым в качестве наполнительного отверстия, и пакет наполняют кофе через этот открытый конец. Наружная обертка может быть обернута вокруг пакета либо до, либо после наполнения пакета. После этого может быть проведена стадия вакуумирования и затем может быть запечатано наполнительное отверстие.
Согласно изобретению шов, который образован на пакете в качестве первого концевого шва, в готовой упаковке является швом на верхнем конце упаковки. Это может определяться тем, что на материале для образования пакета может быть напечатана, например, информация о продукте. Из ориентации этой печати можно видеть, где расположен верхний конец упаковки. Кроме того, пакет может быть также снабжен печатью после наполнения и/или запечатывания пакета. В этом случае также применим вышеуказанный аспект, определяющий верхний конец упаковки. В качестве другой альтернативы на материал, используемый для образования пакета, может быть нанесена одна или более этикеток даже до образования пакета, или после запечатывания наполнительного отверстия пакета, или при любой вышеупомянутой промежуточной операций.
Кроме того, как будет подробнее описано ниже, наружная обертка может быть обернута вокруг пакета. Однако готовая упаковка может состоять только из одного пакета, и в таком случае он может быть назван "монопакетом". Как упоминалось, в качестве альтернативы одна или несколько наружных оберток могут быть обернуты вокруг пакета, так что пакет может считаться внутренним пакетом. Так как в настоящее время предпочитается последний упомянутый вариант, то в дальнейшем будет использоваться термин "внутренний пакет". Однако следует учесть, что пакет необязательно должен быть окружен наружной оберткой, так что варианты, не имеющие наружной обертки, являются рассматриваемой частью изобретения. В любом случае в качестве верхнего концевого шва используется шов внутреннего пакета, который образован как первый концевой шов, особенно до наполнения внутреннего пакета. Кроме того, следует учесть, что необязательно должен иметься только верхний концевой шов на верхнем конце. Вместо этого на одной из боковых сторон может дополнительно иметься шов, который используется в качестве открываемого шва. Кроме того, шов, который используется в качестве шва для открывания пакета, может иметься только на одной из боковых сторон. Таким образом, в этих вариантах также могут быть использованы преимущества изобретения, описываемые далее. В частности, использование любого шва, который образуют до наполнения пакета в качестве открываемого шва, является рассматриваемой частью изобретения.
Это обеспечивает следующие преимущества. Так как верхний шов готовой упаковки образуют как первый шов, то его образование можно надежно контролировать. В частности, этот шов образуют до наполнения внутреннего пакета продуктом и до осуществления стадии вакуумирования. Таким образом, упаковочный материал, из которого изготавливают внутренний пакет, лишь обертывают вокруг, например, оправки, при этом материалу можно придать почти правильную прямоугольную форму. В частности, можно эффективно контролировать размеры тех частей упаковочного материала, которые проходят за шов, противоположный той стороне, где пакет наполняют продуктом. Эти части могут быть образованы в виде захватываемых лепестков, которые не склеены друг с другом, так что их можно захватить и отделить друг от друга для открывания раздираемого шва. В связи с этим для получения раздираемого шва можно также успешно регулировать силу запечатывания, с которой образуют первый шов.
В противоположность этому вышеизложенное, как оказалось, невозможно для второго шва, который образуют после наполнения продуктом внутреннего пакета. Это объясняется тем, что на поверхностях, которые подлежат запечатыванию друг с другом, может присутствовать пыль, а также часть продукта, как, например, молотого кофе, которым наполнен внутренний пакет. Следовательно, второй шов должен быть выполнен достаточно прочным, чтобы обеспечить необходимую силу запечатывания, несмотря на присутствие пыли и, например, частиц молотого кофе. Такая сила запечатывания может быть слишком большой, чтобы получить раздираемый шов. Кроме того, второй шов может быть образован, например, на запечатывающих устройствах, которые могут быть установлены, например, на карусели для вакуумирования. Из-за наличия этой стадии процесса упаковывания, на которой образуют этот второй шов, например, на карусели для вакуумирования, и из-за того, что этот процесс занимает сравнительно длительное время, должны присутствовать многочисленные запечатывающие устройства для того, чтобы быть совместимыми с обычной скоростью всего процесса упаковывания. Таким образом, для образования второго концевого шва необходимо регулировать температуру и давление запечатывания во множестве запечатывающих устройств.
В противоположность этому при предпочтительном способе для образования первого концевого шва требуется значительно меньше запечатывающих устройств. Следовательно, заметно облегчается контролирование необходимой формы материала, образующего внутренний пакет. Кроме того, можно легче регулировать температуру и давление, которые необходимы, например, для образования термосварного шва между двумя слоями упаковочного материала, используемого для образования внутреннего пакета. Можно также упомянуть, что те изменения в существующих упаковочных машинах или упаковочных линиях, которые потребуются для изготовления первого концевого шва в качестве верхнего шва готовой упаковки, являются относительно небольшими. Таким образом, новый способ может быть осуществлен экономичным образом. Кроме того, второй концевой шов, который образуют после заполнения внутреннего пакета и его вакуумирования, теперь может быть нижним швом внутреннего пакета. Таким образом, не существует никакой необходимости обеспечивать открываемость этого шва. Кроме того, его внешний вид не связан с внешним видом готовой упаковки. Таким образом, может быть образован шов, обеспечивающий достаточную силу запечатывания независимо от присутствия пыли и частиц упаковываемого продукта. Вследствие этого может быть уменьшена вероятность попадания воздуха в упаковку через этот второй концевой шов.
В дальнейшем описываются предпочтительные варианты осуществления нового способа.
Как упоминалось, одна или более наружных оберток с печатью могут быть обернуты вокруг пакета с ориентацией печати, которая определяет первый концевой шов как верхний шов упаковки. После того как наружная обертка обернута вокруг внутреннего пакета, она может быть загнута на первый концевой шов. После запечатывания второго конца внутреннего пакета наружная обертка может быть загнута на этот второй концевой шов.
Альтернативно или в дополнение к этому на эту сторону может быть нанесена этикетка. Наружная обертка может быть изготовлена из бумаги, пластмассовой пленки или из слоистого материала, например, состоящего из бумаги и пластмассовой пленки или подходяще покрытой бумаги. При способе, предпочитаемом в настоящее время, от ленты отрезают отдельную наружную обертку и обертывают ее вокруг внутреннего пакета после того, как образованы первый концевой шов и боковой шов внутреннего пакета. Когда наружную обертку обертывают вокруг внутреннего пакета, внутренний пакет может все еще оставаться на оправке, на которой он образован. Однако отдельные наружные обертки могут быть уже поданы к упаковочной машине. В качестве альтернативы отдельные наружные обертки могут быть нарезаны из ленты на любой соответствующей стадии. В частности, наружная обертка может быть частично обернута вокруг внутреннего пакета до ее отрезания. В любом случае можно выбирать материал наружной упаковки для обеспечения желательного внешнего вида. Независимо от этого материал внутреннего пакета может быть специально выбран для удовлетворения требований, касающихся воздухонепроницаемости, запечатываемости и т.д.
Как уже упоминалось выше, обеспечиваются преимущества в легком открывании готовой упаковки, когда на первом конце внутреннего пакета образован, по меньшей мере, один захватываемый лепесток. В частности, могут быть образованы два захватываемых лепестка, которые могут иметь одинаковую или разную длину и/или ширину. Их можно захватить и отделить друг от друга для открывания шва на первом конце.
Сила запечатывания на этом первом конце может быть успешно подобрана для получения раздираемого шва. Это дополнительно облегчает открывание готовой упаковки.
Что касается внешнего вида готовой упаковки, то в настоящее время предпочитается загибать наружную обертку на верх первого конца внутреннего пакета. Это приводит к созданию привлекательного внешнего вида упаковки. Однако на верх упаковки может быть также нанесена подходящая, предпочтительно отдираемая этикетка.
Тем не менее, в настоящее время предпочитается наносить этикетку, по меньшей мере, на низ упаковки. В этой связи очевидно, что изобретение может рассматриваться как заключающееся в переворачивании упаковки вверх дном, изменяя ориентацию печати на наружной обертке. Однако вышеописанная этикетка использовалась как верхняя этикетка упаковки и должна была быть отдираемой для того, чтобы обеспечить легкое открывание наружной обертки. При использовании новой упаковки этикетку наносят на низ упаковки и ее не нужно использовать, т.е. снимать для открывания упаковки. Таким образом, нет никакой необходимости в придании этикетке свойства легкого открывания. Придание этикетке свойства легкого открывания было бы дорогостоящим делом, поэтому при отсутствии необходимости в этом еще более повышается экономичность изготовления легкооткрываемой упаковки.
Что касается других стадий способа упаковывания продукта, то, как упоминалось выше, полезно, если наполнительное отверстие образовано на втором конце, противоположном первому концу внутреннего пакета.
В этой связи в настоящее время предпочитается, чтобы сила запечатывания наполнительного отверстия была больше, чем сила запечатывания первого концевого шва. Это помогает свести к минимуму вероятность проникновения воздуха в упаковку несмотря на присутствие пыли и/или частиц упакованного продукта, как, например, порошкообразного кофе.
На упаковочных линиях, используемых в настоящее время, новая упаковка на конце линии присутствовала бы «перевернутой вверх дном» из-за изменения ориентации. Однако для того чтобы обеспечить преимущество в представлении продукта позднее, в настоящее время предпочитается поворачивать упаковку вокруг по существу горизонтальной оси после стадии запечатывания наполнительного отверстия. Когда еще не нанесена наружная обертка, лишь один внутренний пакет может быть также повернут вокруг горизонтальной оси.
Для того чтобы обеспечить желаемое легкое открывание всей упаковки, в настоящее время предпочитается наносить разрывную ленточку на наружную обертку. Таким образом, наружную обертку можно легко раскрыть, разрывая разрывной ленточкой и, возможно, удаляя часть наружной обертки с упаковки. Это с пользой служит для обнажения первого концевого шва внутреннего пакета. В отношении нанесения разрывной ленточки на наружную обертку отсылаем к патентному документу ЕР 05016623 на имя данного заявителя, приведенному здесь путем отсылки в отношении любых отличительных признаков, касающихся нанесения разрывных ленточек на наружную обертку. Таким образом, изобретение может быть также осуществлено посредством сочетания одного или более вышеупомянутых отличительных признаков и нанесения разрывных ленточек на наружную обертку. Несмотря на вышеупомянутую заявку одна или более разрывных ленточек может быть нанесена под углом к направлению технологического потока или по существу в направлении технологического потока.
Готовая упаковка, которая описана здесь и которая может, в частности, содержать кофе, содержит пакет, имеющий на своем первом конце раздираемый шов, который расположен в верхней части упаковки. Как очевидно из вышеизложенного, такая упаковка, которая полезна для потребителя, легко открывается и может быть экономично изготовлена вышеописанным способом.
Предпочтительные варианты выполнения новой упаковки по существу соответствуют вышеупомянутым предпочтительным стадиям способа.
Наконец, согласно изобретению предлагается упаковочная машина, которая содержит устройство для образования пакета и устройство для поворачивания упаковки вокруг горизонтальной оси после наполнения пакета и запечатывания наполнительного отверстия пакета. Это устройство для поворачивания упаковки может поворачивать пакет либо после запечатывания его второго конца, либо до нанесения необязательной наружной обертки. С другой стороны, может быть повернута готовая упаковка с наружной оберткой, обернутой вокруг пакета.
Таким образом, упаковочная машина может содержать устройство для обертывания одной или более наружных оберток вокруг пакета.
В соответствии с вышеописанными предпочтительными вариантами упаковочная машина согласно изобретению может содержать устройство для нанесения разрывных ленточек на наружную обертку. Кроме того, в связи с этим содержание вышеупомянутого патентного документа ЕР 05016623 на имя данного заявителя инкорпорировано здесь путем отсылки.
Краткое описание чертежей
Далее изобретение описывается со ссылкой на чертежи, которых;
Фиг.1 показывает перспективный вид верхней части упаковки согласно изобретению до открывания внутреннего пакета;
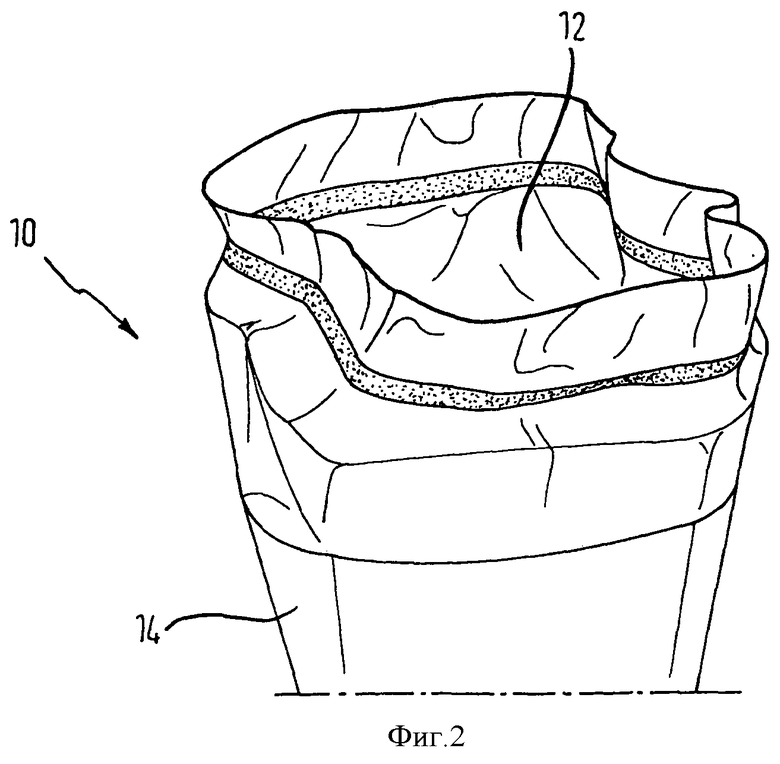
Фиг.2 показывает перспективный вид верхней части упаковки согласно изобретению после открывания.
Описание предпочтительного варианта осуществления изобретения
Как можно видеть на фиг.1, предпочтительным вариантом выполнения новой упаковки 10 является упаковка для кофе, которая имеет по существу форму прямоугольного параллелепипеда. Этот прямоугольный параллелепипед определяется внутренним пакетом 12, вокруг которого обернута наружная обертка 14. На фиг.1 показано состояние упаковки 10 после первой стадии открывания, когда уже удалена часть наружной обертки 14. На верхней части упаковки 10 имеется шов 16. Упаковочный материал, который образует внутренний пакет 12, проходит за шов 16, образуя захватываемые лепестки 18. Наружная обертка может содержать напечатанную информацию о продукте, как, например слово «Krönung». В отношении показанного варианта выполнения упаковки можно отметить, что наружная обертка может содержать, например, разрывную ленточку (не показана), которую отрывают для того, чтобы удалить верхнюю часть наружной обертки и обнажить соответствующую часть внутреннего пакета 12. Впоследствии во время открывания упаковки поднимают загнутые вниз и вбок захватываемые лепестки 18 и боковые ушки 20. Наконец, захватываемые лепестки можно отделить друг от друга, схватить отдельно и растянуть в стороны для открывания раздираемого шва 16.
На фиг.2 упаковка показана в открытом состоянии, достигнуть которого можно, в частности, без использования ножниц или тому подобного. На фиг.2 показано состояние, в котором верхняя часть наружной обертки 14 не удалена, а лишь раскрыта. Это служит для сохранения всей информации о фабричной марке и продукте, нанесенной на наружную обертку 14. Однако, что касается варианта выполнения упаковки на фиг.1, то когда удалена только верхняя часть наружной обертки, может сохраняться информация о продукте также при нахождении упаковки в открытом состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВЫВАНИЕ | 2011 |
|
RU2566911C2 |
| СПОСОБ УПАКОВКИ КОФЕ И УПАКОВОЧНАЯ МАШИНА ДЛЯ УПАКОВКИ КОФЕ | 2006 |
|
RU2388670C2 |
| УПАКОВОЧНОЕ ИЗДЕЛИЕ, ИЗДЕЛИЕ С УПАКОВАННЫМ ПИЩЕВЫМ ПРОДУКТОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2414407C1 |
| УПАКОВКА ДЛЯ КОНДИТЕРСКИХ ПРОДУКТОВ | 2015 |
|
RU2690568C2 |
| ГИБКАЯ УПАКОВКА ДЛЯ ТАБАЧНОГО МАТЕРИАЛА | 2010 |
|
RU2552496C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2012 |
|
RU2577217C2 |
| УПАКОВКА, УПАКОВАННЫЙ ПИЩЕВОЙ ПРОДУКТ, СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО МАТЕРИАЛА ДЛЯ УПАКОВЫВАНИЯ ПИЩЕВОГО ПРОДУКТА И УПАКОВОЧНЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2006 |
|
RU2386575C2 |
| УПАКОВКА ДЛЯ САЛФЕТОК И НОСОВЫХ ПЛАТКОВ | 2015 |
|
RU2680573C2 |
| ЛЕГКО ВСКРЫВАЕМЫЕ И ПОВТОРНО УКУПОРИВАЕМЫЕ ГИБКИЕ ПЛЕНОЧНЫЕ УПАКОВКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2561894C2 |
Изобретение относится к способу упаковывания продукта, в частности кофе. Способ упаковывания продукта включает в себя следующие стадии: запечатывания первого конца обернутого вокруг оправки упаковочного материала для образования пакета (12). Пакет (12) имеет раздираемый шов на первом конце. Способ также включает контролирование размеров тех частей упаковочного материала, которые проходят за шов, противоположный той стороне, где пакет (12) наполняют продуктом, так чтобы обрабатывать захватываемые лепестки, которые не склеены друг с другом, наполнение пакета (12), запечатывание наполнительного отверстия пакета (12), и расположение пакета так, чтобы первый конец стал верхним концом упаковки (10). Технический результат направлен на легкое открывание. 9 з.п. ф-лы, 2 ил.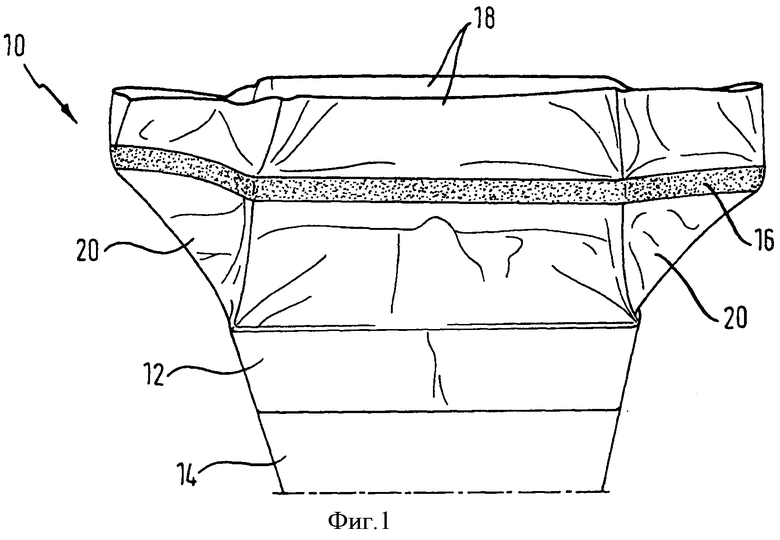
1. Способ упаковывания продукта, в частности кофе, включающий в себя следующие стадии: запечатывания первого конца обернутого вокруг оправки упаковочного материала для образования пакета (12), имеющего раздираемый шов на первом конце, контролирование размеров тех частей упаковочного материала, которые проходят за шов, противоположный той стороне, где пакет (12) наполняют продуктом, так, чтобы обрабатывать захватываемые лепестки, которые не склеены друг с другом, наполнения пакета (12), запечатывания наполнительного отверстия пакета (12), и расположения пакета так, чтобы первый конец стал верхним концом упаковки (10).
2. Способ по п.1, при котором, по меньшей мере, одну наружную обертку (14) с печатью обертывают вокруг пакета (12) с ориентацией печати так, чтобы первый конец стал верхним концом упаковки (10).
3. Способ по п.1 или 2, при котором на первом конце образуют, по меньшей мере, один захватываемый лепесток (18).
4. Способ по п.3, при котором силу запечатывания на первом конце подбирают так, чтобы он был раздираемым.
5. Способ по п.4, при котором наружную обертку (14) загибают на верх первого конца внутреннего пакета (12).
6. Способ по п.5, при котором наносят этикетку, по меньшей мере, на низ упаковки (10).
7. Способ по п.6, при котором на втором конце, противоположном первому концу, образуют наполнительное отверстие.
8. Способ по п.6, при котором силу запечатывания наполнительного отверстия подбирают значительно больше, чем силу запечатывания первого конца.
9. Способ по п.8, при котором после стадии запечатывания наполнительного отверстия пакета поворачивают пакет или готовую упаковку вокруг, по существу, горизонтальной оси.
10. Способ по п.9, при котором на наружную обертку (14) наносят разрывную ленточку.
| US 4117647 А, 03.10.1978 | |||
| Узел сопряжения ригеля с колонной | 1986 |
|
SU1308726A1 |
| US 5564259 А, 15.10.1996 | |||
| Пресс для холодного выдавливания | 1963 |
|
SU212064A1 |
| ДВУХЪЯРУСНЫЙ ЦИЛИНДР НИЗКОГО ДАВЛЕНИЯ КОНДЕНСАЦИОННОЙ ПАРОВОЙ ТУРБИНЫ | 2007 |
|
RU2372491C2 |
| US 5465554 A, 14.11.1995 | |||
| JP 2001072132 A, 21.03.2001 | |||
| Способ концентрирования серной кислоты | 1985 |
|
SU1281511A1 |
| DE 2911925 A1, 13.12.1979 | |||
| Вытяжной винтовой пресс | 1928 |
|
SU33942A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВОРАЧИВАНИЯ УПАКОВОК | 1989 |
|
RU2061639C1 |
| US 3201258 A, 17.08.1965 | |||
| 0 |
|
SU319127A1 | |
| RU | |||

