Изобретение относится к области зуборезных инструментов, а именно к червячным фрезам, и может быть использовано при зубофрезеровании зубчатых деталей.
Известна червячная фреза, содержащая зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть с прямолинейной режущей кромкой, параллельной оси фрезы. На одном из уголков вершинной части профиля режущих кромок зубьев фрезы выполнена стружкоразделительная фаска под углом 40° к вершинной прямолинейной режущей кромке, причем на одном из зубьев (например, на нечетном) фаска выполнена на одной стороне профиля режущих кромок зуба, а на следующем за ним зубе (на четном) - на другой. Такой профиль режущих кромок зубьев червячной фрезы обеспечивает разделение срезаемого слоя материала заготовки на две части [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа.- М.: Машиностроение, 2007. - 240 с. (с.94)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы, относится то, что при реальных режимах зубофрезерования из-за движений осевой подачи и обката стесненное резание происходит на обоих уголках вершинной части профиля режущих кромок зубьев. Стесненное резание, как известно, существенно снижает период стойкости режущего инструмента из-за возникающего при этом за счет интенсивной деформации срезаемых слоев повышения сил и температуры в зоне резания [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)].
Наиболее близким по технической сущности к заявленному изобретению является выбранная в качестве прототипа червячная фреза для нарезания зубчатых деталей, содержащая зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть в виде дуг окружностей с сопряженными прямолинейными участками, наклоненными к оси фрезы в разные стороны под углом 15…20°, с числом стружечных канавок Z0 [см. Пат. 2396152 Российская Федерация, МПК B23F 21/16. Червячная фреза для нарезания зубчатых деталей / Демидов В.В., Ксенафонтов Д.С., Демидова Е.В.; заявитель и патентообладатель Ульян. гос. техн. ун-т. - №2009116316/02; заявл. 28.04.2009; опубл. 10.08.2010, Бюл. №22].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы для нарезания зубчатых деталей, принятой за прототип, относится то, что при зубофрезеровании этой фрезой с рекомендуемыми режимами резания [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.207-228)] из-за последовательного чередования двух различных профилей режущих кромок зубьев толщина срезаемого их вершинной частью слоя материала заготовки примерно в два раза больше, чем при зубофрезеровании стандартной фрезой.
Известно, что увеличение толщины срезаемого слоя материала заготовки приводит к увеличению интенсивности износа режущих инструментов, в том числе и червячных фрез, и как следствие, к уменьшению их периода стойкости [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.210)]. Таким образом, при использовании известной червячной фрезы для нарезания зубчатых деталей, принятой за прототип, имеют место два противоположных явления: с одной стороны замена стесненного резания свободным повышает период стойкости червячной фрезы [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.34)], а с другой стороны увеличение толщины срезаемого вершинной частью зуба фрезы слоя материала заготовки приводит к уменьшению ее периода стойкости.
Сущность изобретения заключается в следующем. Известно, что интенсивность износа режущих инструментов, в том числе и червячных фрез, зависит не только от толщины срезаемого слоя материала заготовки, но и от его ширины: уменьшение ширины срезаемого слоя материала заготовки приводит к уменьшению интенсивности износа режущих инструментов, в том числе и червячных фрез, и как следствие, к повышению их периода стойкости [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005. - 512 с. (с.210)]. Уменьшение ширины срезаемого слоя материала заготовки наиболее нагруженной вершинной частью профиля режущих кромок четных зубьев предлагаемой червячной фрезы и, следовательно, повышение ее периода стойкости происходит из-за того, что каждый нечетный из последовательно чередующихся по винтовой линии вокруг оси фрезы зуб с вершинной частью профиля режущих кромок, выполненной в виде дуги окружности с центром на оси профиля и двух сопряженных с ней прямолинейных участков, наклоненных к оси фрезы в разные стороны под углом 30…32°, срезает выступ посередине дна впадины зубьев детали, образующийся после срезания материала заготовки четными зубьями фрезы. Увеличенное на 0,12…0,14 мм значение радиуса вершин нечетных зубьев по отношению к радиусу вершин четных зубьев обеспечивает примерное равенство срезаемых площадей материала заготовки всеми зубьями фрезы, и следовательно, равномерность фрезерования.
Технический результат - повышение периода стойкости червячной фрезы.
Указанный технический результат при осуществлении изобретения достигается тем, что у известной червячной фрезы для нарезания зубчатых деталей, содержащей зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть в виде дуг окружностей с сопряженными прямолинейными участками, наклоненными к оси фрезы в разные стороны.
Особенность заключается в том, что на нечетных зубьях вершинная часть профиля режущих кромок выполнена в виде одной дуги окружности с центром на оси профиля и двух сопряженных прямолинейных участков, наклоненных к оси фрезы под углом 30…32°, а на четных зубьях - в виде двух дуг окружностей, каждая из которых сопряжена с одной из боковых режущих кромок и с одним из прямолинейных участков, наклоненных к оси фрезы под углом 15…20°, и радиус вершин нечетных зубьев больше радиуса вершин четных зубьев на 0,12…0,14 мм.
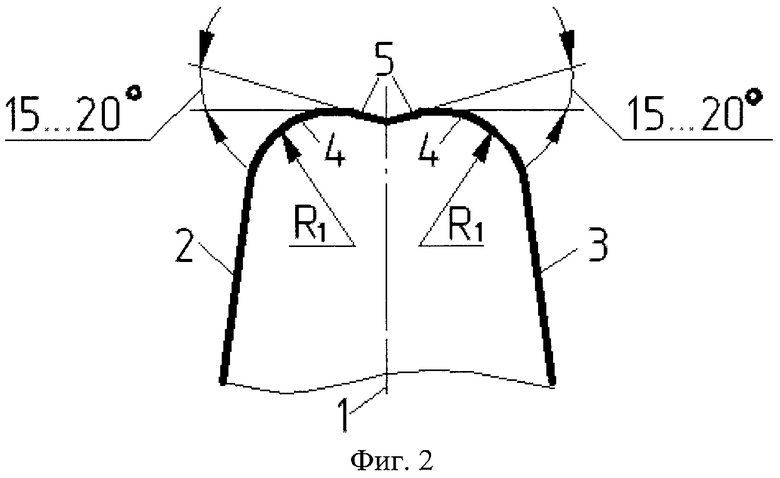
На чертежах представлено: на фиг.1 изображен профиль режущих кромок нечетных зубьев червячной фрезы; на фиг.2 изображен профиль режущих кромок четных зубьев червячной фрезы; на фиг.3 изображен слой материала заготовки, срезаемый четными зубьями червячной фрезы; на фиг.4 изображен слой материала заготовки, срезаемый нечетными зубьями червячной фрезы.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячная фреза для нарезания зубчатых деталей содержит зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля 1, две боковые режущие кромки 2, 3 и вершинную часть в виде дуг окружностей 4 радиусом R1 с сопряженными прямолинейными участками 5, наклоненными к оси фрезы в разные стороны. На нечетных зубьях (фиг.1) вершинная часть профиля режущих кромок выполнена в виде одной дуги окружности 4 радиусом R1 с центром на оси профиля 1 и двух сопряженных прямолинейных участков 5, наклоненных к оси фрезы под углом 30…32°, а на четных зубьях (фиг.2) - в виде двух дуг окружностей 4 радиусом R1, каждая из которых сопряжена с одной из боковых режущих кромок 2 или 3 и с одним из прямолинейных участков 5, наклоненных к оси фрезы под углом 15…20°. Прямолинейные участки 5 вершинной части профилей режущих кромок нечетных зубьев сопряжены с боковыми режущими кромками 2 и 3 дугами окружностей радиусом R2 (фиг.1). Радиус R2 равен половине величины радиуса R1, значение которого соответствует общепринятым рекомендациям на скругление вершинных режущих кромок зубьев червячных фрез [см. Справочник инструментальщика / И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др.; Под общ. ред. И.А.Ординарцева. - Л.: Машиностроение. Ленингр. отд., 1987. - 846 с. (с.522)]. Радиус вершин нечетных зубьев больше радиуса вершин четных зубьев на 0,12…0,14 мм.
Работа червячной фрезы для нарезания зубчатых деталей осуществляется следующим образом.
При работе червячной фрезы прямолинейные участки 5 вершинных режущих кромок ее четных зубьев, наклоненные к оси фрезы под углом 15…20° (фиг.2), оставляют в средней части ширины дна впадины зубьев детали выступ. Следующие после четных нечетные зубья фрезы срезает этот выступ своей вершинной частью профиля режущих кромок, выполненной в виде дуги окружности 4 радиусом R1 с центром на оси профиля 1 (фиг.1), что приводит к уменьшению ширины срезаемого слоя материала заготовки наиболее нагруженными вершинными режущими кромками четных зубьев (фиг.2) предлагаемой червячной фрезы и, следовательно, к повышению ее периода стойкости. Увеличенное на 0,12…0,14 мм значение радиуса вершин нечетных зубьев по отношению к радиусу вершин четных зубьев обеспечивает примерное равенство срезаемых площадей материала заготовки всеми зубьями фрезы, и следовательно, равномерность фрезерования.
Методом имитационного компьютерного моделирования установлено, что оптимальными углами наклона прямолинейных участков 5 вершинных режущих кромок нечетных зубьев фрезы является угол 30…32°. Уменьшение значений этого угла приводит к увеличению ширины резания на нечетных зубьях фрезы с образованием П-образной стружки, т.е. к появлению стесненного резания на обеих сторонах вершинной части этих зубьев, что по названным выше причинам приводит к уменьшению ее периода стойкости. Увеличение значений этого угла недопустимо, так как при этом происходит уменьшение необходимой для профилирования зубьев детали длины боковых режущих кромок 2 и 3 зуба фрезы. На фиг.3 и 4 изображены полученные методом имитационного компьютерного моделирования слои материала заготовки, срезаемые соответственно четными и нечетными зубьями предлагаемой червячной фрезы, имеющей на четных зубьях прямолинейные участки 5 вершинных режущих кромок, наклоненные к оси фрезы под углом 20°, а на нечетных зубьях - под углом 32°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464135C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2087278C1 |
| Червячная фреза | 1980 |
|
SU933317A1 |


Червячная фреза содержит зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, имеющими ось профиля и включающими две боковые режущие кромки и вершинную часть в виде дуг окружностей с сопряженными прямолинейными участками, наклоненными к оси фрезы в разные стороны. Для увеличения периода стойкости на нечетных зубьях вершинная часть профиля режущих кромок выполнена в виде одной дуги окружности с центром на оси профиля и двух сопряженных прямолинейных участков, наклоненных к оси фрезы под углом 30…32°, а на четных зубьях - в виде двух дуг окружностей, каждая из которых сопряжена с одной из боковых режущих кромок и с одним из прямолинейных участков, наклоненных к оси фрезы под углом 15…20°, причем радиус вершин нечетных зубьев больше радиуса вершин четных зубьев на 0,12…0,14 мм. 2 ил.
Червячная фреза для нарезания зубчатых деталей, содержащая зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, имеющими ось профиля и включающими две боковые режущие кромки и вершинную часть в виде дуг окружностей с сопряженными прямолинейными участками, наклоненными к оси фрезы в разные стороны, отличающаяся тем, что на нечетных зубьях вершинная часть профиля режущих кромок выполнена в виде одной дуги окружности с центром на оси профиля и двух сопряженных прямолинейных участков, наклоненных к оси фрезы под углом 30…32°, а на четных зубьях - в виде двух дуг окружностей, каждая из которых сопряжена с одной из боковых режущих кромок и с одним из прямолинейных участков, наклоненных к оси фрезы под углом 15…20°, причем радиус вершин нечетных зубьев больше радиуса вершин четных зубьев на 0,12…0,14 мм.
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| Червячная фреза | 1982 |
|
SU1073018A1 |
| Червячная фреза | 1986 |
|
SU1511027A1 |
| RU 2070847 C1, 27.12.1996 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

