Настоящее изобретение относится к изготовлению металлического изделия с использованием способа, при котором металлический материал не подвергают плавлению.
Металлические изделия изготавливают с использованием любой из известных технологий, которая может оказаться подходящей исходя из характера металла и изделия. В основе известных технологий заложен подход, заключающийся в рафинировании металлосодержащих руд с целью получения расплавленного металла, который затем разливают. Металл рафинируют так, как необходимо, с целью удаления нежелательных элементов или снижения их содержания. Состав рафинированного металла можно также корректировать путем добавления желательных легирующих элементов. Эти операции рафинирования и легирования могут выполняться во время процесса первоначального плавления или же после затвердевания и повторного плавления. После получения металла нужного химического состава он может использоваться в литом виде для некоторых составов сплавов (то есть литейных сплавов), или подвергаться дальнейшей обработке для придания металлу нужной формы для других составов сплавов (то есть деформируемых сплавов). В любом случае возможно применение дополнительной обработки, такой как термообработка, механическая обработка, нанесение покрытий и тому подобное.
Поскольку области применения металлических изделий предъявляют все более жесткие требования, и поскольку познания металлургической науки о взаимосвязях между химическим составом, структурой, обработкой и рабочими характеристиками улучшились, в базовые производственные процессы внесено много усовершенствований. По мере того как каждое ограничение в рабочих характеристиках устраняется за счет улучшения обработки, выявляются другие ограничения рабочих характеристик, которые должны быть устранены. В некоторых случаях ограничения рабочих характеристик легко могут быть устранены, а в других случаях возможность преодолеть ограничения затруднена фундаментальными физическими законами, связанными с производственным процессом и свойствами, изначально присущими металлами. Каждое возможное усовершенствование технологического процесса и связанное с ним улучшение рабочих характеристик сопоставляют со стоимостью внесения изменений в технологию с целью определить, является ли оно экономически оправданным.
В ряде областей сохраняется возможность частичного улучшения рабочих характеристик за счет модификации технологии. Однако авторы изобретения в ходе работы, приведшей к настоящему изобретению, определили, что в иных случаях базовый подход к изготовлению налагает фундаментальные ограничения на рабочие характеристики, которые нельзя преодолеть при разумных затратах. Они признали необходимость в отходе от обычного мышления в области технологии производства, позволяющем преодолеть эти фундаментальные ограничения. Настоящее изобретение удовлетворяет эту потребность и позволяет получить соответствующие преимущества.
Настоящее изобретение предлагает способ изготовления металлических изделий, при котором металл не подвергается плавлению.
Настоящее изобретение заключается в следующем:
(1) Способ изготовления металлического изделия из сплава на основе титана, который содержит стадии:
подготовку смеси неметаллических соединений-предшественников, содержащих металлические составляющие элементы в тонкоизмельченной форме с максимальным размером менее 100 мкм, в которой содержание титана больше, чем любого другого металлического элемента;
химическое восстановление смеси неметаллических соединений-предшественников для получения исходного металлического материала в виде порошка без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму, причем стадия химического восстановления включает химическое восстановление смеси неметаллических соединений-предшественников путем восстановления в твердой фазе; и
уплотнение исходного металлического материала для получения уплотненного металлического изделия из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму.
(2) Способ по (1), в котором стадия подготовки смеси включает операцию подготовки смеси, содержащей соединения-предшественники в виде оксидов металла.
(3) Способ по (1), в котором стадия уплотнения включает уплотнение исходного металлического материала с возможностью получения уплотненного металлического изделия, в котором по существу отсутствует колониальная структура.
(4) Способ по (1), в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание и экструзию в металлической оболочке.
(5) Способ по (1), который после стадии уплотнения включает дополнительную стадию формирования металлического изделия.
(6) Способ изготовления металлического изделия, из сплава на основе титана, который содержит стадии:
подготовку прессованной массы смеси оксидов металлических составляющих элементов в тонкоизмельченной форме с максимальным размером менее 100 мкм, в которой содержание титана больше, чем любого другого металлического элемента;
химического восстановления оксидов путем электролиза расплавленной соли с получением губки исходного металлического материала без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму; и
уплотнение полученной губки до получения уплотненного металлического изделия из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму,
ультразвуковое выявление дефектов, и при необходимости последующую термообработку,
причем для предотвращения образования колониальной структуры все стадии до ультразвукового исследования проводят при температуре, не превышающей температуру превращения бета-фазы.
(7) Способ по (6), в котором стадия подготовки смеси включает подготовку прессованной массы неметаллических соединений-предшественников, которая имеет большие размеры, чем размеры конечного металлического изделия).
(8) Способ по (6), в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание, и экструзию в металлической оболочке.
(9) Способ по (6), который после стадии уплотнения включает дополнительную стадию формирования металлического изделия.
(10) Способ изготовления металлического изделия из сплава на основе титана, который содержит стадии:
подготовку смеси неметаллических соединений-предшественников, содержащих металлические составляющие элементы, в которой содержание титана больше, чем любого другого металлического элемента;
химическое восстановление смеси неметаллических соединений-предшественников для получения исходного металлического материала в виде порошка без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму, причем стадия химического восстановления включает химическое восстановление смеси соединений-предшественников путем парофазного восстановления; и уплотнение исходного металлического материала для получения уплотненного металлического изделия из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму.
(11) Способ по (10), в котором смесь соединений-предшественников используют в тонкоизмельченной форме с максимальным размером менее 100 мкм.
(12) Способ по (10), в котором стадия уплотнения включает уплотнение исходного металлического материала с возможностью получения уплотненного металлического изделия, в котором по существу отсутствует колониальная структура.
(13) Способ по (10), в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание и экструзию в металлической оболочке.
(14) Способ по (10), который после стадии уплотнения включает дополнительную стадию формирования металлического изделия.
Далее приводятся пояснения в отношении особенностей и преимуществ настоящего изобретения.
Применявшаяся ранее технология требовала плавления металла на определенном этапе обработки. Операция плавления, которая часто включает в себя множество циклов плавления и затвердевания, является дорогостоящей и налагает некоторые фундаментальные ограничения на характеристики конечных металлических изделий. В некоторых случаях эти фундаментальные ограничения невозможно преодолеть, а в других случаях их можно преодолеть только за счет больших затрат. Источник многих из этих ограничений можно проследить непосредственно до факта плавления металла в определенной точке технологического процесса и связанного с ним затвердевания из расплава. Настоящий способ позволяет полностью избежать этих ограничений за счет отказа от плавления металла в любой точке технологического процесса между неметаллической предшествующей формой и конечным металлическим изделием.
Способ изготовления металлического изделия, выполненного из металлических составляющих элементов, содержит операции подготовки смеси неметаллических соединений-предшественников металлических составляющих элементов, химического восстановления смеси неметаллических соединений-предшественников с целью получения первоначального металлического материала без плавления первоначального металлического материала и уплотнения первоначального металлического материала с целью получения уплотненного металлического изделия, без плавления первоначального металлического материала и без плавления уплотненного металлического изделия. Это означает, что металл не подвергается плавлению.
Неметаллические соединения-предшественники могут быть твердыми, жидкими или газообразными. В одном варианте реализации неметаллические соединения-предшественники являются предпочтительно твердыми оксидами металла. Кроме того они могут быть способными к восстановлению в паровой фазе, находящимися в химическом соединении неметаллическими соединениями металлических составляющих элементов. В представляющей наибольший интерес области применения смесь неметаллических соединений-предшественников содержит больше титана, чем любого другого металлического элемента, так что конечное изделие является изделием на основе титана. Однако настоящий подход не ограничивается сплавами на основе титана. Другие сплавы, представляющие интерес в настоящее время, включают сплавы на основе алюминия, сплавы на основе железа, сплав на основе никеля и сплавы на основе магния, однако данный подход применим к любым сплавам, для которых существуют неметаллические соединения-предшественники, и которые могут быть восстановлены до металлического состояния.
Смесь неметаллических соединений-предшественников может быть представлена в любой пригодной форме. Например, смесь может быть представлена в форме прессованной массы частиц, порошков или кусков неметаллических соединений-предшественников с большими наружными размерами, чем конечное металлическое изделие. Прессованная масса может быть получена путем прессования и спекания. В другом примере смесь неметаллических соединений-предшественников может быть более тонко измельчена и не подвергнута прессованию с приданием ей определенной формы. В другом примере смесь может быть смесью паров соединений-предшественников.
Операция химического восстановления позволяет получить губку из первоначального металлического материала. Альтернативно в этой операции возможно получение частиц первоначального металлического материала. Предпочтительный способ химического восстановления включает в себя электролиз расплавленной соли или парофазное восстановление.
Операция уплотнения может быть выполнена любым подходящим способом. Предпочтительными способами являются горячее изостатическое прессование, ковка, прессование и спекание, или экструзия в металлической оболочке первоначального металлического материала.
Уплотненное металлическое изделие может использоваться в форме, полученной непосредственно в результате уплотнения. При подходящих обстоятельствах ему может быть придана иная форма, с использованием для этого известных способом формовки, таких как прокатка, ковка, экструзия и т.п. Оно может также быть подвергнуто последующей обработке с помощью известных способов, таких как механическая обработка, нанесение покрытий, термообработка.
Предлагаемый способ отличается от применявшихся до сих пор способов тем, что металл не подвергают плавлению в больших масштабах. Плавление и связанная с ним обработка, такая как литье, и вызывает возникновение микроструктур, которые или неустранимы, или же могут быть изменены только с помощью дополнительных дорогостоящих изменений технологии обработки. Настоящий способ снижает затраты и позволяет избежать возникновения структур и дефектов, связанных с плавлением и литьем, способствуя улучшению механических характеристик конечного металлического изделия. В некоторых случаях это ведет к облегчению изготовления специализированных моделей и форм, и проверки таких изделий. Дополнительные преимущества реализуются в отношении конкретных систем сплавов металлов, например уменьшение дефектов, вызванных наличием альфа-фазы и образования колоний альфа-фазы в чувствительных титановых сплавах.
В технике применяется несколько видов уплотнения в твердом состоянии. Примерами могут служит горячее изостатическое прессование и прессование вместе со спеканием, герметизация в металлических оболочках и экструзия, и ковка. Однако во всех известных до сих пор областях применения данная технология обработки в твердой фазе начинается с металлического материала, который предварительно подвергали плавлению. Заявленный способ начинается с неметаллических соединений-предшественников и предусматривает восстановление этих неметаллических соединений до исходного металлического материала и уплотнение исходного металлического материала. Плавление металлического материала при этом не предусмотрено.
Предпочтительный вариант настоящего способа имеет также преимущество, заключающееся в том, что он основывается на применении предшествующего материала в форме порошка. Производство металлического порошка или материала на основе порошка, такого как губка, без плавления, позволяет избежать возникновения литой структуры с присущими ей дефектами, такими как ликвация элементов на неравновесном микроскопическом и макроскопическом уровне, литая микроструктура с диапазоном изменения величины и морфологии зерен, которые должны быть выровнены каким-либо образом для многих областей применения, захватывание газа и загрязнение. Способ, основанный на применении порошка, позволяет получить однородный, мелкозернистый, гомогенный, не имеющий пор и не содержащий газа в порах, слабо загрязненный конечный продукт.
Тонкозернистая, не содержащая колоний структура исходного металлического материала представляет собой превосходный начальный материал для последующих операций уплотнения и металлообработки, таких как ковка, горячее изостатическое прессование, прокатка и экструзия. Обычный литой исходный материал должен быть обработан с целью модификации и сокращения колониальной структуры, а при настоящем способе необходимость в такой обработке отпадает.
Другим важным достоинством настоящего способа является повышенная пригодность к контролю по сравнению с литым и подвергнутым обработке давлением продуктом. Крупные металлические изделия, применяемые в тех областях, в которых имеется большая опасность разрушения, многократно осматриваются в ходе производственного процесса и после его завершения. Литой и подвергнутый обработке давлением продукт, выполненный из двухфазного титанового сплава с альфа-бета-структурой, и применяемый в критических областях применения, таких как диски газовых турбин, демонстрирует при ультразвуковом обследовании высокий уровень шума, связанный с присутствием колониальной структуры, а соответствующие уровни шума ограничивают способность обнаружения мелких дефектов дефектами размерами порядка 2/64-3/64 дюйма с помощью стандартной процедуры выявления раковин с плоским дном.
Изделия, полученные с помощью настоящего способа, не имеют грубой колониальной структуры. В результате при ультразвуковом обследовании они демонстрируют значительно меньший уровень шума. Поэтому могут быть обнаружены дефекты размерами 1/64 дюйма или меньше. Уменьшение размеров дефектов, которые могут обнаруживаться, позволяет изготавливать и обследовать более крупные изделия, обеспечивая, таким образом, применение более экономичных способов производства, и/или обнаружение более мелких дефектов. Например, ограничения возможности обследования, связанные с колониальной структурой, ограничивают возможные размеры некоторых изделий, выполненных из двухфазного титанового сплава с альфа-бета-структурой, не более чем диаметром в 10 дюймов на промежуточных этапах обработки. Снижение шума, связанного с процедурой контроля, позволяет обрабатывать и обследовать изделия на промежуточных этапах. Таким образом, например, может быть обследована промежуточная поковка диаметром 16 дюймов с непосредственной ковкой конечной детали без прохождения через промежуточные производственные операции. Сокращается количество производственных операций и затраты при повышении уверенности в качестве конечного продукта.
Настоящий способ особенно хорошо применим для производства изделий из сплавов на основе титана. В настоящее время производство титана из его руд является дорогостоящим, грязным, создающим опасность для окружающей среды процессом, в котором применяются с трудом поддающиеся контролю, опасные реагенты на множестве производственных стадий. Настоящий способ предусматривает использование единственной операции восстановления с относительно безопасными, расплавленными солями или находящимися в газовой фазе реагентами, либо щелочными металлами. Кроме того, двухфазные титановые сплавы с альфа-бета-структурой, полученные с использованием обычной технологии, особенно подвержены возникновению дефектов, вызванных наличием альфа-фазы, что позволяет избежать настоящий способ. Снижение стоимости конечного продукта, достигнутое с помощью настоящего способа, также делает более легкие титановые сплавы в экономическом смысле более конкурентоспособными по сравнению с гораздо более дешевыми в другом отношении материалами типа стали в областях применения, для которых затраты имеют серьезное значение.
Другие признаки и преимущества настоящего изобретения станут очевидными из приведенного ниже более подробного описания предпочтительного варианта реализации, со ссылкой на прилагаемые чертежи, которые иллюстрируют на примерах принципы изобретения. Объем изобретения, однако, не ограничивается данным предпочтительным вариантом его реализации.
На чертежах представлено:
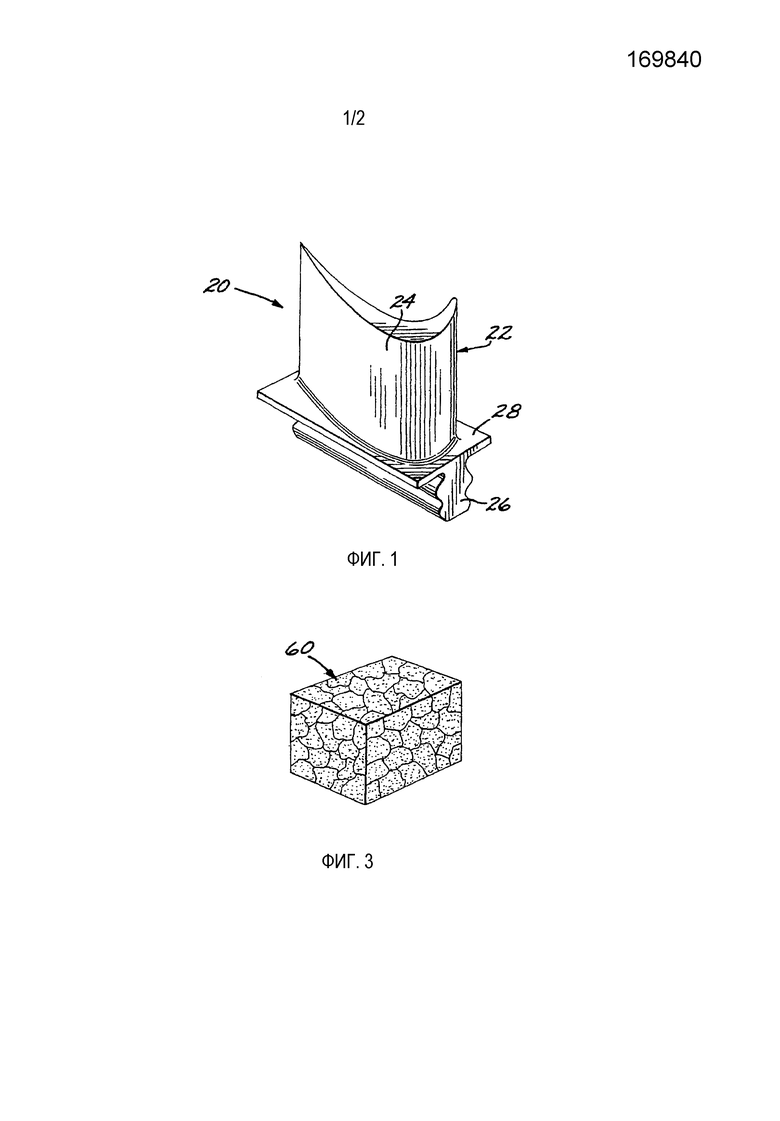
фиг. 1 - вид в перспективе металлического изделия, изготовленного согласно настоящему изобретению;
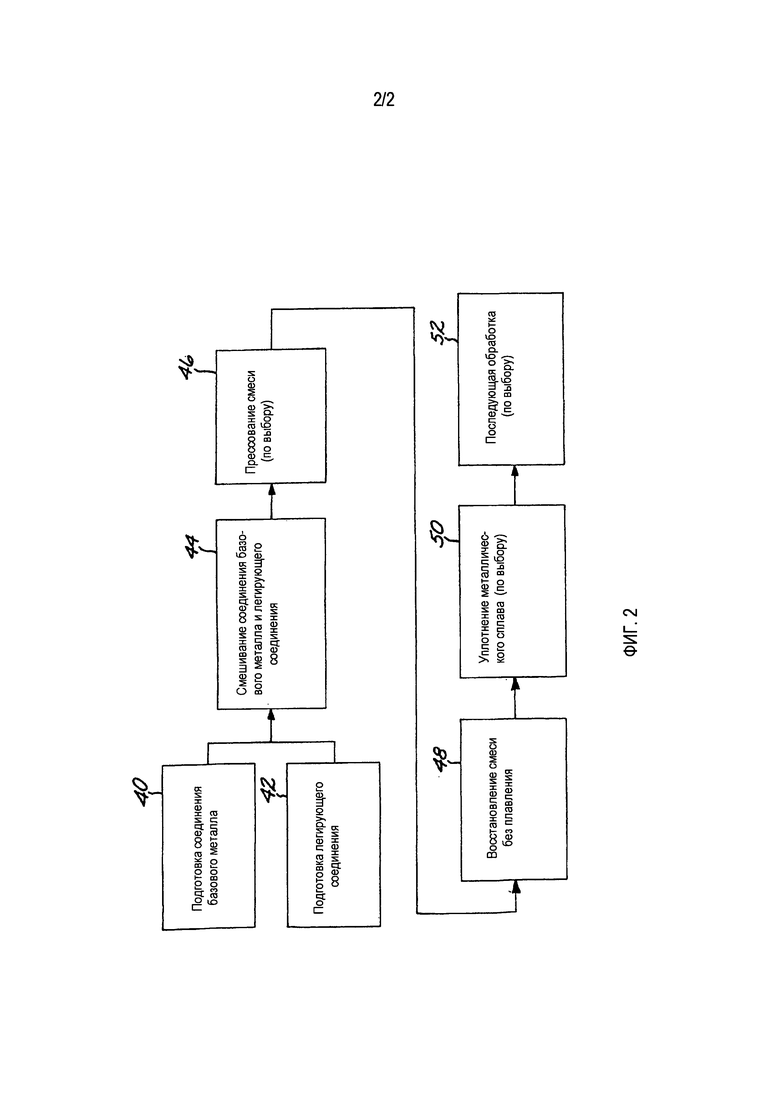
фиг. 2 - блок-схема способа реализации изобретения;
фиг. 3 - вид в перспективе губчатой массы исходного металлического материала.
Настоящий способ может использоваться для изготовления самых различных металлических изделий 20. Примером такого изделия может служить лопатка 22 компрессора газовой турбины, показанная на фиг. 1. Лопатка 22 компрессора включает крыло 24, приспособление 26, которое используется для крепления конструкции к диску компрессора (не показан) и платформу 28 между крылом 24 и приспособлением 26. Лопатка 22 компрессора является всего лишь одним примером видов изделий 20, которые могут быть изготовлены с помощью настоящего способа. Некоторые другие примеры включают другие детали газовых турбин, такие как лопасти вентилятора, диски вентилятора, диски компрессоров, лопатки турбин, диски турбин, подшипники, монолитные лопатки и диски, кожухи, и валы, детали для автомобилей, биологическое и медицинское оборудование и конструкционные элементы, такие как детали авиационных конструкций. При этом не существует известных ограничений применения способа.
На фиг. 2 показан предпочтительный вариант реализации изобретения на практике. Металлическое изделие 20 изготавливают путем получения сначала смеси неметаллических соединений-предшественников металлических составляющих элементов, стадия 40. «Неметаллическими соединениями-предшественниками» являются неметаллические соединения металлов, образующих в конечном счете металлическое изделие 20. Могут использоваться любые пригодные неметаллические соединения-предшественники. Предпочтительными неметаллическими соединениями-предшественниками для восстановления в твердой фазе являются восстановимые оксиды металлов, но пригодными являются также другие типы неметаллических соединений, такие как сульфиды, карбиды, галоиды и нитриды. Восстановимые галоиды металлов являются предпочтительными неметаллическими соединениями-предшественниками для парофазного восстановления.
Неметаллические соединения-предшественники выбирают таким образом, чтобы получить необходимые металлы в конечном металлическом изделии, и перемешивают между собой в нужных пропорциях для получения нужных соотношений этих металлов в металлическом изделии. Например, в случае если конечное изделие должно иметь конкретное соотношение титана, алюминия и ванадия, равное 90:6:4 по весу, неметаллическими соединениями-предшественниками предпочтительно являются оксид титана, оксид алюминия и оксид ванадия для процесса восстановления в твердой фазе или тетрахлорид титана, хлорид алюминия и хлорид ванадия для процесса парофазного восстановления. Могут также использоваться неметаллические соединения-предшественники, которые служат источником более чем одного металла в конечном металлическом изделии. Эти соединения доставляют и смешивают между собой в нужных пропорциях, так что отношение титана : алюминия : ванадия в смеси соединений-предшественников является таким, которое требуется в металлическом сплаве, образующем конечное изделие (например 90:6:4 по весу). В этом примере конечное металлическое изделие является сплавом на основе титана, который содержит по весу больше титана, чем любого другого элемента.
Неметаллические соединения-предшественники используются в любой пригодной физической форме. Неметаллические соединения-предшественники, применяемые при восстановлении в твердой фазе, первоначально имеют тонкоизмельченную форму, чтобы гарантировать их участие в химической реакции в ходе последующей операции. К таким тонкоизмельченным формам относятся, например, порошок, гранулы, хлопья или окатыши, которые легко производятся и поставляются промышленностью. Предпочтительный максимальный размер тонкоизмельченной формы составляет около 100 мкм, хотя для того, чтобы обеспечить необходимую однородность, желательно, чтобы максимальный размер был менее чем приблизительно 10 мкм. Неметаллические соединения-предшественники в тонкоизмельченной форме могут быть обработаны в ходе последующей операции, описанной ниже. Согласно варианту данного способа тонкоизмельченная форма неметаллических соединений-предшественников может быть спрессована, например путем прессования и спекания, с целью получения заготовки, которая обрабатывается в дальнейших операциях. В последнем случае спрессованная масса неметаллических соединений-предшественников имеет наружные размеры, которые больше размеров требующегося конечного металлического изделия, поскольку наружные размеры уменьшаются в ходе последующей обработки.
Смесь неметаллических соединений-предшественников подвергают затем химическому восстановлению с помощью любой пригодной технологии до исходного металлического материала, без плавки указанного металлического материала, стадия 42. Применяемые здесь термины «без плавления», «отсутствие плавления» и сходные с ними означают, что материал не подвергается макроскопическому или полному плавлению, при котором он переходит в жидкое состояние и теряет свою форму. Может иметь место, например, некоторое локальное плавление в небольших масштабах, когда плавятся элементы с низкой температурой плавления, способные к диффузии в элементы с более высокой температурой плавления, которые не плавятся. Даже в этих случаях общая форма материала остается неизменной.
В случае твердофазного восстановления, названном так по той причине, что неметаллические соединения-предшественники находятся в твердой форме, химическое восстановление может быть выполнено путем электролиза расплавленной соли. Электролиз расплавленной соли является известным способом, который описан, например, в опубликованной патентной заявке WO 99/64638, которая полностью включена сюда в качестве ссылки. Вкратце, при электролизе расплавленной соли смесь неметаллических соединений-предшественников погружают в электролитическую ячейку, с электролитом из расплавленной соли, такой как хлорид, при температуре ниже температуры плавления металлов, образующих неметаллические соединения-предшественники. Смесь неметаллических соединений-предшественников образует катод электролитической ячейки при инертном аноде. Элементы, соединенные с металлами в неметаллических соединениях-предшественниках, такие как кислород, в предпочтительном случае оксидных неметаллических соединений-предшественников, удаляют из смеси путем химического восстановления (то есть реакции, обратной химическому окислению). Реакция осуществляется при повышенной температуре с целью ускорить диффузию кислорода или другого газа при его удалении из катода. Катодный потенциал контролируют с целью осуществления восстановления неметаллических соединений-предшественников вместо других возможных химических реакций, таких как разложение расплавленной соли. Электролит является солью, предпочтительно солью, которая более стабильна, чем равнозначная соль металлов, подвергаемая рафинированию и в идеале очень стабильна для удаления кислорода или другого газа со снижением его содержания до низкого уровня. Предпочтительным в качестве расплавленной соли являются хлориды и смеси хлоридов бария, кальция, цезия, стронция и иттрия. Химическое восстановление может осуществляться полностью, так что неметаллические соединения-предшественники полностью восстанавливаются. Химическое восстановление может также быть частичным, при этом сохраняется некоторое количество неметаллических соединений-предшественников.
В другом случае при парофазном восстановлении, названном так по той причине, что неметаллические соединения-предшественники доставляются в паровой или газообразной форме, химическое восстановление может быть выполнено путем восстановления смесей галоидов базового металла и легирующих элементов с использованием жидкого щелочного металла или жидкого щелочноземельного металла. Например, тетрахлорид титана, как источник титана и хлориды легирующих элементов (например, хлорид алюминия как источник алюминия) применяют в газообразной форме. Смесь этих газов в нужных количествах контактирует с расплавленным натрием, так что галоиды металлов восстанавливаются до металлической формы. Сплав металлов отделяют от натрия. Это восстановление выполняют при температурах ниже температуры плавления сплава металлов, так что сплав не плавится. Способ описан более полно в патентах США US 5779761 и US 5958106, описания изобретения из которых полностью включены сюда в качестве ссылок.
Физическая форма исходного металлического материала после завершения стадии 42 зависит от физической формы смеси неметаллических соединений-предшественников в начале стадии 42. Если смесь неметаллических соединений-предшественников представляет собой свободные тонкоизмельченные твердые частицы, порошки, гранулы, куски и т.п., исходный металлический материал также имеет эту форму, за исключением того, что она меньше по размерам и обычно обладает некоторой пористостью. Если смесь неметаллических соединений-предшественников представляет собой спрессованную массу тонкоизмельченных твердых частиц, порошков, гранул, кусков и тому подобное, конечная физическая форма исходного металлического материала обычно представляет пористую металлическую губку 60, как показано на фиг. 3. Наружные размеры металлической губки меньше размеров прессованной массы неметаллического соединения-предшественника, что связано с удалением кислорода и/или других связанных элементов в ходе стадии восстановления 42. Если смесь неметаллических соединений-предшественников представляет собой пар, конечная физическая форма металлического сплава является обычно мелким порошком, который может быть подвергнут дальнейшей обработке.
Химический состав исходного металлического материала определяется видами и содержанием металлов в смеси неметаллических соединений-предшественников, использованных в ходе стадии 40. В случае необходимости исходный металлический материал содержит больше титана, чем любого другого элемента, позволяя получить исходный металлический материал на основе титана.
Исходный металлический материал имеет форму, которая в отношении структуры не подходит для большинства областей применения. Соответственно исходный металлический материал подвергают затем уплотнению для получения уплотненного металлического изделия, без плавки исходного металлического материала и без плавки уплотненного металлического изделия, стадия 44. Уплотнение устраняет пористость исходного металлического материала, соответственно повышая его относительную плотность вплоть до приблизительно 100 процентов. Возможно использование любого пригодного к применению вида уплотнения. Предпочтительно стадия 44 уплотнения осуществляется путем горячего изостатического прессования исходного металлического материала при соответствующих условиях: температуре и давлении, но при температуре, более низкой, чем температура плавления исходного металлического материала и уплотненного металлического изделия (температуры плавления которых обычно являются одинаковыми или очень близкими между собой). Возможно также использование прессования и спекания в твердой форме или экструзии в металлической оболочке, в особенности тогда, когда исходный металлический материал имеет форму порошка. Уплотнение уменьшает наружные размеры массы исходного металлического материала, но такое уменьшение размеров предсказуемо на опыте конкретных составов. Стадия 44 с уплотнением может также быть использована для дальнейшего легирования металлического изделия. Например, в емкости, применяемой при горячем изостатическом прессовании, может не создаваться разрежение, так что в ней сохраняется остаточный кислород и азот. При нагреве для горячего изостатического прессования остаточный кислород/азот поступает в титановый сплав и соединяется с ним.
Уплотненное металлическое изделие, такое как показанное на фиг. 1, может использоваться в форме полученной непосредственно после уплотнения. Кроме того, в соответствующих случаях уплотненное металлическое изделие может быть подвергнуто дополнительной формовке, стадия 46, с помощью любого пригодного процесса формовки металла, такого как ковка, экструзия, прокатка. Некоторые металлические составы поддаются улучшению с помощью таких операций формовки, а другие - не поддаются.
Уплотненное металлическое изделие может также быть дополнительно подвергнуто последующей обработке с помощью любого применимого способа. Такие операции последующей обработки могут включать, например, термообработку, нанесение покрытий, механическую обработку и т.п. Стадии 46 и 48 могут быть выполнены в указанном порядке, или же стадия 48 может быть выполнена до стадии 46.
Металлический материал никогда не нагревают до температуры выше его температуры плавления. Кроме того, он может удерживаться при температуре ниже определенного уровня, который сам ниже уровня температуры плавления. Например, при нагреве двухфазного титанового сплава с альфа-бета-структурой до температуры выше температуры бета-превращения, образуется бета-фаза. Бета-фаза превращается в альфа-фазу при охлаждении сплава до температуры ниже температуры бета-превращения. В некоторых случаях желательно, чтобы металлический сплав не нагревали до температуры, превышающей температуру бета-превращения. В этом случае нужно следить, чтобы губка сплава или любая его другая металлическая форма не нагревалась выше его температуры превращения бета-фазы в любой момент во время обработки. Результатом является тонкая микроструктура, в которой отсутствуют колонии альфа-фазы, и которую можно сделать суперпластичной легче, чем грубую микроструктуру. Последующие производственные операции упрощаются благодаря более низкому напряжению пластического течения, так что можно использовать меньшие и более дешевые ковочные прессы и другое металлообрабатывающее оборудование, с уменьшением износа оборудования.
В других случаях, таких как компоненты и структуры авиационных конструкций, желательно нагревать сплав до температуры, превышающей температуру превращения бета-фазы, так что происходит образование бета-фазы и повышается прочность конечного продукта. В этом случае металлический сплав может быть нагрет во время обработки до температур, превышающих температуру превращения бета-фазы, но в любом случае не превышающих температуру плавления сплава. При охлаждении изделия, нагретого до температуры, превышающей температуру превращения бета-фазы, до температуры ниже температуры превращения бета-фазы образуется колониальная структура, которая может препятствовать ультразвуковому обследованию изделия. В этом случае может быть желательным, чтобы изделие изготавливали и подвергали ультразвуковому обследованию при низких температурах, без нагрева до температур, превышающих температуру превращения бета-фазы, так что в нем отсутствовали колонии. После завершения ультразвукового обследования с целью проверки отсутствия дефектов в изделии, оно может быть подвергнуто термообработке при температуре, превышающей температуру превращения бета-фазы. Конечное изделие в меньшей степени пригодно для осмотра, чем изделие, которое не нагревали до температуры, превышающей температуру превращения бета-фазы, однако отсутствие дефектов уже установлено. Благодаря мелким размерам частиц, полученным за счет такой обработки, требуется меньше затрат для получения мелкозернистой структуры в конечном изделии, что ведет к получению более дешевого продукта.
Тип микроструктуры, морфология и размеры изделия определяются начальными материалами и обработкой. Зерна изделий, полученных с помощью настоящего способа, при использовании технологии восстановления в твердой фазе обычно соответствуют морфологии и размерам частиц порошка начальных материалов. Так, частицы предшественника размером 5 мкм дают размеры конечного зерна порядка около 5 мкм. Для большинства областей применения желательно, чтобы размер зерна был меньше чем приблизительно 10 мкм, хотя размер зерна может достигать 100 мкм или больше. Как было показано ранее, настоящий способ позволяет избежать возникновения грубой структуры с альфа-колонией, полученной из преобразованных грубых бета-зерен, которые при обычной обработке на основе плавки образуются при охлаждении расплава до области существования бета-фазы по диаграмме. При данном способе не происходит плавления металла и его охлаждения из расплава до области бета, так что не возникают грубые зерна бета-фазы. Зерна бета-фазы могут быть получены в ходе последующей обработки так, как описано выше, но они возникают при более низкой температуре, чем температура плавления, и поэтому оказываются гораздо мельче, чем зерна бета-фазы, образующиеся при охлаждении из расплава при обычной практике. При обычной практике, основанной на плавлении, последующие процессы металлообработки предназначены для разрушения и глобуляризации грубой альфа-структуры, связанной с колониальной структурой. Такая обработка не требуется при настоящем способе, поскольку структура после получения является мелкозернистой и не содержат пластинок альфа-фазы.
Настоящий способ позволяет выполнить обработку смеси неметаллических соединений-предшественников с получением готовой металлической формы без какого-либо нагрева металла готовой металлической формы до температуры выше температуры плавления. Следовательно этот способ позволяет избежать затрат, связанных с операциями плавления, такими как затраты на плавление в контролируемой атмосферой или вакуумную печь в случае сплавов на основе титана. Микроструктуры, возникающие после плавления, обычно крупнозернистые структуры, дефекты литья и колониальные структуры, не обнаруживаются. Без таких дефектов изделия могут быть легче. В случае чувствительных сплавов на основе титана, альфа-фаза не образуется или частота ее образования снижается благодаря восстановительной атмосфере. Улучшаются механические характеристики, такие как статическая прочность и усталостная прочность.
Настоящий способ позволяет выполнить обработку смеси неметаллических соединений-предшественников с получением готовой металлической формы без нагрева металла готовой металлической формы до температуры выше температуры плавления. Следовательно этот способ позволяет избежать затрат, связанных с операциями плавления, такими как затраты на плавление в контролируемой атмосферой или на вакуумную печь в случае сплавов на основе титана. Микроструктуры, возникающие после плавления, обычно крупнозернистые структуры, и дефекты литья, в них не обнаруживаются. Без таких дефектов изделия могут быть легче, поскольку можно обойтись без дополнительного материала, добавленного для компенсации дефектов. Повышение уверенности в отсутствии дефектов в изделии, достигнутое при более высокой пригодности к обследованию, также ведет к уменьшению количества дополнительного материала, который в противном случае мог бы присутствовать. В случае чувствительных сплавов на основе титана, альфа-фаза не образуется, или частота ее образования снижается благодаря восстановительной атмосфере.
Хотя конкретный вариант реализации изобретения описан подробно в целях иллюстрации, возможно внесение различных модификаций и улучшений без отклонения от существа и объема изобретения. Соответственно изобретение не ограничивается ничем кроме прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ БЕЗ ПЛАВЛЕНИЯ | 2003 |
|
RU2329122C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ДРУГОЙ КОМПОНЕНТ-ДОБАВКУ, БЕЗ ПЛАВЛЕНИЯ | 2005 |
|
RU2395367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ КОМПЛЕКТА ПРУТКОВ | 2006 |
|
RU2425899C2 |
| МИКРОКОМПОЗИЦИОННЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2388082C2 |
| ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПУТЕМ ВОССТАНОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ СОЕДИНЕНИЙ-ПРЕДШЕСТВЕННИКОВ И ПЛАВЛЕНИЯ | 2003 |
|
RU2324752C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СОСТАВА ИЗ ТИТАНА, СОДЕРЖАЩЕГО ДИСПЕРГИРОВАННЫЕ В НЕМ ЧАСТИЦЫ БОРИДА ТИТАНА | 2005 |
|
RU2398655C2 |
| СПОСОБ ПРОИЗВОДСТВА ТАНТАЛОВЫХ СПЛАВОВ | 2014 |
|
RU2677399C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2627092C2 |
| СПОСОБ ПРОИЗВОДСТВА ТАНТАЛОВЫХ СПЛАВОВ | 2019 |
|
RU2770845C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2720276C2 |
Изобретение относится к изготовлению металлических изделий с использованием способа, при котором металлический материал не подвергается плавлению. Способ изготовления металлического изделия из сплава на основе титана включает подготовку смеси неметаллических соединений-предшественников, содержащих металлические составляющие элементы в тонкоизмельченной форме с максимальным размером менее 100 мкм, в которой содержание титана больше, чем любого другого металлического элемента, химическое восстановление смеси неметаллических соединений-предшественников для получения исходного металлического материала в виде порошка без плавления исходного металлического материала, причем стадия химического восстановления включает химическое восстановление смеси неметаллических соединений-предшественников путем восстановления в твердой фазе, путем парофазного восстановления или восстановление оксидов путем электролиза расплавленной соли и уплотнение полученного восстановленного материала для получения уплотненного металлического изделия, без плавления первичного металлического материала и без плавления уплотненного металлического изделия. Изобретение направлено на улучшение механических характеристик изделий из сплавов на основе титана. 3 н. и 11 з.п. ф-лы, 3 ил.
1. Способ изготовления металлического изделия (20) из сплава на основе титана, который содержит стадии:
подготовку смеси неметаллических соединений-предшественников, содержащих металлические составляющие элементы в тонкоизмельченной форме с максимальным размером менее 100 мкм, в которой содержание титана больше, чем любого другого металлического элемента;
химическое восстановление смеси неметаллических соединений-предшественников для получения исходного металлического материала в виде порошка без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму, причем стадия химического восстановления включает химическое восстановление смеси неметаллических соединений-предшественников путем восстановления в твердой фазе; и
уплотнение исходного металлического материала для получения уплотненного металлического изделия (20) из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия (20), при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму.
2. Способ по п. 1, в котором стадия подготовки смеси включает операцию подготовки смеси, содержащей соединения-предшественники в виде оксидов металла.
3. Способ по п. 1, в котором стадия уплотнения включает уплотнение исходного металлического материала с возможностью получения уплотненного металлического изделия (20), в котором по существу отсутствует колониальная структура.
4. Способ по п. 1, в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание и экструзию в металлической оболочке.
5. Способ по п. 1, который после стадии уплотнения включает дополнительную стадию формирования металлического изделия (20).
6. Способ изготовления металлического изделия (20) из сплава на основе титана, который содержит стадии:
подготовку прессованной массы смеси оксидов металлических составляющих элементов в тонкоизмельченной форме с максимальным размером менее 100 мкм, в которой содержание титана больше, чем любого другого металлического элемента;
химического восстановления оксидов путем электролиза расплавленной соли с получением губки (60) исходного металлического материала без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму; и
уплотнение полученной губки до получения уплотненного металлического изделия (20) из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия (20), при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму,
ультразвуковое выявление дефектов, и при необходимости последующую термообработку,
причем для предотвращения образования колониальной структуры все стадии до ультразвукового исследования проводят при температуре, не превышающей температуру превращения бета-фазы.
7. Способ по п. 6, в котором стадия подготовки смеси включает подготовку прессованной массы неметаллических соединений-предшественников, которая имеет большие размеры, чем размеры конечного металлического изделия (20).
8. Способ по п. 6, в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание, и экструзию в металлической оболочке.
9. Способ по п. 6, который после стадии уплотнения включает дополнительную стадию формирования металлического изделия (20).
10. Способ изготовления металлического изделия (20) из сплава на основе титана, который содержит стадии:
подготовку смеси неметаллических соединений-предшественников, содержащих металлические составляющие элементы, в которой содержание титана больше, чем любого другого металлического элемента;
химическое восстановление смеси неметаллических соединений-предшественников для получения исходного металлического материала в виде порошка без плавления исходного металлического материала, при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму, причем стадия химического восстановления включает химическое восстановление смеси соединений-предшественников путем парофазного восстановления; и
уплотнение исходного металлического материала для получения уплотненного металлического изделия (20) из сплава на основе титана, без плавления исходного металлического материала и без плавления уплотненного металлического изделия (20), при котором материал подвергается макроскопическому или полному плавлению, переходит в жидкое состояние и теряет свою форму.
11. Способ по п. 10, в котором используют смесь соединений-предшественников, содержащую металлические составляющие элементы в тонкоизмельченной форме с максимальным размером менее 100 мкм.
12. Способ по п. 10, в котором стадия уплотнения включает уплотнение исходного металлического материала с возможностью получения уплотненного металлического изделия (20), в котором по существу отсутствует колониальная структура.
13. Способ по п. 10, в котором стадия уплотнения включает уплотнение исходного металлического материала с использованием технологии, выбранной из группы, включающей горячее изостатическое прессование, ковку, прессование и спекание и экструзию в металлической оболочке.
14. Способ по п. 10, который после стадии уплотнения включает дополнительную стадию формирования металлического изделия (20).
| Податливая стойка с пружинным замком | 1948 |
|
SU76698A1 |
| WO 9964638 A1, 16.12.1999 | |||
| 0 |
|
SU162996A1 | |
| US 5958106 A, 28.09.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОВ И ДРУГИХ ЭЛЕМЕНТОВ | 1995 |
|
RU2152449C1 |

