Настоящее изобретение относится к технологии получения формованных изделий, в особенности к способу и устройству для получения многослойных элементов типа сэндвич.
В рамках настоящего изобретения под многослойным элементом типа сэндвич подразумевают многослойный элемент, состоящий, по меньшей мере, из двух покровных слоев и расположенного между ними среднего слоя. Многослойные элементы металл-пенопласт состоят, в частности, из двух покровных слоев из металла и среднего слоя из пенопласта, например из полиуретанового (ПУР) жесткого пенопласта. Такие многослойные элементы из металла и пенопласта на основе металлических покровных слоев и среднего слоя из полиуретанового жесткого пенопласта давно известны из уровня техники и называются также металлическими многослойными элементами. Между средним слоем и покровными слоями могут быть предусмотрены и другие слои. Например, покровные слои могут быть покрыты лаком.
Примерами использования таких металлических многослойных элементов являются гладкие или штрихованные элементы стен, а также профилированные кровельные элементы для строительства промышленных цехов и изготовления холодильников. Металлические многослойные элементы находят также применение в качестве кузовов грузовых автомобилей, дверей помещений и ворот, а также в изготовлении контейнеров.
Изготовление таких металлических многослойных элементов непрерывным или периодическим способом давно известно из уровня техники. Устройство для непрерывного способа изготовления описано, например, в немецких заявках на патент DE 1609668 А или DE 1247612 А.
Кроме того, известны металлические многослойные элементы, в которых перед вспениванием среднего слоя на покровные слои наносят химические компоненты, такие как промоторы адгезии, связующее, смолы или тому подобные, для повышения прочности сцепления пенопласта с металлическими слоями. Так, например, в немецкой заявке на патент DE 1176834 А описывается использование полимеризационных клеев. В рамках настоящего изобретения такие химические компоненты, которые, главным образом, имеют цель улучшить сцепление среднего слоя с покровными слоями, упрощенно называются промоторами адгезии.
Помимо недостаточной прочности сцепления среднего слоя с покровными слоями другая проблема заключается в том, что в граничных областях среднего слоя из пенопласта вблизи покровных слоев происходят повреждения в пенопласте, как правило, в форме пузырей или измененных пористых структур. Эти повреждения пенопласта могут ограничить способность к использованию металлических многослойных элементов и поэтому нежелательны. Однако посредством промотора адгезии, наносимого на покровные слои, эти повреждения могут быть уменьшены или вовсе исключены.
Обычно такой промотор адгезии наносят распылением или накапыванием посредством сопел, капельниц, гребенок или тому подобного либо намазыванием на покровные слои посредством щеток, кисти, валков или тому подобного.
Известные способы нанесения промотора адгезии являются отчасти сравнительно затратными и/или приводят к неравномерному нанесению промотора адгезии. К тому же нанесение распылением промотора адгезии связано с сильным образованием аэрозоля. При этом происходит, с одной стороны, потеря некоторого количества промотора адгезии, так как не весь распыляемый промотор адгезии осаждается на покровных слоях, а поступает в окружающую среду. С другой стороны, эмиссия распыляемого аэрозоля в окружающую среду должна устраняться посредством дорогостоящих отсасывающих устройств. При этом в зависимости от вида промотора адгезии может происходить забивание отсасывающего устройства.
Поэтому задачей настоящего изобретения является создание способа и устройства для получения многослойных элементов типа сэндвич, в особенности многослойных элементов металл-пенопласт, лишенных недостатков известного уровня техники, связанных с нанесением промотора адгезии.
Эта задача в способе по изобретению получения многослойных элементов типа сэндвич посредством расположения материала, образующего средний слой, между покровными слоями с использованием промотора адгезии, который наносят на нижний покровный слой, и последующего разрезания полученного многослойного элемента на части до желаемого по длине размера, причем материал, образующий средний слой, при необходимости подвергают вспениванию, решается благодаря тому, что нанесение осуществляют посредством вращающейся тарелки, по меньшей мере, с одним боковым выпускным отверстием, к которому присоединен трубопровод для подвода промотора адгезии.
Предпочтительные признаки способа по изобретению описываются в нижеследующем.
Задача изобретения решается также устройством для получения многослойных элементов типа сэндвич, состоящим, по меньшей мере, из двух устройств для подачи покровных слоев, к которым последовательно присоединены устройство для нанесения промотора адгезии, устройство для нанесения среднего слоя, транспортирующее устройство и разрезающее устройство, в котором устройство для нанесения промотора адгезии состоит, по меньшей мере, из одного трубопровода для подвода промотора адгезии, одной вращающейся тарелки, по меньшей мере, с одним боковым выпускным отверстием, а также привода для вращающейся тарелки.
Это устройство является другим объектом изобретения.
Согласно предпочтительной форме выполнения устройство по изобретению включает два устройства для подачи двух покровных слоев, то есть по одному подающему устройству для каждого покровного слоя. В случае, например, относительно тонких металлических покровных слоев подающими устройствами могут быть отметочные устройства, например катушки или рулоны. Материал для покровных слоев можно не наматывать, тогда покровные слои могут подаваться также в форме листов. Пригодные устройства для загрузки установки листами известны из уровня техники.
К подающему устройству, при необходимости, может присоединяться профилирующее устройство для изменения формы покровных слоев. Профилирующее устройство может состоять, например, из роликовых конвейеров. Однако изменение формы может также осуществляться посредством прессов.
За профилирующим устройством, при необходимости, может следовать нагревательное устройство для нагревания покровных слоев. Для нагревания используют, например, газовое пламя, горячий воздух, нагревательный излучатель, трубчатый нагреватель.
Непосредственно после нагревательного устройства осуществляют нанесение промотора адгезии посредством устройства для нанесения.
Затем осуществляется нанесение среднего слоя, в частности реакционной смеси для получения жесткого пенопласта, посредством устройства для нанесения. Пригодные для этого устройства для нанесения известны из уровня техники. Если наносят жидкую реакционную смесь для вспенивания, как в случае среднего слоя из жесткого пенопласта, то устройство для нанесения включает механизм смешения для получения реакционной смеси для пенопласта, а также механизм для нанесения реакционной смеси. Смешение компонентов может осуществляться в смесителе с мешалкой или посредством смешения под давлением, например, в противоточном способе, причем, по меньшей мере, два компонента смешивают в смесительной головке. После выхода из смесительной головки реакционная смесь попадает к механизму для нанесения. В качестве механизма для нанесения могут использоваться, например, поливочная гребенка или сопло, особенно язычковое сопло. Для равномерного нанесения на нижний покровный слой устройство для нанесения, например смесительную головку с механизмом нанесения, как правило, приводят в осциллирующее движение по ширине металлического покровного слоя.
Альтернативно нанесению реакционной смеси для получения среднего слоя из пенопласта между покровными слоями в качестве слоя пенопласта может также помещаться предварительно подготовленный лист. Предварительно подготовленными листами могут являться, например, листы из минеральных волокон или жесткого пенопласта, например ПУР или полиизоциануратного (ПИР) жесткого пенопласта, полистирольного пенопласта, пенопласта на основе фенольных смол. В этом случае средний слой соединяют с покровными слоями склеиванием. Для этого устройство для нанесения среднего слоя включает, по меньшей мере, один механизм для нанесения клея, а также устройство для закладки в установку среднего слоя в форме листа. Пригодные устройства для нанесения клеев, а также для закладки листов известны специалисту.
В случае среднего слоя из пенопласта к устройству для нанесения средних слоев, как правило, сначала присоединяется участок вспенивания. Вспенивание начинается из жидкого состояния после короткого периода выдерживания на участке вспенивания, причем пенопласт постепенно заполняет пространство между обоими покровными слоями, то есть по мере продвижения. На участке вспенивания также имеется транспортирующее устройство, особенно в виде двойного ленточного транспортера. Транспортирующее устройство придает многослойному элементу свои размеры по высоте и ширине. Двойной ленточный транспортер состоит из двух составляющих транспортерные ленты стальных пластин, расположенных над верхним и под нижним покровными слоями. Движущиеся совместно с многослойным элементом, в общем, без проскальзывания стальные пластины двойного ленточного транспортера ограничивают расширение пены вверх и вниз. Расширяющаяся пена ограничивается с обеих сторон, например, совместно движущимися прижимными цепями. Верхняя лента двойного ленточного транспортера является регулируемой по высоте для того, чтобы можно было устанавливать различную толщину многослойного элемента. Транспортирующее устройство может быть обогреваемым, чтобы способствовать процессу вспенивания.
Транспортирующее устройство по принципу двойного ленточного транспортера описано, например, в немецкой заявке на патент DE 1609668 А.
Полученные бесконечные многослойные элементы металл-пенопласт после транспортирующего устройства могут быть нарезаны до желаемого по длине размера в разрезающем устройстве. Разрезающим устройством могут служить, например, ленточные пилы, круглые пилы или циркулярные пилы, ленточная пила в сочетании с циркулярной пилой или барабанные ножницы.
Согласно изобретению устройство для нанесения промотора адгезии включает, по меньшей мере, один подводящий трубопровод, одну вращающуюся тарелку с, по меньшей мере, одним выпускным отверстием для выхода продукта, а также привод для вращающейся тарелки. Вращающаяся тарелка может приводиться в движение пневматически, электрически или гидравлически. Согласно изобретению промотор адгезии наносят на нижний, верхний или профилированный покровный слой. При вращении вращающейся тарелки промотор адгезии, выходящий из боковых отверстий, равномерно наносится на нижний покровный слой в виде распадающейся на мельчайшие капли струи.
Устройство для нанесения так расположено в устройстве для получения многослойных элементов, что промотор адгезии наносится на соответствующее место между нагревательным устройством (называемым также участком нагрева) и нанесением среднего слоя, в частности реакционной смеси для пенопласта, на которое наносится нагретый, при необходимости, покровный слой.
Промотор адгезии подводится к вращающейся тарелке, по меньшей мере, через один подводящий трубопровод. Предпочтительно, предусмотрено дозирующее устройство, например насос. Если промотор адгезии состоит только лишь из одного компонента, то вращающаяся тарелка может быть через один или несколько подводящих трубопроводов с дозирующим устройством или без него соединена с резервуаром для хранения промотора адгезии. Это также относится и к случаю, если промотор адгезии состоит из нескольких компонентов, которые хранятся в смеси и могут подводиться к вращающейся тарелке из одного резервуара для хранения. Напротив, если промотор адгезии состоит из нескольких компонентов, которые смешивают непосредственно перед нанесением на покровный слой или как можно ближе по времени к нанесению на покровный слой, то предусматривают механизм смешения компонентов для получения промотор адгезии. Механизм смешения через один или несколько подводящих трубопроводов с дозирующим устройством или без него соединен с вращающейся тарелкой устройства для нанесения. Альтернативно подача промотора адгезии к дозирующему устройству может также осуществляться под давлением.
В качестве смесительного механизма может служить отдельное устройство, связанное с вращающейся тарелкой через подводящий трубопровод. Примерами смесительных механизмов являются смеситель с мешалкой, противоточный инжекционный смеситель высокого давления, статические смесительные элементы.
В зависимости от вида подлежащих смешению компонентов промотора адгезии, особенно если речь идет о легко смешивающихся составах промотора адгезии, гомогенизирование его компонентов может осуществляться также без предварительного присоединенного смесительного механизма только лишь за счет движущихся в них потоков при работе вращающейся тарелки. Для этого компоненты могут подводиться к вращающейся тарелке также независимо друг от друга посредством отдельных подводящих трубопроводов с дозирующим агрегатом или без него.
В качестве подводящего трубопровода могут служить шланг, труба или тому подобное. Шланг или труба являются предпочтительными. Альтернативой продувки воздухом в качестве механической системы очистки подводящего продукты трубопровода в конце звена трубы может служить удлиненный управляемый толкатель в самоочищающейся смесительной головке смесительного механизма.
Для промотора адгезии предусмотрена вращающаяся тарелка с одним или несколькими выпускными отверстиями. Распределенные, предпочтительно, на равном расстоянии по окружности вращающейся тарелки боковые выпускные отверстия, из которых выходит промотор адгезии, являются, предпочтительно, круглыми. Однако они могут быть любой формы, например угла, щели. Вращающаяся тарелка имеет, например, форму неглубокого полого цилиндра, причем выпускные отверстия находятся в боковой стенке цилиндрической вращающейся тарелки, предпочтительно, у нижнего граничащего с дном вращающейся тарелки края боковой стенки. В принципе, может быть предусмотрено любое число выпускных отверстий.
При очень большом числе выпускных отверстий, расположенных относительно плотно друг к другу, промотор адгезии выходит практически по всей окружности вращающейся тарелки. Наконец, допустима также такая форма выполнения, при которой уже не предусматривается никаких отдельных выпускных отверстий, а промотор адгезии стекает с вращающейся тарелки равномерно распределенным по всей окружности. При такой форме выполнения вращающаяся тарелка образует диск.
Вращающаяся тарелка в форме неглубокого полого цилиндра может быть открытой сверху. В такой форме выполнения вращающаяся тарелка похожа на неглубокую круглую чашку, в которую впадает подводящий трубопровод. Однако альтернативно вращающаяся тарелка может также быть замкнутой сверху. При этом вращающаяся тарелка имеет помимо выпускных отверстий еще и отверстия для каждого из трубопроводов для подвода к вращающейся тарелке промотора адгезии.
Кроме неглубокой цилиндрической формы вращающейся тарелки возможны другие, в частности вращательно-симметричные формы. Вращающаяся тарелка может, например, сужаться кверху и таким образом принимать форму усеченного конуса.
Посредством числа выпускных отверстий, скорости вращения и центробежного ускорения у выпускных отверстий вращающейся тарелки, массового потока промотора адгезии и высоты выпускных отверстий относительно нижнего металлического покровного слоя можно изменять степень поверхностного распределения. Кроме того, можно изменять поверхностное нанесение. Промотор адгезии может наноситься по всей поверхности или локально. Устройство для нанесения промотора адгезии по изобретению делает возможным, в частности, локальное поверхностное нанесение, уже обеспечивающее достаточную прочность сцепления среднего слоя с покровным слоем. При предпочтительной скорости движения ленты двойного ленточного транспортера в качестве транспортирующего устройства от 2 до 20 м/мин и предпочтительном выпускаемом количестве промотора адгезии от 200 до 1600 г/мин диаметр вращающейся тарелки, предпочтительно, составляет от 50 до 100 мм. При этом предусматривается, предпочтительно, от 6 до 12 выпускных отверстий диаметром от 0,5 до 2 мм. Вращающаяся тарелка, предпочтительно, совершает от 2500 до 8000 оборотов в минуту.
Устройство для нанесения по изобретению в сравнении с распылением имеет то преимущество, что не образуется аэрозоля. Поэтому не происходит потерь промотора адгезии за счет образования распыляемого аэрозоля. В итоге с устройством по изобретению требуется меньше промотора адгезии. Благодаря этому с устройством для нанесения по изобретению достигается достаточно хороший эффект распределения на нижнем покровном слое уже без осцилляции устройства для нанесения по ширине покровного слоя. Это имеет то преимущество, что не должно предусматриваться каких-либо подвижных конструкционных элементов в устройстве для нанесения промотора адгезии.
В качестве промотора адгезии могут использоваться однокомпонентные системы, например, на основе полиуретана, такого как содержащий изоцианатные группы форполимер. Другие возможные однокомпонентные системы основываются на полихлоропрене, эпоксиде или поливинилацетате.
Промотор адгезии может также состоять из многокомпонентной системы, предпочтительно, из двухкомпонентной системы. Предпочтительной двухкомпонентной системой является ПУР-система. Особенно предпочтительная ПУР-система состоит из полиольной композиции, например, на основе простого полиэфира или сложного полиэфира либо из полимера дифенилметандиизоцианата (МДИ). Вместо полимерного МДИ может также использоваться смесь различных мономерных МДИ.
В качестве материала для покровных слоев пригодны обычно металлы, такие как сталь (например, оцинкованная, лакированная), алюминий (например, лакированный, анодированный), медь, благородная сталь, и неметаллы, такие как армированные (например, стекловолокном), неармированные и/или наполненные пластмассы, например поливинилхлорид, или на основе полиэфира, пропитанный картон, бумага или древесина. Пригодны также комбинации ранее названных материалов.
В качестве среднего слоя пригодны следующие материалы: волокнистые плиты из минеральных волокон или плиты из жесткого пенопласта, например полиуретанового или полиизоциануратного жесткого пенопласта, полистирольного пенопласта, пеноматериалов на основе фенольных смол.
Для вспенивания среднего слоя также предпочтительно выбирают жесткие пенопласты, особенно предпочтительно, на основе полиуретана и/или полиизоцианурата. Для получения содержащих уретановые и/или изоциануратные группы жестких пенопластов в качестве исходных компонентов используют: а) алифатические, циклоалифатические, аралифатические, ароматические и гетероциклические полиизоцианаты, предпочтительно, дифенилметандиизоцианат (МДИ) или полифенилполиметиленполиизоцианат, полиизоцианаты, содержащие карбодиимидные, уретановые, аллофанатные, изоциануратные группы, группы мочевины или биурета, особенно предпочтительны соединения на основе полифенилполиметиленполиизоцианата, и б) соединения, по меньшей мере, с двумя активными по отношению к изоцианатам атомами водорода и с молекулярной массой в пределах от 400 до 10000, например, с аминогруппами, тиольными группами, гидроксильными группами или карбоксильными группами.
Получение пенопласта осуществляют с использованием вспомогательных веществ и целевых добавок, таких как катализаторы, вспениватели, сшивающие агенты, антипирены, пеностабилизаторы, вещества, улучшающие текучесть, ингибиторы.
Другим объектом изобретения является способ получения многослойных элементов типа сэндвич с использованием устройства по изобретению.
В нижеследующем изобретение более подробно иллюстрируется прилагаемыми чертежами.
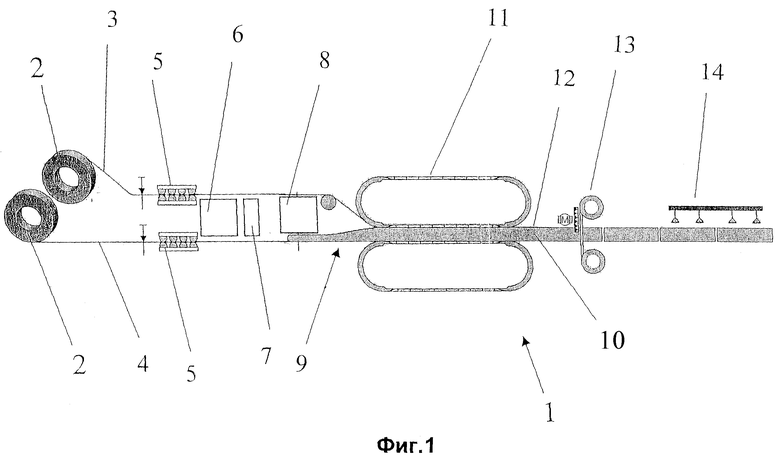
На Фиг.1 представлено схематическое изображение формы выполнения устройства по изобретению для получения многослойных элементов типа сэндвич.
На Фиг.2 показан поперечный разрез формы выполнения устройства по изобретению для нанесения промотора адгезии согласно Фиг.1.
На Фиг.1 схематически изображена форма выполнения устройства 1 по изобретению для получения многослойных элементов типа сэндвич, особенно многослойных элементов металл-пенопласт. Оно включает два отметочных устройства 2 для верхнего 3 и нижнего 4 покровного слоя.
При работе устройства по изобретению покровные слои 3 и 4 сначала проходят профилирующее устройство 5, а затем, прежде чем они проходят устройство 7 для нанесения промотора адгезии, они проходят нагревательное устройство 6. Посредством устройства 7 для нанесения промотор адгезии наносят на нижний покровный слой. За устройством 7 для нанесения промотора адгезии следует устройство 8 для нанесения среднего слоя, в частности реакционной смеси для получения пенопласта. Посредством этого устройства между покровными слоями 3 и 4 наносят средний слой, в частности реакционную смесь для получения жесткого пенопласта. Устройство для нанесения 8 включает механизм смешения (не изображен) для получения реакционной смеси для пенопласта. Это может быть, например, смеситель с мешалкой, или может осуществляться смешение под высоким давлением, например, по противоточному способу. В качестве самого рабочего органа устройства для нанесения (не изображено) может использоваться, например, поливочная гребенка или язычковое сопло. Для равномерного нанесения на стол для нанесения смесительная насадка с механизмом для нанесения, как правило, осциллирует по ширине нижнего покровного слоя 4, который может быть образован из металла.
В изображенной форме выполнения изобретения к устройству 8 для нанесения среднего слоя присоединяется участок вспенивания 9. Вспенивание начинается после короткого времени выдержки на участке вспенивания 9 из жидкого состояния, причем пеноматериал 10 заполняет пространство между обоими покровными слоями 3 и 4.
На участке вспенивания 9 вновь следует транспортирующее устройство 11 в форме двойного ленточного транспортера над верхним 3 и под нижним 4 покровными слоями. Транспортирующее устройство 11 придает многослойному элементу 12 свои размеры по высоте и ширину не изображенными боковым цепями, боковыми лентами и прижимными цепями или т.п. Транспортирующее устройство 11 состоит из стальных пластин, расположенных поверх верхнего 3 и нижнего 4 покровных слоев. Движущиеся вместе с многослойным элементом 12 стальные пластины транспортирующего устройства 11 ограничивают расширение пены 10 сверху и снизу.
Получаемый непрерывный многослойный элемент металл-пенопласт 12 после транспортирующего устройства 11 разрезают до желаемых по длине размеров в разрезающем устройстве 13. В заключение происходит укладывание в штабель 14 отдельных многослойных элементов 12.
На Фиг.2 показан поперечный разрез устройства 7 для нанесения промотора адгезии. Устройство для нанесения 7 включает вращающуюся тарелку 15 с боковыми выпускными отверстиями 16 (в данном случае изображено два таких выпускных отверстия). Вращающаяся тарелка 15 приводится в движение пневматическим приводом 17. Вращательное движение вращающейся тарелки 15 указано стрелкой 17. Промотор адгезии подается к вращательной тарелке через подводящий трубопровод 18. В изображенной форме выполнения вращающаяся тарелка сужается конически. В принципе, вращающаяся тарелка 15 может принимать форму неглубокого цилиндра или толстого диска. Вращающаяся тарелка 15 расположена сверху очень близко к нижнему покровному слою 4. Изображенный покровный слой 4 профилирован.
Пример
Многослойный элемент металл-пенопласт с обычными коммерческими покровными слоями из оцинкованной листовой стали лакировали с обеих сторон и получали жесткий пенопласт по представленной ниже рабочей рецептуре с использованием продуктов фирмы Bayer MaterialSience AG, Германия, посредством устройства, аналогичного представленному на Фиг.1.
Рабочая рецептура и условия получения пенопласта.
В качестве промотора адгезии использовали двухкомпонентный промотор адгезии на основе полиуретана. Изоцианатный компонент состоял из полимерного МДИ низкой вязкости Desmodur® 44V10L. В качестве полиольного компонента использовали композицию из следующих компонентов:
Обработку полиольного и изоцианатного компонентов осуществляли в массовом соотношении 1:1. Наносимое на нижний покровный слой количество составляло 100 г/м2.
Если не указано иное, то все продукты являются продуктами фирмы Bayer MaterialSience AG, Германия.
Промотор адгезии наносили вращающейся тарелкой согласно Фиг.2 на нижний покровный слой. Выпуск промотора адгезии составлял 944 г/мин при скорости движения транспортерной ленты 8 м/мин и скорости вращения вращающейся тарелки 4800 об/мин. Вращающаяся тарелка имела диаметр 50 мм и 6 выпускных отверстий, диаметр которых составлял 1,2 мм. Вращающаяся тарелка располагалась таким образом, что выпускные отверстия находились на расстоянии 5 мм над нижним покровным слоем. Ширина нижнего покровного слоя составляла 1180 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО И РАВНОМЕРНОГО НАНЕСЕНИЯ ВСПЕНИВАЕМОЙ РЕАКЦИОННОЙ СМЕСИ НА ПОВЕРХНОСТЬ, УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ЭЛЕМЕНТОВ СЭНДВИЧ-КОНСТРУКЦИЙ | 2007 |
|
RU2440855C2 |
| СОСТАВНЫЕ СЭНДВИЧ-ЭЛЕМЕНТЫ | 2010 |
|
RU2524395C2 |
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| КОМПОЗИТНЫЙ СЭНДВИЧ-ЭЛЕМЕНТ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2643958C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ НА БАЗЕ ПЕНОПЛАСТОВ НА ИЗОЦИАНАТНОЙ ОСНОВЕ | 2008 |
|
RU2493004C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКИХ РЕАКЦИОННЫХ СМЕСЕЙ НА ПОКРОВНЫЙ СЛОЙ | 2012 |
|
RU2602531C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЭЛЕМЕНТОВ С ПЕНОПЛАСТАМИ НА ИЗОЦИАНАТНОЙ ОСНОВЕ | 2005 |
|
RU2357806C2 |
| СПОСОБ ИЗОЛЯЦИИ ТРУБ | 1995 |
|
RU2157759C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ПЕНОПЛАСТА | 2014 |
|
RU2561972C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЕ ПЕНОПЛАСТЫ С ПОНИЖЕННЫМ ВПИТЫВАНИЕМ СМОЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ МНОГОСЛОЙНОЙ СТРУКТУРЫ | 2018 |
|
RU2784396C2 |
Изобретение относится к технологии получения формованных изделий и может быть использовано для получения многослойных элементов типа сэндвич. Элементы получают путем расположения материала, образующего средний слой, который при необходимости подвергают вспениванию, между покровными слоями с использованием промотора адгезии, наносимого на нижний покровный слой, и последующего разрезания полученного многослойного элемента на части до желаемого по длине размера. Промотор адгезии наносят посредством вращающейся тарелки (15), выполненной в форме неглубокого полого цилиндра, открытого сверху, по меньшей мере, с одним боковым выпускным отверстием (16), к которому присоединен подводящий трубопровод (18) для промотора адгезии, и имеющей привод (17). Обеспечивается равномерное нанесение промотора адгезии при снижении затрат на производство многослойных элементов. 2 н. и 7 з.п. ф-лы, 1 табл., 2 ил.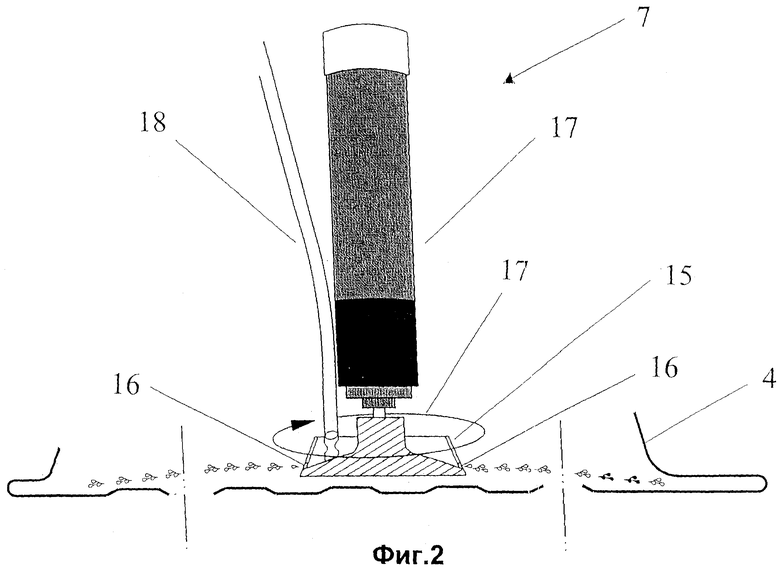
1. Способ получения многослойных элементов типа сэндвич посредством расположения материала, образующего средний слой, между покровными слоями с использованием промотора адгезии, который наносят на нижний покровный слой, и последующего разрезания полученного многослойного элемента на части до желаемого по длине размера, причем материал, образующий средний слой, при необходимости, подвергают вспениванию, отличающийся тем, что нанесение осуществляют посредством вращающейся тарелки в форме неглубокого полого цилиндра, открытого сверху, по меньшей мере, с одним боковым выпускным отверстием, к которому присоединен трубопровод для подвода промотора адгезии.
2. Способ по п.1, отличающийся тем, что используют вращающуюся тарелку с числом оборотов от 2500 до 8000 об/мин.
3. Способ по п.1, отличающийся тем, что полученный многослойный элемент для разрезания на части транспортируют со скоростью от 2 до 20 м/мин.
4. Способ по п.1, отличающийся тем, что промотор адгезии наносят в количестве от 200 до 1600 г/мин.
5. Способ по одному из пп.1-4, отличающийся тем, что используют двухкомпонентный промотор адгезии на основе полиуретана.
6. Устройство для получения многослойных элементов типа сэндвич, состоящее, по меньшей мере, из двух устройств для подачи покровных слоев, к которым последовательно присоединены устройство для нанесения промотора адгезии, устройство для нанесения среднего слоя, транспортирующее устройство и разрезающее устройство, отличающееся тем, что устройство для нанесения промотора адгезии состоит, по меньшей мере, из одного трубопровода для подвода промотора адгезии, одной вращающейся тарелки в форме неглубокого полого цилиндра, открытого сверху, по меньшей мере, с одним боковым выпускным отверстием, а также привода для вращающейся тарелки.
7. Устройство по п.6, отличающееся тем, что предусмотрено от 6 до 12 выпускных отверстий.
8. Устройство по п.6, отличающееся тем, что выпускные отверстия имеют диаметр от 0,5 до 2 мм.
9. Устройство по одному из пп.6-8, отличающееся тем, что диаметр вращающейся тарелки составляет от 50 до 100 мм.
| Поточная линия для изготовления многослойных строительных панелей | 1980 |
|
SU939209A1 |
| Устройство для глазурования керамических изделий | 1989 |
|
SU1609668A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЙКОГО ВЕЩЕСТВА | 1999 |
|
RU2218998C2 |
| СПОСОБ СОЗДАНИЯ ШЕРОХОВАТОСТИ НА СНЕЖНО-ЛЕДЯНЫХ ПОВЕРХНОСТЯХ | 1996 |
|
RU2123082C1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЖИДКОГО ВЕЩЕСТВА | 1997 |
|
RU2131783C1 |
| US 3649408 А, 15.08.1989. | |||

