Изобретение относится к области сварочного производства и может быть использовано при сварке неплавящимся электродом в среде аргона стыков труб из медно-никелевого сплава типа МНЖ5-1 для уменьшения пористости в сварных швах и увеличения глубины проплавления основного металла.
При сварке изделий из медно-никелевых сплавов ввиду особенности их физико-химических свойств (высокой теплопроводности, повышенной склонности к окислению при высоких температурах и к водородной болезни) в сварных соединениях часто образуются дефекты в виде пористости, которые приходится исправлять путем удаления дефектного металла с порами и последующей заварки. Из-за высокой теплопроводности медно-никелевого сплава и невозможности существенно увеличить величину сварочного тока стыковые швы трубопроводов приходится выполнять с повышенным количеством проходов, что уменьшает производительность сварки.
Повысить качество металла сварного соединения, увеличить проплавление основного металла и производительность труда при аргонодуговой сварке изделий из медно-никелевых сплавов можно за счет использования активирующих флюсов. Для аргонодуговой сварки медно-никелевых сплавов такой флюс отсутствует.
Известен флюс для аргонодуговой сварки изделий из алюминиевых бронз при их изготовлении и ремонте (патент №2243073), содержащий следующие компоненты (в мас.%):
Использование этого флюса при аргонодуговой сварке изделий из алюминиевой бронзы обеспечивает удаление пленки оксида алюминия (Al2O3) с поверхности сварочной ванны и тем самым улучшает качество сварного шва. Однако применение этого флюса при аргонодуговой сварке изделий из медно-никелевого сплава не обеспечивает хорошее формирование металла шва и увеличение глубины проплавления основного металла.
Известен также флюс для сварки цветных металлов (патент Франции №2237723), содержащий следующие компоненты (в мас.%):
Недостатком этого флюса при сварке неплавящимся электродом изделий из медно-никелевого сплава является недостаточно высокая плотность наплавленного металла и недостаточно хорошее формирование шва.
Наиболее близким к предлагаемому флюсу по составу, принятому за прототип, является флюс по а.с. 348314, предназначенный для сварки и плавки цветных металлов, преимущественно меди и титана, и содержащий следующие компоненты (в мас.%):
Этот флюс предназначен для сварки и электрошлакового переплава цветных металлов, в частности меди и сплавов на ее основе, с целью повышения качества литого металла, устранения пористости швов и повышения производительности сварки. Однако при аргонодуговой сварке изделий из медно-никелевого сплава с применением этого флюса, хотя пористость по сравнению со сваркой без флюса уменьшается, но все же не обеспечивает необходимого качества, кроме того, проплавление металла при аргонодуговой сварке изделий из медно-никелевых сплавов с применением этого флюса недостаточное.
Техническим результатом изобретения является создание флюса для сварки неплавящимся электродом в среде аргона стыков труб из медно-никелевых сплавов типа МНЖ5-1, обеспечивающего уменьшение пористости в сварных швах и увеличение глубины проплавления основного металла.
Технический результат достигается введением во флюс хлористого калия и борного ангидрида при следующем соотношении компонентов (в мас.%):
Наличие во флюсе фторида алюминия и фторида кальция приводит к контрагированию столба дуги и повышению анодного падения напряжения, что, в свою очередь, вызывает увеличение глубины проплавления основного металла. Кроме того, фторид кальция интенсивно взаимодействует с окислами и водяным паром, активно удаляет влагу из зоны сварки, благодаря чему защищает металл шва от насыщения кислородом и водородом. Введение во флюс хлорида калия повышает технологические свойства флюса, его жидкотекучесть, растекаемость и смачивающую способность. Введение во флюс борного ангидрида, обладающего повышенной химической активностью и взаимодействующего при повышенных температурах с поверхностью свариваемых кромок, способствует нейтрализации вредного влияния находящихся на них окислов и предупреждает образование пор.
Количественное соотношение компонентов, входящих в состав флюса, установлено экспериментально.
Исследования по влиянию флюсов на глубину проплавления проводили путем наплавки (проплавления) на установке КАТ при аргонодуговой сварке неплавящимся электродом пластин из сплава марки МНЖ5-1 толщиной 5 мм. Линейная скорость сварки составляла 6 м/ч, ток сварки - 150 А.
Исследования по влиянию флюсов на порообразование проводили путем сварки стыков труб ⌀55×2,5 мм из сплава марки МНЖ5-1. Сварка стыков труб выполнялась на токе 110 А. Оценку пористости в швах выполняли при радиографическом контроле по бальной системе (балл 3 - количество пор на 100 мм сварного шва: не более 5 шт. при суммарной предельной длине всех допустимых дефектов не более 4,5 мм; балл 2 - не более 8 шт. при суммарной предельной длине всех допустимых дефектов не более 6,0 мм; балл 1 - более 8 шт. или суммарная предельная длина всех допустимых дефектов более 6,0 мм. Качество швов считается удовлетворительным при их оценке баллами 3 и 2).
Было исследовано 5 составов флюса, из них: 4 состава с различным содержанием компонентов предлагаемого флюса, в том числе 2 состава, соответствующие предлагаемому изобретению (№№2 и 3), 2 состава с более высоким и более низким содержанием компонентов, чем в предлагаемом флюсе (№№1 и 4), 1 состав флюса по прототипу (№5).
Для оценки влияния состава флюса на глубину проплавления основного металла на каждый его состав производилась наплавка пяти валиков. Для оценки влияния состава флюса на качество швов на каждый состав флюса выполняли сварку десяти стыков. Результаты оценки влияния флюсов на пористость и глубину проплавления приведены в таблице.
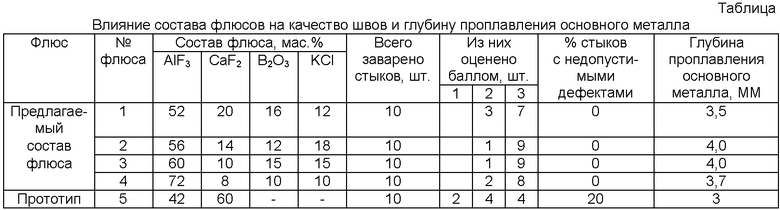
Из приведенной таблицы видно, что при сварке 10 стыков труб из медно-никелевого сплава с флюсом по прототипу процент стыков с недопустимыми дефектами составляет 20%. При сварке по предложенному варианту стыки с недопустимыми дефектами отсутствуют, а количество стыков с наименьшим количеством дефектов, оцененных баллом 3, составляет по 9 из 10, а при сварке по прототипу - 4 из 10.
Глубина проплавления при сварке с флюсом по предлагаемому варианту составляет 4,0 мм, а при сварке с флюсом по прототипу - 3,0 мм.
Приведенные в таблице результаты подтверждают правильность технического решения и выбранных интервалов содержания компонентов во флюсе.
Экономический эффект от предложенного изобретения обеспечивается за счет повышения качества швов (отсутствие необходимости вырубки дефектного металла и повторной заварки) и увеличения глубины проплавления основного металла при сварке (увеличения производительности труда при сварке).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2406598C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2009 |
|
RU2406600C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДИ | 2009 |
|
RU2406599C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ БРОНЗ ПРИ ИХ ИЗГОТОВЛЕНИИ И РЕМОНТЕ | 2003 |
|
RU2243073C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы | 2015 |
|
RU2610656C2 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для дуговой сварки неплавящимся электродом | 1986 |
|
SU1445055A1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
Изобретение может быть использовано при сварке неплавящимся электродом в среде аргона стыков труб из медно-никелевого сплава типа МНЖ5-1. Флюс содержит компоненты в следующем соотношении, мас.%: фторид алюминия 56-62, фторид кальция 8-14, хлорид калия 10-20, борный ангидрид 10-20. Флюс обеспечивает повышение качества швов за счет уменьшения их пористости и увеличения глубины проплавления основного металла при сварке. 1 табл.
Флюс для аргонодуговой сварки изделий из медно-никелевого сплава, содержащий фторид алюминия и фторид кальция, отличающийся тем, что он дополнительно содержит хлорид калия и борный ангидрид при следующем соотношении компонентов, мас.%:
| СВАРКИ И ПЛАВКИ ЦВЕТНЫХ МЕТАЛЛОВ | 0 |
|
SU348314A1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ БРОНЗ ПРИ ИХ ИЗГОТОВЛЕНИИ И РЕМОНТЕ | 2003 |
|
RU2243073C2 |
| СПОСОБ НАПЛАВКИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ НА ПОДЛОЖКУ ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2252117C2 |
| СПОСОБ ДОМЕННОЙ ПЛАВКИ | 2003 |
|
RU2237723C1 |

