Изобретение касается технологии фрезерования при изготовлении стоматологических комплектующих.
Известные стоматологические фрезы имеют сферический торец с изогнутыми режущими кромками и примыкающий к нему осевой режущий торец с винтообразными режущими кромками, которые отрегулированы по диаметру, соответствующему стоматологическим комплектующим, изготовленным из спеченного белого керамического тела, главным образом из белого оксида циркония. Т.е., диаметр сферической головки, с помощью которой должен изготавливаться зубной имплант или аналогичное комплектующее, выбирается так, что возможно изготовление не простой базисной формы, а также зуба с трехмерными искривлениями и углублениями и требуемой гладкостью поверхности. Слишком маленький диаметр не следует выбирать по причине прочности. Цилиндрическая фреза для обработки необожженной высокопрочной керамики, как оксид циркония или оксид алюминия, известна, например, из каталога компании Datron 2009, с. 70 под обозначением ʺDATRON VHM-Zirkonoxid- ʺ/ «Стоматологическая фреза из оксида циркония DATRON VHM».
ʺ/ «Стоматологическая фреза из оксида циркония DATRON VHM».
Для изготовления таких стоматологических комплектующих, как например, зубные импланты, применяются спекаемые керамики, сегодня это безметалловая керамика из оксида циркония благодаря ее хорошим гигиеническим свойствам и показателям прочности. При этом не спеченная керамическая заготовка, так называемый сырец, предварительно спекается до определенной степени прочности, т.е. до так называемого белого тела, при которой без проблем возможна обработка стоматологической фрезой. Сжатие, возникающее при спекании белого тела до определенной степени плотности, устраняется уже до придания окончательной формы. Из этого белого тела затем спекается белое тело для зубного импланта уже в окончательной форме зуба, но готовый имплант требует еще завершающего спекания.
Наряду с зубными имплантами таким же образом изготавливают мосты и другие комплектующие, а также комплектующие для стоматологической реставрации, особенно несущие каркасы для коронок из оксида циркония, точнее сказать, безметалловая керамика из оксида циркония, которые наряду с поликристаллическими оксидами циркония имеют еще стабилизационные оксиды, такие как, оксиды иттрия или магния, например, 3Y-TZP, YSZ или TZ-3Y. После придания формы путем свободного фрезерования предварительно спеченного белого тела, полученная заготовка спекается окончательно, причем должны учитываться возникающие при этом сжатие и сокращение объема (часто ок. 50%) по сравнению с формой после фрезерования, т.к. спеченный материал может обрабатываться лишь очень незначительно или не обрабатываться вовсе из-за риска повреждения структуры керамики.
Для фрезерования белого тела для стоматологических комплектующих известны ручной способ обработки и копировальное фрезерование.
При этом в стоматологической лаборатории сначала изготавливается гипсовая или пластиковая модель челюсти, что-то напоминающее слепок, сделанный зубным врачом. Для отделения излишков материала при доработке такой модели из относительно мягкого, но часто липкого материала зубные техники пользуются мануально управляемой пневматической турбинной шлифовальной машинкой. При этом чаще всего применяются фрезерные инструменты с относительно большими, но соразмерными зубу шлифующими головками почковидной формы, часто с разнонаправленными зубьями, либо повернутыми направо/налево, с широкими и глубокими стружечными канавками, чтобы избежать засорения. При этом шлифующая головка припаяна на более тонкий стержень, так что может обрабатываться весь периметр. Такой инструмент, например, можно найти в информации о продукции «Твердосплавные фрезы SGFA, 2007» фирмы BrasselerGmbH&Co. KG.
В заключение модель сканируется, и одновременно из предварительно спеченной круглой заготовки или пластины из оксида циркония с помощью фрезы извлекается белое тело. Стоматологическая фреза и сканер крепятся параллельно друг другу на соответствующий копировально-фрезерный станок, например, TizianMill фирмы  , при этом нижние подрезы на белом теле могут производиться поворотом рабочей поверхности, однако необходима смена инструмента для грубой и тонкой обработки и ручной доводки, а также различные закрепления рабочей поверхности.
, при этом нижние подрезы на белом теле могут производиться поворотом рабочей поверхности, однако необходима смена инструмента для грубой и тонкой обработки и ручной доводки, а также различные закрепления рабочей поверхности.
В стоматологии все большее признание завоевывают методы CNC(ЧПУ)-фрезерования, при которых пути перемещения определяются на основе CAD/CAM-данных, которые на многоосевых CNC-фрезерах могут отправляться станком в трех проекциях, при этом наряду с тремя подвижными осями современные CNC-фрезеры чаще всего снабжены еще и двумя поворотными осями, так что могут производиться и нижние подрезы. CAD/CAM-данные получают при этом от сканированной модели или от челюсти, сканированной стоматологом, так что в этом случае можно говорить о копировально-фрезерном станке с компьютерной поддержкой, что позволяет сократить время изготовления модели, а также уменьшить объем ручной работы при фрезеровании.
Так, например, из немецкого патентного описания DE 69625012 T2 известно, что зубные формы должны изготовляться из соответствующего материала по путям перемещения, определенным на основе CAD/САМ, и между половинами этих форм должен добавляться полимеризующийся акриловый материал для того, чтобы из этого сформировать искусственный зуб с различными слоями, например, слой зубной эмали, шейдерный слой, обратный слой. В качестве материала для зубных форм среди прочего предлагается керамика. Сам искусственный зуб не вырезается из субстрата, а формируется между двумя зубными формами из полимеризующегося акрилового материала.
Другие механические способы фрезерования, такие как 3D и способ свободной формовки, используются в управляемом ЭВМ изготовлении зубных керамик (белый обжиг) путем вытачивания зубного протеза из предварительно спеченного керамического белого тела, при этом в конце процесса протез еще спекается. Такой метод можно найти, например, в международной заявке на патент WO 2004/086999 A1.
Для этого чаще всего применяются пальцевые фрезы с полукруглым сферическим торцом и с 1-4 закрученными вправо стружечными канавками, которые в свою очередь располагают 1-4 резцами на внешних кантах режущих кромок, установленных между стружечными канавками. Для изготовления зубного протеза из белого тела целесообразно подводить фрезу сверху на конкретную предварительно спеченную керамическую заготовку, а затем шаг за шагом продвигаться в глубь наполнителя.
При этом на частично спеченной и поэтому уже довольно хрупкой керамике относительно часто возникают растрескивания, а также выкрашивания. Для зубного техника эти выкрашивания белого тела одновременно являются сигналом для замены инструмента, потому что невозможно с уверенностью определить, затупился ли инструмент или растрескивание вызвано чрезмерно сильным нажатием фрезой.
Для обработки относительно мягких материалов, например, пластика, дерева или, как говорилось выше, гипса, известны также левосторонние фрезы, преимуществом которых является то, что при фрезеровании на обрабатываемую деталь не действует сила растяжения. А именно силы растяжения при обработке керамики ведут к растрескиванию, т.к. керамики, указанного вначале вида, также в состоянии белого обжига имеют относительно низкий предел прочности. Одним из примеров левых фрез, предназначенных для обработки пластика, алюминия, латуни или меди, является фреза из каталога Fa. Datron AG 2009, с. 14 под обозначением «DATRON VHM - надрезной штамп, левая спираль, праворежущий».
В отношении обычных по размеру глубины и ширины канавок для отвода стружки фреза сделана как надрезной штамп. Такие инструменты могут использоваться, однако, только, если отвод стружки происходит вниз, т.е. не в случаях свободного 3D-фрезерования, при котором фреза подводится на материал сверху, а исключительно в случаях, когда деталь обрабатывается по ее вертикальным внешним сторонам, и стружка может отводиться вниз. Преимуществом левого скручивания является отсутствие силы растяжения. Стружка из-за этого продвигается вниз, и это могло бы привести к засорению и остановке инструмента, если сгон стружки вниз невозможен.
Исходя из этого, задачей данного изобретения является, совершенствование способа фрезерования соответствующего вида, чтобы получить повышенный срок службы инструмента и более высокую стабильность процесса при обработке фрезой.
Предлагаемый способ фрезерования отличается тем, что обработка осуществляется левой стоматологической фрезой, причем пластинчатое керамическое белое тело закрепляется и затем обрабатывается стоматологической фрезой, начиная сверху и потом вглубь сплошного материала. В заключение белое тело зубного протеза извлекается слоями из пластинчатого белого тела по путям перемещений, определенных на основе CAD/САМ. Предлагаемая левая стоматологическая фреза имеет спиральную геометрию, закрученную влево, т.е. три или лучше две стружечные канавки и режущих клина, идущие от сферической головки вдоль осевого резца, скручиваются вокруг центра фрезы влево против направления вращения, чаще всего с левым витком с углом закрутки от 1° до 45° или, что предпочтительнее, от 5° до 30° по отношению к оси фрезы.
В основе этого лежит неожиданный вывод, что именно при применяемых в стоматологии спеченных керамиках фрезерование с левым витком возможно также тогда, когда отвод стружки вниз не гарантирован. Т.к. эти керамики, например, в форме белого тела из оксида циркония, при фрезеровании превращаются в пыль и не забивают просверленное отверстие и инструмент даже тогда, когда левая фреза проходит сверху в сплошное тело (наполнитель), как это происходит в случае извлечения белого тела зубного протеза из предварительно спеченной заготовки. Стружечная пробка при этом не возникает. Напротив это ведет к положительному дополнительному эффекту, потому что закрепление заготовки из белого тела требует меньших усилий, чем раньше, т.к. возникают не силы растяжения, поднимающие кверху заготовку или пластину, а наоборот сила сжатия. Применяемое до сих пор относительно дорогое вакуумное натяжение с помощью присасывания заготовки или пластины может заменяться более простым натяжением.
Благодаря левому скручиванию резьбы на обрабатываемое белое тело больше не действуют силы растяжения, а исключительно сжатия. Поэтому частые растрескивания на белом теле и замена инструмента по достижении максимально допустимого износа больше не должны допускаться. Т.к. спекаемые стоматологические керамики, например оксид циркония, обладают очень высоким пределом прочности при сжатии, в отличие от небольшого предела прочности при растяжении, можно избежать растрескивания даже при тонкой геометрии обрабатываемого изделия. В связи с этим способом свободной формовки при повышенной стабильности процесса можно производить не только очень тонкие, хрупкие детали протеза, но и сильно возрастает срок службы инструмента. Теперь инструмент заменяется только в случае его действительного стачивания, и не нужно как раньше исходить из того, что выкрашивания на заготовке являются следствием стачивания инструмента, хотя они могут возникать при обработке и неизношенным инструментом.
Одновременно из-за пылевидной стружки не возникает проблема засорения. Благодаря высокой точности обработки белого тела зубного протеза сразу после фрезерования можно спекать до готового состояния, после чего не требуется окончательная доработка.
Благодаря геометрическим параметрам сферической головки рабочая точка или рабочий диапазон могут перемещаться по всей сферической головке на свободном конце стоматологической фрезы, причем наиболее приемлемой оказалась ширина контактной поверхности в 01-0,8 максимального наружного диаметра фрезы в сегменте сферической головки. Таким образом, производится не сплошной, а только частичный разрез при ширине контактной поверхности от 0,1 до 0,8 максимального наружного диаметра, причем рабочий диапазон, то есть диапазон, в котором резцы остаются в материале, может перемещаться по всей полусфере, обрабатываемой сегментом сферической головки, и по всему цилиндру, обрабатываемому прилегающим к ней сегментом аксиального резца.
Для режущих кромок достаточной является длина от 0,5 до 1,5 максимального наружного диаметра, т.к. при послойной срезке в случае 3D-фрезерования редко встречается более глубокий срез.
Для того чтобы выполнить требования, с одной стороны по точности обработки, а с другой стороны по прочности инструмента при фрезеровании керамического белого тела, приемлемыми считаются показатели от 1 до 4 мм, предпочтительнее 2-3 мм, для максимального наружного диаметра сферической головки и одновременно для константного наружного диаметра сегмента аксиального резца, прилегающего этим наружным диаметром к сегменту сферической головки, особенно, если стоматологическая фреза цельная и изготовлена из твердого сплава, т.е. не имеет мест запрограммированного изломав виде спаек. Тогда при фрезеровании протезов из белого тела не требуется дополнительной чистовой обработки.
Наиболее предпочтительным является то, что на каждом из резцов предусмотрена задняя заточка, преимущественно 0,1 мм ширины или меньше, и особенно предпочтителен задний угол от 12° до 25°. Благодаря этому могут обрабатываться мелкие детали из оксида циркония с общей максимальной длиной среза, где предпочтительными будут меньшие, чем 0,5 до 1,5 максимального наружного диаметра, для того чтобы без последующей доработки белого тела из оксида циркония добиться максимально точной копии CAD/CAM-данных при максимальном качестве поверхности.
Подходящими параметрами для угла схода стружки, чтобы правильно регулировать силу резания при описываемом здесь способе, являются 8°-25°. Причем для глубины стружечной канавки в случае пылевидной стружки первично спеченной белой керамики достаточно, а с точки зрения прочности инструмента предпочтительно, если внутренний диаметр в сегменте аксиального резца составляет 40%-65%, а лучше 50%-65% или даже 55%-65% от максимального внешнего диаметра, если не охваченный стружечными канавками круглый центральный сегмент инструмента имеет внешний периметр с диаметром 40%-65%, а лучше 50%-65% или даже 55%-65% от внешнего периметра инструмента в сегменте аксиального резца или на переходе к сферической головке.
Благодаря этому стоматологическая фреза выигрывает в прочности, причем благодаря пылевидной стружке первично спеченной белой керамики происходит беспроблемное удаление стружки или материала, несмотря на небольшую глубину стружечной канавки.
В связи с конструкцией стружечных канавок с учетом высокой стабильности инструмента и с небольшим объемом стружки из-за ее пылевидной формы у первично спеченной керамики особенно предпочтительны двухлезвийные стоматологические фрезы, когда как минимум в сегменте аксиального резца производится задний переход от внешнего диаметра на резце на центральный диаметр в стружечной канавке через переходную зону, которая главным образом может иметь дугообразную форму. Причем внешний диаметр, смещенный на 90% по кругу к максимальному внешнему диаметру на резцах, составляет в переходной зоне 65%-85%, главным образом 75%, от максимального внешнего диаметра, так что инструменту дополнительно придается прочность. Инструменты такого типа позволяют достигать до 50000 оборотов в минуту при свободной фрезеровке стоматологических керамик из оксида циркония.
Далее обнаружилось, что для определенных случаев может быть целесообразно, если стоматологическая фреза имеет маленький поперечный резец, т.к. благодаря этому облегчается вхождение в материал, и несколько снимается давление при этом. Это особенно проявляется при очень глубоких Z-образных врезаниях. Опыты показали, что без поперечного резца пыль циркония оседает в центре на зубце фрезы и является причиной более низкого качества поверхности. Благодаря подходящим САМ-стратегиям (например, «циркулярное вхождение») и планированию поперечного резца на стоматологической фрезе этой проблемы можно избежать.
Дальнейшие целесообразные усовершенствования объясняются прилагаемыми чертежами, которые показывают предпочтительную форму исполнения изобретения.
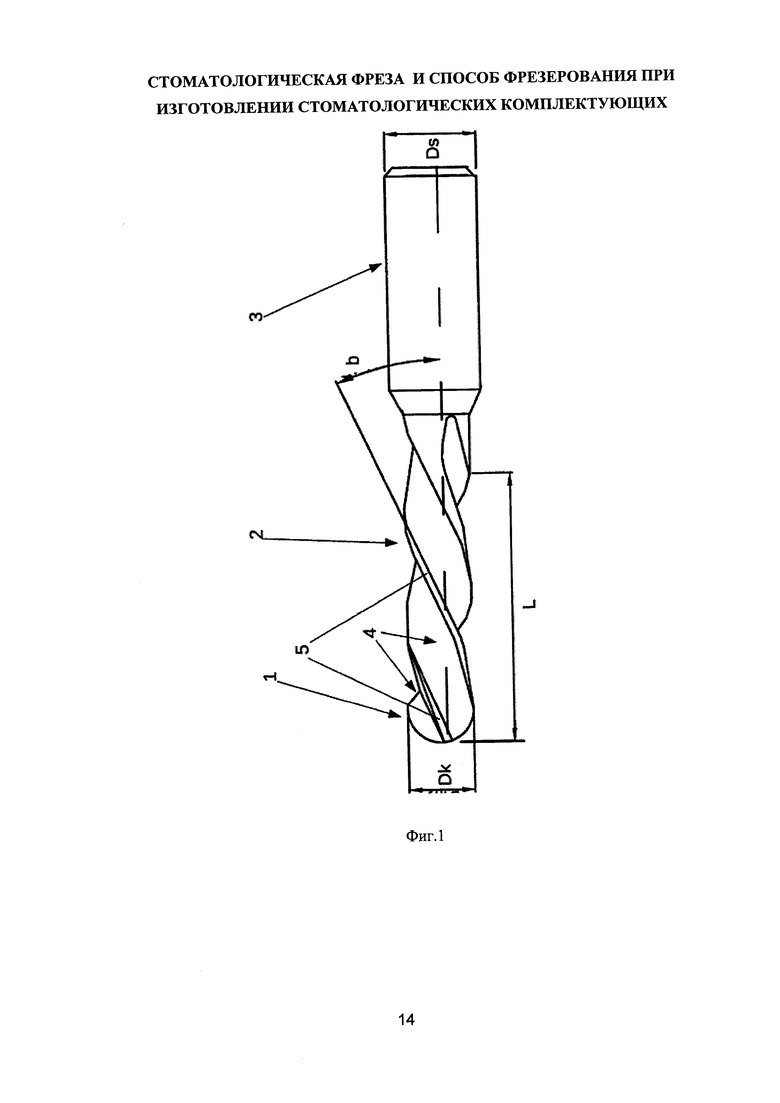
Фиг. 1 показывает боковую проекцию стоматологической фрезы, применяемой в соответствии с предпочтительной формой исполнения изобретения.
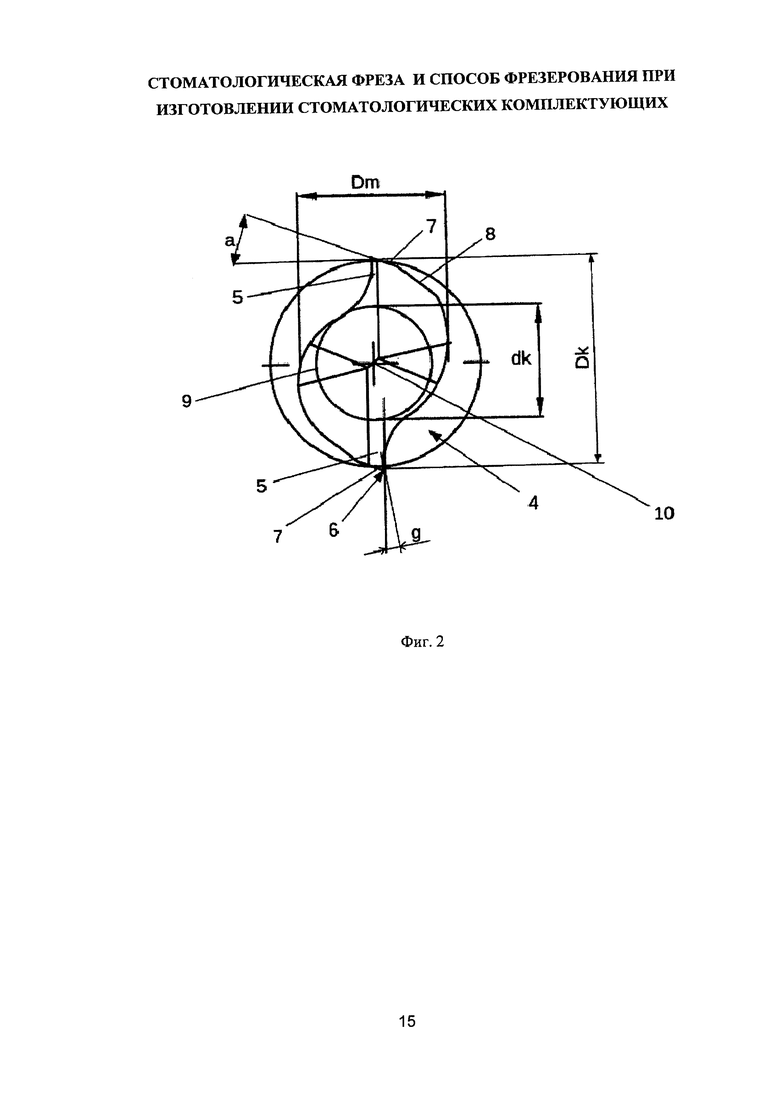
Фиг. 2 показывает фронтальную проекцию стоматологической фрезы, показанной на фиг. 1. в увеличенном виде и без хвостовика фрезы.
Показанная на рисунках стоматологическая фреза демонстрирует сегмент сферической головки 1, сегмент аксиального резца 2 и сегмент хвостовика 3. Сегмент хвостовика 3 имеет диаметр Ds, который больше, чем постоянный внешний диаметр Dk в сегменте аксиального резца, т.е. диаметр Dk, который демонстрирует внешний периметр стоматологической фрезы в сегменте аксиального резца 2. Сферическая головка 1 стоматологической фрезы имеет форму полушария и своим максимальным внешним периметром, который одновременно соответствует диаметру Dk сегмента аксиального резца 2, переходит в сегмент аксиального резца 2.
От свободного конца стоматологической фрезы на сферической головке 1 отходят две спиралевидные стружечные канавки 4, идущие вдоль сегмента ее аксиального резца, и двумя разделенными стружечными канавками режущими клиньями 5, которые закручены влево с углом закрутки b 25° в представленном примере, т.е. в направлении, противоположном направлению вращения фрезы. На внешних кромках, обращенных к стружечной канавке 4 с правым вращением, находятся резцы 6. На свободном конце стоматологической фрезы оба резца 6 связаны коротким поперечным резцом 10.
Если в рамках данного изобретения речь идет о сегменте сферической головки, то это значит, что округление там идет вдоль резцов 6 (в данном примере двухлезвийной) стоматологической фрезы, или другими словами, что стоматологическая фреза при боковой проекции и соответствующем радиальном положении обеих кромок имеет полукруглый контур в сегменте сферической головки.
Резцы 6, проходящие на свободном конце стоматологической фрезы в поперечном направлении, переходят при этом в спиралевидные сегменты резцов, закрученных в осевом направлении, с радиусом, который соответствует примерно половине внешнего диаметра Dk фрезы в сегменте аксиального резца 2.
Благодаря этому гарантируется применение стоматологической фрезы под любым желаемым углом для обработки детали рабочим диапазоном, перемещающимся по сферической головке 1. При этом острые резцы проходят через ту зону сегмента аксиального резца, которая меньше длины L на фиг. 1, который показывает длину стружечных канавок, включая отвод, достигающий перехода к сегменту хвостовика 3.
В предлагаемом примере острые резцы 6 имеют длину, которая соответствует трем максимальным внешним диаметрам Dk сферической головки 1, а также диаметру Dk внешнего периметра сегмента аксиального резца 2, так что фрезерование может осуществляться на относительно большую длину вдоль сегментов резцов 6 с левой скруткой стружечных канавок 4. При этом, как можно видеть на фиг. 2, с правой стороны на резцах 6 предусмотрена задняя заточка 7, в данном примере с задним углом а 20°.
Благодаря задней заточке 7 можно гарантировать высокое качество поверхности обрабатываемого керамического белого тела на относительно большую длину острых резцов 6. Причем примыкающая к задней заточке 7 с обратной стороны задняя поверхность 8 и примыкающая к ней в свою очередь выпуклая наружу, дугообразная переходная зона, через которую происходит переход в соответствующую стружечную канавку 4, оказались самыми подходящими для небольших вибраций и высокой устойчивости инструмента.
Пространство для объема стружки в стружечных канавках 4 довольно небольшое. Но то, что при обработке керамического материала первичного обжига, особенно оксида циркония, стружка имеет пылевидную форму, это можно удачно использовать для устойчивости инструмента. Максимальная глубина стружечных канавок 4 также довольно мала, если сравнивать центральный диаметр dk в сегменте центра фрезы 9 (т.е. диаметр стоматологической фрезы в самом глубоком месте стружечных канавок 4) с внешним диаметром Dk в сегменте аксиального резца, причем в представленном примере это соотношение находится около 55%. Это также положительно влияет на срок действия стоматологической фрезы. Стоит отметить, что внутренний круг на фиг. 2 начерчен исключительно для наглядности центрального диаметра dk и не является особенностью инструмента в действительности.
Для желаемого уровня обработки белого тела из оксида циркония в стоматологии себя хорошо зарекомендовала двухлезвийная фреза благодаря небольшим вибрациям, хотя возможны и трехлезвийные варианты.
Благодаря левой скрутке стружечных канавок 4, а также резцов 6 на режущих кромках 5 можно избежать растягивающей нагрузки керамического белого тела, из-за чего можно достичь не только существенно лучшего качества поверхности, но и более высокого объема нарезания стружки в единицу времени, чем у распространенных на сегодня в стоматологии правых боров.
Рисунки не соответствуют масштабу. Так изображенная хвостовая фреза имеет внешний диаметр Dk в сегменте аксиального резца 2, а также на конце сегмента сферической головки 1-2 мм. При 3D- фрезеровании белых запеченных керамик из оксида циркония для внешнего диаметра Dk оптимальными являются показатели 1-4 мм, предпочтительно 2-3 мм, целесообразно 2 мм, для того чтобы достичь необходимых для таких изделий, как импланты, мосты и пр., качества поверхности и точности размеров и одновременно высокого объема нарезания стружки в единицу времени.
С помощью представленного инструмента могут производиться абсолютно все рабочие операции, т.е. после видимого удаления материала с помощью фрезы дополнительная чистовая обработка по керамическому белому телу уже не нужна. Изделие можно производить без смены инструмента, а также за небольшое технологическое время. Причем именно левая скрутка и отсутствующая в связи с этим растягивающая нагрузка снижают возможность растрескивания и ведут к высокому качеству поверхности.
Благодаря сегменту сферической головки 1 с дугообразно проходящими там резцами возможно даже выполнение задних срезов на изготовляемых изделиях, если хвостовая фреза применяется на соответствующем, например пятиосном, CNC-фрезерном станке, который разрешает наклон стоматологической фрезы по отношению к изделию во время процесса обработки.
Из-за пылевидной стружки при обработке керамического белого тела, для чего и сделана стоматологическая фреза, стружечные канавки 4 не забиваются, несмотря на левую скрутку, если обработка производится по направлению сверху, и отвод стружки вниз невозможен.
Видоизменения и модификации показанного примера выполнения возможны, не меняя сути изобретения.
Так, например, было бы возможным, сразу выбрать диаметр Ds сегмента хвостовика 3 такого же размера как максимальный внешний диаметр Dk сегмента сферической головки 1 и таким образом сделать хвостовую фрезу с внешним диаметром, равным почти всей ее длине. Меньший размер выбирать не рекомендуется, чтобы не нарушить стабильность инструмента.
Во время опытов наиболее хорошие результаты были получены с углом закрутки b 25° и в диапазоне 5° до 30°, проведенных на заготовках из оксида циркония. Поэтому возможно варьировать данный угол в широких границах при сохранении левой резьбы при правом направлении резки фрезы, и таким образом при направлении фрезы в наполнитель сверху сохраняется сжимающая нагрузка на керамическую заготовку первичного обжига.
Изобретение относится к медицине и может быть использовано при изготовлении стоматологических комплектующих. Способ фрезерования включает обработку, при которой пластинчатое керамическое белое тело закрепляется и затем обрабатывается стоматологической фрезой. Обработку начинают сверху и продолжают вглубь сплошного материала. Белое тело зубного протеза извлекается слоями из пластинчатого белого тела по путям перемещений, определенных на основе CAD/САМ. Левая стоматологическая фреза содержит спиральную геометрию, закрученную влево. Фреза имеет три или лучше две стружечные канавки и режущих клина, идущие от сферической головки вдоль осевого резца, скручиваются вокруг центра фрезы влево против направления вращения, с левым витком с углом закрутки от 1° до 45° или с углом закрутки от 5° до 30° по отношению к оси фрезы. В результате способ фрезерования обеспечивает более высокую стабильность процесса при обработке фрезой, имеющей повышенный срок службы инструмента. 10 з.п. ф-лы, 2 ил.
1. Способ фрезерования при изготовлении стоматологических комплектующих на многоосевом фрезерном станке с ЧПУ с помощью стоматологической фрезы, предназначенной для обработки керамических белых тел, преимущественно белых тел из оксида циркония, и главным образом для обработки спеченных белых тел из сырца первого обжига, подлежащих в дальнейшем окончательному спеканию, включающий изготовление керамической заготовки посредством 3D свободного фрезерования в сгенерированном диапазоне перемещений предварительно спеченного белого тела из керамического белого тела первого обжига, в основном белого тела из оксида циркония, при этом керамическое белое тело представлено либо в виде пластины, либо в виде круглой заготовки, введение стоматологической фрезы сверху в сплошное керамическое белое тело, которое предварительно закрепляют соответствующим образом, и в заключение по созданным путям перемещения происходит послойное удаление материала из керамического белого тела, отличающийся тем, что сегмент сферической головки стоматологической фрезы имеет форму полушария и своим максимальным наружным диаметром, равным 1-4 мм, предпочтительно 2-3 мм, переходит в расположенный в аксиальном направлении по наружному периметру и постоянно сохраняющий этот диаметр сегмент аксиального резца, к которому примыкает расположенный в аксиальном направлении сегмент хвостовика, имеющий больший или, как минимум, одинаковый диаметр, при этом стоматологическая фреза имеет три или лучше две стружечные канавки и соответствующее количество режущих клиньев, расположенных спирально от сегмента полусферической головки вдоль сегмента аксиального резца вокруг круглого стержня из цельного металла, при этом на переходящей по часовой стрелке в стружечную канавку внешней кромке каждого режущего клина предусмотрено лезвие, которое в сегменте сферической головки проходит дугообразно вдоль оси, а в сегменте аксиального резца - по его максимальному внешнему диаметру, при этом все стружечные канавки и режущие клинья имеют левую скрутку, где угол закрутки составляет 1°-45°, главным образом 5°-30°.
2. Способ фрезеровки по п. 1 характеризующийся тем, что белое тело, спеченное до готовой детали, обрабатывается одной и той же фрезой.
3. Способ фрезерования по п. 1, характеризующийся тем, что обработанное белое тело затем спекается до готовой детали.
4. Способ фрезеровования по п. 1, характеризующийся тем, что сегмент сферической головки, сегмент аксиального резца и сегмент хвостовика стоматологической фрезы являются первоначально цельными и состоят из одного материала, главным образом из металла.
5. Способ фрезерования по п. 1, характеризующийся тем, что на каждом лезвии стоматологической фрезы предусмотрена задняя заточка, в частности от 0,1 мм ширины или меньше, главным образом с задним углом 12°-25°.
6. Способ фрезерования по п. 1, характеризующийся тем, что как минимум в сегменте аксиального резца стоматологической фрезы на каждом лезвии предусмотрен угол схода стружки 8°-25°.
7. Способ фрезерования по п. 1, характеризующийся тем, что сегмент стержня стоматологической фрезы имеет внешний периметр с диаметром 40%-65%, предпочтительно 50%-65% дли даже 55%-65% внешнего периметра инструмента в сегменте аксиального резца и на переходе к сегменту сферической головки.
8. Способ фрезерования по п. 1, характеризующийся тем, что каждое лезвие стоматологической фрезы переходит в расположенную против часовой стрелки стружечную канавку через заднюю поверхность, примыкающую непосредственно с обратной стороны или к задней заточке.
9. Способ фрезерования по п. 1, характеризующийся тем, что стоматологическая фреза выполнена двухлезвийной, и в сегменте аксиального резца с обратной стороны через переходную дугообразную зону происходит переход от внешнего диаметра на лезвии на стержневой диаметр в стружечной канавке, переходная зона примыкает к задней заточке или задней поверхности, при этом внешний диаметр, смещенный на 90° по кругу к максимальному внешнему диаметру на лезвиях, в переходной зоне составляет 65%-85%, главным образом около 75% максимального внешнего диаметра.
10. Способ фрезерования по п. 1, характеризующийся тем, что лезвия стоматологической фрезы по оси имеют длину, которая соответствует минимум 50%-150%, преимущественно 100%-150% максимального внешнего диаметра.
11. Способ фрезерования по п. 1, характеризующийся тем, что как минимум в зоне сегмента сферической головки стоматологической фрезы предусмотрено покрытие, защищающее от износа, главным образом слой из высокопрочных материалов, как, например, алмаз или кубический нитрид бора.
| УПАКОВАННЫЙ ПИЩЕВОЙ ПРОДУКТ | 2006 |
|
RU2404689C2 |
| US 5685671 A, 11.11.1997 | |||
| Способ изготовления шарнира коленно-рычажного механизма литьевой машины | 1990 |
|
SU1810637A1 |
| 0 |
|
SU176038A1 | |

