Изобретение относится к области зуборезных инструментов, а именно к червячным фрезам, и может быть использовано при зубофрезеровании зубчатых деталей.
Известна червячная фреза, содержащая зубья с двумя боковыми и одной вершинной режущими кромками, с волнистым профилем всех режущих кромок, смещенным по фазе на 90° у следующих друг за другом по винтовой линии нечетных и четных зубьев и касающимся номинального теоретического профиля зуба фрезы [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.93)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы, относится то, что используемый волнистый профиль режущих кромок зуба фрезы не обеспечивает получения требуемого гладкого профиля зубьев детали. По этой причине известная червячная фреза может быть использована только для предварительного (чернового) нарезания зубчатых деталей. Кроме того, изготовление волнистого профиля всех режущих кромок зубьев червячной фрезы, смещенного по фазе на 90° у следующих друг за другом по винтовой линии нечетных и четных зубьев, весьма трудоемко, что сдерживает использование этой фрезы на практике.
Известна червячная фреза, содержащая зубья с двумя боковыми и одной вершинной режущими кромками, со стружкоразделительными полукруглыми канавками на вершине зуба, смещенными по фазе на 90° у следующих друг за другом по винтовой линии нечетных и четных зубьев, что обеспечивает разделение стружек, снимаемых вершинной и двумя боковыми режущими кромками, на три части. Все зубья фрезы имеют одинаковую номинальную толщину и высоту [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.93)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы, относится то, что при реальных режимах зубофрезерования стесненное резание происходит на обеих сторонах вершинной режущей кромки. Стесненное резание, как известно, существенно снижает период стойкости режущего инструмента из-за возникающего при этом повышения сил резания и температуры в зоне резания за счет интенсивной деформации срезаемых слоев [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)].
Наиболее близким по технической сущности к заявленному изобретению является выбранная в качестве прототипа червячная фреза для нарезания зубчатых деталей, содержащая зубья с двумя чередующимися по винтовой линии профилями режущих кромок, включающими две боковые и одну вершинную прямолинейную режущие кромки. На одном из уголков вершинной части чередующихся по винтовой линии профилей зубьев фрезы выполнена стружкоразделительная фаска под углом 40° к вершинной прямолинейной режущей кромке, причем на одном из зубьев (например, на нечетном) фаска выполнена на одной стороне профиля зуба, а на следующем за ним зубе (на четном) - на другой. Такой профиль зубьев червячной фрезы обеспечивает разделение срезаемого слоя материала заготовки на две части [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.94)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы для нарезания зубчатых деталей, принятой за прототип, относится то, что при реальных режимах зубофрезерования стесненное резание происходит на обеих сторонах вершинной режущей кромки. Стесненное резание, как известно, существенно снижает период стойкости режущего инструмента из-за возникающего при этом повышения сил резания и температуры в зоне резания за счет интенсивной деформации срезаемых слоев [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)].
Сущность изобретения направлена на повышение периода стойкости червячной фрезы. Известно, что вершинная часть зуба червячной фрезы является наиболее нагруженной, вследствие чего на ней наблюдается наибольший износ зубьев, определяющий период стойкости фрезы [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.203)]. Наибольший износ вершинной части зуба фрезы объясняется тем, что на вершине зуба происходит стесненное резание. Замена стесненного резания свободным резанием повышает период стойкости червячной фрезы [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)].
Технический результат - повышение периода стойкости червячной фрезы.
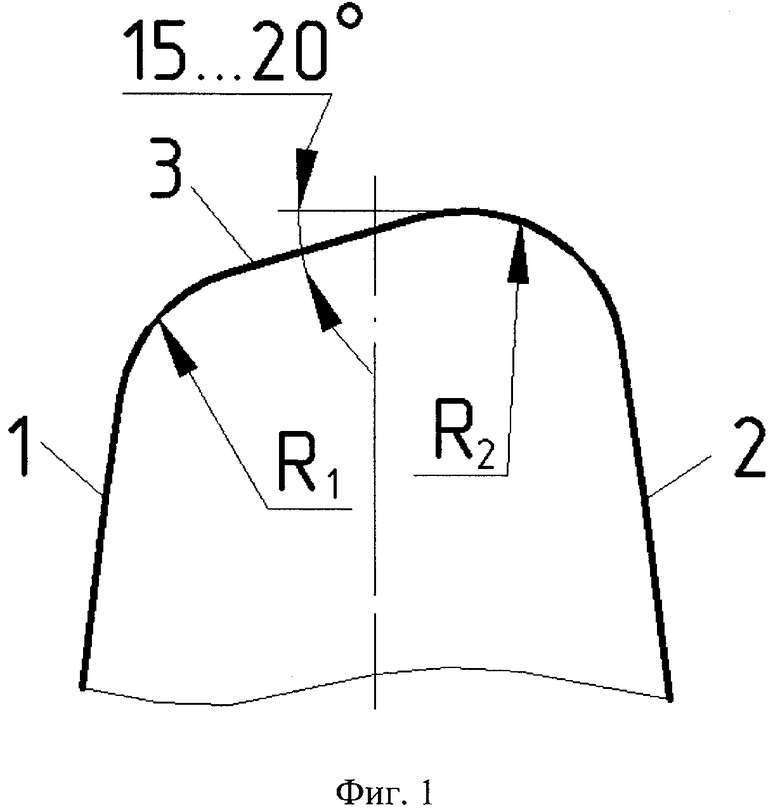
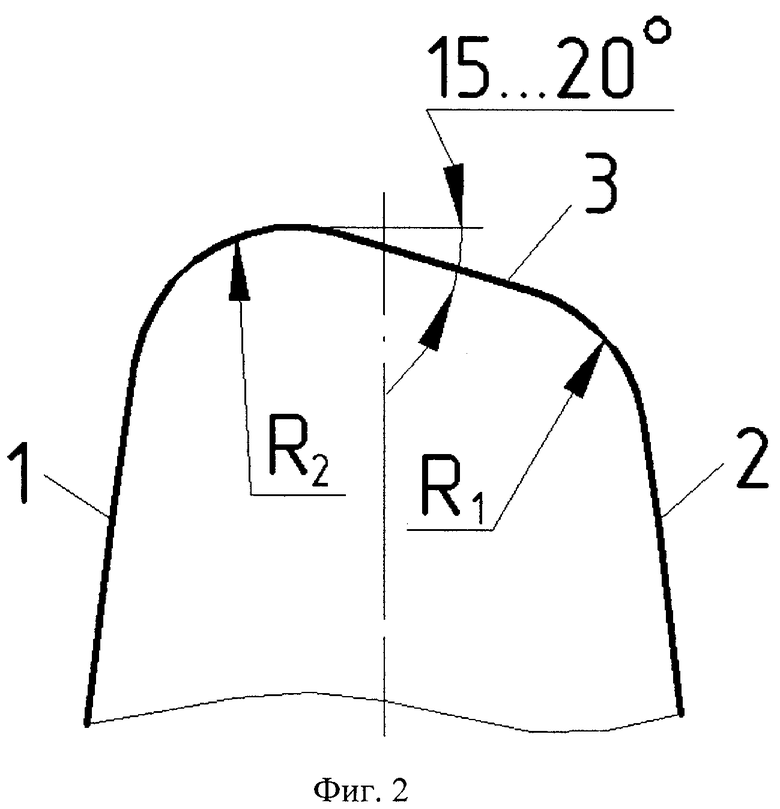
Указанный технический результат при осуществлении изобретения достигается тем, что у известной червячной фрезы для нарезания зубчатых деталей, содержащей зубья с двумя чередующимися по винтовой линии профилями режущих кромок, включающими две боковые и одну вершинную прямолинейную режущие кромки, особенность заключается в том, что вершинные прямолинейные режущие кромки выполнены с наклоном к оси фрезы под углом 15…20 градусов, причем наклон на нечетных зубьях выполнен в одну сторону, а на четных зубьях - в другую сторону.
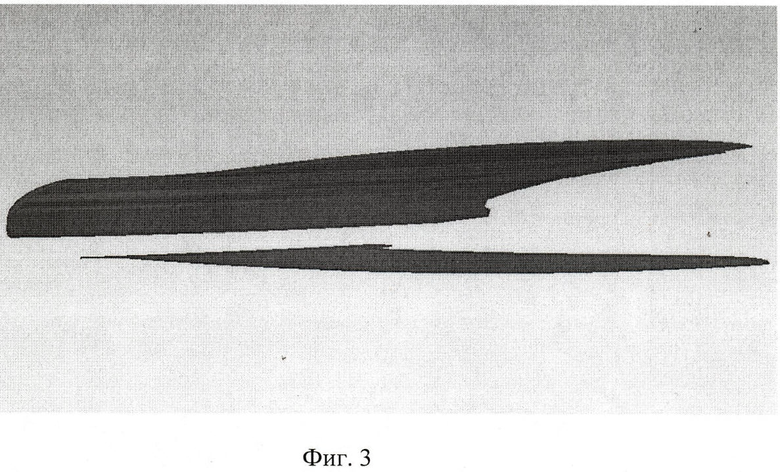
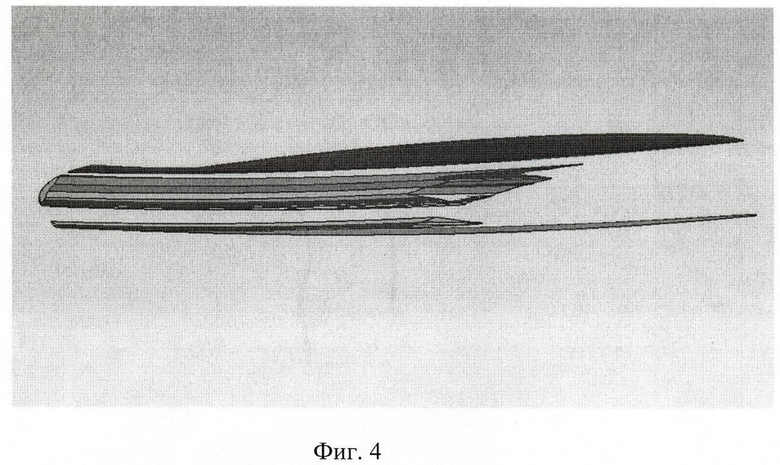
На чертежах представлено: на фиг.1 изображен профиль режущих кромок нечетных зубьев червячной фрезы; на фиг.2 изображен профиль режущих кромок четных зубьев червячной фрезы; на фиг.3 изображен слой материала заготовки, срезаемый зубом червячной фрезы, выбранной в качестве прототипа; на фиг.4 изображен слой материала заготовки, срезаемый зубом предлагаемой червячной фрезы.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячная фреза для нарезания зубчатых деталей содержит зубья с двумя чередующимися по винтовой линии профилями режущих кромок, включающими две боковые 1, 2 и одну вершинную прямолинейную 3 режущие кромки (фиг.1 и фиг.2). Вершинные прямолинейные режущие кромки 3 выполнены с наклоном к оси фрезы под углом 15…20 градусов, причем наклон на нечетных зубьях выполнен в одну сторону, а на четных зубьях - в другую сторону. Боковые режущие кромки 1 и 2 сопряжены с вершинной прямолинейной режущий кромкой 3 зуба фрезы дугами окружностей радиусами: на одной стороне вершины зуба R2, на другой стороне вершины зуба R1, значения которых соответствуют общепринятым рекомендациям на скругление вершинных режущих кромок зубьев червячных фрез [см. Справочник инструментальщика / И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др. /Под общ. ред. И.А.Ординарцева. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - 846 с. (с.522)].
Работа червячной фрезы для нарезания зубчатых деталей осуществляется следующим образом.
При работе червячной фрезы ее вершинные прямолинейные режущие кромки 3 срезают слой материала заготовки не на всю ширину дна впадины зубьев (как это происходит при работе стандартной фрезой или фрезой, принятой за прототип), а примерно на ее половину: один из зубьев фрезы (например, нечетный) удаляет слой материала заготовки, подлежащего срезанию на дне впадины зубьев, примерно наполовину ширины дна впадины зубьев, а следующий за ним зуб фрезы (четный) удаляет оставшийся по ширине на дне впадины зубьев слой материала заготовки. При предлагаемом расположении вершинных прямолинейных режущих кромок 3 стесненное резание имеет место только на одной стороне вершинной прямолинейной режущей кромки, при этом ее другая сторона в резании не участвует. Из-за уменьшения ширины срезаемого на дне впадины зубьев слоя материала заготовки увеличивается его толщина. Как известно, степень влияния ширины и толщины резания на силу резания неодинакова: ширина резания оказывает большее влияние на силу резания, чем глубина [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.124)]. В итоге при предлагаемом расположении вершинных прямолинейных режущих кромок 3 уменьшается сила резания, а следовательно, снижается температура в зоне резания и повышается период стойкости червячной фрезы. Кроме того, в отличие от прототипа, разделение срезаемого слоя происходит не на две части (фиг.3), а на три части (фиг.4), что также облегчает процесс резания и уменьшает износ зубьев предлагаемой червячной фрезы, повышая тем самым ее период стойкости [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007 - 240 с. (с.32, 87)].
Экспериментально установлено, что наибольший эффект повышения периода стойкости предлагаемой червячной фрезы имеет место при наклоне ее вершинных прямолинейных режущих кромок к оси фрезы под углом 15…20 градусов. Уменьшение значений этого угла приводит к увеличению ширины резания и к появлению стесненного резания на обеих сторонах вершинной прямолинейной режущей кромки зуба фрезы, что по названным выше причинам приводит к уменьшению ее периода стойкости. Увеличение значений этого угла недопустимо по следующим обстоятельствам. Во-первых, возможно уменьшение необходимой для профилирования зубьев детали длины боковой режущей кромки зуба фрезы. Во-вторых, в средней части ширины дна впадины зубьев детали образуется существенной высоты выступ, что не допускается техническими требованиями на деталь. В-третьих, из-за уменьшения угла в плане при вершине зуба уменьшается теплоотвод из зоны резания в инструмент, что также приводит к уменьшению периода стойкости фрезы.
В соответствии с заявленным изобретением была изготовлена из быстрорежущей стали Р6М5К5 двухзаходная червячно-модульная фреза с модулем 2,5 мм, наружным диаметром 100 мм и числом стружечных канавок, равном 12. Вершинные прямолинейные режущие кромки зубьев фрезы выполнены с наклоном к оси фрезы под углом 15 градусов, причем наклон на нечетных зубьях выполнен в одну сторону, а на четных зубьях - в другую сторону. Сопряжения боковых режущих кромок с вершинной прямолинейной режущей кромкой выполнены дугами окружностей с радиусами R1=0,7 мм и R2=1,0 мм.
В результате фрезерования этой фрезой зубчатых колес из стали 20ХГНМ (НВ 163) с числом зубьев 37 при скорости резания 54,24 м/мин и осевой подаче 1,25 мм/об установлено существенное увеличение периода стойкости предлагаемой фрезы по сравнению с периодом стойкости червячно-модульной фрезы со стандартным профилем зубьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464134C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464135C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2087278C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
Червячная фреза содержит зубья с двумя чередующимися по винтовой линии профилями режущих кромок, включающими две боковые и одну вершинную прямолинейную режущие кромки. Для повышения стойкости вершинные прямолинейные режущие кромки выполнены с наклоном к оси фрезы под углом 15…20 градусов, причем на нечетных зубьях наклон направлен в одну сторону, а на четных зубьях - в другую сторону. 4 ил.
Червячная фреза для нарезания зубчатых деталей, содержащая зубья с двумя чередующимися по винтовой линии профилями режущих кромок, включающими две боковые и одну вершинную прямолинейную режущие кромки, отличающаяся тем, что вершинные прямолинейные режущие кромки выполнены с наклоном к оси фрезы под углом 15…20°, причем на нечетных зубьях наклон направлен в одну сторону, а на четных зубьях - в другую сторону.
| Червячная фреза | 1986 |
|
SU1511027A1 |
| Червячная фреза | 1981 |
|
SU1090258A3 |
| RU 2070847 C1, 20.12.1996 | |||
| КРУТОНАКЛОННЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1998 |
|
RU2152896C2 |

