Настоящее изобретение относится к способу изготовления комбинированных элементов, состоящих, по меньшей мере, из одного защитного слоя и одного пенопласта на изоцианатной основе, который предусматривает использование промотора адгезии.
В настоящее время практикуется широкомасштабное производство комбинированных элементов (часто называемых также сэндвичевыми элементами), прежде всего состоящих из металлических защитных слоев и сердцевины из пенопластов на изоцианатной основе, чаще всего полиуретановых или полиизоциануратных пенопластов, реализуемое на устройствах непрерывного действия, предназначенных для изготовления дублированных материалов в виде непрерывного полотна. Наряду с сэндвичевыми элементами, используемыми для изолирования холодильников, все большее значение приобретают сэндвичевые элементы с окрашенными защитными слоями, предназначенные для оформления фасадов самых разнообразных зданий. При этом в качестве защитных слоев, наряду со снабженными покрытием стальными листами, используют также листовые материалы из специальной стали, меди или алюминия. При использовании сэндвичевых элементов для оформления фасадов зданий решающую роль, прежде всего, играет адгезия между пенопластом и защитным слоем. Темный цветовой тон изолирующего наружного защитного слоя способствует быстрому нагреванию сэндвичевых элементов до 80°С. При недостаточной адгезии пенопласта к защитному слою на поверхности сэндвичевых элементов вследствие отслаивания пенопласта от листового материала образуются вздутия, которые придают фасаду непривлекательный внешний вид. Для устранения этой проблемы уже при изготовлении рулонного защитного слоя на его поверхность наносят адгезионные лаки. Однако последние содержат вводимые в них по технологическим причинам добавки, такие как средства для улучшения текучести, гидрофобизаторы, средства для удаления воздуха и так далее. Присутствие подобных добавок иногда приводит к значительным нарушениям процесса вспенивания полиуретана. К тому же наружная и обратная стороны рулонного стального материала, снабженного адгезионным лаковым покрытием, контактируют друг с другом. Вещества, дополнительно переходящие при этом на обратную сторону рулонного защитного слоя, в большинстве случаев также оказывают негативное влияние на процесс вспенивания полиуретана и приводят к образованию дефектов сэндвичевых элементов. Обработка защитных слоев коронным разрядом, также иногда выполняемая согласно уровню техники, во многих случаях бывает недостаточна для устранения дефектов сэндвичевых элементов. Кроме того, в силу самых разных обстоятельств возможен выбор температуры дублированного полотна, которая не является оптимальной для данной системы. Прежде всего, это относится к начальным операциям соответствующего технологического процесса. Подобное явление также может оказывать негативное влияние на процесс вспенивания и адгезию пенопласта к металлическим защитным слоям.
Кроме того, при приготовлении сэндвичевых элементов нередко сталкиваются с проблемой образования нежелательных включений воздуха между листовым материалом и пенополиуретаном в зоне нижнего и верхнего защитных слоев (так называемых усадочных раковин), которая может быть обусловлена самыми разными причинами. Подобные включения воздуха могут приводить к вспучиванию листов при применении сэндвичевых элементов для оформления фасадов зданий, особенно в случае значительных температурных колебаний. Вследствие этого фасад также приобретает непривлекательный внешний вид.
Таким образом, существует необходимость в поиске способа, который позволил бы обеспечить длительно сохраняющуюся повышенную прочность сцепления полиуретановых и полиизоциануратных пенопластов с металлическими защитными слоями, в том числе и при неблагоприятных внешних условиях реализации соответствующей производственной технологии. Подобный способ должен быть пригоден для осуществления как в непрерывном, так и в периодическом режиме. Периодический режим можно использовать, например, на начальных технологических стадиях производства непрерывного дублированного полотна и при изготовлении комбинированных элементов посредством прессов периодического действия. Непрерывный режим необходим в случае использования полиуретановых или полиизоциануратных систем, которые в связи с присущей им химической природой обладают чрезвычайно низкой прочностью сцепления с металлическими защитными слоями.
Кроме того, способ одновременно должен обеспечивать образование минимального количества усадочных раковин, что, прежде всего, относится к нижнему защитному слою.
Возможный вариант повышения адгезии между металлическими защитными слоями и пенопластом предусматривает нанесение на защитные слои промотора адгезии. Нижний защитный слой сэндвичевых элементов зачастую характеризуется наименьшей измеренной при растяжении адгезией. Кроме того, нижняя сторона обычных конструкций, созданных с использованием сэндвичевых элементов, одновременно является внешней стороной фасада и поэтому эксплуатируется в экстремальных температурных и атмосферных условиях, а следовательно, подвержена воздействию более интенсивных нагрузок по сравнению с верхней стороной сэндвичевых элементов. Учитывая это обстоятельство, можно ограничиться нанесением промотора адгезии только на нижний защитный слой. Поверх нанесенного на нижний защитный слой промотора адгезии наносят полиуретановую, соответственно полиизоциануратную систему, благодаря чему получают комбинированный элемент, который обладает структурой «защитный слой - промотор адгезии - жесткий пенополиуретан, соответственно пенополиизоцианурат - защитный слой».
Существует множество известных методов реализуемого в общем случае нанесения лаков, промоторов адгезии, клеев и тонких пленок на листовые материалы, соответственно другие субстраты. Лаки можно наносить на субстраты окунанием, распылением, электростатическим осаждением, плазменным напылением, обливанием или накатыванием. Кроме того, существует возможность формирования на субстрате тонких пленок, реализуемая методом центрифугирования. В этом случае вещество наносят на субстрат, который затем приводят во вращение, благодаря чему нанесенное вещество равномерно распределяется на поверхности субстрата. Однако подобные методы не находят практического применения для нанесения покрытий на предназначенные для изготовления сэндвичевых элементов листовые материалы.
Один из методов, чрезвычайно напоминающий технологию нанесения покрытий центрифугированием, также предусматривает использование вращающегося устройства. Однако в данном случае вещество вследствие вращения диска отбрасывается в сторону периферии. Подобный метод описан, например, в патенте США US 3349568, немецком патенте DE 2808903 и международной заявке WO 9959730 и особенно пригоден для нанесения внутренних покрытий на трубы или другие полые изделия. Подобную дополнительно усовершенствованную технологию используют для нанесения покрытий на формованные изделия, а также листы. Однако в соответствии с любыми подобными методами защитные слои, на которые должно быть нанесено покрытие, располагаются вокруг вращающегося диска, и наносимое вещество всегда отбрасывается диском на соответствующий защитный слой, перемещаясь в сторону периферии, например, как описано в немецком патенте DE 2412686. При этом с целью более качественного нанесения покрытий иногда дополнительно накладывают электростатическое поле. Однако использование всех подобных методов сопровождается происходящим с высокой степенью вероятности образованием аэрозолей, которые наносят вред окружающей среде и здоровью обслуживающего персонала.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить пригодный способ нанесения промотора адгезии на расположенный в горизонтальной плоскости листовой материал или другой защитный слой, который непрерывно перемещается в горизонтальном направлении, поскольку изготовление сэндвичевых элементов, как правило, осуществляют на непрерывно функционирующем устройстве для изготовления дублированного полотна. При этом не должно происходить образования или высвобождения аэрозолей. Кроме того, способ нанесения промотора адгезии должен предусматривать практически полное отсутствие необходимости в техническом обслуживании.
Указанную задачу неожиданно удалось решить благодаря нанесению промотора адгезии на защитный слой посредством вращающегося диска, расположенного в горизонтальной плоскости предпочтительно параллельно защитному слою.
Таким образом, объектом настоящего изобретения является способ изготовления комбинированных элементов, состоящих, по меньшей мере, из одного защитного слоя а) и одного жесткого пенопласта на изоцианатной основе b), между которыми нанесен промотор адгезии с), причем защитный слой а) непрерывно перемещается, и промотор адгезии с) и исходный материал для жесткого пенопласта на изоцианатной основе b) последовательно наносят на защитный слой, отличающийся тем, что промотор адгезии с) наносят посредством вращающегося диска, расположенного предпочтительно параллельно защитному слою в горизонтальной плоскости или с отклонением от нее, не превышающим 15°.
Другим объектом настоящего изобретения является устройство для нанесения жидкостей на непрерывно перемещаемый защитный слой, отличающееся тем, что жидкость подают на вращающийся диск, расположенный в горизонтальной плоскости над защитным слоем предпочтительно параллельно ему, и центрифугируют благодаря вращению диска, после чего она под действием силы тяжести попадает на защитный слой.
При использовании предлагаемого в изобретении устройства для изготовления комбинированных элементов, содержащих пенопласты на изоцианатной основе, под жидкостью предпочтительно подразумевают промотор адгезии с).
В качестве промотора адгезии с) предпочтительно используют однокомпонентную или многокомпонентную реакционноспособную полиуретановую систему.
Предпочтительным является отсутствие превышения так называемого открытого времени промотора адгезии с), то есть исходный материал для жесткого пенопласта на изоцианатной основе b) наносят на нижний защитный слой до полного завершения реакций в полиуретановой системе промотора адгезии с). Этим процессом можно управлять, благодаря регулированию удаленности устройства для нанесения промотора адгезии от устройства, предназначенного для нанесения исходного материала для жесткого пенопласта на изоцианатной основе b), или предпочтительно благодаря варьированию реакционной способности промотора адгезии с).
В качестве защитного слоя можно использовать гипсокартонные плиты, стеклянную облицовочную плитку, алюминиевую фольгу, алюминиевые, медные или стальные листы, предпочтительно алюминиевую фольгу и алюминиевые, медные или стальные листы, особенно предпочтительно стальные листы. Стальные листы могут быть снабжены или не снабжены покрытием. Их предпочтительно не подвергают обработке коронным разрядом.
Защитный слой перемещается предпочтительно с постоянной скоростью, составляющей от 2 до 15 м/мин, предпочтительно от 3 до 12 м/мин, особенно предпочтительно от 3 до 9 м/мин. При этом защитный слой, по меньшей мере, начиная с момента нанесения полиуретановой системы b), предпочтительно в течение всего времени, начиная с момента нанесения промотора адгезии с), находится в горизонтальном положении. Промотор адгезии можно наносить также при небольшом наклоне защитного слоя в направлении его перемещения, то есть при негоризонтальной ориентации защитного слоя.
Содержащийся в обычных сэндвичевых элементах жесткий пенопласт на изоцианатной основе снабжают одним нижним и одним верхним защитными слоями. Вполне достаточным является снабжение промотором адгезии только нижнего защитного слоя.
В случае если в соответствии с предлагаемым в изобретении способом в качестве защитных слоев используют листовые и пленочные материалы, последовательно осуществляют размотку рулона подобного материала, его профилирование, нагревание, при необходимости обработку коронным разрядом (для улучшения способности полиуретана вспениваться), нанесение исходного материала для жесткого пенопласта на изоцианатной основе b) (часто называемого также полиуретановой, соответственно полиизоциануратной системой), отверждение с образованием дублированного полотна, которое, в заключение, разрезают на заготовки необходимой длины.
При этом промотор адгезии с) в принципе можно наносить на любой из указанных выше стадий технологического процесса: от размотки рулона материала защитного слоя до нанесения полиуретановой, соответственно полиизоциануратной системы.
При этом оптимальным является небольшой промежуток времени между нанесением промотора адгезии с) и нанесением полиуретановой, соответственно полиизоциануратной системы b). Благодаря этому до минимума сокращается количество отходов, которые образуются на начальной и конечной стадиях, а также вследствие непредвиденных перерывов производственного процесса.
Промотор адгезии наносят посредством диска, который смонтирован в горизонтальном положении над нижним защитным слоем предпочтительно параллельно ему и может быть приведен во вращение соответствующим приводом. Диск можно установить также с отклонением от горизонтальной плоскости, не превышающим 15°. Диск может обладать формой круга или эллипса. Отношение длины диска к его ширине предпочтительно составляет от 1:1 до 1,8:1, особенно предпочтительно от 1:1 до 1,4:1 и, прежде всего, от 1:1 до 1,25:1.
Диск может быть абсолютно плоским или его края могут быть округлены и отбортованы вверх. Предпочтительно используют диск с округленными или отбортованными вверх краями. В отбортовке выполняют предназначенные для выгрузки промотора адгезии с) отверстия. Диаметр и количество подобных отверстий согласуют друг с другом таким образом, чтобы обеспечить возможность максимально равномерного нанесения тонко распределенного промотора адгезии с) на находящийся под ним защитный слой, включая весь помещенный на диск промотор, и сведения к минимуму затрат на техническое обслуживание диска. В отбортовке краев диска выполняют преимущественно от 4 до 64 отверстий диаметром от 0,5 до 3 мм, предпочтительно от 12 до 40 отверстий диаметром от 1 до 3 мм и особенно предпочтительно от 15 до 30 отверстий диаметром от 1,5 до 2,5 мм.
В соответствии с одним из вариантов исполнения диск обладает каскадообразной конструкцией. На Фиг.1 показана боковая проекция подобного диска. Высота каскадов по мере удаления от оси вращения (А) диска возрастает. В зонах перехода (В) от одного каскада к другому в диске могут быть выполнены отверстия, позволяющие наносить на нижний защитный слой находящуюся в этих зонах часть промотора адгезии. Подобная каскадообразная конструкция диска способствует особенно равномерному нанесению промотора адгезии на находящийся под ним защитный слой. Промотор адгезии помещают в зону диска, максимально близкую к оси его вращения. При этом неожиданно было обнаружено, что промотор адгезии особенно равномерно распределяется на нижнем защитном слое, если точка его нанесения точно расположена на линии, параллельной направлению перемещения защитного слоя, перед осью вращения диска, соответственно позади нее.
В зависимости от ширины защитного слоя диск обладает диаметром от 0,05 до 0,3 м, предпочтительно от 0,1 до 0,25 м, особенно предпочтительно от 0,12 до 0,22 м в пересчете на его длинную сторону. Диск смонтирован над защитным слоем, подлежащим смачиванию промотором адгезии, на высоте от 0,02 до 0,2 м, предпочтительно от 0,03 до 0,18 м, особенно предпочтительно от 0,03 до 0,15 м.
Количество каскадов диска может составлять от 2 до 4, предпочтительно от 2 до 3, особенно предпочтительно два.
Угол наклона предназначенных для выхода промотора адгезии отверстий диска к нижнему защитному слою составляет примерно 10-70°, предпочтительно 30-60°. Отверстия могут быть выполнены в каскадообразных переходных зонах диска, а также в его отбортованном крае. При этом количество отверстий возрастает при переходе от внутренних каскадов к каскадам, расположенным ближе к периметру диска. При этом в ближайшей к оси вращения диска переходной зоне (В) выполнено 10-30, предпочтительно 12-25, особенно предпочтительно 12-20 отверстий диаметром 1,5-2,5 мм. Количество выполненных в наружной отбортовке (С) отверстий диаметром 1,5-2,5 мм составляет 12-40, предпочтительно 12-30, особенно предпочтительно 15-30. В соответствии с особенно предпочтительным вариантом конструктивного исполнения отверстия в наружной отбортовке диска обладают углами наклона к защитному слою, варьируемыми в чередующейся последовательности. Отношение диаметров двух последовательно расположенных каскадов друг к другу dn/dn-1 находится в интервале 1,2:1-3:1, предпочтительно 2:1-2,6:1.
Радиус смачивания нижнего защитного слоя промотором адгезии преимущественно составляет 0,25-1,0 м, предпочтительно 0,35-0,75 м.
Частота вращения диска составляет предпочтительно между 200-2500 об/мин, особенно предпочтительно между 200-2000 об/мин и, прежде всего, между 300-1500 об/мин.
Количество наносимого на защитный слой промотора адгезии с) составляет между 30-300 г/м2, предпочтительно 40-200 г/м2, особенно предпочтительно 50-120 г/м2.
Перед выгрузкой на вращающийся диск промотор адгезии с) подвергают механическому перемешиванию, для осуществления которого можно использовать смесители высокого или низкого давления, предпочтительно смесители низкого давления, и промотор адгезии выгружают на диск посредством устройства для выгрузки, например, дополнительно присоединенного смесительного органа. При использовании для приведения диска во вращение привода промотор-адгезии с) равномерно распределяется на поверхности непрерывно перемещаемого под диском защитного слоя. Для перемешивания промотора адгезии и его выгрузки на диск можно использовать смесительный орган, выполненный, например, из полимерного материала. Количество выгружаемого на диск промотора адгезии с) согласуют со скоростью движения непрерывно перемещаемого дублированного полотна таким образом, чтобы можно было реализовать нанесение на него необходимого количества промотора адгезии в пересчете на квадратный метр листового материала.
Высоту расположения диска над нижним защитным слоем, диаметр диска и скорость его вращения согласуют друг с другом таким образом, чтобы выгружаемый с диска промотор адгезии с) возможно более равномерно смачивал находящееся под ним непрерывно перемещаемое полотно, включая его краевые зоны.
Хотя промотор адгезии с) и подвергают центрифугированию, сопровождаемому его отбрасыванием в сторону периферии, однако в отличие от уровня техники, благодаря низкой скорости вращения диска и действию силы тяжести, промотор адгезии распределяется на поверхности защитного слоя, расположенного под вращающимся диском в горизонтальной плоскости, предпочтительно параллельной плоскости диска. Неожиданно было обнаружено, что описанная выше технология позволяет осуществлять нанесение без образования аэрозоля.
В рассматриваемом случае под аэрозолями подразумевают коллоидные системы, образуемые газами, такими как воздух, и тонко распределенными в них частицами жидкости, диаметр которых составляет примерно от 10-7 до 10-3 см.
При экономически необходимых небольших массах наносимого промотора адгезии с) невозможно достичь полного смачивания им нижнего защитного слоя. Однако неожиданно было обнаружено, что, несмотря на незначительную массу промотора адгезии с), нанесенного на нижний защитный слой с использованием предлагаемой в изобретении технологии, этого количества вполне хватает, чтобы обеспечить значительное повышение адгезии (определяемой по прочности при растяжении) между подвергнутым подобной обработке защитным слоем и находящимся над ним пенопластом по сравнению с необработанными листовыми материалами.
Кроме того, предлагаемый в изобретении способ позволяет значительно сократить количество образующихся в зоне нижнего защитного слоя усадочных раковин.
После нанесения на нижний защитный слой промотора адгезии с) осуществляют нанесение исходного материала для жесткого пенопласта на изоцианатной основе b). При этом реакционную способность промотора адгезии с) регулируют таким образом, чтобы системы b) и с) могли вступать друг с другом во взаимодействие (то есть, чтобы открытое время промотора адгезии с) не истекло до нанесения компонента b)) и спустя определенное время отвердиться.
Благодаря использованию промотора адгезии с) температуру дублированного полотна, которая при обычно осуществляемой переработке полиизоциануратных систем должна составлять 60°С, можно снизить до 55°С.
На Фиг.2 показана боковая проекция предлагаемого в изобретении устройства. На смонтированный горизонтально или предпочтительно параллельно защитному слою (5) диск (3), приводимый во вращение приводом (1), посредством дозирующего устройства (2) подают промотор адгезии. Вследствие вращения диска (3) промотор адгезии отбрасывается в направлениях (4) и под действием силы тяжести попадает на защитный слой (5).
На Фиг.3 показан вид сверху приспособления для изготовления сэндвичевых элементов, предусматривающего использование предлагаемого в изобретении устройства. Посредством вращающегося диска (2) на нижний защитный слой (1) наносят промотор адгезии с), после чего посредством портальный рамы (3) наносят исходный материал для жесткого пенопласта на изоцианатной основе b).
В качестве промотора адгезии можно использовать известные из уровня техники промоторы адгезии на полиуретановой основе. В общем случае их можно получить, благодаря взаимодействию полиизоцианатов с соединениями, содержащими два реакционноспособных по отношению к изоцианатам атома водорода, причем количества взаимодействующих компонентов предпочтительно выбирают таким образом, чтобы отношение количества содержащихся в реакционной смеси изоцианатных групп к количеству реакционноспособных по отношению к изоцианатам групп составляло от 0,8:1 до 1,8:1, предпочтительно от 1:1 до 1,6:1.
В качестве полиизоцианатов используют обычные алифатические, циклоалифатические и, прежде всего, ароматические диизоцианаты и/или полиизоцианаты. Предпочтительно используют толуилендиизоцианат (ТДИ), дифенилметандиизоцианат (МДИ) и, прежде всего, смеси дифенилметандиизоцианата с полифениленполиметиленполиизоцианатами (сырым МДИ).
При этом предпочтительно используют изоцианаты фирмы BASF AG Lupranat® M 50, Lupranat® M 70 и Lupranat® M 200. В особенно предпочтительном варианте осуществления изобретения изоцианаты, используемые для получения жесткого пенопласта на изоцианатной основе b) и промотора адгезии с), являются идентичными соединениями. В предпочтительном варианте осуществления изобретения используют Lupranat® M 70, в особенно предпочтительном варианте Lupranat® M 200.
В качестве соединений, содержащих, по меньшей мере, два реакционноспособных по отношению к изоцианату атома водорода, в общем случае используют вещества, в молекуле которых содержатся две или более реакционноспособные группы, выбранные из ряда, включающего ОН-группы, SH-группы, NH-группы, NH2-группы и СН-кислотные группы, например, такие, как β-дикетогруппы.
Предпочтительно используют полиэфирполиолы на основе простых и/или сложных эфиров, особенно предпочтительно полиэфирполиолы на основе простых эфиров. Гидроксильное число используемых полиэфирполиолов на основе простых и/или сложных эфиров составляет предпочтительно от 25 до 800 мг КОН/г, их молекулярная масса в общем случае составляет более 400. Полиуретаны можно синтезировать в отсутствие агентов удлинения цепей и/или сшивающих агентов или с использованием таких агентов. Особенно пригодными агентами удлинения цепей и/или сшивающими агентами являются дифункциональные или трифункциональные амины, а также диолы или триолы, прежде всего, диолы и/или триолы, молекулярная масса которых составляет менее 400, предпочтительно от 60 до 300.
При этом измеренная при 25°С вязкость полиольного компонента промотора адгезии с) составляет преимущественно от 100-1000 мПа·с, предпочтительно 100-800 мПа·с, особенно предпочтительно 150-400 мПа·с.
Промоторы адгезии, при необходимости, могут содержать инертные или активные антипирены. Подобные антипирены в общем случае используют в количестве от 0,1 до 30% мас. в пересчете на общую массу полиольного компонента.
Взаимодействие полиизоцианатов с полиолами предпочтительно осуществляют без добавления физических порообразователей. Однако в используемых полиолах может содержаться остаточная влага, которая обладает действием порообразователя. Благодаря этому плотность образующихся полиуретановых промоторов адгезии составляет от 200 до 1200 г/л, предпочтительно от 400 до 1000 г/л, особенно предпочтительно от 450 до 900 г/л.
Жесткие пенопласты на изоцианатной основе b), используемые в соответствии с предлагаемым в изобретении способом, синтезируют обычными известными методами, благодаря взаимодействию полиизоцианатов с соединениями, содержащими, по меньшей мере, два реакционноспособных по отношению к изоцианатным группам атома водорода, осуществляемому в присутствии порообразователей, катализаторов и обычных вспомогательных веществ и/или добавок. К исходным веществам для синтеза жестких пенопластов на изоцианатной основе b) относятся, в частности, следующие соединения.
В качестве органических полиизоцианатов предпочтительно используют ароматические многоатомные изоцианаты.
Примерами подобных изоцианатов, в частности, являются 2,4-толуилендиизоцианат, 2,6-толуилендиизоцианат и смеси этих изомеров, 4,4'-дифенилметандиизоцианат, 2,4'-дифенилметандиизоцианат, 2,2'-дифенилметандиизоцианат и смеси этих изомеров, смеси 4,4'- и 2,4'-дифенилметандиизоцианатов, полифениленполиметиленполиизоцианаты, смеси 4,4'-, 2,4'- и 2,2'-дифенилметандиизоцианатов с полифениленполиметиленполиизоцианатами (сырым МДИ) и смеси сырого МДИ с толуилендиизоцианатами. Органические диизоцианаты и полиизоцианаты можно использовать по отдельности или в виде смесей.
Часто используют также так называемые модифицированные многоатомные изоцианаты, то есть вещества, образующиеся благодаря химическому преобразованию органических диизоцианатов и/или полиизоцианатов. Примерами подобных веществ являются диизоцианаты и/или полиизоцианаты, содержащие изоциануратные и/или уретановые группы. Модифицированные полиизоцианаты, при необходимости, можно смешивать друг с другом или с немодифицированными органическими полиизоцианатами, например, такими как 2,4'-дифенилметандиизоцианат, 4,4'-дифенилметандиизоцианат, сырой МДИ, 2,4-толуилендиизоцианат и/или 2,6-толуилендиизоцианат.
Наряду с указанными соединениями можно использовать также продукты взаимодействия многоатомных изоцианатов с многоатомными спиртами, а также их смеси с другими диизоцианатами и полиизоцианатами.
Особенно пригодным органическим полиизоцианатом является сырой МДИ с содержанием NCO-групп от 29 до 33% мас. и вязкостью при 25°С, находящейся в интервале от 150 до 1000 мПа·с.
В качестве соединений, содержащих, по меньшей мере, два реакционноспособных по отношению к изоцианатным группам атома водорода, пригодных для получения жесткого пенопласта на изоцианатной основе b), прежде всего используют полиэфирполиолы на основе простых и/или сложных эфиров с гидроксильным числом, находящимся в интервале от 25 до 800 мг КОН/г.
Используемые полиэфирполиолы на основе сложных эфиров в большинстве случаев получают конденсацией многоатомных спиртов, предпочтительно диолов с 2-12 атомами углерода, предпочтительно 2-6 атомами углерода, с полифункциональными карбоновыми кислотами с 2-12 атомами углерода, например, янтарной кислотой, глутаровой кислотой, адипиновой кислотой, пробковой кислотой, азелаиновой кислотой, себациновой кислотой, декандикарбоновой кислотой, малеиновой кислотой, фумаровой кислотой, предпочтительно фталевой кислотой, изофталевой кислотой, терефталевой кислотой и изомерными нафталиндикарбоновыми кислотами.
Используемые полиэфирполиолы на основе сложных эфиров в большинстве случаев обладают функциональностью 1,5-4.
В качестве пригодных полиэфирполиолов на основе простых эфиров, прежде всего, используют соединения, получаемые известными методами, например, анионной полимеризацией алкиленоксидов с использованием содержащих функциональный водород инициаторов, осуществляемой в присутствии катализаторов, предпочтительно гидроксидов щелочных металлов.
В качестве алкиленоксидов чаще всего используют этиленоксид и/или пропиленоксид, предпочтительно, чистый 1,2-пропиленоксид.
В качестве инициаторов, прежде всего, используют соединения, в молекуле которых содержатся, по меньшей мере, три, предпочтительно от 4 до 8 гидроксильных групп или, по меньшей мере, две первичные аминогруппы.
В качестве инициаторов, в молекуле которых содержатся, по меньшей мере, три, предпочтительно от 4 до 8 гидроксильных групп, предпочтительно используют триметилолпропан, глицерин, пентаэритрит, соединения сахара, например, такие как глюкоза, сорбит, маннит и сахароза, многоатомные фенолы, резолы, например, такие как олигомерные продукты конденсации фенола и формальдегида и продукты конденсации по Манниху фенолов, формальдегида и диалканоламинов, а также меламин.
В качестве инициаторов, в молекуле которых содержатся две первичные аминогруппы, предпочтительно используют ароматические диамины и/или полиамины, например, фенилендиамины, 2,3-толуилендиамин, 2,4-толуилендиамин, 3,4-толуилендиамин, 2,6-толуилендиамин, 4,4'-диамино-дифенилметан, 2,4'-диаминодифенилметан, 2,2'-диаминодифенилметан, а также алифатические диамины и полиамины, такие как этилендиамин.
Полиэфирполиолы на основе простых эфиров обладают функциональностью предпочтительно от 3 до 8 и гидроксильным числом, составляющим предпочтительно от 25 до 800 мг КОН/г, прежде всего, от 240 до 570 мг КОН/г.
К соединениям, содержащим, по меньшей мере, два реакционноспособных по отношению к изоцианату атома водорода, относятся также, при необходимости, совместно используемые агенты удлинения цепей и сшивающие агенты. Для модифицирования механических свойств полиуретанов предпочтительно добавляют дифункциональные агенты удлинения цепей, сшивающие агенты с тремя и более функциональными группами или, при необходимости, также их смеси. В качестве агентов удлинения цепей и/или сшивающих агентов предпочтительно используют алканоламины, прежде всего, диолы и/или триолы с молекулярной массой, составляющей менее 400, предпочтительно от 60 до 300.
Агенты удлинения цепей, сшивающие агенты или их смеси целесообразно использовать в количестве от 1 до 20% мас., предпочтительно от 2 до 5% мас. в пересчете на полиольный компонент.
Жесткие пенопласты обычно получают в присутствии порообразователей, катализаторов, антипиренов и стабилизаторов пор, а также, при необходимости, используемых других вспомогательных веществ и/или добавок.
В качестве порообразователя можно использовать воду, которая вступает с изоцианатными группами во взаимодействие, сопровождаемое отщеплением диоксида углерода. В сочетании с водой или предпочтительно вместо воды можно использовать также так называемые физические порообразователи. Речь при этом идет о соединениях, инертных по отношению к используемым для синтеза полиуретанов компонентам, которые при комнатной температуре чаще всего находятся в жидком состоянии и испаряются при осуществлении реакции уретанообразования. Температура кипения подобных соединений предпочтительно составляет менее 50°С. К физическим порообразователям относятся также соединения, находящиеся при комнатной температуре в газообразном состоянии, например, диоксид углерода, низкокипящие алканы и фторалканы, которые вводят в используемые для синтеза полиуретанов компоненты, соответственно растворяют в них под давлением.
Подобные соединения чаще всего выбирают из группы, включающей алканы и/или циклоалканы, по меньшей мере, с четырьмя атомами углерода, простые диалкиловые эфиры, сложные эфиры, кетоны, ацетали, фторалканы с 1-8 атомами углерода и тетраалкилсиланы с 1-3 атомами углерода в алкильном остатке, прежде всего, тетраметилсилан.
Примерами подобных соединений являются пропан, н-бутан, изобутан, циклобутан, н-пентан, изопентан, циклопентан, циклогексан, диметиловый эфир, метилэтиловый эфир, метилбутиловый эфир, сложный метиловый эфир муравьиной кислоты, ацетон, а также фторалканы, способные деструктировать в тропосфере и поэтому не наносящие вреда озоновому слою, например, такие как трифторметан, дифторметан, 1,1,1,3,3-пентафторбутан, 1,1,1,3,3-пентафторпропан, 1,1,1,2-тетрафторэтан, дифторэтан и гептафторпропан. Указанные физические порообразователи можно использовать по отдельности или в любых комбинациях друг с другом.
Пенополиуретаны или пенополиизоцианураты обычно содержат антипирены. Предпочтительно используют не содержащие атомов брома антипирены. Особенно предпочтительными являются антипирены, содержащие атомы фосфора, прежде всего, трихлоризопропилфосфат, диэтилэтанфосфонат, триэтилфосфат и/или дифенилкрезилфосфат.
В качестве катализаторов, прежде всего, используют соединения, существенно повышающие скорость взаимодействия изоцианатных групп с реакционноспособными по отношению к ним группами. Подобными катализаторами являются сильно щелочные амины, например, такие как вторичные алифатические амины, имидазолы, амидины, а также алканоламины, и/или металлорганические соединения, прежде всего, соединения на основе олова.
Для введения изоциануратных групп в полимерные цепи жесткого пенопласта необходимо использовать особые катализаторы. Подобными катализаторами обычно являются карбоксилаты металлов, прежде всего, ацетат калия и его растворы. Подобные катализаторы, при необходимости, можно использовать по отдельности или в виде любых смесей друг с другом.
В качестве вспомогательных веществ и/или добавок используют известные, пригодные для соответствующих целей вещества, например, поверхностно-активные вещества, стабилизаторы пены, регуляторы пор, наполнители, пигменты, красители, средства защиты от гидролиза, антистатики, средства, обладающие микостатическим и бактериостатическим действием.
Подробная информация об исходных веществах, порообразователях, катализаторах, а также вспомогательных веществах и/или добавках, используемых для осуществления предлагаемого в изобретении способа, приведена, например, в справочнике по полимерам Kunststoffhandbuch, том 7, «Полиуретаны», издательство Carl-Hanser, 1 издание, 1966, 2 издание, 1983 и 3 издание, 1993.
Для синтеза жестких пенопластов на изоцианатной основе осуществляют взаимодействие таких количеств полиизоцианатов и соединений, содержащих, по меньшей мере, два реакционноспособных по отношению к изоцианатным группам атома водорода, чтобы изоцианатное число в случае получения пенополиуретанов составляло от 100 до 220, предпочтительно от 115 до 180. Жесткие пенополиуретаны можно синтезировать с помощью известных смесителей, функционирующих в периодическом или непрерывном режиме.
Изоцианатное число при синтезе пенополиизоциануратов может составлять также более 180, предпочтительно 200-500, особенно предпочтительно 250-500.
Смешивание исходных компонентов можно осуществлять с помощью известных смесителей.
Предлагаемые в изобретении жесткие пенополиуретаны обычно получают в соответствии с двухкомпонентной технологией. Согласно подобной технологии соединения, содержащие, по меньшей мере, два реакционноспособных по отношению к изоцианатным группам атома водорода, смешивают с порообразователями, катализаторами, а также другими вспомогательными веществами и/или добавками, получая так называемый полиольный компонент, который подвергают взаимодействию с полиизоцианатами или смесями, состоящими из полиизоцианатов и, при необходимости, используемых порообразователей, называемыми также изоцианатными компонентами.
Исходные компоненты в большинстве случаев смешивают при температуре от 15 до 35°С, предпочтительно от 20 до 30°С. Реакционную смесь можно перемешивать дозаторами высокого или низкого давления.
Плотность используемого согласно изобретению жесткого пенопласта преимущественно составляет от 10 до 400 кг/м3, предпочтительно 20-200 кг/м3, прежде всего, от 30 до 100 кг/м3.
Толщина комбинированных элементов обычно находится в интервале от 5 до 250 мм.
Примеры
А) Состав системы промотора адгезии
Компонент А
65 частей полиэфирполиола 1 на основе простого эфира, состоящего из пропиленгликоля и пропиленоксида (функциональность 2, гидроксильное число 250 мг КОН/г),
25 частей полиэфирполиола 1 на основе сложного эфира, состоящего из ангидрида фталевой кислоты, диэтиленгликоля и олеиновой кислоты (функциональность 1,8, гидроксильное число 200 мг КОН/г),
10 частей антипирена (трихлоризопропилфосфат),
2 части кремнийсодержащего стабилизатора,
1 часть содержащего амин катализатора синтеза полиуретана.
Компонент В
Изоцианат Lupranat M50 (полимерный МДИ фирмы BASF AG).
Компоненты А и В смешивали друг с другом в таком соотношении, чтобы изоцианатное число составляло около 115. Дополнительные порообразователи не добавляли. Однако используемые полиолы содержали остаточную влагу, благодаря чему плотность отвержденного промотора адгезии лежала в области около 560 г/л.
В) Состав полиуретановой системы II
Компонент А
55,5 частей полиэфирполиола 1 на основе простого эфира, состоящего из сорбита и пропиленоксида (функциональность 5, гидроксильное число 500 мг КОН/г),
20 частей антипирена 1 (трихлоризопропилфосфата),
20 частей антипирена 2 (РНТ-4-диола фирмы Great Lakes)
1,5 части кремнийсодержащего стабилизатора,
3 части катализатора 1 (содержащего амин катализатора синтеза полиуретана),
порообразователь 1 н-пентан,
порообразователь 2 вода.
Компонент В
Изоцианат Lupranat M50 (полимерный МДИ фирмы BASF AG).
Компоненты А и В и порообразователи подвергали взаимодействию, используя их в таких соотношениях, чтобы изоцианатное число составляло около 130, а объемная плотность пенопласта достигала 43 г/л.
С) Состав полиизоциануратной системы
Компонент А
56 частей полиэфирполиола 1 на основе сложного эфира, состоящего из ангидрида фталевой кислоты, диэтиленгликоля и олеиновой кислоты (функциональность 1,8, гидроксильное число 200 мг КОН/г),
10 частей полиэфирполиола 1 на основе простого эфира, состоящего из этиленгликоля и этиленоксида (функциональность 2, гидроксильное число 200 мг КОН/г),
30 частей антипирена 1 (трихлоризопропилфосфата),
1,5 части стабилизатора 1 (кремнийсодержащего стабилизатора),
1,5 части катализатора 1 (соли карбоновой кислоты в качестве катализатора синтеза полиизоцианурата),
1 часть катализатора 2 (содержащего амин катализатора синтеза полиуретана).
порообразователь 1 н-пентан,
порообразователь 2 вода.
Компонент В
Изоцианат Lupranat M50 (полимерный МДИ фирмы BASF AG).
Компоненты А и В и порообразователи подвергали взаимодействию, используя их в таких соотношениях, чтобы изоцианатное число составляло около 350, а объемная плотность пенопласта достигала 43 г/л.
Систему промотора адгезии с) перемешивали посредством смесителя низкого давления (Unipre) при несколько повышенной температуре (от 30-50°С) и наносили на диск выполненным из полимерного материала смесительным органом. Края диска диаметром 15 см были снабжены направленной вверх отбортовкой. Высота отбортованных краев составляла 15 мм. По внешнему диаметру диска были выполнены 32 отверстия, через которые под действием центробежной силы осуществляли центрифугирование системы синтеза промотора адгезии. Частота вращения диска составляла 900 об/мин. Дублированное полотно шириной 1,2 м перемещали с постоянной скоростью, составляющей 3 м/мин. Количество наносимого промотора адгезии варьировали таким образом, чтобы масса соответствующего слоя составляла 60, 80 и 100 г/м2. Температуру дублированного полотна варьировали в интервале от 55-60°С.
Систему промотора адгезии с) наносили на расстоянии от портальной рамы, предназначенной для нанесения исходных веществ для пенопласта, составляющем около 2 м. Полиизоциануратную систему b) наносили посредством осциллирующей литьевой гребенки. Металлический защитный слой не подвергали обработке коронным разрядом. По завершении отверждения выпиливали предназначенные для испытаний образцы размером 100×100×5 мм и определяли адгезию пенопласта к защитному слою согласно DIN EN ISO 527-1/D1N 53292.
Количество усадочных раковин определяли визуально
Конструктивное исполнение диска варьировали таким образом, чтобы обеспечить максимально равномерное распределение промотора адгезии на нижнем защитном слое.
Изобретение относится к способу изготовления комбинированных элементов, состоящих из одного защитного слоя и одного жесткого пенопласта на изоцианатной основе, между которыми нанесен промотор адгезии. Способ предусматривает непрерывное перемещение защитного слоя с последовательным нанесением на него промотора адгезии и исходного материала для жесткого пенопласта на изоцианатной основе. Промотор адгезии наносят посредством вращающегося диска, расположенного предпочтительно параллельно защитному слою в горизонтальной плоскости или с отклонением от нее, не превышающим 15°. Полученные элементы обладают высокой прочностью сцепления. 23 з.п. ф-лы, 2 табл., 3 ил.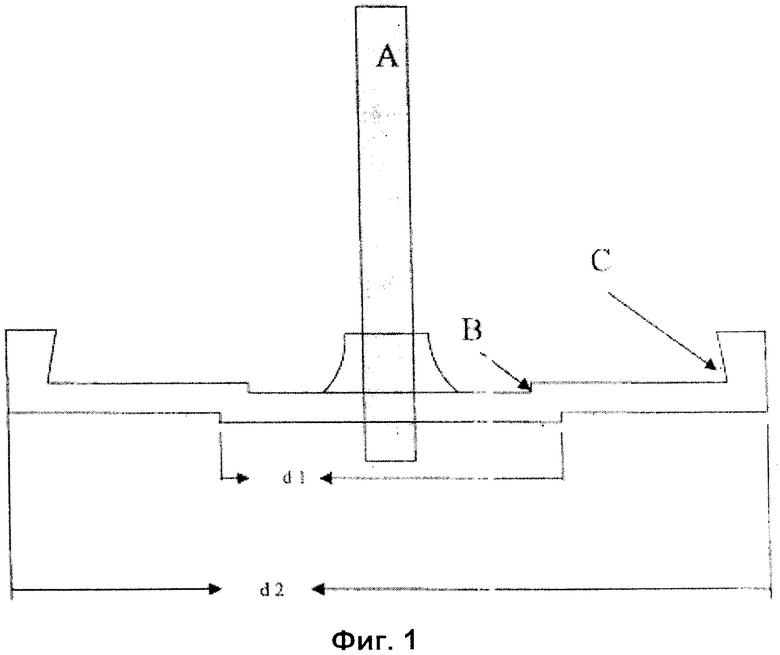
1. Способ изготовления комбинированных элементов, состоящих, по меньшей мере, из одного защитного слоя а) и одного жесткого пенопласта на изоцианатной основе b), между которыми нанесен промотор адгезии с), причем защитный слой а) непрерывно перемещают, и промотор адгезии с) и исходный материал для жесткого пенопласта на изоцианатной основе b) последовательно наносят на защитный слой, отличающийся тем, что промотор адгезии с) наносят посредством вращающегося диска, расположенного предпочтительно параллельно защитному слою в горизонтальной плоскости или с отклонением от нее, не превышающим 15°.
2. Способ по п.1, отличающийся тем, что в качестве промотора адгезии с) используют реакционноспособную однокомпонентную или многокомпонентную полиуретановую систему.
3. Способ по п.2, отличающийся тем, что исходный материал для жесткого пенопласта на изоцианатной основе b) наносят, прежде чем завершатся реакции, протекающие в слое нанесенного на нижний защитный слой промотора адгезии с).
4. Способ по п.2, отличающийся тем, что объемная плотность промотора адгезии с) составляет от 200-1200 г/л, предпочтительно 400-1000 г/л, особенно предпочтительно 450-900 г/л.
5. Способ по п.2, отличающийся тем, что промотор адгезии с) не содержит физических порообразователей.
6. Способ по п.1, отличающийся тем, что жесткие пенопласты на изоцианатной основе b) являются пенополиуретанами или пенополиизо-циануратами.
7. Способ по п.1, отличающийся тем, что в качестве защитного слоя используют гипсокартонные плиты, стеклянную облицовочную плитку, алюминиевую фольгу, алюминиевые, медные или стальные листы, предпочтительно алюминиевую фольгу и алюминиевые или стальные листы.
8. Способ по п.1, отличающийся тем, что в качестве защитного слоя используют предпочтительно не подвергнутые обработке коронным разрядом стальные листы.
9. Способ по п.1, в котором температура дублированного полотна, используемого для изготовления комбинированных элементов, составляет менее 60°С.
10. Способ по п.1, отличающийся тем, что количество нанесенного на защитный слой промотора адгезии с) составляет между 30-300 г/м2, предпочтительно 40-200 г/м2, особенно предпочтительно 50-120 г/м2.
11. Способ по п.1, отличающийся тем, что смачивание защитного слоя промотором адгезии с) может быть неполным.
12. Способ по п.1, отличающийся тем, что защитный слой перемещают с постоянной скоростью, составляющей от 2-15 м/мин, предпочтительно 3-12 м/мин, особенно предпочтительно 3-9 м/мин.
13. Способ по п.1, отличающийся тем, что диск обладает формой круга.
14. Способ по п.1, отличающийся тем, что диск обладает формой эллипса.
15. Способ по п.1, отличающийся тем, что диск обладает каскадообразной конструкцией.
16. Способ по п.1, отличающийся тем, что отношение длины диска к его ширине находится в интервале от 1:1 до 1,8:1, предпочтительно от 1:1 до 1,4:1, особенно предпочтительно от 1:1 до 1,25:1.
17. Способ по п.1, отличающийся тем, что диаметр диска составляет между 0,05 до 0,3 м, предпочтительно от 0,1 до 0,25 м, особенно предпочтительно от 0,12 до 0,22 м в пересчете на длинную сторону.
18. Способ по п.1, отличающийся тем, что диск является абсолютно плоским.
19. Способ по п.1, отличающийся тем, что края диска округлены или отбортованы вверх.
20. Способ по п.19, отличающийся тем, что в округленных, соответственно отбортованных, краях диска выполнено 4-64 отверстий диаметром от 0,5-3 мм, предпочтительно 12-40 отверстий диаметром от 1-3 мм, особенно предпочтительно 15-30 отверстий диаметром от 1,5-2,5 мм.
21. Способ по п.19, отличающийся тем, что диск обладает каскадообразной конструкцией и в каждой зоне перехода от одного каскада к другому выполнено 10-30, предпочтительно 12-25, особенно предпочтительно 12-20 отверстий диаметром от 1,5-2,5 мм.
22. Способ по п.1, отличающийся тем, что диск установлен над подлежащим смачиванию защитным слоем на высоте от 0,02-0,2 м, предпочтительно 0,03-0,18 м, особенно предпочтительно 0,03-0,15 м.
23. Способ по п.1, отличающийся тем, что радиус смачивания защитного слоя а) промотором адгезии с) составляет между 0,25-1 м, предпочтительно 0,35-0,75 м.
24. Способ по п.1, отличающийся тем, что частота вращения диска составляет между 200-2500 об/мин, предпочтительно 200-2000 об/мин, особенно предпочтительно 300-1500 об/мин.
| US 5296303 A, 22.03.1994 | |||
| US 4803746 A, 14.02.1989 | |||
| RU 94039961 A1, 20.08.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЖЕСТКОГО ПЕНОПОЛИУРЕТАНА И СЛОИСТОЕ ИЗДЕЛИЕ НА ЕГО ОСНОВЕ | 1994 |
|
RU2135524C1 |
| Устройство для взаимной блокировки двух разъединителей | 1932 |
|
SU36508A1 |
| СПОСОБ ПРИКЛЕИВАНИЯ ЦЕЛЬНОЙ ИЛИ РАЗРЕЗНОЙ ЭЛАСТИЧНОЙ ПЕНОПОЛИУРЕТАНОВОЙ РУКОЯТКИ | 2002 |
|
RU2223999C1 |
| ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2158338C1 |
| МЕТАЛЛИЧЕСКАЯ ПАНЕЛЬ ДЛЯ ВЕНТИЛИРУЕМЫХ ФАСАДОВ "ТРИОЛ" | 1999 |
|
RU2143041C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕСТКОГО ПЕНОПОЛИУРЕТАНА И СЛОИСТОЕ ИЗДЕЛИЕ НА ЕГО ОСНОВЕ | 1994 |
|
RU2135524C1 |
| US 5693423 A, 02.12.1997 | |||
| US 3147137 A, 01.09.1964 | |||
| Способ получения полимерного покрытия | 1984 |
|
SU1225621A1 |
| Трехслойная панель типа "сэндвич | 1975 |
|
SU556956A1 |
| Центробежный распылитель | 1976 |
|
SU698670A1 |

