Изобретение относится к области зуборезных инструментов, а именно к червячным фрезам, и может быть использовано при зубофрезеровании зубчатых деталей.
Известна червячная фреза, содержащая зубья с двумя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть с прямолинейной режущей кромкой, параллельной оси фрезы. На одном из уголков вершинной части профиля режущих кромок зубьев фрезы выполнена стружкоразделительная фаска под углом 40° к вершинной прямолинейной режущей кромке, причем на одном из зубьев (например, на нечетном) фаска выполнена на одной стороне профиля режущих кромок зуба, а на следующем за ним зубе (на четном) - на другой. Такой профиль режущих кромок зубьев червячной фрезы обеспечивает разделение срезаемого слоя материала заготовки на две части [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007, - 240 с. (с.94)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы, относится то, что при реальных режимах зубофрезерования из-за движений осевой подачи и обката стесненное резание происходит на обоих уголках вершинной части профиля режущих кромок зубьев. Стесненное резание, как известно, существенно снижает период стойкости режущего инструмента из-за возникающего при этом за счет интенсивной деформации срезаемых слоев повышения сил и температуры в зоне резания [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005, - 512 с. (с.34)].
Наиболее близким по технической сущности к заявленному изобретению является выбранная в качестве прототипа червячная фреза для нарезания зубчатых деталей, содержащая зубья с последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть в виде дуги окружности с сопряженными прямолинейными участками, наклоненными к оси фрезы под углом 15…20° на первом из зубьев в одну сторону, на втором зубе - в другую сторону [см. Пат. 2396152 Российская Федерация, МПК B23F 21/16. Червячная фреза для нарезания зубчатых деталей / Демидов В.В., Ксенафонтов Д.С., Демидова Е.В.; заявитель и патентообладатель Ульян. гос. техн. ун-т. - №2009116316/02; заявл. 28.04.2009; опубл. 10.08.2010. Бюл. №22].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной фрезы для нарезания зубчатых деталей, принятой за прототип, относится то, что при зубофрезеровании этой фрезой с рекомендуемыми режимами резания [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007, - 240 с. (с.207-228)] из-за последовательного чередования двух различных профилей режущих кромок зубьев толщина срезаемого их вершинной частью слоя материала заготовки примерно в два раза больше, чем при зубофрезеровании стандартной фрезой.
Известно, что увеличение толщины срезаемого слоя материала заготовки приводит к увеличению интенсивности износа режущих инструментов, в том числе и червячных фрез, и, как следствие, к уменьшению их периода стойкости [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005, - 512 с. (с.210)]. Таким образом, при использовании известной червячной фрезы для нарезания зубчатых деталей, принятой за прототип, имеют место два противоположных явления: с одной стороны замена стесненного резания свободным повышает период стойкости червячной фрезы [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005, - 512 с. (с.34)], а с другой стороны увеличение толщины срезаемого вершинной частью зуба фрезы слоя материала заготовки приводит к уменьшению ее периода стойкости.
Сущность изобретения заключается в следующем. Известно, что интенсивность износа режущих инструментов, в том числе и червячных фрез, зависит не только от толщины срезаемого слоя материала заготовки, но и от его ширины: уменьшение ширины срезаемого слоя материала заготовки приводит к уменьшению интенсивности износа режущих инструментов, в том числе и червячных фрез, и, как следствие, к повышению их периода стойкости [см. Ящерицын П.И. Теория резания. - Мн.: Новое издание, 2005, - 512 с. (с.210)]. Уменьшение ширины срезаемого слоя материала заготовки наиболее нагруженной вершинной частью профиля режущих кромок первого и второго зубьев предлагаемой червячной фрезы и, следовательно, повышение ее периода стойкости происходит из-за того, что каждый третий из последовательно чередующихся по винтовой линии вокруг оси фрезы зуб с вершинной частью профиля режущих кромок, выполненной в виде дуги окружности с центром на оси профиля и двух сопряженных с ней прямолинейных участков, наклоненных к оси фрезы в разные стороны под углом 30…32°, срезает выступ посередине дна впадины зубьев детали, образующийся после срезания материала заготовки первым и вторым зубьями фрезы. Увеличенное на 0,20…0,22 мм расстояние от оси фрезы до вершины третьего зуба по сравнению с расстоянием от оси фрезы до вершины первого или второго зубьев обеспечивает примерное равенство срезаемых площадей материала заготовки всеми зубьями фрезы и, следовательно, равномерность фрезерования.
Технический результат - повышение периода стойкости червячной фрезы.
Указанный технический результат при осуществлении изобретения достигается тем, что у известной червячной фрезы для нарезания зубчатых деталей, содержащей зубья с последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля, две боковые режущие кромки и вершинную часть в виде дуги окружности с сопряженными прямолинейными участками, наклоненными к оси фрезы под углом 15…20° на первом из зубьев в одну сторону, на втором зубе - в другую сторону.
Особенность заключается в том, что на третьем зубе вершинная часть профиля режущих кромок выполнена в виде дуги окружности с центром на оси профиля и двух сопряженных с ней прямолинейных участков, наклоненных к оси фрезы в разные стороны под углом 30…32°, и расстояние от оси фрезы до вершины третьего зуба больше расстояния от оси фрезы до вершины первого или второго зубьев на 0,20…0,22 мм.
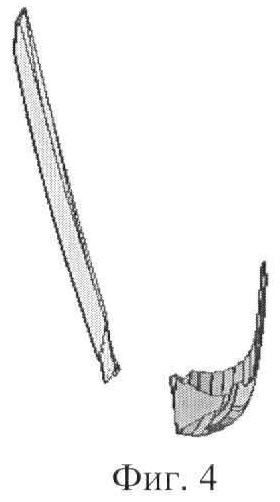
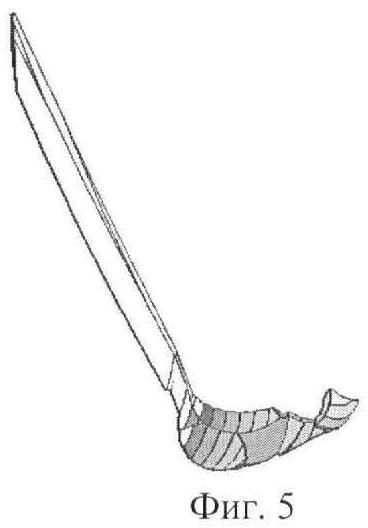
На чертежах представлено: на фиг.1 изображен профиль режущих кромок первых зубьев червячной фрезы; на фиг.2 изображен профиль режущих кромок вторых зубьев червячной фрезы; на фиг.3 изображен профиль режущих кромок третьих зубьев червячной фрезы; на фиг.4 изображен слой материала заготовки, срезаемый первыми зубьями червячной фрезы; на фиг.5 изображен слой материала заготовки, срезаемый вторыми зубьями червячной фрезы; на фиг.6 изображен слой материала заготовки, срезаемый третьими зубьями червячной фрезы.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячная фреза для нарезания зубчатых деталей содержит зубья с тремя последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, включающими ось профиля 1, две боковые режущие кромки 2, 3 и вершинную часть в виде дуги окружности 4 радиусом R1 с сопряженными прямолинейными участками 5, наклоненными к оси фрезы под углом 15…20°. На первых и вторых зубьях фрезы друга окружности 4 радиусом R1 вершинной части профиля сопряжена: на первых зубьях фрезы с боковой режущей кромкой 3 и с одним прямолинейным участком 5 вершинной части профиля режущих кромок (фиг.1); на вторых зубьях фрезы с боковой режущей кромкой 2 и с одним прямолинейным участком 5 вершинной части профиля режущих кромок (фиг.2), причем наклон прямолинейных участков 5 вершинной части профиля режущих кромок на первых зубьях выполнен в одну сторону, а на вторых зубьях - в другую сторону. На третьих зубьях фрезы вершинная часть профиля режущих кромок выполнена в виде дуги окружности 4 радиусом R1 с центром на оси профиля 1 и двух сопряженных с ней прямолинейных участков 5 вершинной режущей кромки, наклоненных к оси фрезы в разные стороны под углом 30…32° (фиг.3).
Прямолинейные участки 5 вершинных режущих кромок всех зубьев сопряжены с боковыми режущими кромками 2 и 3 дугами окружностей с радиусом R2. Радиус R2 равен половине величины радиуса R1, значение которого соответствует общепринятым рекомендациям на скругление вершинных режущих кромок зубьев червячных фрез [см. Справочник инструментальщика / И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др.; Под общ. ред. И.А.Ординарцева. - Л.: Машиностроение, Ленингр. отд., 1987, - 846 с. (с.522)]. Расстояние от оси фрезы до вершин третьих зубьев больше расстояния от оси фрезы до вершин первых или вторых зубьев на 0,20…0,22 мм.
Работа червячной фрезы для нарезания зубчатых деталей осуществляется следующим образом.
При работе червячной фрезы прямолинейные участки 5 вершинных режущих кромок ее первых и вторых зубьев, наклоненные к оси фрезы под углом 15…20° на первых зубьях в одну сторону (фиг.1), а на вторых зубьях - в другую сторону (фиг.2), оставляют в средней части ширины дна впадины зубьев детали выступ. Следующий после первого и второго зубьев третий зуб фрезы срезает этот выступ своей вершинной частью профиля режущих кромок, выполненной в виде дуги окружности 4 радиусом R1 с центром на оси профиля 1 (фиг.3), что приводит к уменьшению ширины срезаемого слоя материала заготовки наиболее нагруженными вершинными режущими кромками первых (фиг.1) и вторых (фиг.2) зубьев предлагаемой червячной фрезы и, следовательно, к повышению ее периода стойкости. Увеличенное на 0,20…0,22 мм расстояние от оси фрезы до вершины третьего зуба по сравнению с расстоянием от оси фрезы до вершины первого или второго зубьев обеспечивает примерное равенство срезаемых площадей материала заготовки всеми зубьями фрезы, обеспечивая тем самым равномерность фрезерования.
Методом имитационного компьютерного моделирования установлено, что оптимальными углами наклона прямолинейных участков 5 вершинных режущих кромок третьих зубьев фрезы является угол 30…32°. Уменьшение значений этого угла приводит к увеличению ширины резания на третьих зубьях фрезы с образованием П-образной стружки, т.е. к появлению стесненного резания на обеих сторонах вершинной части этих зубьев, что по названным выше причинам приводит к уменьшению ее периода стойкости. Увеличение значений этого угла недопустимо, так как при этом происходит уменьшение необходимой для профилирования зубьев детали длины боковых режущих кромок 2 и 3 зуба фрезы. На фиг.4, 5 и 6 изображены полученные методом имитационного компьютерного моделирования слои материала заготовки, срезаемые соответственно первыми, вторыми и третьими зубьями предлагаемой червячной фрезы, имеющей на первых и вторых зубьях прямолинейные участки 5 вершинных режущих кромок, наклоненные к оси фрезы под углом 20°, а на третьих зубьях - под углом 32°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464134C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| Червячная фреза | 1980 |
|
SU933317A1 |
| ЗУБОРЕЗНАЯ ФРЕЗА, КОНЦЕВАЯ ФРЕЗА И СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2012 |
|
RU2593882C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |



Фреза содержит зубья с последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, имеющими ось профиля и включающими две боковые режущие кромки и вершинную часть в виде дуги окружности с сопряженными прямолинейными участками, наклоненными к оси фрезы под углом 15…20° на первом из зубьев в одну сторону, на втором зубе - в другую сторону. Для повышения стойкости количество чередующихся на зубьях профилей режущих кромок выбрано равным трем, причем на третьем зубе вершинная часть профиля режущих кромок выполнена в виде дуги окружности с центром на оси профиля и двух сопряженных с ней прямолинейных участков, наклоненных к оси фрезы в разные стороны под углом 30…32°, причем расстояние от оси фрезы до вершины третьего зуба больше расстояния от оси фрезы до вершины первого или второго зубьев на 0,20…0,22 мм. 6 ил.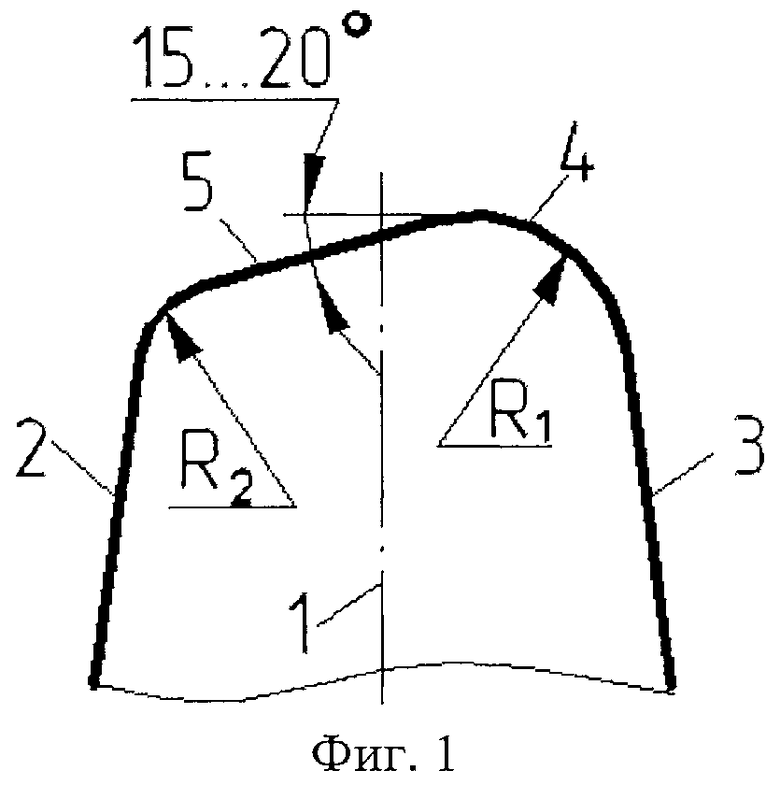
Червячная фреза для нарезания зубчатых деталей, содержащая зубья с последовательно чередующимися по винтовой линии вокруг оси фрезы профилями режущих кромок, имеющими ось профиля и включающими две боковые режущие кромки и вершинную часть в виде дуги окружности с сопряженными прямолинейными участками, наклоненными к оси фрезы под углом 15…20° на первом из зубьев в одну сторону, на втором зубе - в другую сторону, отличающаяся тем, что количество чередующихся на зубьях профилей режущих кромок выбрано равным трем, причем на третьем зубе вершинная часть профиля режущих кромок выполнена в виде дуги окружности с центром на оси профиля и двух сопряженных с ней прямолинейных участков, наклоненных к оси фрезы в разные стороны под углом 30…32°, причем расстояние от оси фрезы до вершины третьего зуба больше расстояния от оси фрезы до вершины первого или второго зубьев на 0,20…0,22 мм.
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| Червячная фреза | 1982 |
|
SU1073018A1 |
| Червячная фреза | 1986 |
|
SU1511027A1 |
| RU 2070847 C1, 27.12.1996 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

