Изобретение относится к металлургии сварочных материалов, в частности к материалам для аргонодуговой сварки и может быть использовано при изготовлении и ремонте изделий из алюминиевых бронз, в том числе эксплуатирующихся в коррозионных средах (арматура, насосы, гребные винты и др.).
При сварке алюминиевых бронз образуется тугоплавкий окисел алюминия Аl2О3, который оказывает отрицательное влияние на формирование и качество металла шва. Для получения качественных швов необходимо разрушить окисную пленку. При аргонодуговой сварке бронз это происходит за счет применения переменного тока. Образовавшаяся на кромках разделки пленка оксида алюминия разрушается в те моменты, когда изделие является катодом. Однако разрушение пленки Al2O3 происходит лишь в пределах катодного пятна. Так как проникновение катодного пятна вглубь разделки ограничивается образующейся прослойкой жидкого металла ванночки, то вблизи корня стыка пленка Аl2О3 может оставаться неразрушенной, что может приводить к нарушению сплошности металла шва.
При аргонодуговой сварке изделий из алюминиевых бронз на постоянном токе прямой полярности пленка оксида алюминия на поверхности сварочной ванны не разрушается и металл шва получается некачественным.
Исправление образующихся в изделиях из алюминиевых бронз коррозионных повреждений аргонодуговой сваркой весьма затруднительно или даже невозможно из-за образующихся в участках, требующих ремонта, продуктов коррозии в виде плен, содержащих окислы алюминия, никеля, железа, меди.
Для удаления плен окислов в процессе аргонодуговой сварки или ремонта изделий из алюминиевых бронз целесообразно использовать специальный флюс. Для аргонодуговой сварки алюминиевых бронз такой флюс отсутствует.
Известен флюс для сварки меди неплавящимся электродом в среде защитных газов, содержащий 38-42% фторида алюминия, 38-42% фторида магния и 18-22% фторида кальция (а.с. №1679722). Использование этого флюса при аргонодуговой сварке меди увеличивает проплавляющую способность дуги. Однако применение этого флюса при аргонодуговой сварке алюминиевой бронзы с коррозионными повреждениями не обеспечивает хорошую смачиваемость бронзы флюсом, эффективную очистку металла шва от окисных плен и хорошее формирование металла шва.
Наиболее близким к предлагаемому флюсу по составу и свойствам, принятым за прототип, является флюс 34А, предназначенный для сварки алюминия и используемый также при сварке куниалей (А.Е. Вайнерман. А.Н. Минчина “Исследование по разработке технологии сварки и сварочных материалов для трубопроводов из сплава МНАЖМц6-1,5-1-1. Сварка. Сб. статей, вып.13, Л., Судостроение, 1970), содержащий следующие компоненты, мас.%:
Хлористый калий 54–56
Хлористый литий 29-35
Фтористый натрий 9-11
Хлористый цинк 8-12
Этот флюс используется для удаления пленки Аl2O3 с поверхности сварочной ванны. Однако при сварке и ремонте изделий из алюминиевой бронзы, особенно со значительным количеством на ее поверхности продуктов коррозии сложного состава, содержащих окислы алюминия, никеля, железа, меди, этот флюс не обеспечивает полное удаление окисных плен в металле шва. Кроме того, его использование при сварке не приводит к заметному увеличению глубины проплавления основного металла и удовлетворительному формированию металла шва.
Техническим результатом изобретения является разработка состава флюса для сварки и ремонта изделий из алюминиевых бронз, в том числе с коррозионными повреждениями, образовавшимися в результате их эксплуатации, обеспечивающего разрушение продуктов коррозии и эффективное удаление окисных плен и включений из металла шва, увеличение глубины проплавления основного металла и улучшение формирования металла шва.
Технический результат достигается введением во флюс фтористого кальция и хлористого аммония при следующем соотношении массовой доли компонентов, %:
Хлорид калия 37-51
Хлорид лития 25-29
Хлорид цинка 4-8
Хлорид аммония 4-6
Фторид натрия 8-10
Фторид кальция 8-10
Введение хлорида аммония улучшает очистку флюсом основного металла перед сварочной ванной от окисных плен. Хлорид аммония переводит оксиды металлов в их хлориды, которые образуют с хлоридом аммония легкоплавкие, летучие или легко растворяющиеся соединения или эвтектики. Кроме того, смесь хлорида аммония с хлоридом цинка обладают большей активностью, чем каждый из них в отдельности. При нагреве смесь разлагается с образованием цинкаммонийных хлоридов Zn(NH3)2Сl и Zn(NH4)Cl, являющихся также активными флюсами. В результате введения хлорида аммония обеспечивается отсутствие окисных плен и включений в металле шва. При содержании хлорида менее 4,0% в металле шва могут образоваться окисные плены, а при содержании более 6,0% хлорида аммония появляется пористость.
Введение фторида кальция во флюс обеспечивает увеличение глубины проплавления основного металла за счет повышения контракции положительного столба дуги. При содержании фторида кальция менее 8% глубина проплавления повышается незначительно, а при содержании фторида кальция более 10%, увеличение глубины проплавления сопровождается ухудшением формирования металла шва.
Опробование флюса проводили на установке КАТ при аргонодуговой сварке неплавящимся электродом пластин из бронзы марки БрА9Ж4Н4 толщиной 10 мм с наличием продуктов коррозии на поверхности пластины. Линейная скорость сварки 6 м/ч, ток сварки 220 А.
Было исследовано 4 состава флюса с различным содержанием компонентов. Оценивалось влияние флюса на формирование шва, наличие плен и пористости, глубину проплавления. Результаты приведены в таблице.
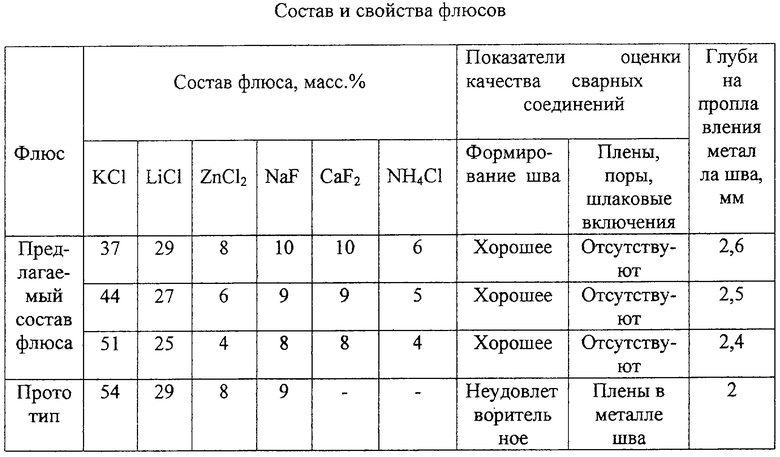
Приведенные в таблице результаты подтверждают правильность технического решения и выбранных интервалов содержания компонентов во флюсе.
Экономический эффект от предложенного изобретения обеспечивается прежде всего за счет увеличения срока службы изделий из алюминиевых бронз, подвергающихся в процессе эксплуатации значительным коррозионным повреждениям (судовая арматура, насосы, гребные винты, теплообменные аппараты и др.). Наряду с этим достигается экономия цветного металла, т.к. не требуется замена вышедших из строя деталей или изделий на новые.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДИ | 2009 |
|
RU2406599C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2008 |
|
RU2396157C2 |
| ФЛЮС ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2406598C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2009 |
|
RU2406600C1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы | 2015 |
|
RU2610656C2 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Электрод для сварки алюминиевой бронзы | 1990 |
|
SU1736683A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
Изобретение может быть использовано при восстановлении изделий из алюминиевых бронз, эксплуатирующихся в коррозионных средах, например насосов, гребных винтов и т.п. Флюс содержит компоненты в следующем соотношении, мас.%: хлорид калия 37-51, хлорид лития 25-29, хлорид цинка 4-8, хлорид аммония 4-6, фторид натрия 8-10, фторид кальция 8-10. Флюс обеспечивает разрушение продуктов коррозии и эффективное удаление окисных плен и включений из металла шва, а также увеличение проплавления основного металла и улучшение формирования металла шва. 1 табл.
Флюс для аргонодуговой сварки изделий из алюминиевых бронз при их изготовлении и ремонте, в том числе с эксплуатационными коррозионными повреждениями, содержащий хлориды калия, лития, цинка и фторид натрия, отличающийся тем, что он дополнительно содержит фторид кальция и хлорид аммония при следующем соотношении компонентов, мас.%:
Хлорид калия 37-51
Хлорид лития 25-29
Хлорид цинка 4-8
Хлорид аммония 4-6
Фторид натрия 8-10
Фторид кальция 8-10
| Сварочный флюс | 1973 |
|
SU517444A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| ФЛЮС ДЛЯ СВАРКИ И ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2000 |
|
RU2179593C1 |

