ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к торцовой фрезе, предназначенная для обработки резанием с удалением стружки в соответствии с ограничительной частью п. 1 формулы изобретения, содержащей корпус и по меньшей мере одну режущую пластину.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ И УРОВЕНЬ ТЕХНИКИ
Торцовая фреза известного типа, предназначенная для обработки резанием с удалением стружки, как правило, содержит корпус, включающий передний торец и задний торец, между которыми продолжается центральная ось вращения, вокруг которой инструмент имеет возможность вращения в направлении вращения. По меньшей мере одно гнездо под пластину образовано в переходе между передним торцем и наружной поверхностью, продолжающейся между передним торцем и задним торцем корпуса. Каждое гнездо под пластину содержит нижнюю опорную поверхность, причем стружечная канавка выполнена спереди от по меньшей мере одного гнезда под пластину в направлении вращения инструмента. Инструмент дополнительно содержит по меньшей мере одну режущую пластину, надежно установленную в по меньшей мере одном гнезде под пластину. Каждая режущая пластина содержит верхнюю сторону, образующую верхнюю плоскость протяженности и режущую кромку, продолжающуюся вокруг периферии верхней стороны. Пластина содержит также нижнюю сторону, образующую нижнюю плоскость протяженности параллельную верхней плоскости протяженности, нижняя сторона содержит опорную поверхность, обращенную к нижней опорной поверхности гнезда под пластину. Центральная ось продолжается перпендикулярно через верхнюю плоскость протяженности и нижнюю плоскость протяженности.
В патенте США 5,807,031 раскрыта фреза упомянутого выше типа. Инструмент выполнен так, что участок главной режущей кромки расположен под углом k в плане меньшим, чем 80°. Верхняя плоскость протяженности режущей пластины расположена под радиальным углом при вершине (радиальный передний угол) γf и под осевым углом при вершине (осевой передний угол) γm и участки главной режущей кромки - под углом наклона λ по отношению к центральной оси вращения инструмента, измеренным в плоскости касательной к участку главной режущей кромки. Раскрыто, что спиральные стружки могут быть отведены с использованием негативной двухсторонней режущей пластины, установленной под острыми углами в плане несмотря на то, что как осевой, так и радиальный углы при вершине являются отрицательными, если режущая пластина имеет такую форму, что угол наклона является положительным и составляет от 5° или более.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание фрезы с улучшенным поведением при резании в, по меньшей мере, некотором аспекте. В частности, задача состоит в том, чтобы обеспечить фрезу, в которой возможно достичь не только наилучших свойств стружкообразования и отвода стружки, но также улучшенной прочности режущей кромки и более плавной обработки, приводящим к уменьшенным вибрациям и меньшим уровням шума инструмента.
Эта задача достигается посредством известной фрезы, которая отличается тем, что осевой угол γm при вершине находится в диапазоне -20°≤γm≤0°, радиальный угол γf при вершине находится в диапазоне -60°≤γf≤ -25°, и угол наклона λ находится в диапазоне 15°≤λ≤50°. Большой отрицательный радиальный угол при вершине гарантирует при острых углах в плане большой положительный угол наклона λ. Большой угол наклона λ в упомянутом выше диапазоне обеспечивает плавность обработки, поскольку режущая пластина входит в заготовку постепенно. Более конкретно, она входит в заготовку с нижнего конца стружкоудаляющего участка главной режущей кромки ближайшего к обработанной поверхности вначале, перед тем, как входит верхний конец участка главной режущей кромки. Это уменьшает вибрации и посредством этого уровень шума инструмента. Более того, прочность участка главной режущей кромки улучшается вследствие того, что инструменты с большими углами наклона стремятся показывать улучшенную прочность, в требуемых операциях, особенно в конце реза, где производимая стружка имеет максимальную толщину.
Дополнительным преимуществом большого отрицательного радиального угла γf при вершине инструмента в соответствии с изобретением является легкая доступность гнезда под пластину, что делает производство инструмента более простым, посредством уменьшения его стоимости, и которая также является преимуществом при замене режущих пластин или при повороте индексируемой режущей пластины в различные положения индексации. Для фрез больших диаметров и режущих пластин, установленных посредством винта большой отрицательный радиальный угол при вершине и посредством этого легкодоступные гнезда под пластину обеспечивают улучшенные возможности образования резьбовых отверстий под винт. Следовательно, возможно достигнуть большего числа режущих пластин на инструменте.
В соответствии с одним вариантом, режущая пластина имеет периферию, которая является той же самой или по существу той же самой в верхней плоскости протяженности и в нижней плоскости протяженности. Таким образом, режущая пластина имеет негативную базовую форму, позволяющую режущим кромкам продолжаться вокруг как верхней, так и нижней стороны режущей пластины. В соответствии с предпочтительной разновидностью этого варианта режущая пластина является двухсторонней с режущей кромкой, продолжающейся также вокруг периферии нижней стороны. Это удваивает срок службы режущих пластин и таким образом обеспечивает лучшую экономичность инструмента.
В соответствии с одним вариантом верхняя сторона и нижняя сторона режущей пластины соединены по меньшей мере одной боковой поверхностью, включающей заднюю поверхность, участок главной режущей кромки, образованный в переходе между задней поверхностью и верхней стороной, причем задняя поверхность образована под тупым внутренним углом по отношению к верхней плоскости PU протяженности как видно на виде сбоку. Другими словами задняя поверхность является наклоненной наружу. Это уменьшает задний угол позади участка главной режущей кромки по сравнению с режущей пластиной, имеющей вертикальную заднюю поверхность, и обеспечивает прочность режущей кромки. Задний угол является углом между, с одной стороны, главной задней поверхностью, расположенной по вращению позади стружкоудаляющего участка главной режущей кромки и, с другой стороны, в основном конической поверхностью, образуемой этим же участком. Предпочтительно, тупой внутренний угол должен находиться в диапазоне 93°-118°, более предпочтительно 98°-114°, чтобы получить достаточный зазор без уменьшения прочности кромки.
В соответствии с одним вариантом режущая пластина является индексируемой с множеством положений индексации, каждое положение индексации включает участок главной режущей кромки. Это продлевает срок службы режущей пластины и таким образом обеспечивает лучшую экономичность инструмента.
В соответствии с одним вариантом режущая пластина на ее верхней стороне содержит по меньшей мере пять участков главной режущей кромки, предпочтительно по меньшей мере семь участков главной режущей кромки. Большое число режущих кромок продлевает срок службы режущей пластины по сравнению с режущей пластиной с меньшим числом кромок.
В соответствии с одним вариантом угол наклона λ находится в диапазоне 20°≤λ≤50°. В этом диапазоне угол наклона оптимизирован для удовлетворительной прочности режущих кромок и плавности обработки. Наиболее часто предпочтительно иметь угол наклона в верхнем конце диапазона, однако имеются геометрические соотношения между углом k в плане и углом наклона λ, которые делают более легким достижение большего угла наклона λ на инструменте с меньшим углом k в плане.
В соответствии с одним вариантом осевой угол γm при вершине находится в диапазоне -20°≤γm≤ -2°, предпочтительно в диапазоне -18°≤γm≤-4°. Поскольку осевой угол при вершине определяет зазор между вспомогательной режущей кромкой в форме зачистной кромки или изогнутой кромки в виде радиуса при вершине угла, он должен быть отрегулирован, чтобы достигнуть подходящего зазора для используемой режущей пластины. В случаях, когда используется режущая пластина с прямым углом между верхней плоскостью протяженности и задней поверхностью по вращению позади вспомогательной режущей кромки, предпочтительно удерживать осевой угол при вершине в диапазоне -12°≤γm≤ -4° для того, чтобы достигнуть зазора, который является существенным, но все еще достаточно малым, чтобы не вызывать проблем с уменьшением прочности кромки. Для режущей пластины со слегка тупым углом между верхней плоскостью протяженности и задней поверхностью по вращению позади вспомогательной режущей кромки, диапазон может быть сдвинут к более отрицательным углам, чтобы достигнуть существенного зазора.
В соответствии с одним вариантом радиальный угол γf при вершине находится в диапазоне -50°≤γf≤-30°. В этом диапазоне подходящие углы наклона λ могут быть достигнуты для острых углов k в плане. В основном, для меньших углов k в плане радиальный угол γf при вершине может быть выбран с большими отрицательными значениями в упомянутом диапазоне, посредством чего достигается больший положительный угол наклона λ без изменения переднего угла и заднего угла инструмента. Предпочтительно, радиальный угол γf при вершине находится в диапазоне -50°≤γf≤-35°.
В соответствии с одним вариантом угол k в плане находится в диапазоне 10°≤k≤65°. В этом диапазоне эффект, который отрицательный радиальный угол при вершине оказывает на угол наклона, особенно проявляется. Более отрицательный радиальный угол при вершине приводит к более положительному углу наклона. Меньший угол в плане и больший отрицательный радиальный угол при вершине приводит в результате к большему углу наклона. Малый угол k в плане такой, как вокруг 25°, является в основном подходящим для фрезерования с высокой подачей и малыми глубинами резания в то время, как угол в плане ближе к верхнему пределу такому, как вокруг 45°, является более подходящим для больших глубин резания и меньших скоростей подачи. Предпочтительно, угол k в плане находится в диапазоне 20°≤k≤50°.
В соответствии с одним вариантом нижняя опорная поверхность гнезда под пластину продолжается в плоскости параллельной верхней плоскости Pu протяженности режущей пластины. Таким образом, осевые и отрицательные углы при вершине могут быть достигнуты без использования опорных пластин. Конечно, возможно использование опорных пластин, чтобы регулировать углы при вершине.
В соответствии с одним вариантом верхняя сторона режущей пластины включает верхнюю базовую поверхность, продолжающуюся параллельно с верхней плоскостью Pu протяженности, причем верхняя базовая поверхность углублена по отношению к участку главной режущей кромки. В этом варианте возможно достигнуть положительного переднего угла, приводящего к улучшенному стружкообразованию и отводу стружки, меньшим силам резания и таким образом уменьшенному потреблению мощности. В основном, больший отрицательный радиальный угол γf при вершине требует более глубокой выемки в верхней поверхности, чтобы избежать проблем с отводом стружки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
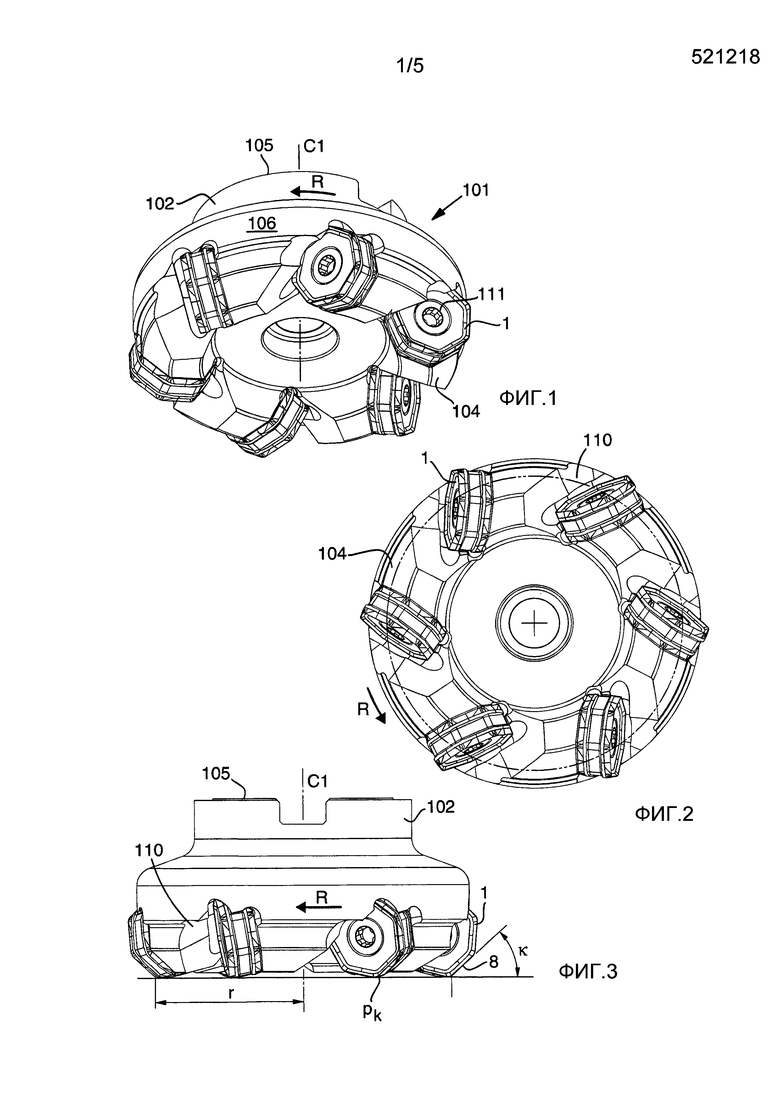
Фиг. 1 представляет собой вид в перспективе на фрезу в соответствии с изобретением;
Фиг. 2 представляет собой вид с торца на фрезу на фиг. 1;
Фиг. 3 представляет собой вид сбоку на фрезу на фиг. 1;
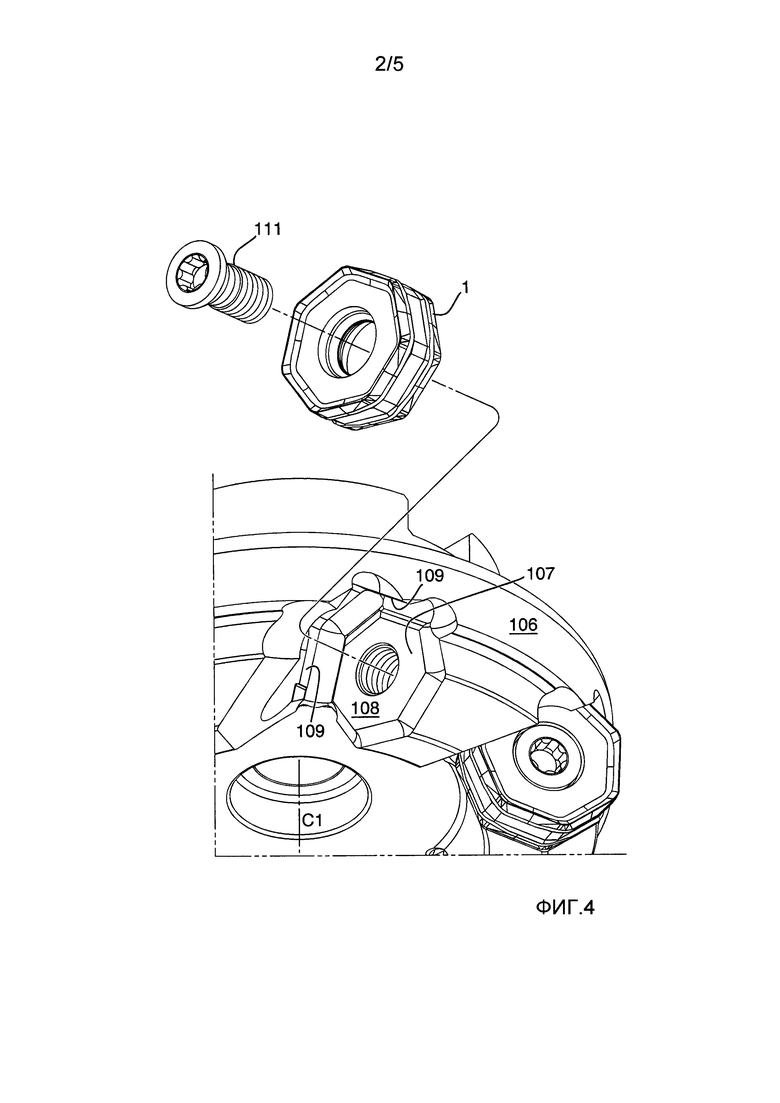
Фиг. 4 представляет собой в разобранном состоянии вид в перспективе на фрезу на фиг. 1;
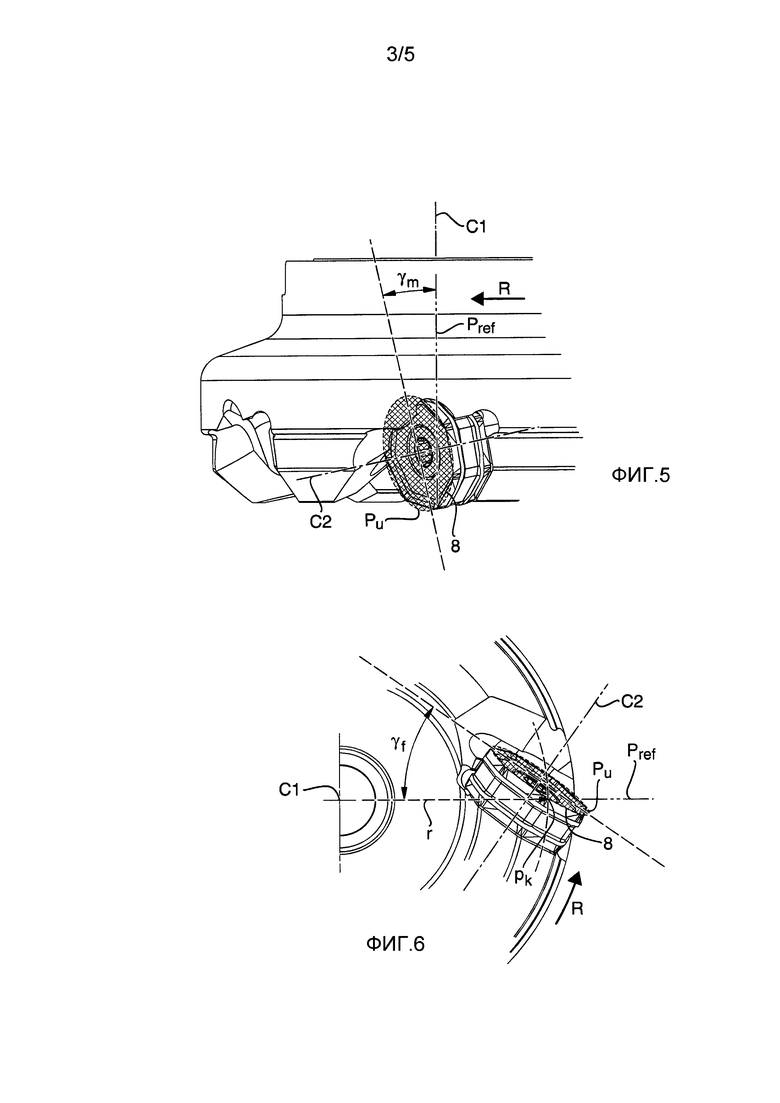
Фиг. 5 представляет собой осевой угол при вершине на частичном виде сбоку на фрезу на фиг. 1;
Фиг. 6 представляет собой радиальный угол при вершине на частичном виде в плане на фрезу на фиг. 1;
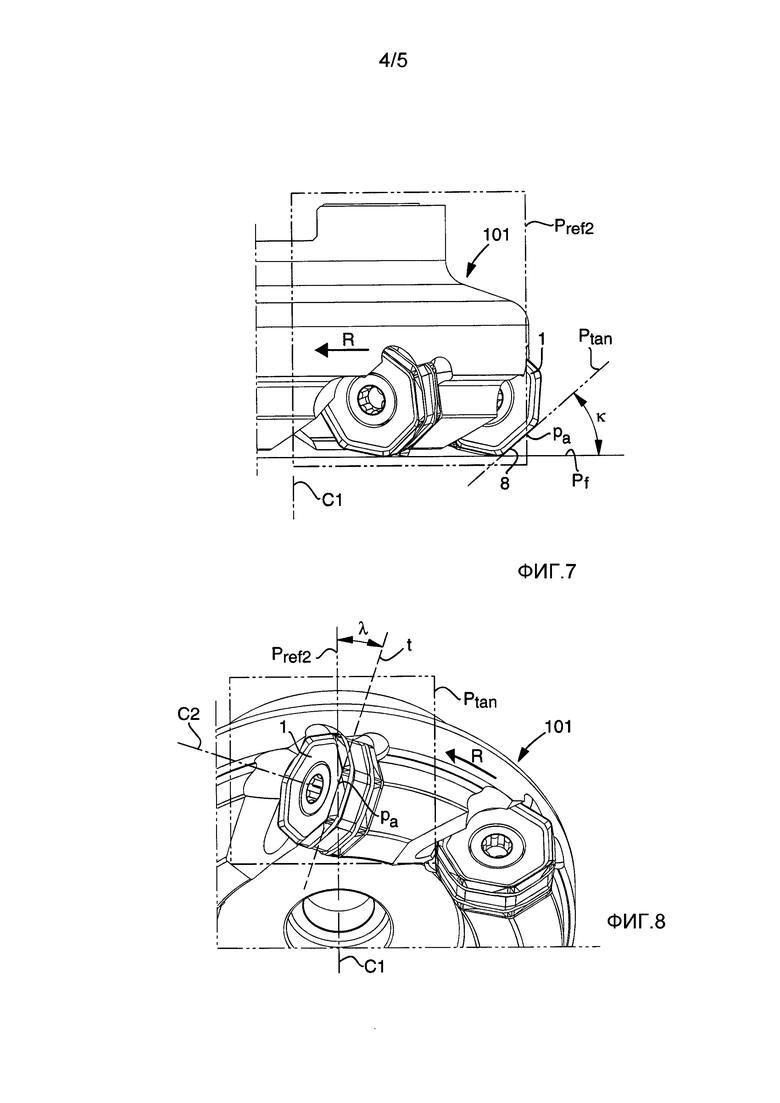
Фиг. 7 представляет собой угол в плане на частичном виде сбоку на фрезу на фиг. 1;
Фиг. 8 представляет собой угол наклона на частичном виде в перспективе на фрезу на фиг. 1;
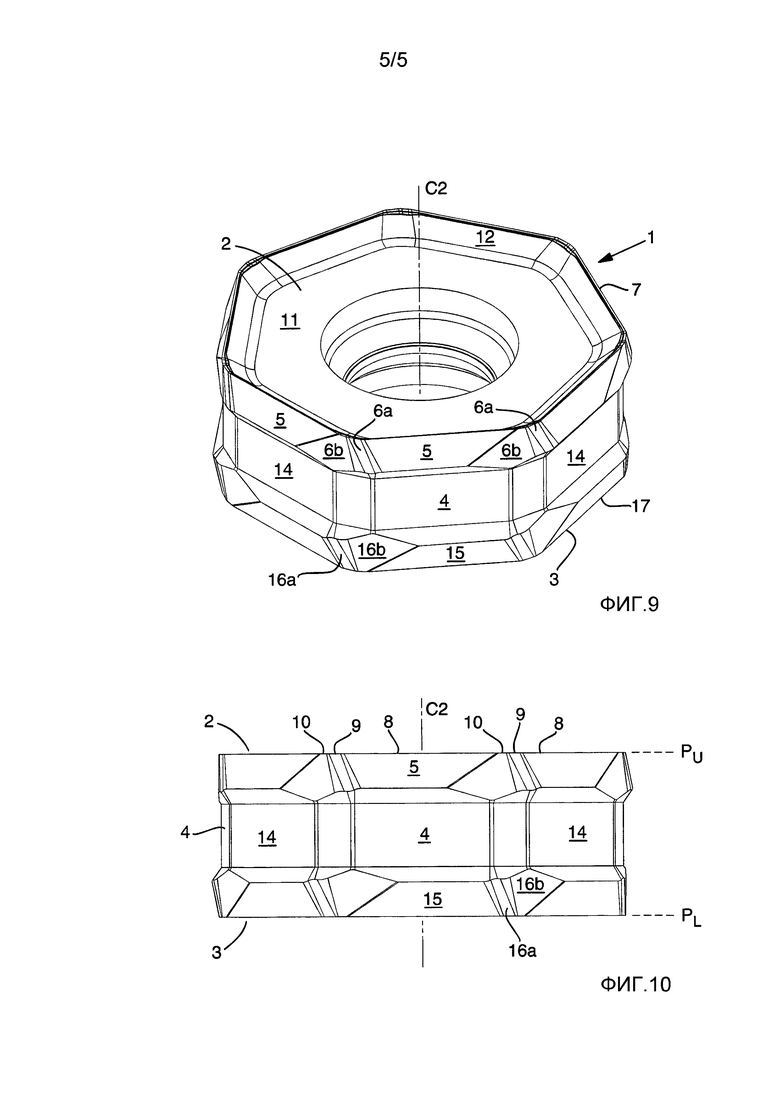
Фиг. 9 представляет собой вид в перспективе на режущую пластину для использования во фрезе в соответствии с изобретением;
Фиг. 10 представляет собой вид сбоку на режущую пластину на фиг. 9.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Торцовая фреза 101 в соответствии с вариантом изобретения показана на фиг. 1-4. Фреза 101 содержит корпус 102 и шесть режущих пластин 1. Корпус 102 включает передний торец 104 и задний торец 105, между которыми продолжается центральная ось С1 вращения. Инструмент имеет возможность вращения в направлении вращения R вокруг центральной оси С1 вращения, при этом наружная поверхность 106 является концентричной оси С1. Шесть гнезд 107 под пластину выполнены в переходе между передним торцем 104 и наружной поверхностью 106. Каждое гнездо 107 под пластину включает нижнюю опорную поверхность 108, боковую опору 109, включающую две боковые опорные поверхности, и стружечную канавку 110, выполненную спереди от гнезда под пластину в направлении вращения R инструмента 101. Режущие пластины 1 надежно и с возможностью смены установлены в гнездах 107 под пластину посредством винта 111.
Режущая пластина 1, подходящая для использования во фрезе в соответствии с изобретением, показана более детально, но на фиг. 9,10. Режущая пластина 1 является индексируемой и двухсторонней и включает верхнюю сторону 2, образующую верхнюю плоскость PU протяженности, и нижнюю сторону 3, образующую нижнюю плоскость PL протяженности параллельную верхней плоскости PU протяженности. Верхняя режущая кромка 7 продолжается вокруг периферии верхней стороны 2, и нижняя режущая кромка 17 продолжается вокруг нижней стороны 3. Верхняя сторона 2 включает углубленную верхнюю базовую поверхность 11. Наклонная стружечная поверхность 12 продолжается между углубленной базовой поверхностью 11 и режущей кромкой 7. Поскольку режущая пластина является двухсторонней, нижняя сторона 3 также включает углубленную базовую поверхность, которая выполняет функцию опорной поверхности обращенной к и опирающейся на нижнюю опорную поверхность 108 гнезда 107 под пластину. Центральная ось С2 продолжается перпендикулярно через верхнюю плоскость PU протяженности и нижнюю плоскость PL протяженности.
Верхняя сторона 2 и нижняя сторона 3 режущей пластины 1 соединены боковой поверхностью 4, которая включает несколько главных задних поверхностей 5, 15 и вспомогательных задних поверхностей 6a, 6b, 16a, 16b. Режущая кромка 7 содержит семь по существу прямолинейных стружкоудаляющих участков 8 главной режущей кромки, причем для каждого участка 8 главной режущей кромки первый и второй участки 9, 10 вспомогательной режущей кромки образованы в виде зачистных кромок, которые выполнены с различными углами k в плане. Каждый участок 8 главной режущей кромки образован в переходе между верхней стороной 2 и одной из верхних главных задних поверхностей 5. Первый участок 9 вспомогательной режущей кромки выполнен в переходе между верхней стороной 2 и первой верхней вспомогательной задней поверхностью 6а в области между двумя участками 8 главной режущей кромки, т.е. в области угла режущей пластины 1. Второй участок 10 вспомогательной режущей кромки образован в переходе между верхней стороной 2 и второй верхней вспомогательной задней поверхностью 6b. Режущая пластина 1 в этом варианте также включает на ее боковой поверхности 4 несколько углубленных опорных поверхностей 14 образующих «сужение» вокруг режущей пластины, служащее для стабилизации режущей пластины 1 в гнезде 107 под пластину путем продления зоны контакта опорной поверхности 14 и боковой опоры 109 режущей пластины. Посредством этого предотвращен поворот режущей пластины 1 вокруг ее центральной оси С2.
Как видно на фиг. 9, 10, главная задняя поверхность 5 образована под тупым внутренним углом по отношению к верхней плоскости PU протяженности, как видно на виде сбоку. В этом варианте внутренний угол составляет 1070. Вспомогательные задние поверхности 6a, 6b образованы, по меньшей мере, под тупыми внутренними углами по отношению к верхней плоскости протяженности PU как видно на виде сбоку.
Инструмент, показанный на фиг. 1-4, выполнен так, что участок 8 главной режущей кромки расположен под углом k в плане приблизительно 42°. Угол в плане изменяется вдоль кромки, даже если кромка является прямой. Угол k в плане является углом, который участок 8 главной режущей кромки составляет с направлением подачи фрезы как показано на виде сбоку, см. фиг. 7. Угол k в плане является более конкретно определяемым как угол между плоскостью Ptan и плоскостью Pf, измеренный в координатной плоскости Pref2, причем плоскости Ptan, Pf и Pref2 будут определены ниже. При этом угле в плане второй участок 10 вспомогательной режущей кромки действует как зачистная вспомогательная кромка в то время, как первый участок 9 вспомогательной режущей кромки действует как угловая кромка. Режущая пластина 3 установлена так, что верхняя плоскость PU протяженности расположена под отрицательным радиальным углом γf при вершине -35°. Радиальный угол γf при вершине, показанный на фиг. 6, является углом между верхней плоскостью PU протяженности и линией вдоль радиального вектора r инструмента как видно на виде в плане. Более конкретно, радиальный угол γf при вершине получается путем использования плоскости Pf нормальной к центральной оси С1 вращения и проходящей через точку pk, и в плоскости Pf измеряют угол между координатной плоскостью Pref и верхней плоскостью PU протяженности, как показано на фиг. 6, которая является видом на плоскость Pf. Координатная плоскость Pref является плоскостью, образованной центральной осью С1 вращения и радиальным вектором r, перпендикулярным центральной оси С1 вращения и проходящим через точку pk. Радиус инструмента измеряется между центральной осью С1 вращения и точкой pk, которая для этой режущей пластины расположена на переходе между участком 8 главной режущей кромки и зачистной кромкой 10 режущей пластины 1. При отрицательном радиальном угле γf при вершине верхняя плоскость PU протяженности является направленной наружу по отношению к центральной оси С1 вращения инструмента. Режущая пластина 3 дополнительно установлена так, что верхняя плоскость PU протяженности расположена под отрицательным осевым углом γm при вершине -10°. Осевой угол γm при вершине, показанный на фиг. 5, является углом между верхней плоскостью PU протяженности и центральной осью С1 вращения инструмента. Более конкретно осевой угол γm при вершине получается путем измерения угла между верхней плоскостью PU протяженности и координатной плоскостью Pref в плоскости Pm (не показана), причем плоскость Pm перпендикулярна верхней плоскости PU протяженности, параллельна центральной оси С1 вращения и проходит через точку pk. При отрицательном осевом угле γm при вершине верхняя плоскость PU протяженности наклонена к переднему торцу 104 фрезы. При угле k в плане приблизительно 42°, радиальном угле γf при вершине -35° и осевом угле γm при вершине -10° участок 8 главной режущей кромки расположен под углом наклона λ приблизительно 20°. Угол наклона λ, показанный на фиг. 8, является углом, который участок 8 главной режущей кромки в точке pa или касательная t к участку 8 главной режущей кромки в этой точке образует со второй координатной плоскостью Pref2. Вторая координатная плоскость Pref2 является параллельной и включает центральную ось С1 вращения и точку pa на участке 8 главной режущей кромки. Угол наклона λ измеряется в касательной плоскости Ptan.. Касательная плоскость Ptan является касательной к участку 8 главной режущей кромки в точке pa и перпендикулярной второй координатной плоскости Pref2. На фиг. 8 угол наклона λ показан на виде на участок 8 главной режущей кромки снизу со стороны переднего торца 104 инструмента 101 вдоль линии нормальной к касательной плоскости Ptan.
Для режущей пластины 1 в соответствии с первым вариантом угол наклона λ является приблизительно постоянным вдоль участка 8 главной режущей кромки, поскольку участок 8 главной режущей кромки является по существу прямолинейным. Для изогнутого участка главной режущей кромки угол наклона будет изменяться вдоль кромки. Касательная плоскость Ptan должна в этом случае рассматриваться как касательная плоскость к точке участка главной режущей кромки, в которой необходимо определить угол наклона λ.
Как видно на фиг. 9, 10, главная задняя поверхность 5 образована под тупым внутренним углом по отношению к верхней плоскости PU протяженности, как видно на виде сбоку. В этом варианте внутренний угол составляет 107°. Вспомогательные задние поверхности 6а, 6b образованы, по меньшей мере, под тупыми внутренними углами по отношению к верхней плоскости PU протяженности, как видно на виде сбоку. В показанном варианте зазор позади участка 8 главной режущей кромки в направлении вращения R инструмента является оптимальным по отношению к тупому внутреннему углу между верхней плоскостью PU протяженности и верхней главной задней поверхностью 5 так, что режущая пластина 1 имеет высокую прочность при обеспечении достаточного зазора. Зазор позади зачистной вспомогательной режущей кромки 10 является достаточным благодаря отрицательному осевому углу γm при вершине. При выбранных значениях внутренних углов между верхней плоскостью PU протяженности и задними поверхностями 5, 6а, 6b зазор позади участка 8 главной режущей кромки и участков 9, 10 вспомогательной режущей кромки в показанном варианте находится в подходящем диапазоне. Углубленная верхняя базовая поверхность 11 гарантирует, что достигается положительный передний угол, несмотря на большой отрицательный радиальный угол γf при вершине, что гарантирует удовлетворительные свойства отвода стружки.
Во втором варианте фрезы (не показан) используется та же самая режущая пластина 1, как описано выше, однако инструмент выполнен с углом k в плане 25°, в этом случае участок 9 первой вспомогательной режущей кромки действует как зачистная вспомогательная кромка. Участок 10 второй вспомогательной режущей кромки, предназначенный для снижения глубин резания, не является активной режущей кромкой. Однако, участок 10 второй вспомогательной режущей кромки, примыкающий к активному участку 8 главной режущей кромки, может быть использован как продолжение участка 8 главной режущей кромки при большой глубине резания. Для угла k в плане 25° осевой угол γm при вершине в этом варианте составляет -17°, а радиальный угол γf при вершине составляет -45°, в этом случае угол наклона γ участка 8 главной режущей кромки составляет приблизительно 33°. Внутренний угол между верхней плоскостью PU протяженности и вспомогательной задней поверхностью 6а, расположенной позади зачистной вспомогательной кромки 9 является слегка тупым, чтобы достигнуть подходящего зазора позади зачистной вспомогательной кромки 9 при относительно большом отрицательном осевом угле γm при вершине. Инструмент с углом в плане 250 подходит для фрезерования с высокими скоростями подачи при относительно малых глубинах резания.
Радиальный и осевой углы при вершине в инструменте в соответствии с изобретением должны регулироваться так, чтобы угол наклона λ находился в диапазоне 15°≤λ≤50°, предпочтительно в диапазоне 20°≤λ≤50°.
Изобретение не ограничивается раскрытыми вариантами и может быть изменено и модифицировано в объеме изложенной ниже формулы изобретения. Например, используемая режущая пластина может быть режущей пластиной отличной формы такой, как квадрат, ромб или круг или многоугольной с количеством участков главной режущей кромки отличным от описанного выше. В частности не требуется выполнять режущую пластину по форме в виде комбинированной режущей пластины, используемой более, чем для одного угла в плане. Возможно, также выполнять инструмент по форме для других углов в плане, чем представленные выше. Более того, используемая режущая пластина может быть такой, что увеличивает зазор, который изменяется вдоль участка главной режущей кромки. Режущая пластина может быть также закреплена, вместо закрепления винтом, например, прихватами. Инструмент может, конечно, быть спроектирован для левого направления вращения или правого направления вращения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 режущая пластина
2 верхняя сторона
3 нижняя сторона
4 боковая поверхность
5 верхняя главная задняя поверхность
6a, 6b верхние вспомогательные задние поверхности
7 верхняя режущая кромка
8 верхний участок главной режущей кромки
9 верхний участок вспомогательной режущей кромки
10 верхний участок вспомогательной режущей кромки
11 базовая поверхность
12 стружечная поверхность
14 опорные поверхности
15 нижняя главная задняя поверхность
16a, 16b нижние вспомогательные задние поверхности
17 нижняя режущая кромка
101 фреза
102 корпус
104 передний торец
105 задний торец
106 наружная поверхность
107 гнездо под пластину
108 нижняя опорная поверхность
109 боковая опора
110 стружечная канавка
111 винт
PU верхняя плоскость протяженности
PL нижняя плоскость протяженности
Pref координатная плоскость
Pref2 вторая координатная плоскость
Ptan касательная плоскость
Pf плоскость
Pm плоскость
pk точка
pa точка
С1 центральная ось вращения фрезы
С2 центральная ось режущей пластины
r радиальный вектор
t касательная
k угол в плане
λ угол наклона
γf радиальный угол при вершине
γm осевой угол при вершине.
Изобретение относится к машиностроению и может быть использовано при обработке материалов торцовыми фрезами. Фреза содержит корпус, в котором выполнено по меньшей мере одно гнездо под пластину, образованное в переходе между передним торцом и наружной поверхностью фрезы и в котором закреплена режущая пластина. Пластина содержит верхнюю сторону, образующую верхнюю плоскость протяженности, режущую кромку, продолжающуюся вокруг периферии верхней стороны, и нижнюю сторону, образующую нижнюю плоскость протяженности и обращенную к нижней опорной поверхности гнезда под пластину. Центральная ось продолжается перпендикулярно через верхнюю и нижнюю плоскости протяженности. Фреза выполнена так, что участок главной режущей кромки расположен под углом в плане k меньшим, чем 80°, и так, что верхняя плоскость протяженности расположена под радиальным углом при вершине -60°≤γf≤-25° и осевым углом при вершине -20°≤γm≤0°, при этом угол наклона λ участка главной режущей кромки находится в диапазоне 15°≤λ≤50°. Обеспечивается прочность режущей кромки, улучшается удаление стружки, снижаются вибрации и уровень шума при обработке. 13 з.п. ф-лы, 10 ил.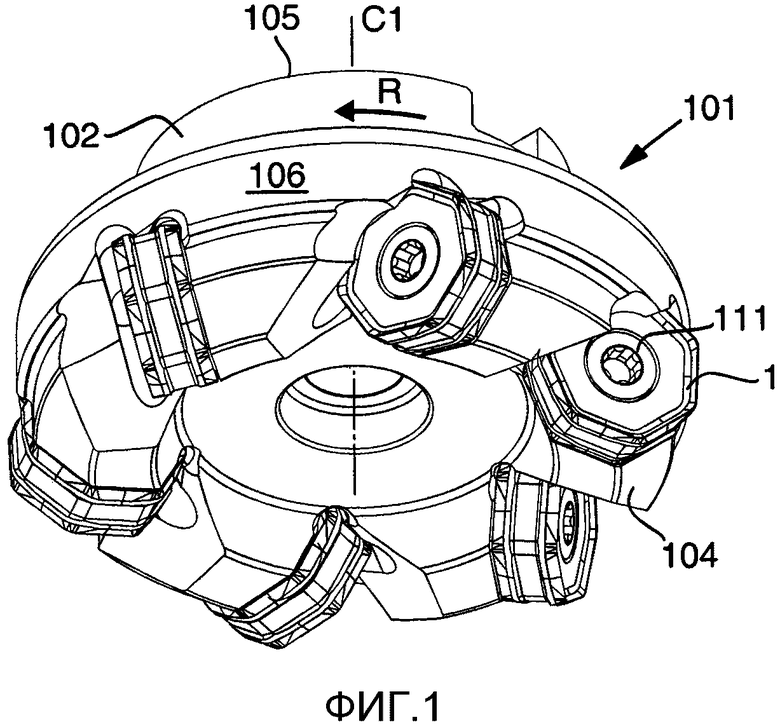
1. Торцовая фреза (101), предназначенная для механической обработки с удалением стружки, содержащая
корпус (102), включающий передний торец (104) и задний торец (105), между которыми продолжается центральная ось (С1) вращения, вокруг которой инструмент (101) имеет возможность вращения в направлении вращения (R), и по меньшей мере одно гнездо (107) под пластину, образованное в переходе между передним торцом (104) и наружной поверхностью (106), продолжающейся между передним торцом (104) и задним торцом (105) корпуса (102), при этом по меньшей мере одно гнездо (107) под пластину содержит нижнюю опорную поверхность (108), а стружечная канавка (110) расположена спереди от по меньшей мере одного гнезда (107) под пластину в направлении вращения (R) инструмента, и
по меньшей мере одну режущую пластину (1), жестко закрепленную в по меньшей мере одном гнезде (107) под пластину, при этом по меньшей мере одна режущая пластина (1) содержит верхнюю сторону (2), образующую верхнюю плоскость (PU) протяженности, режущую кромку (7), продолжающуюся вокруг периферии верхней стороны (2), нижнюю сторону (3), образующую нижнюю плоскость (PL) протяженности, параллельную верхней плоскости (PU) протяженности, причем нижняя сторона (3) содержит опорную поверхность, обращенную к нижней опорной поверхности (108) гнезда (107) под пластину, а центральная ось (С2) продолжается перпендикулярно через верхнюю плоскость (PU) протяженности и нижнюю плоскость (PL) протяженности,
при этом инструмент (101) выполнен так, что участок (8) главной режущей кромки расположен под углом k в плане меньше 80°,
верхняя плоскость (PU) протяженности расположена под радиальным углом γf при вершине и осевым углом γm при вершине, а
участок (8) главной режущей кромки расположен под углом λ наклона,
отличающаяся тем, что осевой угол γm при вершине выбран из
условия -20°≤γm≤0°, радиальный угол γf при вершине выбран из условия -60°≤γf≤-25°, а угол наклона λ - из условия 15°≤λ≤50°.
2. Фреза по п. 1, в которой режущая пластина (1) имеет периферию, которая является той же самой или по существу той же самой в верхней плоскости (PU) протяженности и в нижней плоскости (PL) протяженности.
3. Фреза по п. 2, в которой режущая пластина (1) является двухсторонней с режущей кромкой (7), продолжающейся вокруг периферии нижней стороны (3).
4. Фреза по любому из пп. 1-3, в которой верхняя сторона (2) и нижняя сторона (3) режущей пластины (1) соединены по меньшей мере одной боковой поверхностью (4), включающей заднюю поверхность (5), при этом участок (8) главной режущей кромки образован в переходе между задней поверхностью (5) и верхней стороной (2), причем на виде сбоку задняя поверхность (5) образована под тупым внутренним углом по отношению к верхней плоскости (PU) протяженности.
5. Фреза по п. 1, в которой режущая пластина (1) является индексируемой с множеством положений индексации, при этом каждое положение индексации содержит участок (8) главной режущей кромки.
6. Фреза по п. 5, в которой режущая пластина (1) на ее верхней стороне (2) содержит по меньшей мере пять участков (8) главной режущей кромки, предпочтительно по меньшей мере семь участков (8) главной режущей кромки.
7. Фреза по п. 1, в которой угол λ наклона выбран из условия 20°≤λ≤50°.
8. Фреза по п. 1, в которой осевой угол γm при вершине выбран из условия
-20°≤γm≤-2°, предпочтительно -18°≤γm≤-4°.
9. Фреза по п. 1, в которой радиальный угол γf при вершине выбран из условия
-50°≤γf≤-30°.
10. Фреза по п. 1, в которой радиальный угол γf при вершине
выбран из условия -50°≤γf≤-35°.
11. Фреза по п. 1, в которой угол k в плане выбран из условия 10°≤k≤65°.
12. Фреза по п. 1, в которой угол k в плане выбран из условия 20°≤k≤50°.
13. Фреза по п. 1, в которой нижняя опорная поверхность (108) гнезда (107) под пластину продолжается в плоскости, параллельной верхней плоскости (PU) протяженности режущей пластины (1).
14. Фреза по п. 1, в которой верхняя сторона (2) режущей пластины (1) содержит верхнюю базовую поверхность (11), продолжающуюся параллельно верхней плоскости (PU) протяженности и углубленную по отношению к участку (8) главной режущей кромки.
| US 5807031 A, 15.09.1998 | |||
| US 6884006 B2, 26.04.2005 | |||
| Торцовая фреза | 1990 |
|
SU1756036A1 |
| RU 2011151385 A, 27.07.2013 | |||
| ФРЕЗА | 1991 |
|
RU2022727C1 |

