Настоящая заявка является заявкой в частичное продолжение заявки на патент США с порядковым № 10/172,217, поданной 14 июня 2002 г., по которой испрашивается приоритет и содержание которой включено сюда посредством данной ссылки; и в частичное продолжение заявки на патент США с порядковым № 10/172,218, поданной 14 июня 2002 г., по которой испрашивается приоритет и содержание которой включено сюда посредством данной ссылки; и в частичное продолжение заявки на патент США с порядковым № 10/329,143, поданной 23 декабря 2002 г., по которой испрашивается приоритет и содержание которой включено сюда посредством данной ссылки; и в частичное продолжение заявки на патент США с порядковым № 10/350,968, поданной 22 января 2003 г., по которой испрашивается приоритет и содержание которой включено сюда посредством данной ссылки; и в частичное продолжение заявки на патент США с порядковым № 10/371,743, поданной 19 февраля 2003 г., по которой испрашивается приоритет и содержание которой включено сюда посредством данной ссылки.
Область изобретения
Настоящее изобретение относится к получению изделий из металлического сплава, содержащего другой компонент-добавку, без плавления этого металлического сплава.
Уровень техники
Изделия из металлических сплавов получают с помощью любой из множества известных технологий, соответствующих характеру изделия. Согласно одной из общеизвестных технологий металлосодержащие руды очищают от примесей (рафинируют) с получением расплавленного металла, который затем разливают. Руды металлов очищают по мере необходимости с целью удаления или уменьшения содержаний нежелательных примесных элементов. Состав очищенного металла также может быть модифицирован путем добавления желательных легирующих элементов. Такие этапы очистки и легирования могут выполняться во время первоначального процесса выплавки или после затвердевания и повторного плавления. После получения металла заданного состава он может быть использован в литом состоянии, т.е. в том виде, в котором он был отлит, в случае сплавов определенных составов (т.е. литейных сплавов) или может быть подвергнут механической обработке для придания металлу желаемой формы в случае сплавов других составов (т.е. деформируемых сплавов). В любом случае, может быть использована дополнительная обработка, такая как, например, термообработка, механическая обработка, нанесение покрытия на поверхность и т.п.
По мере того, как различные виды применения предъявляют к металлическим изделиям все более жесткие требования, и по мере расширения знаний в области металлургии, относящихся к взаимозависимостям между составом, структурой, технологией обработки и достигаемыми характеристиками, в основной процесс изготовления было внесено множество изменений. Однако, по мере того, как каждое ограничение по достигаемым характеристикам преодолевалось за счет улучшения технологии обработки, появлялись новые ограничения достигаемых характеристик, которые требовалось преодолевать. В некоторых случаях ограничения по достигаемым характеристикам можно легко преодолеть, однако, в других случаях принципиальной возможности преодоления таких ограничений препятствуют фундаментальные законы физики, связанные с технологическими процессами изготовления и собственными свойствами металлов. Каждое потенциальное изменение технологии обработки и полученное в результате этого улучшение характеристик оценивается с точки зрения стоимости такого изменения в технологии обработки с тем, чтобы определить, является ли оно экономически приемлемым.
В целом ряде областей все еще возможно постепенное улучшение характеристик, являющееся результатом изменений технологии обработки. Однако в ходе работ, приведших к настоящему изобретению, его авторы установили, что в других случаях основная технология производства налагает фундаментальные ограничения на достигаемые характеристики, которые невозможно преодолеть при любых разумных затратах. Они выявили необходимость в отходе от обычного образа мышления, относящегося к технологии изготовления, что позволит преодолеть такие фундаментальные ограничения. Настоящее изобретение удовлетворяет эту потребность и обеспечивает соответствующие преимущества.
Раскрытие изобретения
В настоящем изобретении предлагается способ получения изделия, выполненного из сплава металла, такого как титан, алюминий, железо, никель, кобальт, ферроникель, сплав железа-никеля-кобальта и магний. Предлагаемая технология позволяет обойти те проблемы, которых невозможно избежать при плавке или которые можно обойти лишь с большим трудом и с большими затратами. Предлагаемая технология позволяет получить однородный сплав, не подвергая составляющие его компоненты воздействию тех условий, которые ведут к проблемам, в частности - процессу плавления. При этом избегают непреднамеренного окисления реакционноспособного металла и легирующих элементов. Предлагаемая технология обеспечивает получение изделий с такими составами, которые невозможно легко получить другими способами в товарных количествах, включая изделия, содержащие другие компоненты-добавки и, необязательно, содержащие термофизически несовместимые со сплавлением легирующие элементы.
Предлагаемый способ получения изделия из основного металла, легированного легирующим элементом, включает в себя этап приготовления соединения-предшественника путем осуществления этапа обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника основного металла. Способ далее включает в себя этап химического восстановления упомянутого соединения-предшественника до металлического сплава, причем без плавления этого металлического сплава. Этап приготовления или этап химического восстановления включает в себя этап добавления другого компонента-добавки. После этого металлический сплав уплотняют (объединяют в единое целое) с получением уплотненного металлического изделия, причем без плавления металлического сплава и без плавления уплотненного металлического изделия. Этап приготовления может, необязательно, включать в себя дополнительные этапы обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента, а затем смешивания упомянутого соединения-предшественника основного металла и упомянутого соединения-предшественника легирующего элемента с образованием смеси соединений. Может присутствовать также дополнительный этап реагирования другого компонента-добавки.
Неметаллические соединения-предшественники могут быть твердыми, жидкими или газообразными. Химическое восстановление предпочтительно осуществляют путем твердофазного восстановления, такого, например, как электролиз в расплавленной соли соединений-предшественников, находящихся в мелкодисперсном твердом виде, например, в виде оксида элемента, или путем парофазного восстановления, например, путем контактирования находящихся в паровой фазе галогенидов основного металла и легирующего(-их) элемента(-ов) с жидким щелочным металлом или жидким щелочноземельным металлом. Готовое изделие предпочтительно содержит больше титана, чем любого другого элемента. Однако предлагаемая технология не ограничена сплавами на основе титана. Другие представляющие в настоящее время интерес сплавы включают в себя сплавы на основе алюминия, сплавы на основе железа, сплавы на основе никеля, сплавы на основе ферроникеля (железа-никеля), сплавы на основе кобальта, сплавы на основе железа-никеля-кобальта и сплавы на основе магния, однако, эта технология применима к любым сплавам, для которых имеются неметаллические соединения-предшественники, которые могут быть восстановлены до металлического состояния.
Термин «другой компонент-добавка» определяется в настоящем изобретении как элемент, смесь элементов или (химическое) соединение, который (которая или которое) составляет часть содержимого конечного сплава и вводится с помощью процесса, отличающегося от процесса восстановления, используемого для образования основного металла. Другой компонент-добавка может растворяться в матрице или может образовывать дискретные фазы в микроструктуре. Другой компонент-добавка может вводиться согласно любой выполнимой технологии, при этом особый интерес представляют четыре технологии. Согласно первой технологии этап приготовления включает в себя этап введения другого компонента-добавки в виде элемента или соединения и смешивания этого другого компонента-добавки с упомянутыми соединениями-предшественниками, при этом упомянутые соединения-предшественники восстанавливаются на этапе химического восстановления, а элемент или соединение, содержащий(-ее) другой компонент-добавку, не восстанавливается на этапе химического восстановления. Согласно второй технологии этап химического восстановления включает в себя этап смешивания твердых частиц, содержащих другой компонент-добавку, с упомянутым металлическим сплавом. Согласно третьей технологии этап химического восстановления включает в себя этап осаждения другого компонента-добавки из газовой фазы на поверхность металлического элемента или сплава или на поверхность соединения-предшественника. Согласно четвертой технологии этап химического восстановления включает в себя этап осаждения другого компонента-добавки из жидкой фазы на поверхность металлического элемента или сплава или на поверхность соединения-предшественника. В металл может быть введен более чем один другой компонент-добавка. Одна или более из упомянутых технологий введения других компонентов-добавок могут использоваться в комбинации. В некоторых примерах первая технология может на практике использоваться один раз для введения одного или более чем одного другого компонента-добавки; или первая технология может на практике использоваться более чем один раз для введения более чем одного другого компонента-добавки; или же первая технология может на практике использоваться для введения одного или более чем одного другого компонента-добавки, и вторая технология может на практике использоваться для введения одного или более чем одного другого компонента-добавки.
Предлагаемая технология введения другого компонента-добавки совместима с добавлением легирующих элементов, термофизически несовместимых со сплавлением. В сплавах может присутствовать один или более элементов, термофизически несовместимых со сплавлением, и один или более элементов, которые не являются термофизически несовместимыми со сплавлением с основным металлом.
Таким образом, в другом варианте воплощения предлагаемый способ получения изделия, выполненного из основного металла (такого, как описанные выше), легированного легирующим элементом, включает в себя приготовление смеси соединений путем осуществления этапов обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника основного металла, обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента (который, необязательно, является термофизически несовместимым со сплавлением с основным металлом) и последующего смешивания соединения-предшественника основного металла и соединения-предшественника легирующего элемента с образованием смеси соединений. Способ далее включает в себя химическое восстановление упомянутой смеси соединений с получением металлического сплава, причем без плавления этого металлического сплава. Этап приготовления или этап химического восстановления включает в себя этап введения другого компонента-добавки. Металлический сплав после этого уплотняют (объединяют в единое целое) с получением уплотненного металлического изделия, причем без плавления металлического сплава и без плавления уплотненного металлического изделия. В этом варианте воплощения могут использоваться и другие описанные здесь и совместимые с ним признаки.
В предлагаемый способ могут быть включены некоторые дополнительные этапы обработки. В некоторых случаях является предпочтительным, чтобы смесь соединений-предшественников была спрессована после этапа смешивания и перед этапом химического восстановления. Результатом является спрессованная масса, которая, будучи химически восстановленной, дает губчатый металлический материал. После этапа химического восстановления металлический сплав уплотняют с получением уплотненного металлического изделия, причем без плавления металлического сплава и без плавления уплотненного металлического изделия. Такое уплотнение может быть осуществлено при любом физическом виде металлического сплава, полученного химическим восстановлением, но эта технология имеет особые преимущества при ее применении к уплотнению предварительно спрессованной губки. Уплотнение предпочтительно выполняют путем горячего прессования, горячего изостатического прессования или выдавливания (экструзии), но в любом случае - без плавления. Для достижения уплотнения может быть также использована диффузия легирующих элементов в твердом состоянии (твердотельная диффузия).
Уплотненное металлическое изделие может использоваться в уплотненном состоянии, т.е. состоянии непосредственно после уплотнения. При соответствующих обстоятельствах ему могут быть также приданы другие формы с использованием известных способов формования, таких, например, как прокатка, ковка, выдавливание и т.п. Такое изделие также может подвергаться последующей обработке с помощью известных методов, таких как механическая размерная обработка, термообработка, нанесение покрытий на поверхность и т.п.
Предлагаемая технология применяется для получения изделий из соединений-предшественников, причем полностью без какого-либо плавления. В результате, это позволяет избежать проявления тех свойств любых легирующих элементов, которые приводят к проблемам во время плавления, и поэтому они не могут привести к негомогенности или неупорядоченности в готовом металлическом сплаве. Предлагаемая технология, таким образом, позволяет получить желаемый состав сплава с хорошим качеством, но без негативного влияния связанных с плавлением проблем, которые в противном случае воспрепятствовали бы образованию приемлемого сплава и микроструктуры.
Предлагаемая технология отличается от предшествующих технологий тем, что металл крупномасштабно не плавится. Плавление и связанные с ним виды обработки, такие как литье, являются дорогими и приводят также к получению некоторых нежелательных микроструктур, которые либо являются неизбежными, либо могут быть изменены только с помощью дополнительных дорогостоящих модификаций технологического процесса. Предлагаемая технология сокращает расходы и позволяет избежать получения структур и неупорядоченностей, связанных с плавлением и литьем, с улучшением механических свойств готового металлического изделия. Эта технология, в некоторых случаях, приводит к улучшенной способности к более легкому изготовлению изделий специальных (особых) форм и видов и к облегчению контроля таких изделий. Дополнительные преимущества реализуются по отношению к конкретным системам металлических сплавов, например, обеспечивается уменьшенное образование «альфа-оболочки» (от англ. «alpha case»), т.е. хрупкого поверхностного слоя исключительно из альфа-фазы, в подверженных этому явлению двухфазных титановых сплавах.
Предпочтительный вариант предлагаемой технологии также имеет преимущество, заключающееся в том, что она основана на порошкообразном предшественнике. Когда обработка начинается с неметаллических соединений-предшественников, это позволяет избежать литой структуры со связанными с нею неоднородностями,такими как сегрегация элементов (ликвация) на неравновесном микроскопическом и макроскопическом уровнях, литая микроструктура с разбросом размеров и морфологий зерен, которую нужно каким-то образом гомогенизировать для многих вариантов применения, захват газов и загрязнение. Предлагаемая технология дает однородный, мелкозернистый, гомогенный, не имеющий пор, не имеющий газовых пор и малозагрязненный конечный продукт.
Другие признаки и преимущества настоящего изобретения будут очевидны из нижеследующего более подробного описания предпочтительного варианта воплощения, приведенного со ссылками на прилагаемые чертежи, иллюстрирующие, в качестве неограничивающего примера, принципы настоящего изобретения. Объем настоящего изобретения, однако, не ограничивается этим предпочтительным вариантом воплощения.
Краткое описание чертежей
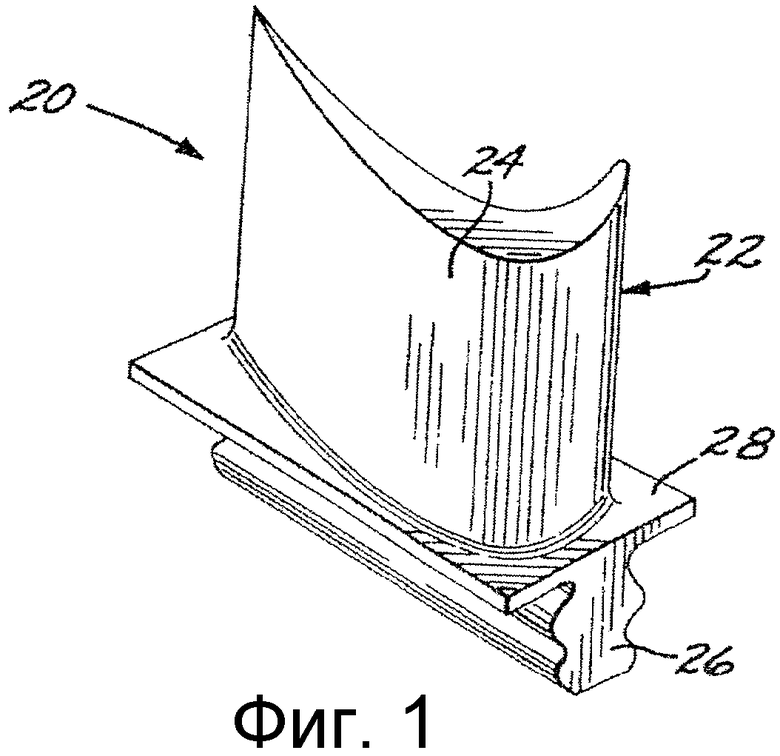
Фиг.1 представляет собой вид в перспективе металлического изделия, полученного согласно предлагаемой технологии.
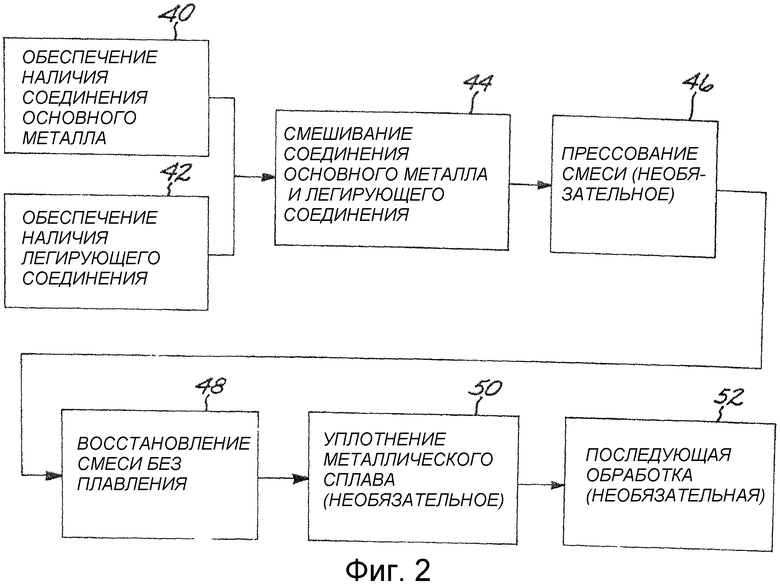
Фиг.2 представляет собой блок-схему технологического процесса при практической реализации настоящего изобретения.
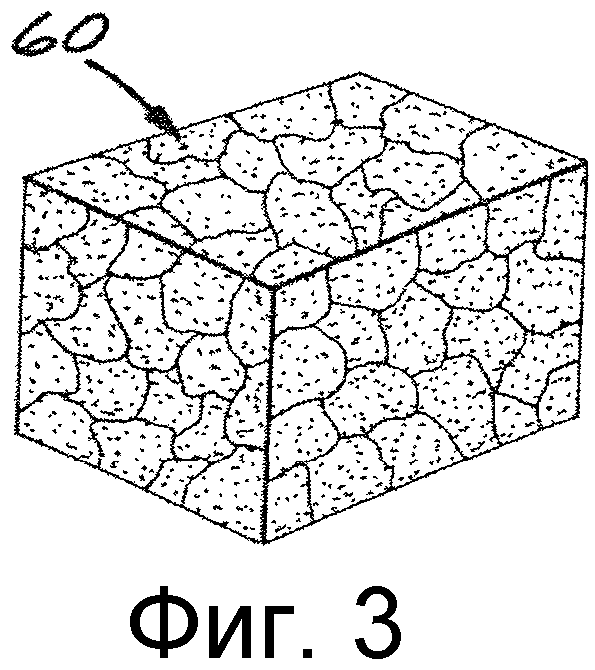
Фиг.3 представляет собой вид в перспективе губчатой массы исходного металлического материала.
Подробное описание изобретения
Предлагаемая технология может быть использована для изготовления широкого ассортимента металлических изделий 20, таких как, например, лопатка 22 компрессора газотурбинного двигателя, показанная на фиг.1. Лопатка 22 компрессора включает в себя аэродинамический профиль (перо) 24, крепление 26, которое служит для прикрепления конструкции к диску компрессора (не показан), и плоскость или платформу 28, расположенную между аэродинамическим профилем 24 и креплением 26. Лопатка 22 компрессора является лишь одним примером тех типов изделий 20, которые могут быть изготовлены согласно предлагаемой технологии. Некоторые другие примеры охватывают другие детали газовой турбины, такие как, например, лопасти вентилятора, диски вентилятора, диски компрессора, лопатки турбины, диски турбины, подшипники, цельные конструкции, состоящие из выполненных заодно диска и лопаток (от англ. «blisks»), корпуса и валы, детали автомобилей, биомедицинские изделия, а также элементы конструкции, такие как детали конструкции (фюзеляжа) летательного аппарата. Не существует никаких известных ограничений на типы тех изделий, которые могут быть изготовлены согласно предлагаемой технологии.
На фиг.2 показана предпочтительная технология изготовления изделия из основного металла и легирующего элемента. Способ включает в себя обеспечение наличия химически восстанавливаемого неметаллического соединения-предшественника основного металла, этап 40, и обеспечение наличия химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента, этап 42. «Неметаллические соединения-предшественники» представляют собой неметаллические соединения тех металлов, которые в итоге образуют металлическое изделие 20. Могут быть использованы любые пригодные неметаллические соединения-предшественники. При твердофазном восстановлении предпочтительными неметаллическими соединениями-предшественниками являются восстанавливаемые оксиды металлов, однако, могут оказаться пригодными и другие типы неметаллических соединений, такие как сульфиды, карбиды, галогениды и нитриды. Восстанавливаемые галогениды металлов являются предпочтительными неметаллическими соединениями-предшественниками при восстановлении в паровой фазе. Основной металл - это металл, который присутствует в бóльших количествах (в массовых процентах), чем любой другой элемент в сплаве. Соединение основного металла присутствует в таком количестве, чтобы после химического восстановления, которое будет описано ниже, в металлическом сплаве присутствовало больше основного металла, чем любого другого элемента. В предпочтительном случае основным металлом является титан, а соединением основного металла является оксид титана, TiO2 (для твердофазного восстановления) или тетрахлорид титана, TiCl4 (для парофазного восстановления). Легирующим элементом может быть любой элемент, имеющийся в химически восстанавливаемом виде соединения-предшественника. Несколько иллюстративных примеров включают в себя кадмий, цинк, серебро, железо, кобальт, хром, висмут, медь, вольфрам, тантал, молибден, алюминий, ниобий, никель, магний, марганец, литий, бериллий и редкоземельные элементы.
Неметаллические соединения-предшественники выбирают таким образом, чтобы обеспечить введение необходимых металлов в готовое металлическое изделие, и смешивают их друг с другом в необходимых пропорциях для получения необходимых долей этих металлов в металлическом изделии. Эти соединения-предшественники берут и смешивают в необходимых пропорциях так, чтобы соотношение основного металла и легирующих добавок в смеси соединений-предшественников было таким, которое требуется в металлическом сплаве, образующем готовое изделие.
Соединение основного металла и легирующее соединение представляют собой мелкодисперсные твердые частицы или находятся в газообразном состоянии для гарантирования их химического реагирования на последующем этапе. Мелкодисперсные соединение основного металла и легирующее соединение могут представлять собой, например, порошки, гранулы, хлопья или т.п. Предпочтительный максимальный размер в таком мелкодисперсном виде составляет примерно 100 микрометров, хотя является предпочтительным, чтобы максимальный размер был менее примерно 10 микрометров для обеспечения хорошей реакционной способности.
Предлагаемая технология может применяться в сочетании со сплавами, термофизически несовместимыми со сплавлением. Термин «термофизическая несовместимость со сплавлением» и связанные с ним термины относятся к базовому понятию, которое заключается в том, что любое идентифицированное термофизическое свойство легирующего элемента является достаточно отличающимся от такого же свойства основного металла, в предпочтительном случае - титана, для того, чтобы вызвать вредные эффекты в сплавленном готовом продукте. К этим вредным эффектам относятся такие явления, как химическая негомогенность (вредная микросегрегация, макросегрегация, такая как, например, пятна бета-фазы, и полная сегрегация, вызванная испарением или несмешиваемостью), включения легирующих элементов (например, включения высокой плотности из таких элементов, как вольфрам, тантал, молибден и ниобий) и т.п. Термофизические свойства присущи элементам и комбинациям элементов, которые образуют сплавы, и обычно их представляют с использованием равновесных фазовых диаграмм, кривых зависимости давления пара от температуры, кривых зависимости плотности от кристаллической структуры и температуры и других подобных подходов.
Хотя системы сплавов могут только приближаться к предсказанному равновесию, эти представляемые на диаграммах данные дают информацию, достаточную для распознавания и предсказывания термофизической несовместимости со сплавлением в качестве причины упомянутых вредных эффектов. Однако способность распознавать и предсказывать эти вредные эффекты как результат термофизической несовместимости со сплавлением не устраняет сами эти эффекты. Предлагаемая технология дает способ минимизировать такие вредные эффекты и, желательно, избежать их путем исключения плавления при получении и обработке сплава.
Таким образом, термофизически несовместимый(-ые) со сплавлением легирующий(-ие) элемент или элементы в получаемом сплаве не дают стабильным и управляемым образом хорошо перемешанного, гомогенного сплава с основным металлом при операции его получения плавлением. В некоторых случаях термофизически несовместимый со сплавлением легирующий элемент не может быть легко введен в сплав на любом композиционном уровне, а в других случаях такой легирующий элемент может быть введен только при низких уровнях его содержания, но не при высоких уровнях. Например, железо не ведет себя термофизически несовместимым со сплавлением образом в том случае, когда оно вводится в титан при низких уровнях содержания, обычно - вплоть до 0,3 массовых процентов (мас.%), что позволяет получить гомогенные, титан-железо-содержащие сплавы с низкими содержаниями железа. Однако, если железо вводят в титан на более высоких уровнях, оно проявляет сильную тенденцию к сегрегации в расплаве и, тем самым, ведет себя термофизически несовместимым со сплавлением образом, и поэтому гомогенные сплавы могут быть получены лишь с большим трудом. В качестве других примеров можно привести случай, когда в расплавленный в вакууме титан вводят магний, при этом последний немедленно начинает испаряться из-за низкого давления своего насыщенного пара, и поэтому плавка не может проводиться стабильным образом. Вольфрам имеет тенденцию к сегрегации в расплаве титана из-за своей разницы с титаном в плотности, что делает получение гомогенного титан-вольфрамового сплава исключительно трудной задачей.
Термофизическая несовместимость легирующего элемента со сплавлением с основным металлом может относиться к любому из нескольких типов. Поскольку титан является предпочтительным основным металлом, в нижеследующее описание включены несколько иллюстративных примеров именно для титана.
Одним из типов такой термофизической несовместимости со сплавлением является давление насыщенного пара, т.е. тот случай, когда легирующий элемент имеет скорость испарения, более чем в примерно 100 раз превосходящую скорость испарения титана при температуре расплава, которая предпочтительно чуть выше температуры ликвидуса сплава, т.е. температуры перехода данного сплава в жидкое состояние. Примеры таких легирующих элементов в титане включают в себя кадмий, цинк, висмут, магний и серебро. Когда давление пара легирующего элемента слишком высоко, преимущественных образом испаряется именно он, на что указывают величины скорости испарения при совместном плавлении с титаном в вакууме в обычной практике плавления. Сплав будет образован, однако, он является нестабильным при плавлении и непрерывно теряет легирующий элемент, так что процентное содержание легирующего элемента в конечном сплаве трудно контролировать. Согласно предлагаемой технологии, поскольку операции плавки в вакууме не осуществляют, высокое давление пара легирующего элемента при плавлении не является предметом беспокойства.
Другой тип подобной термофизической несовместимости со сплавлением возникает тогда, когда температура плавления легирующего элемента слишком высока или слишком низка по сравнению с температурой плавления основного металла, т.е. в том случае, когда температура плавления легирующего элемента отличается (либо в меньшую, либо в большую сторону) от температуры плавления основного металла более чем на примерно 400°С (720°F). Примеры таких легирующих элементов в титане включают в себя вольфрам, тантал, молибден, магний и олово. Если температура плавления легирующего элемента слишком высока, очень трудно расплавить и гомогенизировать легирующий элемент в расплаве титана при обычной практике плавки в вакууме. Сегрегация таких легирующих элементов может привести в результате к образованию включений высокой плотности, содержащих этот элемент, например, включений вольфрама, тантала или молибдена. Если температура плавления легирующего элемента слишком низка, он, вероятно, будет иметь избыточно высокое давление насыщенного пара при температуре, требуемой для расплавления титана. Согласно предлагаемой технологии, поскольку плавки в вакууме нет, чрезмерно высокие или низкие температуры плавления не являются предметом беспокойства.
Еще один тип такой термофизической несовместимости со сплавлением возникает тогда, когда плотность легирующего элемента настолько отличается от плотности основного металла, что легирующий элемент физически отделяется в расплаве, т.е. в том случае, когда легирующий элемент имеет разницу в плотности с основным металлом, превышающую примерно 0,5 грамма на кубический сантиметр (г/см3). Примеры таких легирующих элементов в титане включают в себя вольфрам, тантал, молибден, ниобий и алюминий. При обычной практике плавления чрезмерно высокая или низкая плотность приводит к гравитационной сегрегации легирующего элемента. Согласно предлагаемой технологии, поскольку плавление отсутствует, гравитационной сегрегации быть не может.
Еще один тип такой термофизической несовместимости со сплавлением возникает тогда, когда легирующий элемент химически реагирует с основным металлом в жидкой фазе. Примеры таких легирующих элементов в титане включают в себя кислород, азот, кремний, бор и бериллий. В обычной практике плавления способность легирующего элемента к химической реакции с основным металлом приводит к образованию в расплаве интерметаллических соединений, содержащих основной металл и легирующий элемент, и/или других вредных фаз, которые сохраняются после затвердевания расплава. Эти фазы часто оказывают вредное влияние на свойства готового сплава. Согласно предлагаемой технологии, поскольку металлы не нагреваются до температуры, при которой происходят эти реакции, такие соединения не образуются.
Еще один тип такой термофизической несовместимости со сплавлением возникает тогда, когда легирующий элемент обладает областью несмешиваемости с основным металлом (пределом растворимости в основном металле) в жидкой фазе. Примеры таких легирующих элементов в титане включают в себя редкоземельные элементы, такие как церий, гадолиний, лантан и неодим. В обычной практике плавления наличие предела растворимости приводит к сегрегации расплава на композиции, определяемые таким пределом растворимости. Результатом являются области негомогенности в расплаве, которые сохраняются в готовом затвердевшем изделии. Области негомогенности приводят к отклонениям свойств по всему готовому изделию. Согласно предлагаемой технологии, поскольку элементы не плавятся, вопроса о пределе растворимости не возникает.
Еще один, более сложный тип термофизической несовместимости со сплавлением связан с сильно стабилизирующими бета-фазу элементами (бета-стабилизаторами), которые демонстрируют большие «разрывы» между ликвидусом и солидусом при легировании ими титана. Некоторые из этих элементов, такие как железо, кобальт и хром, обычно демонстрируют эвтектические (или близкие к эвтектическим) фазовые взаимодействия с титаном, а также обычно претерпевают твердофазный эвтектоидный распад бета-фазы на альфа-фазу плюс соединение. Другие подобные элементы, такие как висмут и медь, обычно демонстрируют перитектические фазовые взаимодействия с титаном, давая бета-фазу из жидкости, и подобным же образом обычно претерпевают твердофазный эвтектоидный распад бета-фазы на альфа-фазу плюс соединение. Такие элементы создают чрезвычайные трудности при достижении гомогенности сплава во время кристаллизации из расплава. Это происходит не только из-за нормального распределения при кристаллизации, вызывающего микросегрегацию, но также и потому, что, как известно, пертурбации процесса плавки вызывают разделение обогащенной бета-стабилизаторами жидкости во время затвердевания, что приводит к появлению областей макросегрегации, обычно называемых пятнами бета-фазы.
Еще один тип термофизической несовместимости со сплавлением напрямую не связан с характером основного металла, а, вместо этого, связан с тиглями или той средой, в которой плавится основной металл. Основные металлы могут требовать применения конкретного материала тигля или атмосферы плавки, и некоторые потенциальные легирующие элементы могут вступать в реакцию с такими материалами тигля или составляющими атмосферу плавки веществами, и, следовательно, они не являются кандидатами на рассмотрение в качестве легирующих элементов для этого конкретного основного металла.
Еще один тип термофизической несовместимости со сплавлением относится к таким элементам, как щелочные металлы и щелочноземельные металлы, которые имеют очень ограниченную растворимость в сплавах с основным металлом. Примерами для титана являются литий и кальций. Мелкодисперсные вкрапления этих элементов, например, бета-кальция в альфа-титане, не могут быть с легкостью достигнуты при использовании процесса плавки.
Эти и другие типы термофизической несовместимости со сплавлением приводят к трудности или невозможности образования приемлемых сплавов с этими элементами при обычной промышленной плавке. В предлагаемой «безплавильной» технологии эти вредные эффекты устранены.
Соединение основного металла и легирующее соединение смешивают с образованием однородной, гомогенной смеси соединений на этапе 44. Смешивание осуществляют обычными способами, применяемыми для смешивания порошков в других областях применения, для твердофазного восстановления, или путем смешивания паров - для восстановления в паровой фазе.
Необязательно, в случае твердофазного восстановления порошков твердых соединений-предшественников, смесь соединений прессуют с получением преформы (т.е. предварительно отформованной заготовки) на этапе 46. Такое прессование проводят холодным или горячим прессованием мелкодисперсных соединений, но не при столь высокой температуре, при которой возникает какое-либо плавление соединений. Такая прессовка может быть подвергнута спеканию в твердом состоянии для временного связывания частиц друг с другом. Прессование желательным образом приводит к получению формы, подобной форме готового изделия или полупродукта, но превосходящей его по размерам.
Смесь неметаллических соединений-предшественников после этого химически восстанавливают с помощью любой применимой методики с получением исходного металлического материала, причем без плавления исходного металлического материала, на этапе 48. Используемый в настоящем описании термин «без плавления» «отсутствие плавления» и соответствующие им понятия означают, что материал макроскопически или в целом не плавится так, чтобы он перешел в жидкое состояние и потерял свою форму. Может возникать, например, незначительное локализованное подплавление, когда элементы с низкой температурой плавления плавятся и диффузионно сплавляются с элементами с более высокой температурой плавления, которые не плавятся. Даже в таких случаях общая форма материала остается неизменной.
Согласно одной технологии, которую обозначают термином «твердофазное восстановление» или «восстановление в твердой фазе», поскольку неметаллические соединения-предшественники берут в виде твердых веществ, химическое восстановление может быть осуществлено путем электролиза в расплавленной соли. Электролиз в расплавленной соли является известным способом, который описан, например, в опубликованной заявке на патент WO 99/64638, содержание которой включено в настоящее описание во всей своей полноте посредством данной ссылки. Вкратце, при электролизе в расплавленной соли смесь неметаллических соединений-предшественников погружают в электролитической ячейке (электролизере) в электролит в виде расплавленной соли, такой как, например, хлоридная соль, при температуре ниже температур плавления тех металлов, которые образуют неметаллические соединения-предшественники. Смесь неметаллических соединений-предшественников составляет катод такого электролизера, снабженного анодом. Элементы, соединенные с упомянутыми металлами в неметаллических соединениях-предшественниках, такие как, например, кислород в предпочтительном случае оксидных неметаллических соединений-предшественников, удаляются из этой смеси за счет химического восстановления (т.е., реакции, обратной химическому окислению). Реакции проводят при повышенной температуре для ускорения диффузии кислорода и других газов из катода. Катодным потенциалом управляют таким образом, чтобы обеспечить восстановление неметаллических соединений-предшественников, а не протекание других возможных химических реакций, таких как, например, разложение расплавленной соли. Электролитом является соль, предпочтительно - соль, которая является более стабильной, чем эквивалентная соль тех металлов, которые подвергаются очистке, и в идеальном случае - очень стабильна для удаления кислорода или другого газа до низкого уровня. Хлориды и смеси хлоридов бария, кальция, цезия, лития, стронция и иттрия являются предпочтительными. Химическое восстановление может проводиться до завершения, так что неметаллические соединения-предшественники полностью восстанавливаются. Вместо этого, химическое восстановление может быть и частичным, так что часть неметаллических соединений-предшественников остается.
Согласно другой технологии, которую обозначают термином «парофазное восстановление» или «восстановление в паровой фазе», поскольку неметаллические соединения-предшественники берут в виде паров или в газовой фазе, химическое восстановление может выполняться путем восстановления смесей галогенидов основного металла и легирующих элементов жидким щелочным металлом или жидким щелочноземельным металлом. Например, тетрахлорид титана и хлориды легирующих элементов берут в виде газов. Смесь этих газов, взятых в соответствующих количествах, вводят в контакт с расплавленным натрием, в результате чего галогениды металлов восстанавливаются до металлического состояния. Металлический сплав отделяют от натрия. Такое восстановление проводят при температурах ниже температуры плавления металлического сплава. Эта технология более полно описана в патентах США № 5779761 и 5958106, содержания которых включены в настоящее описание посредством данной ссылки.
Физический вид исходного металлического материала по завершении этапа 48 зависит от физического вида смеси неметаллических соединений-предшественников в начале этапа 48. Если смесь неметаллических соединений-предшественников имела вид свободно-текущих мелкодисперсных частиц, порошков, гранул, зерен или т.п., исходный металлический материал также будет иметь тот же вид, за исключением того, что его будет меньшим по размеру и обычно с некоторой степенью пористости. Если смесь неметаллических соединений-предшественников представляет собой спрессованную массу мелкодисперсных частиц, порошков, гранул, кусков или т.п., то конечным физическим видом исходного металлического материала обычно будет в некоторой степени пористая металлическая губка 60, показанная на фиг.3. Наружные размеры такой металлической губки меньше, чем размеры спрессованной массы неметаллических соединений-предшественников, из-за удаления кислорода и/или других связанных элементов на этапе 48 восстановления. Если смесь неметаллических соединений-предшественников представляет собой пар, то конечным физическим видом исходного металлического материала обычно бывает тонкий порошок, который можно подвергать дальнейшей обработке.
Некоторые компоненты, обозначаемые термином «другие компоненты-добавки» могут вызвать трудности при введении их в сплав. Например, могут отсутствовать подходящие неметаллические соединения-предшественники таких компонентов, или же имеющиеся неметаллические соединения-предшественники других компонентов-добавок могут быть трудно химическим восстанавливаемыми тем способом или при той температуре, которые совместимы с химическим восстановлением других неметаллических соединений-предшественников. Может возникнуть необходимость в том, чтобы другие компоненты-добавки в конце концов присутствовали в сплаве в виде находящихся в твердом растворе элементов, в виде соединений, образовавшихся в результате реакции с другими компонентами сплава, или в виде уже прореагировавших, по существу инертных соединений, диспергированных по всему сплаву. Эти другие компоненты-добавки или их предшественники могут быть введены из газовой, жидкой или твердой фазы, в соответствии с потребностью, с использованием одной из четырех технологий, описываемых ниже, или других применимых технологий.
Согласно первой технологии другие компоненты-добавки берут в виде элементов или соединений и смешивают с соединениями-предшественниками перед этапом химического восстановления или одновременно с ним. Смесь соединений-предшественников и других компонентов-добавок подвергают обработке химическим восстановлением на этапе 48, но при этом фактически восстанавливаются только соединения-предшественники, а другие компоненты-добавки не восстанавливаются.
Согласно второй технологии другие компоненты-добавки берут в виде твердых частиц, но их не подвергают обработке химическим восстановлением, используемой для основного металла. Вместо этого, их смешивают с исходным металлическим материалом, который получен на этапе химического восстановления, но после завершения этапа 48 химического восстановления. Такая технология особенно эффективна тогда, когда этап химического восстановления осуществляют на текучем (т.е. обладающем текучестью) порошке соединений-предшественников, но он может выполняться и с использованием предварительно спрессованной массы соединений-предшественников, что дает в результате губчатую массу исходного металлического материала. Другие компоненты-добавки сцепляются с поверхностью порошка или с поверхностью губчатой массы и с внутренней поверхностью пор. Твердые частицы необязательно могут подвергаться реагированию (реакции) за один или в несколько этапов в том случае, если они являются предшественниками другого компонента-добавки.
Согласно третьей технологии сначала получают предшественник в виде частиц порошка или в виде губки путем прессования соединений-предшественников металлических элементов. Затем частицы или губку подвергают химическому восстановлению. После этого другой компонент-добавку наносят из газовой фазы на поверхности (внешние и внутренние, если частицы являются губчатыми) частиц или на внешние и внутренние поверхности губки. Согласно одной методике газообразный предшественник или вещество в элементарном состоянии (например, газообразные метан, азот или боран) обтекает поверхность частиц или губки для осаждения соединения или элемента из газа на эту поверхность. Материалы, полученные на поверхностях, необязательно могут быть подвергнуты реагированию за один или более этапов, если они являются предшественниками другого компонента-добавки. Например, бор подают к поверхности титана путем продувки борана над этой поверхностью, и при последующей обработке осажденный боран подвергают реагированию с образованием диборида титана. Газ, несущий представляющий интерес компонент, может подаваться любым пригодным способом, например, в виде коммерчески доступного газа или путем генерирования газа, например, путем испарения пучком электронов керамики или металла, или с использованием плазмы.
Четвертая технология подобна третьей технологии, за исключением того, что другой компонент-добавку осаждают не из газа, а из жидкости. Сначала получают предшественник в виде частиц порошка, или же в виде губки путем прессования соединений-предшественников металлических элементов. Затем частицы или губку подвергают химическому восстановлению. После этого наносят другой компонент-добавку на поверхности (внутренние и внешние, если частицы являются губчатыми) частиц или на внешние и внутренние поверхности губки, осуществляя осаждение из жидкости. Согласно одной методике частицы или губку погружают в жидкий раствор соединения-предшественника другого компонента-добавки для того, чтобы покрыть поверхности частиц или губки. Соединение-предшественник другого компонента-добавки подвергают второй химической реакции для того, чтобы оставить другой компонент-добавку на поверхностях частиц или на поверхностях губки. Например, в сплав на основе титана может быть введен лантан путем покрывания поверхностей восстановленных частиц или губки (полученных из соединений-предшественников) хлоридом лантана. После этого покрытые частицы или губку нагревают и/или подвергают воздействию вакуума для удаления хлора, оставляя лантан на поверхностях частиц или губки. Необязательно, покрытые лантаном частицы или губка могут быть окислены с образованием тонкой дисперсии лантан-кислород с кислородом из окружающей среды или из раствора в металле, или же покрытые лантаном частицы или губка могут быть подвергнуты реакции с другим элементом, таким как, например, сера. Согласно другой технологии компонент-добавку наносят на частицы или на губку электрохимическим способом. Согласно еще одной технологии частицы или губка могут быть погружены в ванну, содержащую другой компонент-добавку, извлечены из этой ванны, а любой растворитель или носитель испарен с тем, чтобы оставить покрытие на поверхности частиц или губки.
Какой бы способ восстановления ни применялся на этапе 48 и как бы ни вводился другой компонент-добавка, результатом является смесь, которая содержит весь состав сплава. Способы введения других компонентов-добавок могут быть осуществлены на предшественниках перед восстановлением компонента основного металла или на уже восстановленном материале. В некоторых обстоятельствах металлический сплав может иметь вид свободно текущих частиц, а в других случаях может иметь губчатую структуру. Губчатая структура получается при использовании технологии твердофазного восстановления, если соединения-предшественники были предварительно спрессованы до начала фактического химического восстановления. Соединения-предшественники могут быть спрессованы с образованием спрессованной массы, которая имеет большие размеры, чем требуемое готовое металлическое изделие.
Химический состав исходного металлического сплава определяется типами и количествами металлов в смеси неметаллических соединений-предшественников, взятых на этапах 40 и 42, и другими компонентами-добавками, которые вводятся в процесс. Относительные доли металлических элементов определяются соответствующими их соотношениями в смеси на этапе 44 (причем не по соответствующим соотношениям соединений, а по соответствующим соотношениям металлического элемента). В случае, представляющем наибольший интерес, исходный металлический сплав содержит больше титана, чем любого другого элемента, в качестве основного металла, давая исходный металлический сплав на основе титана. Другие представляющие интерес основные металлы включают в себя алюминий, железо, никель, кобальт, ферроникель, сплав железа-никеля-кобальта и магний.
Исходный металлический сплав обычно находится в виде, который структурно не пригоден для большинства применений. Соответственно и предпочтительно, исходный металлический сплав после этого уплотняют с получением уплотненного металлического изделия, причем без плавления исходного металлического сплава и без плавления уплотненного металлического изделия, этап 50. Уплотнение устраняет пористость исходного металлического сплава, желательно увеличивая его относительную плотность до 100% или до близкой к этому величины. Можно использовать любой применимый тип уплотнения. Предпочтительно проводить уплотнение без связующего, которым является органический или неорганический материал, подмешиваемый к порошку для способствования слипанию частиц порошка друг с другом во время процесса уплотнения. Связующее может оставить нежелательный остаток в конечной структуре, и поэтому его использования предпочтительно следует избегать.
Предпочтительно, уплотнение 50 выполняют горячим изостатическим прессованием исходного металлического сплава при соответствующих условиях в виде температуры и давления, но при температуре ниже температур плавления исходного металлического сплава и уплотненного металлического изделия (причем эти температуры плавления обычно одинаковы или очень близки друг к другу). Также могут использоваться методы прессования, твердофазного спекания и экструзии в оболочке, в частности - в том случае, когда исходный металлический сплав имеет вид порошка. Уплотнение приводит к уменьшению внешних размеров массы из исходного металлического сплава, но такое уменьшение размеров является предсказуемым при наличии опыта работы с конкретными композициями. Процесс 50 уплотнения также может использоваться для обеспечения дальнейшего легирования металлического изделия. Например, оболочка, используемая при горячем изостатическом прессовании, может не удаляться, так что имеет место остаточное содержание кислорода и азота, или же в оболочку может вводиться углеродсодержащий газ. После нагревания для горячего изостатического прессования, остаточный кислород, азот и/или углерод диффундирует в сплав на основе титана и легирует его.
Уплотненное металлическое изделие, например такое, как показанное на фиг.1, может использоваться в своем уплотненном состоянии. Однако, в соответствующих случаях, уплотненное металлическое изделие может необязательно подвергаться последующей обработке, этап 52. Последующая обработка может включать в себя формование (обработку давлением) любым применимым к металлу способом, например, ковкой, экструзией (выдавливанием), прокаткой (вальцеванием) и т.п. Некоторые металлические составы поддаются к таким операциям формования, другие - нет. Уплотненное металлическое изделие на этапе 52 может дополнительно или вместо этого необязательно подвергаться другим обычным при металлообработке операциям. Такая последующая обработка может включать в себя, например, термообработку, покрытие поверхности, механическую размерную обработку и пр.
Металлический материал никогда не нагревают выше температуры его плавления. Дополнительно, его можно поддерживать ниже особых температур, которые сами по себе ниже температуры плавления. Например, когда двухфазный альфа-бета сплав на основе титана нагревают выше температуры полиморфного превращения в бета-фазу (от англ. «beta transus»), образуется бета-фаза. Бета-фаза превращается в альфа-фазу, когда сплав охлаждают ниже температуры превращения в бета-фазу. Для некоторых применений желательно, чтобы металлический сплав не нагревался выше температуры превращения в бета-фазу. В этом случае принимают меры предосторожности с тем, чтобы сплав в виде губки или в другом металлическом состоянии не нагревался выше его температуры превращения в бета-фазу на любом этапе в ходе всего процесса. Результатом является тонкая микроструктура, которая является свободной от колоний альфа-фазы и которой можно более легко придать сверхпластичность, чем грубой микроструктуре. Благодаря малым размерам частиц, полученным в результате такой обработки, требуется меньше трудозатрат для достижения тонкой структуры в конечном изделии, что приводит к снижению себестоимости продукта. Последующие производственные операции упрощаются благодаря пониженному напряжению пластического течения материала, поэтому можно применять меньшие и более дешевые ковочные прессы и другое металлообрабатывающее оборудование, и при этом такое оборудование меньше изнашивается.
В других случаях, таких как, например, некоторые детали и конструкции фюзеляжей, желательно нагревать сплав выше температуры превращения в бета-фазу и далее в бета-фазную область, чтобы возникла бета-фаза и улучшилась ударная вязкость (прочность) конечного продукта. В этом случае металлический сплав во время обработки можно нагревать до температур, превышающих температуру превращения в бета-фазу, но в любом случае не выше температуры плавления сплава. Когда изделие, нагретое выше температуры превращения в бета-фазу, вновь охлаждают до температур ниже температуры превращения в бета-фазу, образуется тонкая структура колоний, которая может затруднить ультразвуковой контроль изделия. В этом случае может оказаться предпочтительным изготавливать изделие и подвергать его ультразвуковому контролю при низких температурах без нагрева до температур выше температуры превращения в бета-фазу, такчтобы оно находилось в свободном от колоний состоянии. После завершения ультразвукового контроля, проводимого для удостоверения в том, что в изделии отсутствуют области неоднородности, изделие можно подвергнуть термообработке при температуре выше температуры превращения в бета-фазу, а затем охладить. Готовое изделие хуже поддается контролю, чем изделие, которое не нагревалось выше температуры превращения в бета-фазу, однако, отсутствие областей неоднородности уже было установлено ранее.
Тип микроструктуры, морфология и масштаб изделия определяются исходными материалами и обработкой. Зерна изделий, произведенных согласно предлагаемой технологии, в целом соответствуют морфологии и размеру частиц порошка исходных материалов в том случае, когда применяется способ твердофазного восстановления. Так, 5-микрометровые частицы предшественника дают конечный размер зерна порядка примерно 5 микрометров. Для большинства видов применения предпочтительно, чтобы размер зерен был менее примерно 10 микрометров, хотя размер зерен может доходить до 100 микрометров или более. Как описано выше, предлагаемая технология в применении к сплавам на основе титана позволяет избежать возникновения структуры альфа-колоний, появившихся из трансформированных крупных бета-зерен, которые при обычной, базирующейся на плавлении обработке возникают при охлаждении расплава до бета-фазной области фазовой диаграммы. Согласно предлагаемой технологии металл никогда не плавится и не охлаждается от расплава до бета-фазной области, поэтому крупные зерна бета-фазы никогда не возникают. Зерна бета-фазы могут быть получены при последующей обработке, как описано выше, но их получают при более низких температурах, чем температура плавления и, поэтому, они гораздо мельче бета-зерен, возникающих при охлаждении из расплава, как это происходит в обычной практике. В обычной, основанной на плавлении практике последующие процессы металлообработки рассчитаны на разрушение и глобуляризацию грубой альфа-структуры, связанной со структурой колоний. Согласно предлагаемой технологии такая обработка не требуется, поскольку получаемая структура является тонкой и не содержит альфа-пластинок.
Предлагаемая технология позволяет переводить смесь неметаллических соединений-предшественников в готовое металлическое состояние без того, чтобы металл в готовом металлическом состоянии когда-либо нагревался выше его температуры плавления. Следовательно, этот процесс позволяет избежать расходов, связанных с операциями плавления, таких как, например, расходы на печи с управляемой атмосферой или вакуумные печи в случае сплавов на основе титана. Микроструктуры, связанные с плавлением, т.е. обычные крупнозернистые структуры и возникающие при литье неоднородности, отсутствуют. Без таких неоднородностей изделия могут изготавливаться более легкими по массе, поскольку дополнительный материал, вводимый для компенсации таких неоднородностей, можно исключить. Большая уверенность в достижении свободного от неоднородностей состояния изделия за счет лучшей способности к контролю, как было описано выше, также приводит к сокращению того избыточного материала, который в ином случае должен применяться. В случае подверженный этому явлению двухфазных сплавов на основе титана, сокращается или предотвращается образование «альфа-оболочки» вследствие восстанавливающей окружающей среды. Улучшаются механические свойства, такие как статическая прочность и усталостная прочность.
Хотя выше был подробно описан конкретный вариант воплощения настоящего изобретения для целей иллюстрации, в него могут быть внесены различные модификации и изменения, не выходящие за рамки духа и объема настоящего изобретения. Соответственно, настоящее изобретение не ограничивается ничем, кроме как прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ БЕЗ ПЛАВЛЕНИЯ | 2003 |
|
RU2329122C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ КОМПЛЕКТА ПРУТКОВ | 2006 |
|
RU2425899C2 |
| ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПУТЕМ ВОССТАНОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ СОЕДИНЕНИЙ-ПРЕДШЕСТВЕННИКОВ И ПЛАВЛЕНИЯ | 2003 |
|
RU2324752C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ БЕЗ ПЛАВЛЕНИЯ | 2003 |
|
RU2633418C2 |
| МИКРОКОМПОЗИЦИОННЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2388082C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СОСТАВА ИЗ ТИТАНА, СОДЕРЖАЩЕГО ДИСПЕРГИРОВАННЫЕ В НЕМ ЧАСТИЦЫ БОРИДА ТИТАНА | 2005 |
|
RU2398655C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОМПОЗИТНЫХ ИЗДЕЛИЙ | 1987 |
|
RU2018501C1 |
| Получение материалов титановых сплавов посредством восстановления тетрахлорида титана | 2017 |
|
RU2725589C1 |
| Получение титановых сплавов посредством восстановления тетрагалогенида титана | 2017 |
|
RU2714979C1 |
| Получение титановых сплавов посредством восстановления тетрахлорида титана | 2017 |
|
RU2734225C1 |
Изобретение относится к получению изделия из сплава, легированного легирующим элементом, без его плавления. Осуществляют приготовление смеси неметаллического соединения-предшественника основного металла и неметаллического соединения-предшественника легирующего элемента. Соединения-предшественники химически восстанавливают до металлического сплава без плавления этого металлического сплава. Вводят один или более компонент-добавку и уплотняют металлический сплав с получением уплотненного металлического изделия без его плавления. При этом компонент-добавку вводят во время приготовления смеси или во время химического восстановления, или после химического восстановления. Причем в качестве компонента-добавки используют элемент, смесь элементов или химическое соединение. При этом компонент-добавка растворяется в матрице или образует дискретные фазы в микроструктуре сплава и не восстанавливается на этапе химического восстановления. Обеспечивается получение изделий из однородного сплава, не подвергая его составляющие плавлению, приводящему к окислению, и имеющего состав, который невозможно получить другими способами. 8 з.п. ф-лы, 3 ил.
1. Способ получения изделия из основного металла, легированного легирующим элементом, включающий в себя: этап приготовления смеси неметаллического соединения-предшественника основного металла и неметаллического соединения-предшественника легирующего элемента путем осуществления этапа обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника основного металла и химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента, этап химического восстановления соединений-предшественников до металлического сплава без плавления этого металлического сплава, этап введения одного или более чем одного компонента-добавки и этап уплотнения металлического сплава с получением уплотненного металлического изделия без его плавления, при этом компонент-добавку вводят во время этапа приготовления смеси или во время этапа химического восстановления, или после этапа химического восстановления, причем в качестве компонента-добавки используют элемент, смесь элементов или химическое соединение, при этом компонент-добавка растворяется в матрице или образует дискретные фазы в микроструктуре сплава и не восстанавливается на этапе химического восстановления.
2. Способ по п.1, включающий в себя дополнительный этап реагирования компонента-добавки.
3. Способ по п.1, в котором этап обеспечения наличия химически восстанавливаемого неметаллического соединения-предшественника основного металла включает в себя этап выбора в качестве основного металла титана, алюминия, железа, никеля, ферроникеля, сплава железа-никеля-кобальта или магния.
4. Способ по п.1, в котором этап приготовления включает в себя этап введения компонента-добавки в виде элемента, смеси элементов или соединения и смешивания этого компонента-добавки с упомянутыми соединениями-предшественниками.
5. Способ по п.1, в котором этап химического восстановления включает в себя этап смешивания твердых частиц, содержащих компонент-добавку, с упомянутым металлическим сплавом.
6. Способ по п.1, в котором этап химического восстановления включает в себя этап осаждения компонента-добавки из газовой фазы на поверхность металлического сплава.
7. Способ по п.1, в котором этап химического восстановления включает в себя этап осаждения компонента-добавки из жидкой фазы на поверхность металлического сплава.
8. Способ по п.1, в котором этап обеспечения химически восстанавливаемого неметаллического соединения-предшественника основного металла включает в себя этап обеспечения химически восстанавливаемого неметаллического соединения основного металла в мелкодисперсном твердом виде, а этап обеспечения химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента включает в себя этап обеспечения химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента в мелкодисперсном твердом виде.
9. Способ по п.1, в котором этап обеспечения химически восстанавливаемого неметаллического соединения-предшественника легирующего элемента включает в себя этап обеспечения соединения-предшественника такого легирующего элемента, который является термофизически несовместимым со сплавлением с основным металлом.
| WO 00/76698 A1, 21.12.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОВ И ДРУГИХ ЭЛЕМЕНТОВ | 1995 |
|
RU2152449C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Способ получения порошков сплавов титана | 1981 |
|
SU1243612A3 |

