Изобретение относится к режущей вставке для инструмента, в частности фрезы, содержащей режущее тело, имеющее тыльную и переднюю торцевую стороны, образующие угловую зону, в которой расположено лезвие для обработки резанием заготовки. Режущее тело имеет далее стружкоотводящую поверхность.
Подобная режущая вставка описана, например, в DE 19716818 С2 или DE 2020004007811 U1. Известные режущие вставки используются в плоских фрезах. У такой плоской фрезы несколько вставок, будучи распределены по периферии, закрепляют на цилиндрическом теле инструмента. Тело инструмента состоит из легкого металла, в частности алюминия или алюминиевого сплава. Благодаря относительно мягкому материалу в уровне техники предусмотрен стружкоотводящий элемент или стружкоотклонитель, который снятую при обработке заготовки стружку удерживает на удалении от тела инструмента во избежание его повреждения. В DE 19716818 С2 стружечная камера собственно режущей вставки направлена дальше через дополнительный стружкоотводящий элемент в направлении периферии плоской фрезы. В DE 2020004007811 U1 для той же цели описан выступающий за контур режущей вставки стружкоотклонитель, ограничивающий стружечную камеру.
Оба стружкоотводящих элемента служат, однако, только для защиты тела инструмента. В частности, при обработке резанием мягких материалов, таких, например, как легкометаллические заготовки из алюминия, возникает та проблема, что снятая легкометаллическая стружка удаляется лишь с трудом и обладает относительно сильной способностью к прилипанию. Поэтому существует опасность того, что подобная стружка приведет к повреждению поверхности заготовки.
В основе настоящего изобретения лежит задача создания режущей вставки, которая обеспечивала бы надежный стружкоотвод и, тем самым, предотвращала бы повреждение как тела инструмента, так и обрабатываемой заготовки.
Эта задача решается, согласно изобретению, посредством режущей вставки по п.1 формулы. Режущая вставка содержит режущее тело, имеющее обычно параллелепипеидальную основную геометрическую форму. Режущее тело имеет тыльную сторону, которая в установленном состоянии и при работе фрезы ориентирована в сторону заготовки. Тыльная сторона образует поверхность обработки, которая при работе совпадает с поверхностью обрабатываемой заготовки. Эта тыльная сторона может быть также, в принципе, криволинейной. Поверхность обработки определена при этом радиальным направлением и направлением резания тыльной стороны. Режущее тело ограничено далее передней торцевой стороной, которая ориентирована обычно перпендикулярно поверхности обработки и образует с тыльной стороной угловую зону. В этой угловой зоне расположено выполненное, в частности, в виде режущего уголка лезвие для обработки резанием заготовки. Для обеспечения надежного стружкоотвода режущее тело имеет далее стружкоотводящую поверхность, которая ориентирована в сторону лезвия и сходит под острым углом к поверхности обработки.
Стружкоотводящая поверхность выполнена, поэтому таким образом, что она, по возможности, непрерывно и без резкого перехода переходит в поверхность обработки. В целом, выполнен, поэтому стружкоотводящий элемент, который, если смотреть сбоку или в сечении, имеет род формы клина, причем клин с небольшим расстоянием «скользит» по поверхности заготовки и ориентирован вперед своей вершиной в сторону лезвия. Благодаря этой мере снятая лезвием стружка приподнимается от поверхности заготовки за счет постепенно возрастающей стружкоотводящей поверхности и надежно удаляется. Этим предотвращается повреждение поверхности заготовки.
Стружкоотводящая поверхность служит помимо надежного стружкоотвода дополнительно также для формирования стружки. Для этого стружкоотводящая поверхность выполнена целесообразно криволинейной. Имеющий стружкоотводящую поверхность стружкоотводящий элемент может быть, поэтому, назван также стружкоотводящим формирователем.
Радиальное направление и направление резания определены расположением, в частности, лезвия. Поскольку режущая вставка с лезвием закреплена на установленном с возможностью вращения теле инструмента, в направлении периферии или вращения фрезы перед лезвием должно быть достаточно свободного пространства. Направление периферии или вращения фрезы следует понимать при этом как направление резания. Радиальное направление ориентировано перпендикулярно ему. Ниже под радиальными сторонами или поверхностями следует понимать такие поверхности режущей вставки, которые проходят параллельно или, в основном, параллельно радиальному направлению.
Подобная режущая вставка вместе с множеством других режущих вставок предназначена для закрепления на цилиндрообразном теле инструмента с целью получения плоской фрезы. Режущая вставка может быть использована также в других фрезах. Режущая вставка предназначена, в частности, для обработки легкометаллических заготовок с высокими скоростями резания выше 2000 м/мин.
В отношении желаемого надежного стружкоотвода острый угол лежит преимущественно в диапазоне 30-60° и составляет, в частности, около 45°.
Режущее тело включает в себя преимущественно стружечную камеру, ориентированная, в основном, в направлении резания стенка которой имеет стружкоотводящую поверхность. В частности, эта ориентированная в направлении резания стенка стружечной камеры образована стружкоотводящей поверхностью. Направление главной протяженности стружкоотводящей поверхности ориентировано перпендикулярно направлению периферии или вращения (направлению резания) фрезы при работе. Образованный стружкоотводящим элементом клин ориентирован, поэтому в радиальном направлении, т.е. вершина клина направлено радиально наружу.
Согласно одному целесообразному усовершенствованию стружкоотводящая поверхность расположена под наклоном под углом к осевому направлению. За счет наклонного выполнения стружка надежно направляется в стружечную камеру без возникновения опасности того, что она выйдет из стружечной камеры в направлении резания.
Для достижения надежного и определенного формирования и отвода стружки стружкоотводящая поверхность в одном целесообразном варианте выполнена криволинейной и образует приблизительно квадрант. Стружкоотводящая поверхность простирается по угловому диапазону приблизительно 90°.
Согласно одному целесообразному усовершенствованию, стружечная камера имеет радиальную стенку, походящую, в основном, в радиальном направлении и ориентированную к торцевой стороне. По меньшей мере, в зоне торцевой стороны она расположена с наклоном к ней под радиальным углом, так что между радиальной стенкой стружечной камеры и торцевой поверхностью образован угол < 90°. Радиальная стенка стружечной камеры сходит поэтому не перпендикулярно торцевой ограничительной поверхности режущей вставки, а образует с ней также острый угол, так что и здесь образован род стружкоотводящего клина, который обеспечивает надежный стружкоотвод в стружечную камеру.
За счет высоких скоростей резания при высокоскоростном фрезеровании свыше 2000 м/мин на режущую вставку действуют очень высокие радиальные усилия. Чтобы и во время высокоскоростного фрезерования обеспечить определенное положение режущей вставки, для радиальной фиксации предусмотрен охватывающий элемент. Этот охватывающий элемент выдается за проходящую в радиальном направлении опорную поверхность режущего тела, которой режущая вставка притягивается к ответной опорной поверхности тела инструмента. Охватывающий элемент создает поэтому в смонтированном состоянии действующее в радиальном направлении геометрическое замыкание. Это выполнение может применяться также принципиально независимо от специальной геометрии и расположения стружкоотводящей поверхности и предпочтительно, в целом, для режущих вставок, предназначенных для высокоскоростного фрезерования. В связи со стружкоотводящей формой это выполнение имеет для радиальной фиксации то особое преимущество, что поддерживается необходимое для целенаправленного стружкоотвода определенное заданное положение всей режущей вставки при работе. Заявитель оставляет за собой право подачи частичной заявки на этот аспект независимо от специального выполнения стружкоотводящей поверхности.
В отношении как можно более простого выполнения режущее тело образовано основанием и закрепленным на нем имеющим лезвие режущим элементом. Последний выполнен, в частности, по типу режущей пластинки и прочно соединен с основанием посредством склеивания и, в частности, пайки.
Для достижения хороших результатов резания, в частности при обработке легких металлов, режущий элемент, согласно целесообразному усовершенствованию, состоит из алмаза или нитрида бора. При этом в частности, применяется поликристаллический алмаз или поликристаллический нитрид бора. В качестве альтернативы в качестве режущих материалов для режущего элемента может применяться также твердый сплав или керамика.
В одном предпочтительном варианте основание изготовлено и формовано посредством процесса спекания. Выполнение в виде спеченного основания обеспечивает рентабельное изготовление также комплексных геометрических форм с желаемыми свойствами материала. В частности, при описанной здесь специальной геометрии стружкоотводящей поверхности другие варианты изготовления сложны и, тем самым, дороги. Выполнение режущей вставки или ее тела в виде спеченного тела может применяться, в целом, для режущих вставок и не ограничено режущей вставкой со специальной, описанной здесь стружкоотводящей поверхностью. Заявитель оставляет за собой право подачи частичной заявки на этот аспект независимо от специального выполнения стружкоотводящей поверхности.
Целесообразно спеченное тело изготовлено при этом из металлического порошка. В качестве основы он содержит преимущественно железо и имеет примеси никеля и меди. Целесообразно содержание никеля лежит в диапазоне 3,5-4,5 мас.%, а содержание меди - в диапазоне 1,2-1,8 мас.%, остальное - железо. Дополнительно спеченное тело содержит добавки, в частности, в диапазоне 0,7-0,9 мас.%, которые добавлены в качестве способствующих спеканию средств.
Для надежного бесперебойного стружкоотвода с как можно меньшими потерями на трение, согласно одному предпочтительному усовершенствованию, режущая вставка, по меньшей мере, на отдельных участках снабжена подходящим покрытием. Это покрытие представляет собой антифрикционный или твердосплавный слой. Оно нанесено, в частности, в зонах режущей вставки, входящих в соприкосновение со стружкой. Этими зонами являются, в частности, стружкоотводящая поверхность и другие ограничивающие стружечную камеру стенки последней. В принципе, также вся режущая вставка может быть снабжена покрытием. Только снабженный лезвием режущий элемент следует закрыть в процессе нанесения покрытия во избежание нанесения последнего на лезвие. В качестве антифрикционного слоя подходит, в частности, слой MoS2 или DLC (Diamond Like Carbon). В качестве твердосплавного слоя подходит, например, слой TiAIN или TiB2.
Пример осуществления изобретения более подробно поясняется ниже с помощью чертежей, на которых в схематичном и частично упрощенном виде изображают:
на фиг.1 - режущую вставку в первой перспективе;
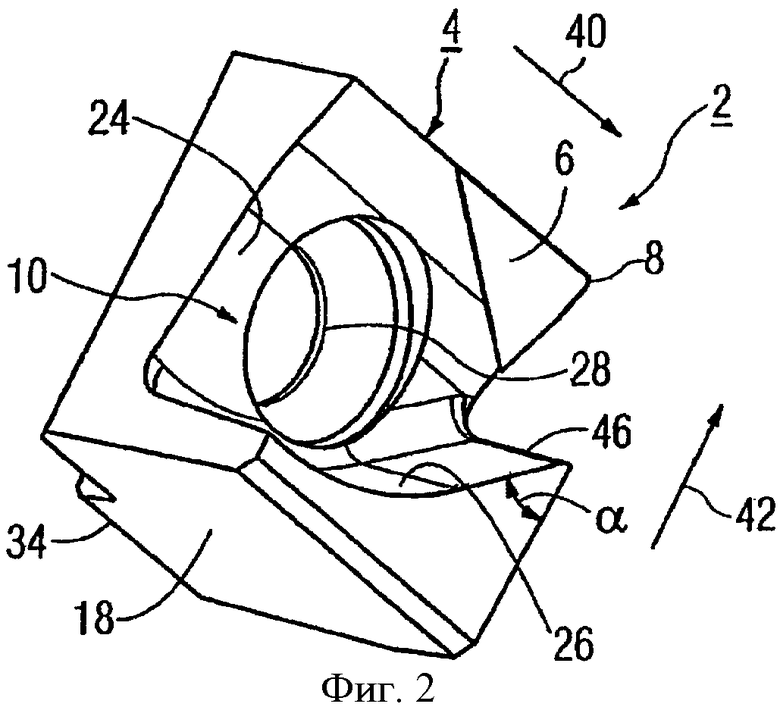
на фиг.2 - режущую вставку во второй перспективе;
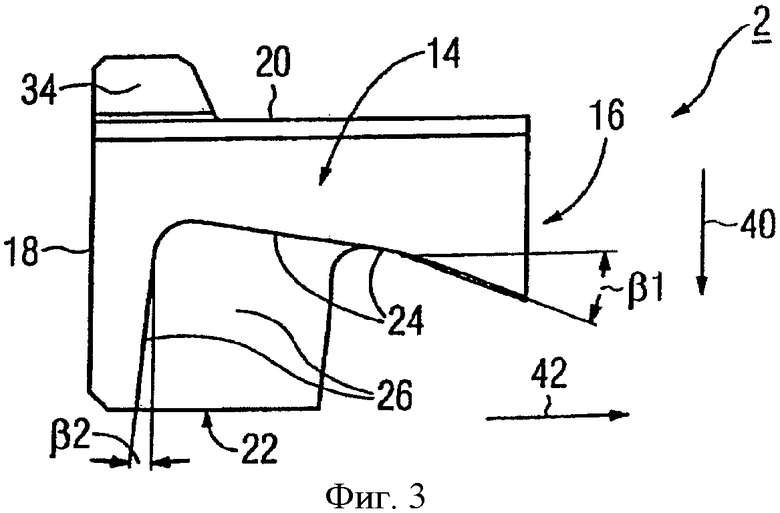
на фиг.3 - вид сверху на верхнюю сторону режущей вставки из фиг.1 и 2;
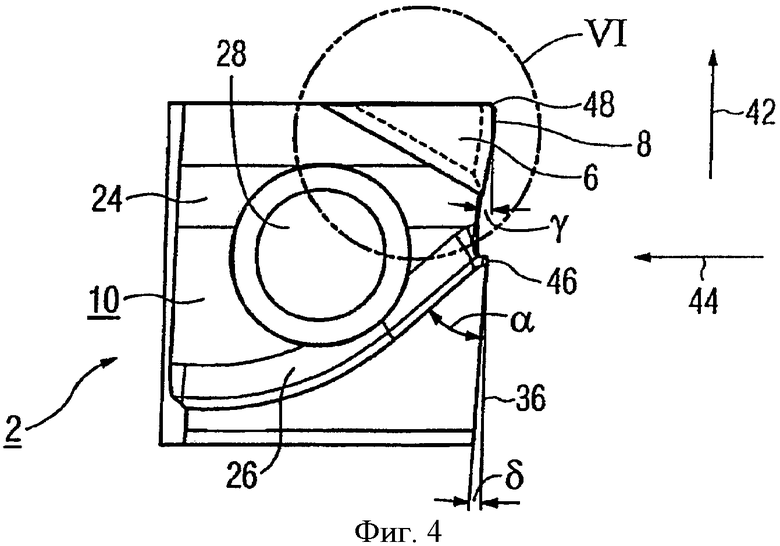
на фиг.4 - вид спереди стороны стружечной камеры режущей вставки;
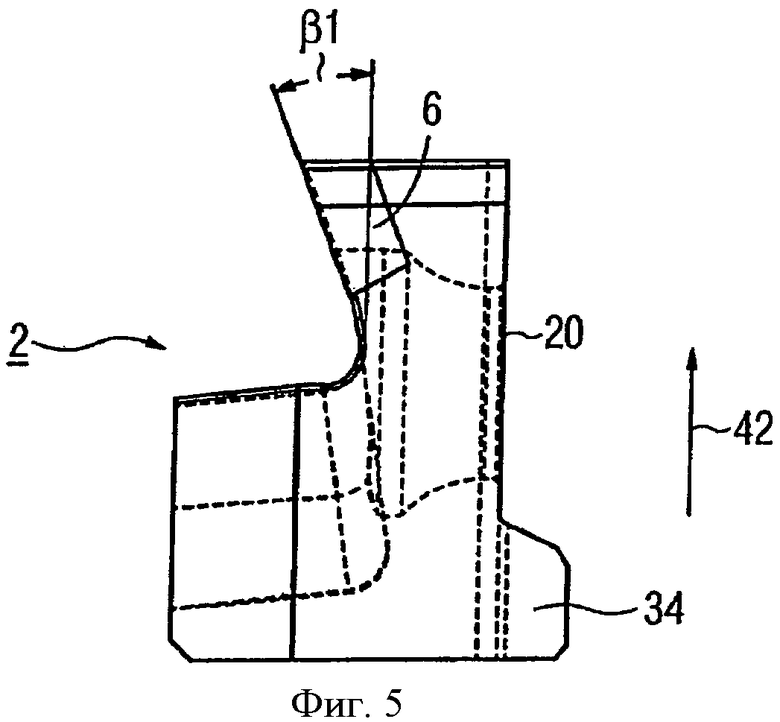
на фиг.5 - вид снизу тыльной стороны режущей вставки;
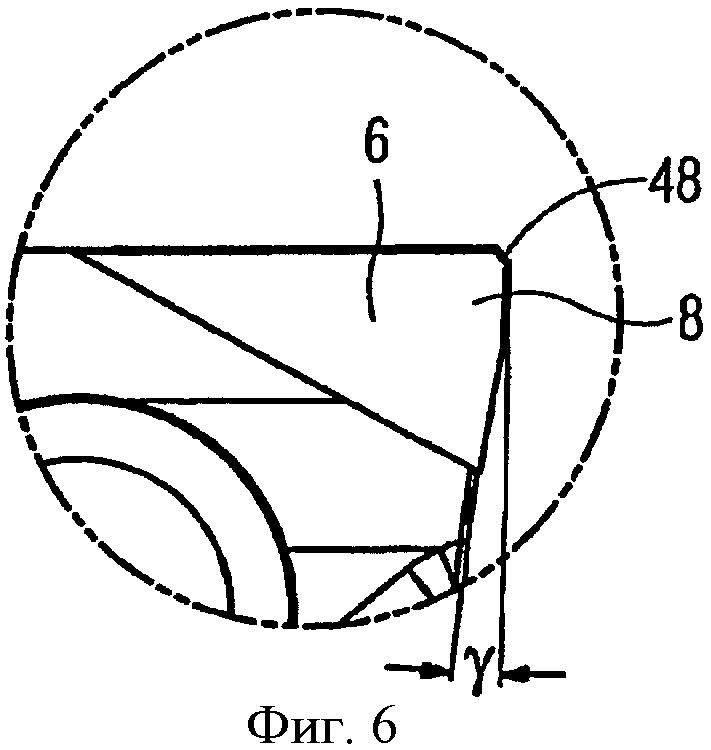
на фиг.6 - фрагмент обозначенного кружком на фиг.4 участка, на котором расположен режущий элемент;
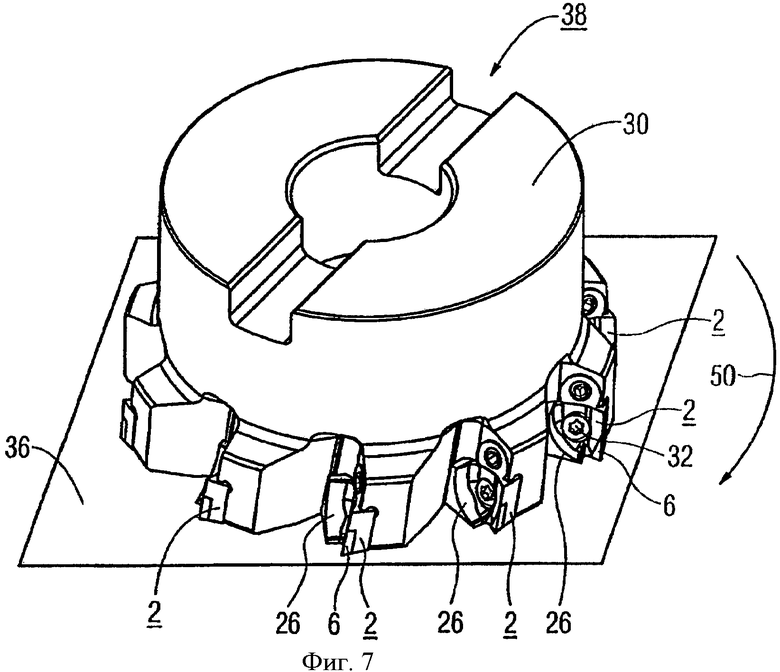
на фиг.7 - в перспективе плоскую фрезу с множеством расположенных по периферии режущих вставок.
На чертежах одинаково действующие детали обозначены одинаковыми ссылочными позициями.
Изображенная на фиг.1-5 режущая вставка образована цельным режущим телом 2, которое в свою очередь образовано спеченным основанием 4 и режущим элементом 6, закрепленным на нем, в частности, посредством высокотемпературной пайки. Режущий элемент 6, как видно, в частности, на фиг.1 и 2, представляет собой выполненную по типу призмы режущую пластинку. Режущий элемент 6 состоит, в частности, из поликристаллического алмаза. Основание 4 изготавливают в процессе спекания металлического порошка. Благодаря этому способу придания формы и изготовления основания 4, в частности, комплексная геометрия может быть изготовлена рентабельно и со сравнительно небольшими затратами.
Режущий элемент 6 имеет выполненное, в частности, в виде режущего уголка лезвие 8. При обработке резанием металлической заготовки это лезвие 8 находится в контакте с ее поверхностью.
Режущее тело 2 имеет, в целом, приблизительно параллелепипеидальную основную геометрию, причем часть этой параллелепипеидальной основной геометрии свободна от материала и образует стружечную камеру 10. Режущее тело 2 имеет нижнюю, обращенную при обработке к заготовке тыльную сторону 12, а напротив нее - проходящую приблизительно параллельно ей верхнюю сторону 14. Находящимися между этими обеими сторонами 12, 14 четырьмя другими сторонами прямоугольного параллелепипеда являются передняя торцевая сторона 16, выполненная, по меньшей мере, в основном, перпендикулярно тыльной стороне 12, ориентированная параллельно ей поверхность 18 прилегания, опорная поверхность 20 режущего тела и противоположная опорной поверхности 20 режущего тела сторона 22 стружечной камеры. Сама стружечная камера 10 ограничена радиальной стенкой 24 и расположенной приблизительно перпендикулярно ей стенкой, которая выполнена в виде стружкоотводящей поверхности.
Приблизительно посередине радиальной стенки 24 стружечной камеры выполнено сквозное отверстие 28, через которое для закрепления на теле 30 инструмента вставлен крепежный элемент, в частности крепежный винт 32 (фиг.7).
Режущее тело 2 содержит далее на своей опорной поверхности 20 выступающий из нее охватывающий элемент 34. Он выполнен, в основном, по типу продолговатого прямоугольного параллелепипеда с вводным скосом и лежит в одной плоскости с поверхностью 18 прилегания. Охватывающий элемент 34 расположен поэтому в удаленной от лезвия 8 задней зоне. Как видно, в частности, на фиг.2, охватывающий элемент 34 смещен назад от верхней стороны 14.
Тыльная сторона 12 определяет, в основном, поверхность 36 обработки, как видно на фиг.7. Эта поверхность 36 обработки соответствует образованной отдельными режущими уголками лезвий 8 плоскости в изображенной на фиг.7 плоской фрезе 38.
В целом, режущее тело 2 закреплено на выполненном с возможностью вращения, в основном, цилиндрообразном теле 30 инструмента. Режущий элемент 6 ориентирован своим свободным концом в сторону стружечной камеры 10 и в направлении вращения или периферии. Это направление периферии называется ниже направлением 40 резания. Перпендикулярно ему определено радиальное направление 42. Сообща они образуют поверхность 36 обработки. Перпендикулярно этой поверхности ориентировано осевое направление 44.
Как видно, в частности, на фиг.2, стружкоотводящая поверхность 26 образует поверхность соединенного за одно целое с режущим телом 2 стружкоотводящего элемента. Он выполнен по типу клина, вершина которого ориентирована в сторону режущего элемента 6. Поверхность клина образована стружкоотводящей поверхностью 26. Нижняя сторона клина образована ориентированной в сторону заготовки тыльной стороной 12. Клинообразный стружкоотводящий элемент прилегает поэтому при обработке заготовки приблизительно к его поверхности. Стружкоотводящая поверхность 26 сходит к поверхности 36 обработки, образуя острый угол α клина. Передняя кромка 46, ограничивающая стружкоотводящую поверхность 26, смещена назад в радиальном направлении 42 от режущего элемента 6. Угол α клина составляет в данном примере около 50°. Определение угла α клина лучше всего видно на фиг.4.
Как видно, в частности, на фиг.2 и 3, режущее тело 2 имеет второй стружкоотводящий клин, образованный передней торцевой стороной 16 и радиальной стенкой 24 стружечной камеры в зоне передней торцевой стороны 16. В зоне режущего элемента 6 радиальная стенка 24 стружечной камеры проходит под радиальным углом β1 наклона к радиальному направлению 42. Радиальный угол β1 наклона лежит преимущественно между 20-45°. В данном примере он составляет около 30°.
Так же, как радиальная стенка 24 стружечной камеры, образующая стружкоотводящую поверхность 26 стенка стружечной камеры расположена под углом β2 наклона к чисто направлению 40 резания, как это видно, в частности, на фиг.3. Угол β2 наклона лежит, например, в диапазоне 15-30°.
На фиг.4-6 видны другие подробности режущего тела 2. На фиг.4 изображен вид сверху стороны 22 стружечной камеры. Видны угол α клина и криволинейный контур стружкоотводящей поверхности 26. Она проходит приблизительно по частично круговой траектории и охватывает угловой диапазон около 90°. Далее на фиг.4 видно, что в радиальном направлении 42, примыкая к лезвию 8, режущий элемент 6 имеет положительный передний угол γ около 10°. Ориентированная к тыльной стороне 12 нижняя сторона стружкоотводящего элемента (нижняя сторона клина) немного смещена назад от поверхности 36 обработки или плоскости обработки и выполнена в радиальном направлении 42 с незначительным наклоном к ней. Соответствующий угол 5 наклона составляет в данном примере около 3°.
На фиг.5 режущее тело 2 из фиг.4 изображено после его поворота на 90° против часовой стрелки. На фиг.5 показан поэтому вид снизу тыльной стороны 12, обращенной к обрабатываемой заготовке. Хорошо виден угол β1 наклона, составляющий здесь 22°. Далее на фиг.5 четко виден охватывающий элемент 34.
На фиг.6 в увеличенном виде изображена обозначенная кружком на фиг.4 зона лезвия. На фиг.4 и 6 видно, что режущий элемент 6 лежит в одной плоскости с передней торцевой стороной 16 и образует в кромочной зоне в направлении тыльной стороны 12 лезвие 8. В кромочной зоне лезвие имеет фаску 48.
На фиг.7 изображена плоская фреза 38 с распределенными по ее периферии режущими телами 2. Отдельные режущие тела 2 вставляют в карманообразные выемки тела 30 инструмента. В качестве альтернативы режущие тела 2 могут быть вставлены также в предусмотренные для этого кассеты, закрепленные на теле 30 инструмента. Отдельные режущие тела 2 их опорной поверхностью 20 и их поверхностью 18 прилегания притягивают к соответствующим ответным поверхностям прилегания тела 30 инструмента. Последнее имеет при этом выемку (не показана) для размещения охватывающего элемента 34. Охватывающий элемент 34 входит в эту выемку с точной посадкой и с геометрическим замыканием, в результате чего возникает действующее в радиальном направлении 42 геометрическое замыкание. Направление 50 вращения плоской фрезы 38 при фрезеровании обозначено стрелкой. Тело 30 инструмента состоит преимущественно из легкого металла.
Описанное здесь режущее тело 2 отличается очень эффективным и надежным стружкоотводом, в частности при высокоскоростном фрезеровании легкометаллических заготовок. За счет стружкоотводящей поверхности 26, сходящей под острым углом к поверхности 36 обработки, происходит эффективный стружкоотвод и определенное формирование стружки, что предотвращает повреждение как фрезы 38, так и обрабатываемой заготовки. Целенаправленному стружкоотводу дополнительно способствует выполнение с взаимным наклоном стружкоотводящей поверхности 26 и радиальной стенки 24 стружечной камеры, в результате чего стружка направляется в стружечную камеру и затем отводится в направлении Z от обрабатываемой поверхности заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 1995 |
|
RU2159167C2 |
| Фуговальная фреза | 2019 |
|
RU2725454C1 |
| ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2013 |
|
RU2630113C2 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| Фреза | 1986 |
|
SU1333478A1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| ФРЕЗА | 2014 |
|
RU2666810C2 |
| Костная фреза | 1991 |
|
SU1807867A3 |
Вставка содержит корпус, имеющий вспомогательную заднюю поверхность (12), которая обращена к обработанной поверхности заготовки, главную заднюю поверхность, обращенную в направлении резания и осевом направлении, режущую кромку, расположенную в передней в направлении резания угловой зоне, образованной вспомогательной и главной задними поверхностями, стружкоотводящую поверхность, проходящую в направлении резания за пределы режущей кромки на расстоянии от нее в радиальном направлении. Для надежного отвода стружки стружкоотводящая поверхность ориентирована в сторону режущей кромки и сходит под острым углом к обработанной поверхности. 2 н. и 13 з.п. ф-лы, 7 ил.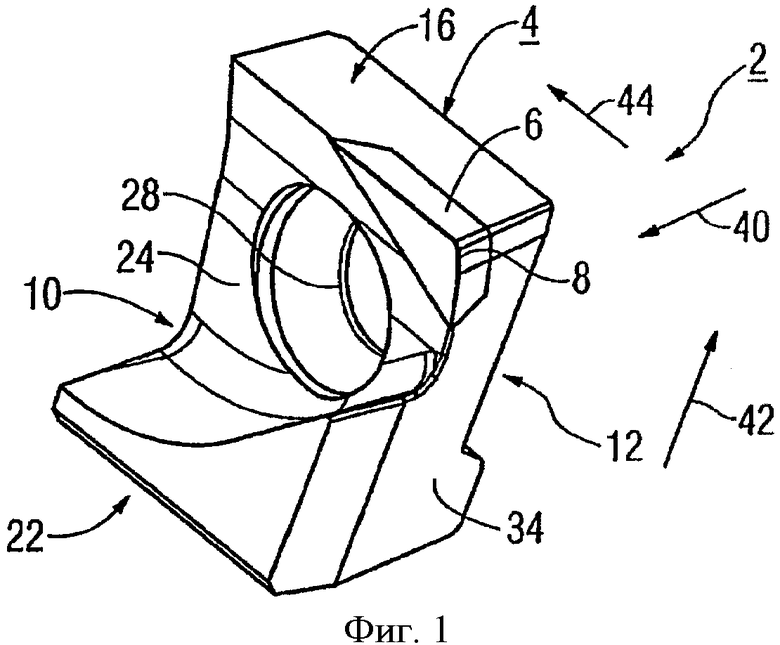
1. Режущая вставка для инструмента, в частности фрезы (38), содержащая корпус (2), имеющий вспомогательную заднюю поверхность (12), которая обращена к определяемой радиальным направлением (42) и направлением (40) резания обработанной поверхности (36) заготовки, граничащую со вспомогательной задней поверхностью (12) главную заднюю поверхность (16), обращенную в направлении (40) резания и осевом направлении (44), режущую кромку (8) для обработки резанием заготовки, расположенную в передней в направлении (40) резания угловой зоне, образованной вспомогательной (12) и главной (16) задними поверхностями, стружкоотводящую поверхность (26), проходящую в направлении (40) резания за пределы режущей кромки (8) на расстоянии от нее в радиальном направлении (42), отличающаяся тем, что стружкоотводящая поверхность (26) ориентирована в сторону режущей кромки (8) и сходит под острым углом (α) к обработанной поверхности (36).
2. Вставка по п.1, отличающаяся тем, что угол (α) выбран в диапазоне 30-60°, в частности составляет около 45°.
3. Вставка по п.1 или 2, отличающаяся тем, что корпус (2) выполнен со стружечной камерой (10) с ориентированной в направлении (40) резания стенкой, имеющей стружкоотводящую поверхность (26).
4. Вставка по п.1 или 2, отличающаяся тем, что стружкоотводящая поверхность (26) расположена с наклоном к направлению (40) резания под углом (β2).
5. Вставка по п.1 или 2, отличающаяся тем, что стружкоотводящая поверхность (26) выполнена криволинейной и охватывает приблизительно четверть круга.
6. Вставка по п.3, отличающаяся тем, что стружечная камера (10) имеет проходящую приблизительно в радиальном направлении (42) стенку (24), пересекающую главную заднюю поверхность (16) с наклоном под углом (β1) к радиальному направлению (42), при этом стенка (24) стружечной камеры образует с главной задней поверхностью угол <90°.
7. Вставка по п.1 или 2, отличающаяся тем, что корпус (2) имеет проходящую в радиальном направлении (42) опорную поверхность (20) для прилегания к инструменту, из которой выступает охватывающий элемент (34).
8. Вставка по п.1 или 2, отличающаяся тем, что корпус (2) включает основание (4) с закрепленным на нем режущим элементом (6), имеющим режущую кромку (8).
9. Вставка по п.8, отличающаяся тем, что режущий элемент (6) состоит из поликристаллического алмаза или нитрида бора.
10. Вставка по п.8, отличающаяся тем, что основание (4) выполнено спеканием.
11. Вставка по п.10, отличающаяся тем, что спеченное основание (4) изготовлено из металлического порошка.
12. Вставка по п.11, отличающаяся тем, что металлический порошок содержит в качестве основы железо с примесями никеля и меди.
13. Вставка по п.12, отличающаяся тем, что металлический порошок состоит из никеля в количестве 3,5-4,5 мас.%, меди в количестве 1,2-1,8 мас.%, молибдена в количестве 0,4-0,6 мас.%, остальное железо.
14. Вставка по п.1 или 2, отличающаяся тем, что, по меньшей мере, в зоне стружкоотводящей поверхности (26) она снабжена антифрикционным слоем или твердосплавным покрытием.
15. Фреза, в частности торцовая фреза (28), содержащая несколько режущих вставок, выполненных по одному из пп.1-14.
| DE 202004007811 U1, 23.09.2004 | |||
| Режущий инструмент со вставными ножами | 1945 |
|
SU71718A1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 0 |
|
SU343786A1 |
| RU 2000174 С, 07.09.1993 | |||
| RU 2000175 С, 07.09.1993. | |||

