со
00
tc
00
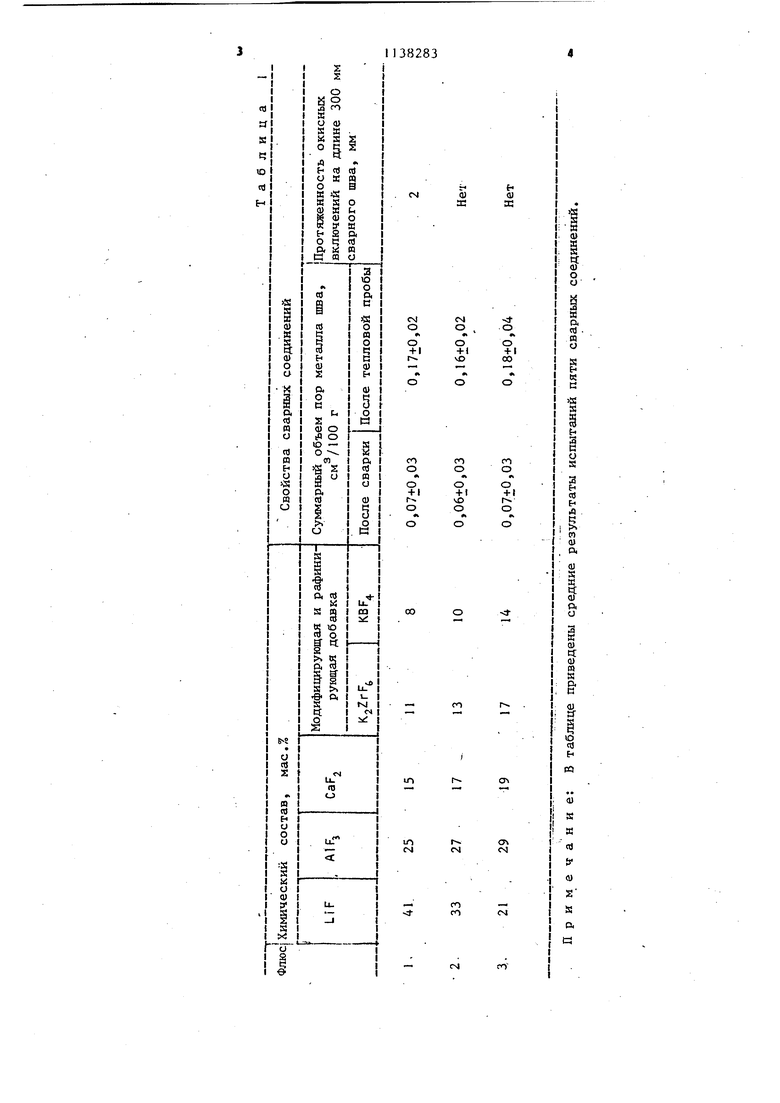
со Изобретение относится к сварочному производству, а цменно к созданию флюсов для дуговой сварки преимущест венно в среде инертных газов неплавящимся электродом алюминиевых сайавов.. Известно применение для сварки алюминиевых сплавов нанесения спиртовых суспензий флюсов на свариваемы кромки изделий f15 В этом случае используются флюсы на основе фтористых солей щелочных и щелочно-земельных элементов. Известен флюс для сварки,i содержащий LiF 63%, AlF 37%. Этот флюс имеет температуру плавления и может использоваться только для ,алюминия 1J. Однако при использовании этого флюса для алюминиевых сплавов не пр исходит полного рафинирования сваро ной ванны в зоне cTjjika. от окисных пленок в связи с в корневой части ванНы формируется пористость, сохраняются окисные включения. Поэт му при исполь яовании данного флюса необходимо удалять корневую часть шва. I . Известен флюс для сварки алюмини евых сплавов С2, содержащий, мас.% Фтористый кальций8-12 Фтористый литий8-12 Фтористый магний4-6 Фтористьй стронций(6-10/ . Фтористый бериллий2-43 Фтористый калий. 12-20 Фторцирконат ка-. ЛИЯ6-10 Концентрированный водный раствор; хлористого калия17-23 Этот флюс за счет наличия в .нем модифицирукяцей и рафинирующей добав ки в-виде фторцирконата калия и фторбората калия обеспечивает сниже ние количества окисных включений в металле шва, но склонность к образованию пор при сварке с использова нием этого флюса еще существует..Кр ме того, этот флюс содержит ,токсичн и радиоактивные соединения. Целью изобретения является сниже мне пористости в сварных швах. Эта цель достигается тем, что фга лт,пя сварки алкминиевых сплавов, сод жащий фтористый кальций, фтористьш литий, фторцирконат калия и фторборат калия, дополнительно содержит фтористый алюминий при следунщем соотношении компонентов, мас.%: 15-19 Фтористый кальций 25-29 Фтористый алюминий 11-17 Фторцирконат калия 8-13 Фторборат калия Остальное Фтористый литий В предлагаемом флюсе соотношений между компонентами AlFj- LiF - CaPg подобраны так, что в расплаве ив газовой фазе происходит образование комплексных солей фторалюминатов по типу: MejAlF ,-Li,1.Fj , CajCAlFj) которыеВ расплаве дают комплексные ионы 2F и простые ионы: Li, Са F-. Необходимо отметить, что растворимость окисной пленки () незначительна в расплаве простых солей, и го время, как наблюдается значительная растворимость окисла в расплаве с комплексными ионами. При совместном, введении А1Fj + + KBF4 + KjZrF образуются цирконийтрифтористые и борофтористые комплекс ные ионы, чтб согласно теории расплав ленных солей приводит к значительному скачкообразному повышению растворимости окисной пленки. Наряду с протеканием реакции 2A1F3 + ЗНгО AljO, + HFf (1) идущей с заметным выходом только межту газообразными компонентами (и, слеДч- вательно, в основном между AlFj и парами ВОДЬ), протекают следующие превращения: разложение KBF с образованием фтористого бора KBF4 KF + (газ) (2) взаимодействие продуктов реакции (Пи (2) HF (газ) + BFj (газ) HBF, ia результате образуется фтороборная кислота, которая является значительно более сильной, чем плавиковая, и активно растворяет окисные пленки. Кроме того, фторид алюминия создает защитную газовую атмосферу, так как при сварке он возгоняется. Сравнительные результаты испытаний сварных соединений пластин из сплава АМгб, выполненных ДУС-мйтодом аргонодуговой сварки с флюсами различного состава приведены в табл. I.
S11
Толщина свариваемых пластин 2 мм. Спиртовая суспензия флюса наносится на торцы и корневую поверхность соединяемых кромок, йварные соединения получают аргонодуговой сваркой неплавящимся электродом без присадочной проволоки по режиму: ток сварочный 1 IS-120 А, напряжение на дуге 12-14 В, скорость сварки 20 м/ч. На каздый вариант состава флюса выполнены 5 швов Свойства сварных соединений оценивают по показателям пористости (суммарный объем пор в сваргг ном шве в исходйом состоянии.равен потенциальному запасу , определяемому по показателю тепловой пробы 382836
нагрева шва до и вьздержки при этой температуре в течение 15 мин) и наличию экисных включений (протяженность окисных включений на регламентированной длине шва). Для оценки этих показателей используют гидростатичес-. кое взвешивание образцов, изломов швов и анализ рентгенограмм.
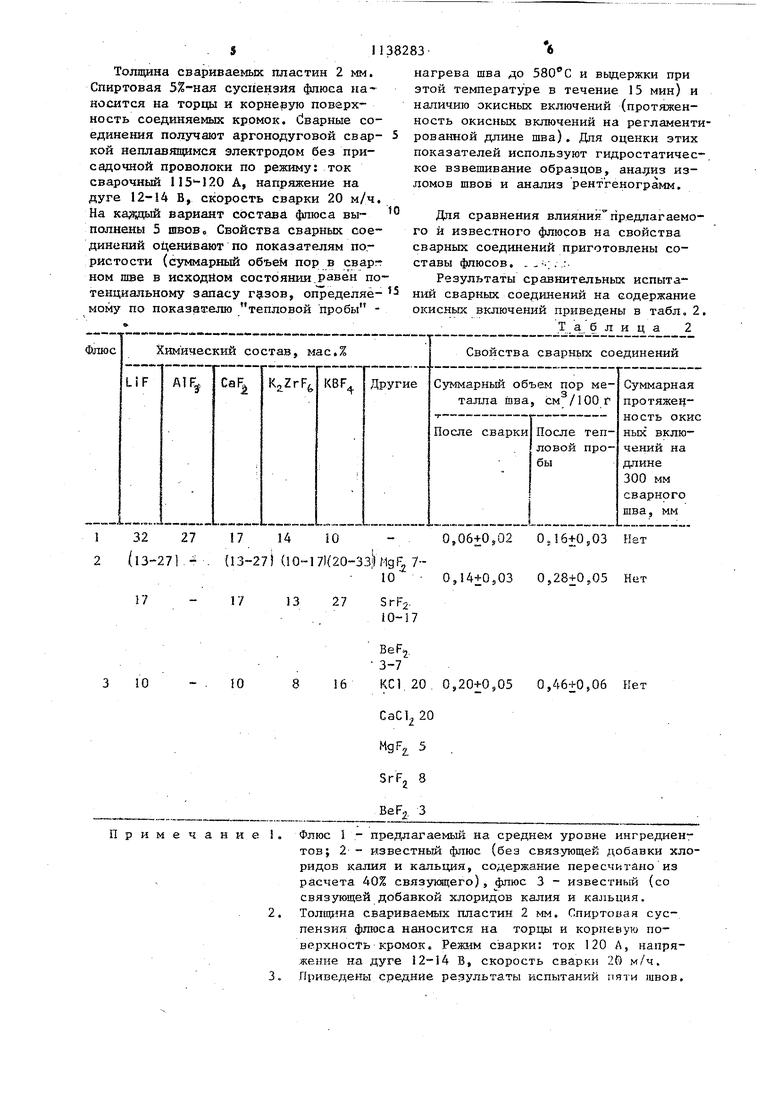
Для сравнения влияния предлагаемого и известного флюсов на свойства сварных соединений приготовлены составы флюсов. .--.;..,-.
Результаты сравнительных испытаний сварных соединений на содержание окисных включений приведены в табл, 2.
Т аб лица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1349938A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ БРОНЗ ПРИ ИХ ИЗГОТОВЛЕНИИ И РЕМОНТЕ | 2003 |
|
RU2243073C2 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2008 |
|
RU2396157C2 |
| ФЛЮС ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2406598C1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2009 |
|
RU2406600C1 |
| Флюс для сварки сплавов легких металлов в среде инертных газов | 1986 |
|
SU1348122A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
ФЛЮС ДЛЯ СВАРКИ АЛКМИНИЕВЫХ СПЛАВОВ, содержащий фтористый литий, фтористый кальций, фторцирконат калия,фторборат калия, отличающи и тем, что, с целью снижения пористости в сварных швах, флюс дополнительно содерямт фтористый алюминий при следующем соотношении компонентов, мас.%: Фтористый кальций 15-19 Фтористый алюминий. 25-29 Фторцирконат калия 11-17 Фторборат калия 3-14 Фтористый литий Остальное
132 27 17 14 102(13-271,- . (13-271 (10-17l(20-33JlMgf 7Г/
Г/
13 27
10
10 Примечание . 10
SrF2. 10-17
0,46+0j06 Нет
0,20+0,05
.
SrFj 8 BeF2, 3 Флюс 1 - предлагаемый на среднем уровне ингредиентов; 2 - известный флюс (без связующей добавки хлоридов калия и кальция, содержание пересчитано из расчета 40% связукяцего), флюс 3 - известный (со связующей добавкой хлоридов калия и кальция. Толщина свариваемых пластин 2 мм. Спиртовая суспензия флюса наносится на торцы и корневую поверхность кромок. Режим сварки: ток 120 Л, напряжение на дуге 12-14 В, скорость сварки 20 м/ч. Приведены средние результаты испытаний пяти швов. 0,06+0,02 О, Нет 0, 0,28+0,05 Нет 7 Таким образом, использование предлагаемого флюса по сравнению с известным позволяет снизить пористость в металле шва до 0,06 11382838 и потенциальный запас газов до 0,16 см/100 г, что снизит процент брака при изготовлении изделий с 25 г до 4Z.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Никифоров Г | |||
| Д | |||
| Металлургия сварки плавлением алюминиевых сплавов | |||
| М., Машиностроение, 1972, с | |||
| УСТРОЙСТВО для СОЕДИНЕНИЯ ЭЛЕКТРОЗАПАЛА | 0 |
|
SU184185A1 |
| Флюс для сварки | 1978 |
|
SU743819A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
