(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ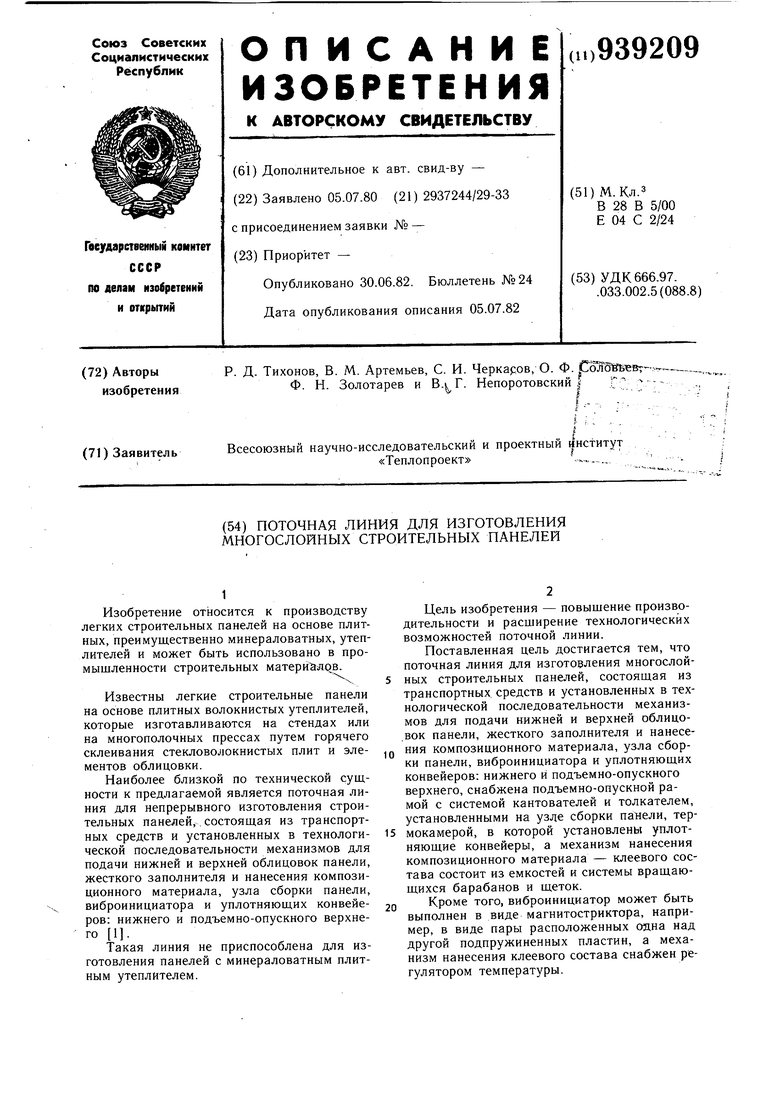

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| ЭЛЕМЕНТ МНОГОСЛОЙНОЙ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522359C2 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2470772C2 |

1
Изобретение относится к производству легких строительных панелей на основе плитных, преимущественно минераловатных, утеплителей и может быть использовано в промышленности строительных материал()в.
Известны легкие строительные панели на основе плитных волокнистых утеплителей, которые изготавливаются на стендах или на многополочных прессах путем горячего склеивания стекловолокнистых плит и элементов облицовки.
Наиболее близкой по технической сущности к предлагаемой является поточная линия для непрерывного изготовления строительных панелей,. состоящая из транспортных средств и установленных в технологической последовательности механизмов для подачи нижней и верхней облицовок панели, жесткого заполнителя и нанесения композиционного материала, узла сборки панели, виброинициатора и уплотняющих конвейеров: нижнего и подъемно-опускного верхнего 1.
Такая линия не приспособлена для изготовления панелей с минераловатным плитным утеплителем.
Цель изобретения - повыщение производительности и расширение технологических возможностей поточной линии.
Поставленная цель достигается тем, что поточная линия для изготовления многослойных строительных панелей, состоящая из транспортных средств и установленных в технологической последовательности механизмов для подачи нижней и верхней облицо.вок панели, жесткого заполнителя и нанесения композиционного материала, узла сборки панели, виброинициатора и уплотняющих конвейеров: нижнего и подъемно-опускного верхнего, снабжена подъемно-опускной рамой с системой кантователей и толкателем, установленными на узле сборки , термокамерой, в которой установлены уплотняющие конвейеры, а механизм нанесения композиционного материала - клеевого состава состоит из емкостей и системы вращающихся барабанов и щеток.
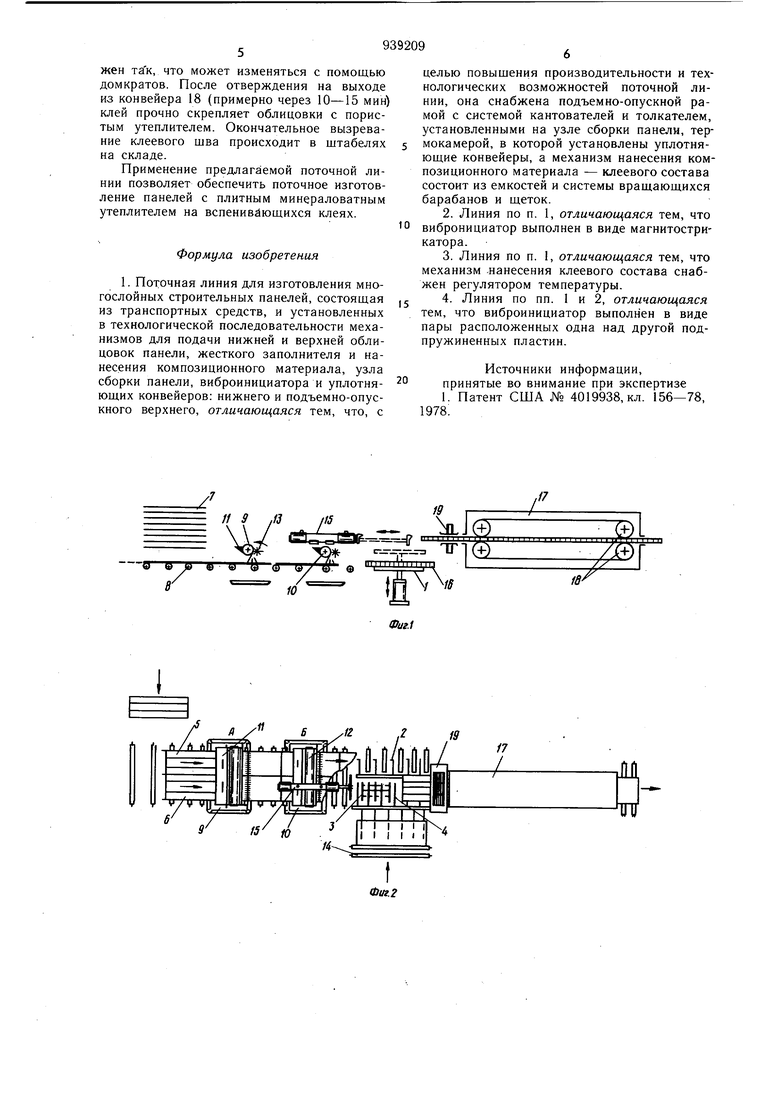
Кроме того, виброинициатор может быть выполнен в виде магнитостриктора, например, в виде пары расположенных одна над другой подпружиненных пластин, а механизм нанесения клеевого состава снабжен регулятором температуры. На фиг. 1 схематически изображена предлагаемая линия; на фиг. 2 - то же, вид сверху; на фиг. 3 - толкатель; на фиг. 4 - виброинициатор, вид спереди; на фиг.-5 - то же, вид сбоку. Поточная линия для изготовления многослойных строительных панелей содержит узел сборки панелей, выполненный, например, в виде подъемно-опускной рамы 1 и системы кантователей 2, 3 л 4, механизм для подачи нижней и верхней облицовок 5 и 6 панели, выполненный в виде накопителя 7 и рольганга 8, последовательно расположенные механизмы 9 и 10 нанесения композиционного материала - клеевого состава на облицовки 5 и 6 панели, каждый из которых состоит из емкостей 11, системы вращающихся барабанов 12 и щеток 13, механизм 14 для подачи плитного утеплителя к узлу сборки панели, толкатель 15 для досылки пакета 16 панели в термокамеру 17 для вспенивания и отверждения клея, в которой расположены уплотняющие конвейеры 18, и установленный на входе в термокамеру 17 для вспенивания и отверждения клея виброинициатор 19 вспенивания. Толкатель 15 выполнен Т-образной конструкции, например, в виде гидроцилиндра 20, на щтоке которого укреплены дугообразная отжимающая рессора 21 и пластина 22. Пластина по размерам должна соответствовать торцовому габариту проталкиваемого пакета. На пластине закреплены дополнительные электровибраторы 23, а в излуке рессоры установлен контакт 24 переключения насосной станции на холостой ход при развитии критического усилия. Критические усилия возникают в рессоре при упоре проталкиваемого пакета в панель, которая находится на первой позиции камеры отверждения, а также при полном сжатии рессоры. При такой конструкции толкателя пакеты проходят через пост виброинициирования и далее в камеру отверждения за счет отжима рессорой, а режим работы толкателя синхронизирован по скорости с режимом камеры отверждения. Кроме того, благодаря дополнительному попутному вибрированию в торец облегчается проход пакета через рабочую щель инициатора и существенно сокращается время гомогенизации клеевого слоя. Толкатель может быть также цепным, реечным или продолжением вала линейного электродвигателя. Однако во всех случаях сохраняется при-нцип проталкивания пакета за счет подпружиненной пластины. Виброиньциатор 19 вспенивания клеевой композиции представляет собой массивную (для уменьщения рассеивания мощности) станину 25 с щелевым проходным проемом, в котором сверху и снизу закреплены элементы вибросистем 26 высокой (ультразвуковой) или низкой частоты. Причем низкочастотный диапазон имеет две ступени фиксированных частот, например, 50 Гц сверху щели и 30 гц снизу. Разделение частот в низком диапазоне необходимо для исключения механического резонанса элементов пакета (облицовок), который может привести к разрушению утеплителя. Ультразвуковое инициирование осуществляется контактно-динамическим способом с помощью концентраторов 27, имеющих на конце ролик. Концентраторы магнитострикционной системы рассчитываются и настраиваются так, чтобы излучающими поверхностями являлись сами облицовки. Применяются кантователи 2, 3 и 4 известных конструкций, например вильчатые. и работают они по программе от задатчика. Кантователи снабжены магнитными и вакуум-держателями (не показаны). Программа определяет последовательность и время операций сборки, которые, в свою очередь, зависят от типа изготавливаемых панелей (монопанель или «сэндвич). Магнитный держатель предназначен для пакетирования стальнь1х облицовок, вакуум-держатель - для пакетирования облицовок, не обладающих магнитными свойствами. Вакуум-насадки являются сменными и выбираются в зависимости от конкретного профиля облиЛиния работает следующим образом. Из накопителя 7 верхняя и нижняя облицовки 5и6 панели поступают двумя ручьями по рольгангу 8 к узлу сборки панелей. При этом верхняя и нижняя облицовки 5 и 6 панелей проходят последовательно через посты 9 и 10, где на них набрызгом послойно наносятся компоненты клея, например, на посту 9 наносится компонент А (полиэфир), на посту 10 по слою полиэфира наносится компонент Б (полиизоцианат). Верхняя облицовка (элемент 5), двигаясь по рольгангу, поступает на кантователь 2, нижняя облицовка (элемент 6) - на кантователь 3. Утеплитель подается на кантователь 4. Взаимодействуя, кантователи обеспечивают сборку элементов панели в пакет 16. Собранный пакет с помощью подъемного стола подается на загрузочную позицию и через виброинициатор 19 направляется в термокамеру 17для вспенивания и отверждения клея. Подача пакета через виброинициатор 19 осуществляется с помощью толкателя 15. Вибрирование контактируемых плоскостей приводит к перемещению клеевых компонентов, при достижении гомогенного состояния композиция вспенивается и заполняет под давлением полости между облицовками и утеплителем, а затем протекает в поры и капилляры утеплителя. Вспенивание и отверждение клея осуществляется между уплотняющими конвейерами 18, зазор которых в зависимости от требований расположен так, что может изменяться с помощью домкратов. После отверждения на выходе из конвейера 18 (примерно через 10-15 мин) клей прочно скрепляет облицовки с пористым утеплителем. Окончательное вызревание клеевого шва происходит в штабелях на складе.
Применение предлагаемой поточной линии позволяет обеспечить поточное изготовление панелей с плитным минераловатным утеплителем на вспенивающихся клеях.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Патент США № 4019938, кл. 156-78, 1978: -. Q.J 2 ет 19
