Изобретение относится к активации жидкостей путем их насыщения (легирования) малоразмерными твердыми частицами и может быть использовано в медицине, фармакологии, косметологии, биотехнологиях, пищевой промышленности, для водоподготовки, в промышленной экологии и сельском хозяйстве при приготовлении суспензий различного назначения.
Известен способ обработки воды, в результате которого происходит изменение ее потребительских свойств, в частности обеззараживание, включающий сжатие воды до сверхвысоких давлений (100-700 МПа) с последующим ее вытеснением через сопло малого диаметра (0,07-0,2 мм) и торможением образующееся на выходе из сопла сверхскоростной высоконапорной струи о преграду, в качестве которой используют, например, серебро или нержавеющую сталь (RU 2031847). В результате такой обработки жидкость насыщается малоразмерными частицами (микрочастицами) материала мишени из-за гидроэрозионного разрушения поверхности мишени в месте удара о нее сверхскоростной струи и образования гидрокаверны, т.е. образуется мелкодисперсная суспензия, состоящая из исходной жидкости и материала мишени (RU 2031847 С1, С02F 1/00, 1990).
Недостаток известного способа заключается в относительно низкой, невысокой гидроэрозионной стойкости материала мишени, что приводит к ограничению продолжительности ее использования и снижению производительности обработки в целом. Кроме этого, происходит интенсивный гидроэрозионный износ дорогостоящего материала мишени, например серебра, золота или монокристаллического кремния, что негативно сказывается на технологической себестоимости получаемой этим способом активированной материалом мишени суспензии. Данные недостатки физически обусловлены неравномерностью и неоднородностью процесса гидроэрозионного разрушения (износа) материала поверхности мишени, т.е. насыщением (легированием) обработанной жидкости частицами материала мишени существенно различного размера, а также уменьшением интенсивности удара струи о мишень из-за образования на ее поверхности значительной гидрокаверны, снижающей темп и динамику процесса торможения струи обрабатываемой жидкости, что является важнейшим фактором ее активации.
Задачей изобретения является снижение себестоимости и повышение производительности технологии получения суспензий гидроструйным способом путем повышения гидроэрозионной стойкости поверхности материала мишени, а также повышение потребительских свойств суспензий, в частности их биологического качества за счет насыщения (легирования) обрабатываемой жидкости достаточно равномерными по геометрическим параметрам и более активными микрочастицами материала мишени.
Указанная задача достигается тем, что в способе получения суспензий, включающем сжатие жидкости с последующим ее вытеснением через сопло и торможением образующейся струи жидкости о гидроразрушаемую мишень, поверхностный слой или весь объем материала мишени до или во время указанного торможения струи жидкости подвергают упрочняющему физико-механическому воздействию для повышения его гидроэрозионной стойкости.
А также тем, что указанное упрочняющее физико-механическое воздействие на материал мишени осуществляют непрерывно или периодически.
А также тем, что степень указанного упрочняющего физико-механическое воздействия на материал мишени поддерживают постоянной в течение времени воздействия.
А также тем, что степень указанного упрочняющего физико-механическое воздействия на материал мишени в течение времени обработки жидкости изменяют.
А также тем, что в качестве указанного упрочняющего физико-механического воздействия используют упрочняющее пластическое деформирование материала мишени.
А также тем, что упрочняющее пластическое деформирование материала мишени осуществляют твердотельным индентором.
А также тем, что упрочняющее пластическое деформирование материала мишени осуществляют струей воздействующей на мишень жидкости.
А также тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют во время воздействия.
А также тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют по гармоническому закону.
А также тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют с частотой ультразвуковых колебаний.
А также тем, что указанные изменения технологических параметров с частотой ультразвуковых колебаний осуществляют путем налагания ультразвуковых колебаний к индентору, обеспечивающему процесс упрочняющего пластического деформирования материала мишени, или к самой мишени.
А также тем, что направление распространения указанных ультразвуковых колебаний параллельно вектору скорости струи жидкости.
А также тем, что направление распространения указанных ультразвуковых колебаний перпендикулярно вектору скорости струи жидкости.
А также тем, что в качестве физико-механического воздействия используют механическое сжатие материала мишени.
А также тем, что в качестве физико-механического воздействия используют охлаждение материала мишени.
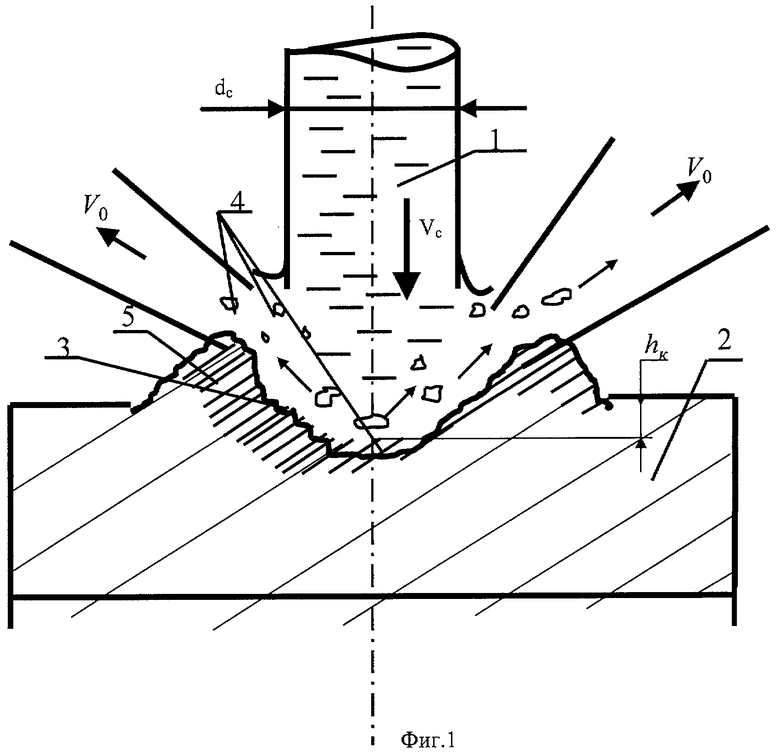
На фиг.1 изображена схема образования продуктов гидроэрозионного разрушения поверхностного слоя исходного материала мишени под действием высоконапорной струи и насыщения ими обрабатываемой жидкости, т.е. образование активированной суспензии.
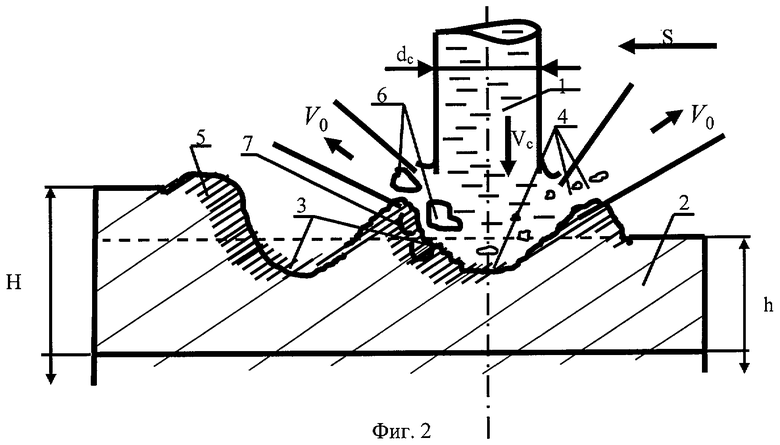
На фиг.2 изображена схема образования продуктов гидроэрозии при повторном движении струи по поверхности мишени.
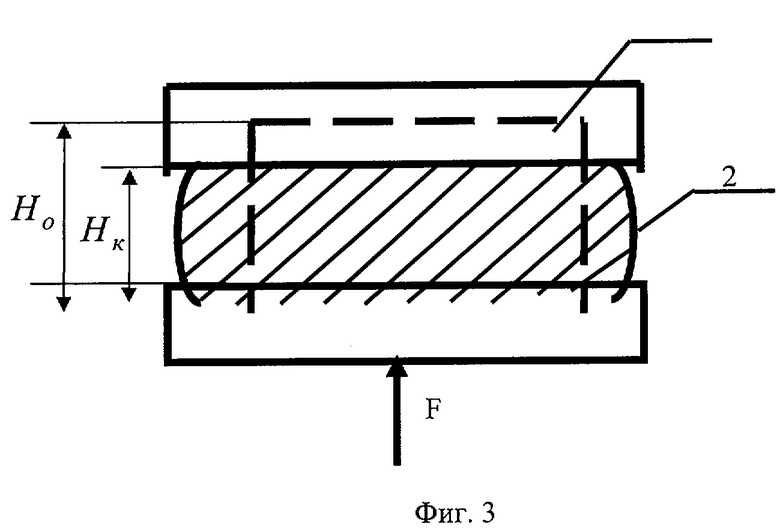
На фиг.3 изображена схема упрочнения пластическим деформированием всего объема материала мишени до начала процесса обработки жидкостей и получения активированной суспензии.
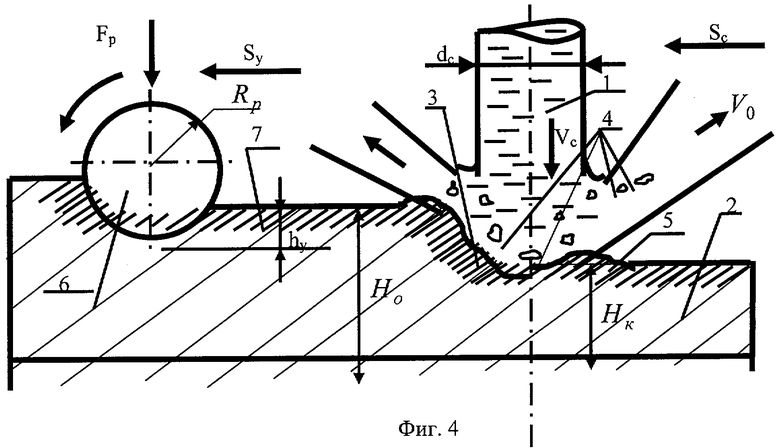
На фиг.4 изображена схема упрочнения рабочей поверхности мишени вращающимся роликом.
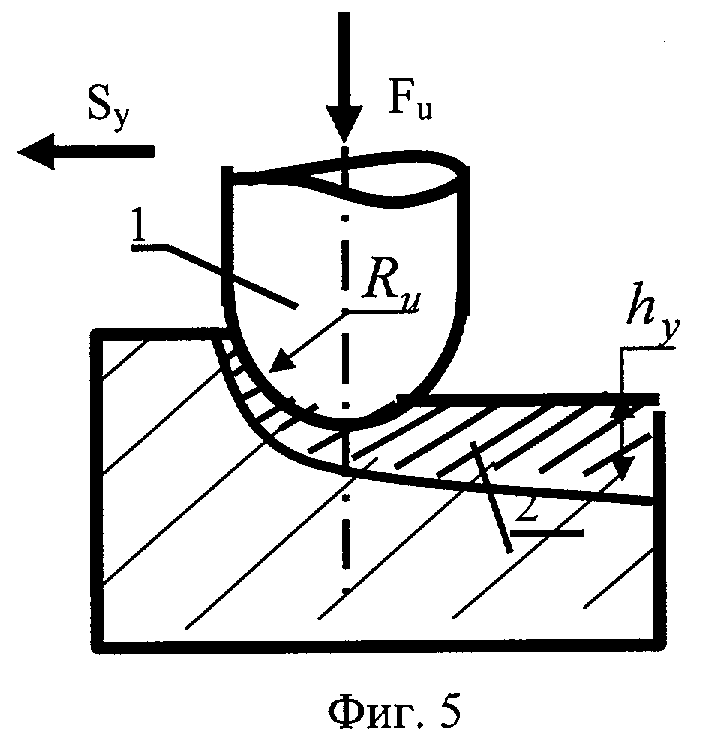
На фиг.5 изображено упрочнение рабочей поверхности мишени твердотельным неподвижным индентором.
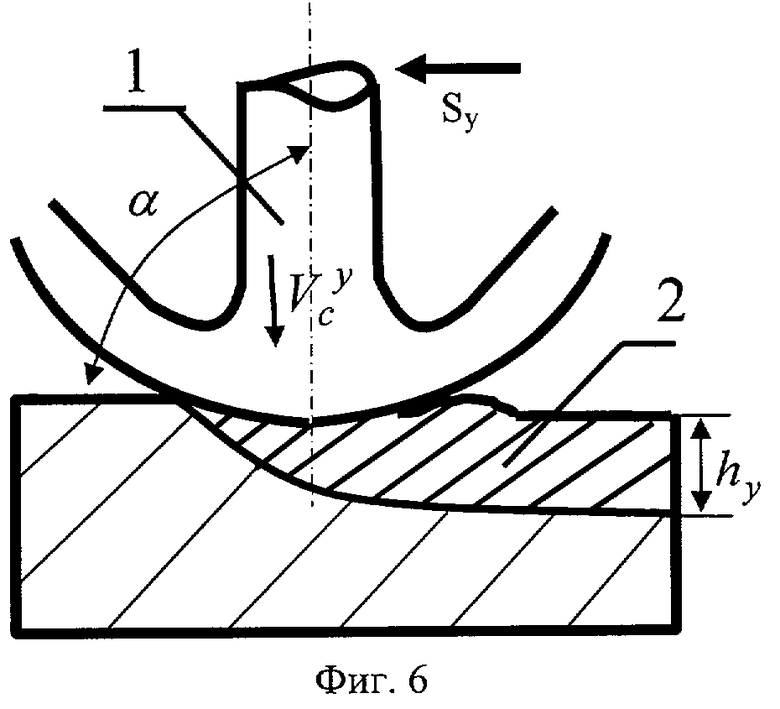
На фиг.6 изображена схема предварительного упрочнения рабочей поверхности мишени струей обрабатываемой жидкости.
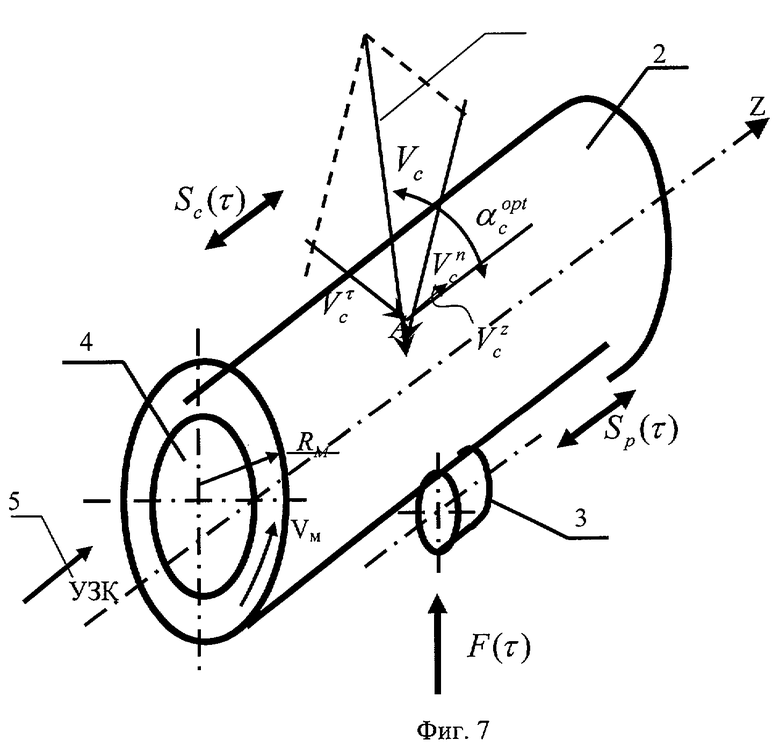
На фиг.7 изображена схема получения суспензий с использованием трубчатой мишени из активирующего суспензию материала.
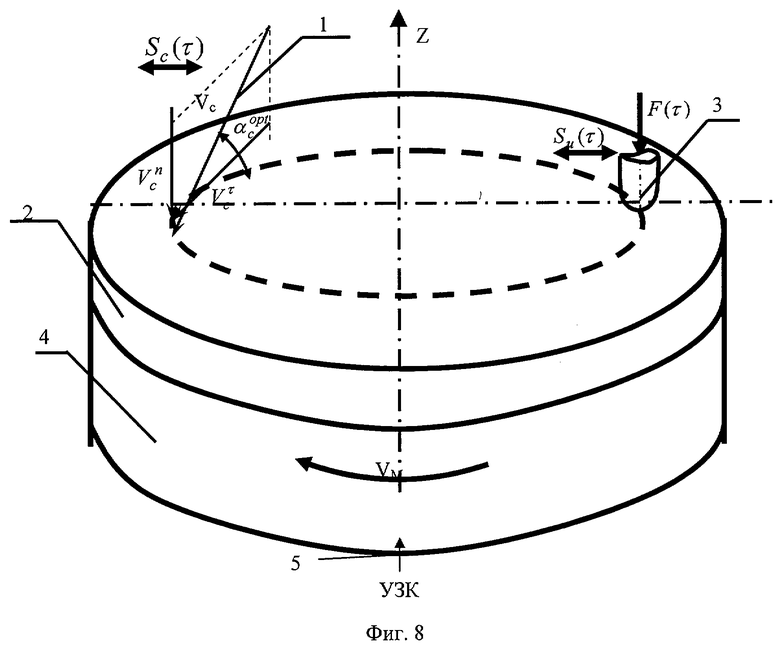
На фиг.8 изображена схема получения суспензий с использованием дискообразной мишени из активирующего суспензию материала.
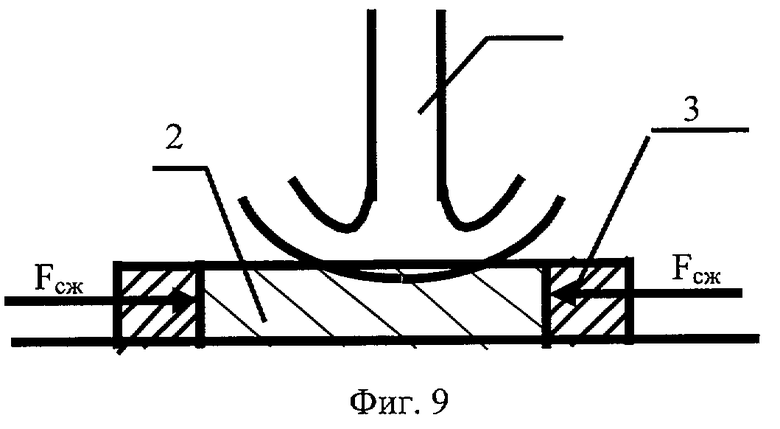
На фиг.9 изображена схема получения суспензий с наложением на мишень сжимающих механических напряжений.
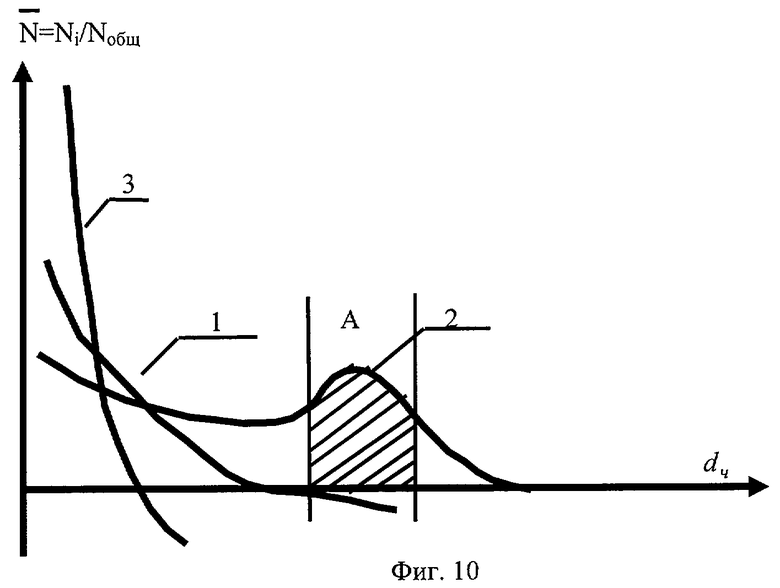
На фиг.10 изображено нормированные распределения количества твердых частиц в суспензии в зависимости от их размера.
Способ получения суспензий осуществляется следующим образом.
Сверхскоростная высоконапорная струя жидкости 1 (фиг.1), имеющая диаметр dc и скорость Vc, ударяется о поверхность мишени 2 и отражается от нее со скоростью Vo в виде мелкодисперсных капель. В процессе воздействия высокоэнергетической струи исходной обрабатываемой жидкости 1 на мишень 2 на поверхности последней образуется гидрокаверна 3 в результате отделения от мишени в месте удара струи малоразмерных частиц 4, являющихся твердой фазой получающейся суспензии. Кроме этого на поверхности мишени 2 наблюдается образование некоторого валика 5 из деформированного материала мишени, что весьма характерно при использовании мишеней из высокопластичных матералов, например серебра или химически нейтральной нержавеющей стали. В процессе обработки глубина каверны увеличивается и интенсивность торможения струи падает из-за того, что удар струи происходит о жидкость, заполняющую полость каверны, а не о твердую поверхность мишени. Это негативно сказывается на свойствах обрабатываемой жидкости, так как экспериментально было доказано снижение бактерицидного эффекта ультраструйной гидрообработки при торможении струи о жидкость не менее 10-12 раз по сравнению с ударом струи о твердотельную мишень. Оценку проводили путем анализа общего микробного числа обрабатываемой водопроводной воды (ОМЧ), которое изменилось в сравниваемых вариантах с 0-1 до 10-15 ед.
Таким образом, было показано, что снижение темпа торможения обрабатываемой жидкости из-за появления с течением времени на поверхности мишени гидрокаверны значительных размеров (hK>3-5 мм, фиг.1) приводит к существенному уменьшению степени активации, в частности стерильности, обработанной жидкости в том числе за счет уменьшения в образующейся суспензии концентрации твердых мелкоразмерных частиц материала мишени, изготовленной, например, из серебра, меди или цинка.
Для устранения вышеописанного принципиального недостатка ультрастуйной обработки жидкостей с целью их активации на практике осуществляется относительное перемещение струи жидкости 1 (фиг.2) по поверхности мишени 2 с некоторой скоростью подачи S (мм/мин) по заданной траектории движения. Однако с течением времени обработки по мере уменьшения из-за гидроэрозионного разрушения толщины мишени с H до h (H>h) образующиеся на поверхности мишени гидрокаверны 3 при последующих проходах (скрайбировании) струи 1 поверхности мишени 2 будут расположены достаточно близко друг от друга. Это приводит к тому, что в мелкодисперсных продуктах гидроэрозии материала мишени 4 будут появляться существенно более крупные частицы 6. Появление этих частиц обусловлено, как показано на фиг.2, зарождением, развитием и слиянием в деформированном струей 1 поверхностном слое 5 мишени 2 дефектов 7 в виде трещин. Наличие данных, достаточно крупных, частиц 6 сопровождается интенсивным разрушением мишени, потерей однородности, образующейся за счет размывания мишени суспензии и снижением ее потребительских свойств. Последнее обстоятельство связано с тем, что при прочих равных условиях у частиц большего диаметра меньше удельная поверхностная энергия, определяемая как отношение площади поверхности частицы к ее массе, т.е. при увеличении массы частиц снижается общая площадь контакта между твердой и жидкой фазами образующейся суспензии. А именно этот параметр существенно влияет на степень активности суспензий, их потребительские свойства, например способность оставаться однородными (гомогенными) в течение времени.
Таким образом, физически обусловленное на определенном этапе ультраструйной обработки жидкостей появление в получающейся активированной суспензии относительно крупных твердых частиц материала мишени, образующихся не по классическому механизму последовательного мелкодисперсного гидроразрушения поверхностного слоя материала мишени, приводит к более быстрому ее изнашиванию. Это обстоятельство требует более частой смены мишеней и сопровождается дополнительными затратами времени, т.е. потерей производительности обработки, а также увеличением себестоимости получаемой суспензии из-за повышенного расхода дорогостоящего материала мишени, например серебра, золота, монокристаллического кремния и т.д.
Кроме того, присутствующие в суспензии достаточно крупные частицы снижают ее качество и потребительские свойства, восстановление которых требует использования специальных мер, в частности дополнительной тонкой фильтрации, сепарирования и т.д.
Комплексным и эффективным способом устранения отмеченных недостатков известного способа обработки жидкостей является повышение и управление гидроэрозионной стойкостью поверхностного слоя материала мишени или ее всего объема за счет применения различных методов физико-механического воздействия. Причем это воздействие может осуществляться на материал мишени как до начала ее использования в технологическом процессе активирующей гидрообработки, так и непосредственно совмещаться с ней во времени.
Данное воздействие на мишень может быть непрерывным в течение всего времени обработки или осуществляться периодически. Например, после сканирования (скрайбирования) струей обрабатываемой жидкости всей, или части, рабочей поверхности мишени с целью восстановления ее требуемой гидроэрозионной стойкости. Причем это воздействие может иметь постоянные во времени параметры или изменяться по определенному закону, обеспечивающему оптимальную структуру материала мишени с точки зрения получения суспензии заданного качества и производительности процесса активации, обусловленной сочетанием ударно-динамического фактора обработки и насыщения жидкости частицами материала мишени.
Таким образом, осуществляя на исходный материал мишени определенное физико-механическое воздействие, энерговременные параметры которого обеспечивают заданную интенсивность его гидроэрозионного разрушения, возможно эффективное получение суспензий более высокого качества.
Характерным примером физико-механического воздействия на материал мишени является его пластическое деформирование. Как известно (см. на пример Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. - М: Машиностроение, 2004. - 288 с.), пластическое деформирование материала определенной величины приводит к увеличению его эксплуатационных характеристик: прочности, твердости и т.д., что в свою очередь сопровождается увеличением гидроэрозионной стойкости.
На фиг.3 изображена схема пластического деформирования материала мишени исходной (1) толщины Но до конечной (2) величины Hк, разность между которыми характеризует необходимую степень пластической деформации всего объема мишени, которая достигается до начала процесса получения суспензий. Причем направление действия на мишень силовых пластически деформирующих нагрузок F должна совпадать с направлением будущего действия струи жидкости при ее обработке, так как в противном случае наблюдается снижение гидроэрозионной стойкости материала мишени, величина которого может составлять 1-15%, что объясняется анизотропией свойств и пластического деформированного материала из-за образования в нем соответствующей текстуры.
Недостатком предварительного деформирования материала мишени является неоднородность ее свойств по всему объему, что обусловлено различиями в степени пластической деформации поверхностных и глубинных слоев материала мишени. Это приводит к неравномерности процесса послойного последовательного размывания (гидроэрозионного разрушения) поверхностного слоя материала мишени, т.е. некоторой нестабильности свойств получаемой суспензии. В связи с этим менее технологичным и технически более сложным, но существенно более эффективным по критерию качества получаемой продукции - активированной суспензии является локальное упрочнение только рабочей (размываемой) поверхности мишени в процессе обработки жидкости.
На фиг.4 изображена схема упрочнения поверхностного слоя материала мишени путем ее непрерывного пластического деформирования. Обозначения 1-5 полностью соответствуют обозначениям на фиг.1, иллюстрирующей процесс получения активированной материалом мишени суспензии.
Пластическое деформирование рабочей поверхности материала мишени 2, на которую действует струя 1, вызывающая отделение от нее твердых микрочастиц 4, образование гидрокаверны 3 и деформированной струей 1 поверхности 5, осуществляется вращающимся индентором в виде ролика 6. Качение ролика на поверхности мишени происходит без проскальзывания под действием сил трения, возникающих между ними из-за усилия прижима ролика FP. В результате действия этих сил происходит пластическое деформирование и упрочнение поверхности мишени 6, характеризуемое глубиной упрочненного слоя hy, твердость и прочность которого существенно выше исходных характеристик материала мишени. Основными регулируемыми параметрами, обеспечивающими оптимальную степень упрочнения поверхностного слоя материала мишени с максимальной гидроэрозионной стойкостью является сила прижима ролика 6 к поверхности мишени 2 - Fp и его радиус RP. Эти параметры определяют распределение контактных нагрузок, вызывающих упругопластические деформации в поверхностном слое материала мишени, а также топографию остаточных напряжений.
В общем случае скорость Sy перемещения по поверхности мишени 2 упрочняющего ролика 6 может быть не равна скорости Sc перемещения (подачи) струи 1. Например, при Sy>>Sc происходит многократное последовательное упрочнение поверхности до момента начала ее размывания струей путем сканирования по определенному закону поверхности мишени перед струей. Выполнение соотношения: Sy<<Sc означает, что степень однократного упрочнения поверхностного слоя материала мишени достаточна для многократного сканирования струей упрочненной поверхности мишени, т.е. глубина упрочнения hy больше величины образующейся гидрокаверны hh<hк=Ho-Hк (см. фиг.1 и фиг.4).
Помимо вращающегося ролика (фиг.4), обеспечивающего требуемое упрочнение поверхностного слоя материала мишени, можно использовать индентор 1 (фиг.5), скользящий по размываемой струей поверхности мишени 2. На индентор, имеющий сферическую рабочую поверхность радиусом RИ, действует сила прижима индентора к поверхности мишени Fи, что приводит к ее упрочнению на глубину hy.
Так как начальной стадией гидроэрозионного разрушения (размывания) поверхностного слоя материала мишени высоконапорной сверхскоростной струей является его пластическая деформация, приводящая к упрочнению исходного материала, которое по мере воздействия струи приводит к разупрочнению поверхностного слоя и отделению от него микрочастиц материала, то в качестве весьма эффективного и технологичного варианта упрочнения можно использовать саму гидрострую (фиг.6). В этом случае в роли твердотельного индентора, пластически деформирующего поверхностный слой мишени 2 на глубину hy, выступает гидроструя обрабатываемой жидкости. Однако ее рабочие характеристики и технологические параметры, в частности скорость движения струи (скорость натекания на мишень) Vc, скорость перемещения (подача) относительно поверхности мишени Sy, угол атаки струи α и т.д. должны быть отличными от режимов, на которых осуществляется основной процесс обработки жидкости и получение активированной суспензии. Например, при  должно выполняться соотношение Sy=KsSc, где Ks>1 - коэффициент, обеспечивающий только предварительное пластическое упрочнение поверхности мишени, не приводящее к ее разрушению. Или при Sy=Sc необходимо снизить рабочее давление в технологическом оборудовании и, следовательно, скорость упрочняющей поверхность струи до величины:
должно выполняться соотношение Sy=KsSc, где Ks>1 - коэффициент, обеспечивающий только предварительное пластическое упрочнение поверхности мишени, не приводящее к ее разрушению. Или при Sy=Sc необходимо снизить рабочее давление в технологическом оборудовании и, следовательно, скорость упрочняющей поверхность струи до величины:  где Kν<1 коэффициент, обеспечивающий требуемый для гидроструйного упрочнения поверхности мишени скоростной режим струи. Очевидно, что более технологичным следует считать первый вариант гидроструйного, предварительного упрочнения поверхности мишени (Sy=KSSc), так как изменение Vc в сторону к уменьшения негативно сказывается на эффективности ультраструйной активации в целом. При практической реализации вышеизложенного необходимо также учитывать резкое снижение концентрации активирующих суспензию микрочастиц мишени, так как в фазе ультраструйного упрочнения поверхности мишени их число крайне мало в составе обработанной жидкости. Причем эту жидкость затем можно дополнительно активировать путем насыщения (микролегирования) по основной схеме получения суспензий (см. фиг.1). Заметим, что рабочие характеристики процессов упрочнения и гидроэрозионного разрушения (гидродиспергирования) материала мишени могут изменяться во времени с целью создания благоприятных условий для отделения от поверхности мишени твердых микрочастиц с требуемыми параметрами и в заданном количестве, обеспечивающими наиболее высокое качество и потребительские свойства суспензий, полученных по рассматриваемой ультрастуйной технологии активации жидкостей. Данное обстоятельство представляется весьма важным резервом повышения эффективности предлагаемого способа получения активированных суспензий.
где Kν<1 коэффициент, обеспечивающий требуемый для гидроструйного упрочнения поверхности мишени скоростной режим струи. Очевидно, что более технологичным следует считать первый вариант гидроструйного, предварительного упрочнения поверхности мишени (Sy=KSSc), так как изменение Vc в сторону к уменьшения негативно сказывается на эффективности ультраструйной активации в целом. При практической реализации вышеизложенного необходимо также учитывать резкое снижение концентрации активирующих суспензию микрочастиц мишени, так как в фазе ультраструйного упрочнения поверхности мишени их число крайне мало в составе обработанной жидкости. Причем эту жидкость затем можно дополнительно активировать путем насыщения (микролегирования) по основной схеме получения суспензий (см. фиг.1). Заметим, что рабочие характеристики процессов упрочнения и гидроэрозионного разрушения (гидродиспергирования) материала мишени могут изменяться во времени с целью создания благоприятных условий для отделения от поверхности мишени твердых микрочастиц с требуемыми параметрами и в заданном количестве, обеспечивающими наиболее высокое качество и потребительские свойства суспензий, полученных по рассматриваемой ультрастуйной технологии активации жидкостей. Данное обстоятельство представляется весьма важным резервом повышения эффективности предлагаемого способа получения активированных суспензий.
Характерным примером, иллюстрирующим вышеизложенное, является использование вибраций, в частности ультразвуковых колебаний, налагаемых на зону обработки путем их подведения к твердотельному упрочняющему поверхность индентору (фиг.4 и фиг.5), индентору в виде струи жидкости (фиг.6) и/или к мишени (фиг.4-6). Положительный эффект от использования вибраций, в частности ультразвуковой частоты, в предлагаемом способе получения активированных суспензий обусловлен следующими обстоятельствами.
Процесс пластического деформирования материалов в условиях наложения на зону деформаций ультразвуковых колебаний протекает более равномерно при меньших значениях действующих нагрузок и на большую глубину, при прочих равных условиях.
Ультразвуковые колебания являются сами по себе фактором активации гидротехнологических сред, в частности положительно влияют на их биологические свойства, а также обладают бактерицидным эффектом (см. например Буря А.И., Кудина Е.В. Вода - свойства, проблемы и методы очистки. - Днепропетровск: Пороги, 2006. - 520 с.).
Дополнительные вибрации, в том числе ультразвуковой частоты, в зоне взаимодействия струи обрабатываемой жидкости с поверхностью мишени способствуют более равномерному гидродиспергированию поверхностного слоя мишени. Это происходит из-за снижения интенсивности процесса образования в нем ярко выраженной глубокой каверны, так как струя жидкости взаимодействует в единицу времени с поверхностью мишени большей площади под различными углами атаки.
В этом случае направление распространения колебаний должно быть перпендикулярно направлению (скорости) действия на мишень струи жидкости.
Если направление распространения колебаний в мишени параллельно вектору скорости струи жидкости, то процесс ее гидроэрозионного разрушения протекает более интенсивно из-за увеличения динамической составляющей давления торможения струи о преграду. Это позволяет уменьшить, при прочих равных условиях, рабочее давление струи, что благоприятно сказывается на технико-экономических показателях процесса ультраструйной обработки жидкостей в целом.
Очевидно, что наиболее результативно введение колебаний в зону обработки по двум взаимно перпендикулярным направлениям: параллельно и перпендикулярно вектору скорости струи. Таким образом, интенсификация динамических процессов в зоне обработки за счет наложения внешних возмущающих вибрационных воздействий приводит к синергетическому эффекту повышения качества и производительности ультраструйной технологии получения активированных микрочастицами материала мишени суспензий. Причем количество вариантов технической реализации вышеизложенного может быть весьма велико.
В качестве примера на фиг.7 изображена схема получения суспензий по заявленному способу путем использования трубчатой цилиндрической мишени. Струя обрабатываемой жидкости 1, имеющая скорость Vc, под оптимальным, с точки зрения эффективности гидродиспергирующего воздействия на поверхностный слой материала вращающейся мишени 2, углом атаки αc движется по ее поверхности. Причем  где
где  - проекция вектора скорости струи, действующей на поверхность мишени 2 в некоторой точке А на нормаль к этой точке поверхности - нормальная (радиальная) составляющая скорости струи Vc;
- проекция вектора скорости струи, действующей на поверхность мишени 2 в некоторой точке А на нормаль к этой точке поверхности - нормальная (радиальная) составляющая скорости струи Vc;  - тангенциальная составляющая скорости струи Vc, представляющая собой проекцию вектора Vc на касательную в этой точке; Vм=ωRм - окружная линейная скорость вращения мишени, имеющей радиус Rм и вращающейся с угловой скоростью ω·c-1 - составляющей VZ. Из-за относительной малости осевой проекции Vc на ось Z - составляющая скорости струи Vz (фиг.7) по сравнению с Vn и Vм, т.е. Vz<<Vn, Vz<< Vм, причем Vм может быть соизмерима с Vc(Vм~Vc), составляющей пренебрегаем и не учитываем при определении
- тангенциальная составляющая скорости струи Vc, представляющая собой проекцию вектора Vc на касательную в этой точке; Vм=ωRм - окружная линейная скорость вращения мишени, имеющей радиус Rм и вращающейся с угловой скоростью ω·c-1 - составляющей VZ. Из-за относительной малости осевой проекции Vc на ось Z - составляющая скорости струи Vz (фиг.7) по сравнению с Vn и Vм, т.е. Vz<<Vn, Vz<< Vм, причем Vм может быть соизмерима с Vc(Vм~Vc), составляющей пренебрегаем и не учитываем при определении  . В целях экономии расходуемого материала мишени 2 и обеспечения технологичности процедуры периодической замены мишеней они имеют трубчатую цилиндрическую или коническую форму внутренней поверхности и устанавливаются с небольшим натягом на цилиндрическую или коническую оправку 4.
. В целях экономии расходуемого материала мишени 2 и обеспечения технологичности процедуры периодической замены мишеней они имеют трубчатую цилиндрическую или коническую форму внутренней поверхности и устанавливаются с небольшим натягом на цилиндрическую или коническую оправку 4.
Пластическое деформирование поверхностного слоя материала мишени осуществляется путем его предварительной обработки струей жидкости 1 на соответствующих режимах, обеспечивающих заданную степень упрочнения рабочей поверхности мишени. Упрочнение может осуществляться с помощью твердотельного индентора, например ролика 3 (фиг.7), который с силой F(τ), в общем случае переменной во времени τ, прижимается и двигается по поверхности мишени с некоторой относительной скоростью подачи Sp. Ультразвуковые колебания (УЗК) налагаются на мишень в осевом направлении различными способами, например через оправку 4. Кроме этого они могут сообщаться струе жидкости 1 и/или налагаться на ролик 3 путем изменения силы прижима по закону: F(τ)=Fo+Fksinωkτ; где F(τ) - результирующая сила прижима ролика 3 к поверхности мишени 2; Fо=const - постоянная составляющая силы F(τ), не изменяющаяся во время обработки; Fk - амплитудное значение ультразвуковых колебаний с круговой частотой ωк силы прижима ролика, причем обычно Fo>>Fк.
Сочетанием скоростей передач струи Sc(τ) и ролика Sp(τ) обеспечивается заданный режим обработки жидкости путем воздействия на упрочненную мишень ее высокоскоростной струи и получения активированной суспензии.
На фиг.8 изображен пример реализации способа с использованием дискообразной мишени и твердотельного невращающегося, упрочняющего ее поверхность, индентора. Струя обрабатываемой жидкости 1 под оптимальным углом атаки действует на поверхность быстровращающейся мишени 2 упрочняемой индентором 3 и закрепленной на оправке 4. К оправке 4 и мишени 2 подводятся ультразвуковые колебания 5 параллельно оси их вращения. Струя со скоростью подачи Sc(τ) и индентор со скоростью подачи Sи(τ) возвратно-поступательно перемещаются по поверхности в радиальном направлении мишени таким образом, чтобы струя 1 воздействовала на уже упрочненный индентором 3 поверхностный слой мишени 2. Тем самым обеспечивается непрерывность процесса упрочнения поверхности мишени и обработки жидкости, т.е. получение активированной микрочастицами материала мишени суспензии.
Одним из важных упрочняющих факторов при пластическом деформировании поверхностного слоя различных материалов является возникновение в нем остаточных напряжений сжатия. Эти напряжения повышают усталостную прочность материала, снижают интенсивность его износа при трении, повышают другие эксплуатационные параметры поверхностного слоя, так как они препятствуют развития микродефектов в виде трещин.
В связи с этим в качестве физико-механического воздействия, повышающего гидроэрозионную стойкость материала мишени, реально использовать его механическое сжатие, например, за счет приложения внешних силовых нагрузок. Сжимающие механические напряжения в поверхностном слое снижают интенсивность развития микродефектов в зоне удара высоконапорной струи обрабатываемой жидкости и, как следствие, затормозят процессы зарождения, слияния и роста микро- и макротрещин, т.е. приведут к увеличению гидроэрозионной стойкости мишени. Количественная оценка роли сжимающих напряжений в кинетике развития дефектов может быть описана в рамках известных положений механики разрушения (см., например, Черепанов Г.П. Механика хрупкого разрушения. - М.: Наука, 1974. - 640 с.).
В качестве примера на фиг.9 представлена схема реализации напряженно-деформированного состояния мишени в условиях двухосного сжатия. Исходная мишень 2, изготовленная из материала активирующего струю 1 обрабатываемой жидкости со значительным натягом, полученным, например, термическим способом, помещается внутри силовой толстостенной обоймы 3. Со стороны обоймы 3 на мишень 2 действуют значительные сжимающие напряжения σсж≤σт, где σт - предел текучести материала мишени. Эти напряжения препятствуют интенсивному развитию микротрещин в поверхностном слое материала мишени и тем самым обеспечивают его более высокую, при прочих равных условиях, гидроэрозионную стойкость. Причем действие сжимающих напряжений в поверхностном слое материала мишени за счет приложения внешних силовых нагрузок может сочетаться с рассмотренным выше его упрочняющим пластическим деформированием.
В качестве примера физико-технологического воздействия, снижающего пластичность материала мишени со способствующего получению более однородных суспензий (фиг.2), может выступать понижение его температуры, данное захолаживание материала мишени в зоне обработки достигается путем охлаждения обрабатываемой жидкости до температуры, близкой к температуре ее кристаллизации и/или самой мишени.
Схематично распределение геометрических параметров продуктов гидроэрозионного разрушения материала мишени изображено на фиг.10. Кривая 1 описывает зависимость относительного числа  частиц материала мишени в полученной суспензии от их среднего диаметра dч при первом проходе струи обрабатываемой жидкости по поверхности новой мишени. На графике принято: Ni=Ni/Nобщ, где
частиц материала мишени в полученной суспензии от их среднего диаметра dч при первом проходе струи обрабатываемой жидкости по поверхности новой мишени. На графике принято: Ni=Ni/Nобщ, где  - абсолютное число частиц данного i-ого среднего диаметра
- абсолютное число частиц данного i-ого среднего диаметра 
 - общее число частиц материала мишени, зафиксированных в единице объема суспензии, например в 1/мл; n - число интервалов разбиения наблюдаемых частиц по размерам. Кривая 2 (фиг.10) характеризует распределение твердых частиц по размерам в суспензии при проходе струи обрабатываемой жидкости по поверхности мишени, уже подвергнутой неоднократному действию на предшествующих проходах. Отличительной особенностью данной кривой является наличие зоны «А» - аномального увеличения количества относительно крупных твердых частиц материала мишени, отделившихся от ее поверхности в зоне обработки, согласно механизму, представленному на фиг.2. Именно наличие этой зоны на кривой 2 объясняет повышенный гидроэрозионный износ материала мишени и появление в суспензии значительной твердофазной фракции относительно крупной дисперсности.
- общее число частиц материала мишени, зафиксированных в единице объема суспензии, например в 1/мл; n - число интервалов разбиения наблюдаемых частиц по размерам. Кривая 2 (фиг.10) характеризует распределение твердых частиц по размерам в суспензии при проходе струи обрабатываемой жидкости по поверхности мишени, уже подвергнутой неоднократному действию на предшествующих проходах. Отличительной особенностью данной кривой является наличие зоны «А» - аномального увеличения количества относительно крупных твердых частиц материала мишени, отделившихся от ее поверхности в зоне обработки, согласно механизму, представленному на фиг.2. Именно наличие этой зоны на кривой 2 объясняет повышенный гидроэрозионный износ материала мишени и появление в суспензии значительной твердофазной фракции относительно крупной дисперсности.
Кривая 3 на фиг.10 характеризует процесс мелкодисперсного гидроразрушения поверхностного слоя материала мишени, подвергнутого упрочняющему воздействию, например выглаживанию алмазным индентором. Особенностью данной кривой является однородность масс-геометрических параметров малоразмерных, отделившихся от поверхности мишени частиц, в результате ее гидроэрозионного разрушения под действием высоконапорной струи обрабатываемой жидкости. В этом случае имеет место менее интенсивное, по сравнению с кривой 2, гидроэрозионное изнашивание материала мишени и более мелкодисперсный состав получаемой суспензии, т.е. ее более высокое качество.
Таким образом, в результате целенаправленного физико-механического технологического воздействия или комбинаций этих воздействий на материал мишени обеспечивается повышение его эксплуатационно-функциональных параметров, в первую очередь увеличение гидроэрозионной стойкости и равномерность процесса гидродиспергирования поверхностного слоя. Это положительно влияет на технико-экономические показатели ультраструйной технологии получения суспензий и их потребительские свойства.
Пример реализации способа
Эффективность заявляемого способа получения суспензий апробировалась на примере обеззараживания воды из Московского водопровода. Известно, что ряд металлов, например серебро, медь и золото, обладают бактерицидными свойствами и при длительном контактировании с ними воды происходит ее обеззараживание (см., например, Буря А.И., Кудина Е.Ф. Вода - свойства и методы очистки. - Днепропертровск: Пороги, 2006. - 520 с.).
Для повышения бактерицидного эффекта ультраструиной обработки жидкостей, в частности воды в известном способе (см. Патент RU 2031847), ее обеззараживание обеспечивалось путем интенсивного удара высоконапорной гидроструи о мишень, изготовленную из различных материалов, в частности из серебра, химической чистоты 99,99%.
Эксперименты показали, что при использовании мишени из серебра и рабочем давлении истечении струи по рассматриваемому способу Р=85 МПа происходит полная стерилизация (обеззараживание) водопроводной воды, которая оценивалась по значению общего микробного числа (ОМЧ=0). Такой же эффект полной стерилизации (ОМЧ=0) при использовании мишени из твердого сплава марки ВК-8 достигался при существенно большем рабочем давлении истечения струи: Р=350 МПа. Таким образом, было установлено существенное влияние материала мишени на бактерицидный эффект ультраструйной обработки жидкостей, в частности воды.
Однако вышеперечисленные бактерицидные металлы, в частности химически чистое серебро, весьма пластичны. Поэтому в месте удара струи (фиг.1) наблюдается пластическое оттеснение материала мишени из зоны обработки и образование значительной гидрокаверны, отрицательно влияющей на эффективность активации жидкостей, в частности воды, а также на параметры ее качества, например степень стерильности, оцениваемую по величине ОМЧ.
В связи с этим возникает функциональная необходимость в перемещении (сканировании) струей обрабатываемой по рассматриваемому способу воды поверхности мишени. При неоднократном повторении данной процедуры по определенной траектории сканирования (скрайбирования) наблюдается отделение от поверхности мишени достаточно крупных фрагментов (фиг.2), что резко увеличивает расход дорогостоящего материала мишени и требует достаточно частой замены мишеней. Кроме того, эти относительно крупные частицы со средним диаметром ~10-100 мкм менее эффективны как бактерицидные агенты по сравнению с частицами более мелкой дисперсности (1-10 мкм), при прочих равных условиях, например при одинаковой массе разрушенного струей материала мишени. Данное обстоятельство связано с тем, что суммарная площадь контакта более мелких частиц с жидкой фазой суспензии существенно выше, чем у более крупных при условии равенства их суммарных масс.
Таким образом, более мелкоразмерное диспергирование материала поверхностного слоя материала мишени обеспечивает получение суспензии с более высокими показателями качества.
Для реализации процесса более мелкодисперсного фракционирования поверхностного слоя материала мишени из серебра и обеспечения его более высокой гидроэрозионной стойкости согласно заявляемому способу получения суспензий поверхность мишени до начала технологической процедуры обработки воды подвергалась предварительному упрочняющему пластическому деформированию (ППД). ППД осуществлялось твердотельным индентором с закаленной (HRCЭ=55-60) сферической рабочей частью диаметром dи=10 мм, изготовленной из износостойкой стали марки ШХ-15. Сила прижима индентора к поверхности мишени их серебра при ППД составляла F=30H, что обеспечивало необходимую (~25%) степень упрочнения и наклепа поверхностного слоя мишени на глубину hy~0,3 мм. Затем после ППД мишень из серебра использовалась для ультраструйной обработки воды и получения активированной серебром суспензии. Степень активации, как и ранее оценивалась по ОМЧ конечного продукта - суспензии с микрочастицами серебра. Интенсивность процесса гидроэрозионного разрушения поверхности оценивалась по геометрическим параметрам трека (следа) от струи на обрабатываемой поверхности мишени с помощью оптического микроскопа. Он также использовался для определения масс-геометрических параметров частиц, их распределения по размерам, что достигалось путем фильтрации полученной суспензии и последующего оптического анализа фильтрата. Анализ полученных экспериментальных данных позволяет сделать следующие основные выводы.
ППД увеличивает гидроэрозионную стойкость мишени из серебра в среднем на 25-30% по сравнению с мишенью, не подвергнутой данному виду упрочнения. Это положительно влияет на себестоимость и производительность заявляемого способа получения суспензий по сравнению с аналогом.
ППД способствует процессу более мелкого и однородного микродиспергирования поверхностного слоя (в 1,5-2,5 раза) мишени из серебра. Это положительно влияет на качество полученной суспензии и технико-экономические показатели процесса ее изготовления, так как полная стерильность конечного продукта достигается при меньшем (на 15-20%) рабочем давлении обрабатываемой воды.
Таким образом, упрочняющее физико-механическое воздействие на поверхностный слой материала мишени из пластичных материалов, в частности путем ППД, обеспечивает комплексное повышение технико-экономических и качественных параметров, характеризующих данную гидроструйную технологию обработки жидкостей, например воды, и получения активированных ультрамелкодисперсных суспензий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ УЛЬТРАСТРУЙНО-ЭМИССИОННОЙ ДИАГНОСТИКИ КАЧЕСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2698485C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2019 |
|
RU2718631C1 |
| Способ диагностики состояния поверхностного слоя твердотельной мишени под действием внешних нагрузок | 2022 |
|
RU2796454C1 |
| СПОСОБ ОБРАБОТКИ НЕОДНОРОДНЫХ ГИДРОСРЕД (ЖИДКОСТЕЙ) | 2020 |
|
RU2767096C2 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НАНОСТРУКТУРИРОВАНИЕМ | 2010 |
|
RU2443537C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СУСПЕНЗИЙ | 2006 |
|
RU2397012C2 |
| Способ ультразвуковой упрочняющей обработки деталей из низкоуглеродистой конструкционной стали | 2022 |
|
RU2800481C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ОТРАБОТКИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2806241C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2016 |
|
RU2643289C2 |
Изобретение относится к способу получения суспензий путем насыщения жидкости малоразмерными твердыми частицами и может быть использовано в медицине, фармакологии, косметологии, биотехнологиях, пищевой промышленности, для водоподготовки, в промышленной экологии и сельском хозяйстве. Способ включает сжатие жидкости с последующим ее вытеснением через сопло и торможением образующейся струи жидкости о гидроразрушаемую мишень. Поверхностный слой или весь объем материала мишени до или во время указанного торможения струи жидкости подвергают упрочняющему физико-механическому воздействию для повышения его гидроэрозионной стойкости. Технический результат состоит в повышении производительности способа и получении ультрамелкодисперсных суспензий. 14 з.п. ф-лы, 10 ил.
1. Способ получения суспензий, включающий сжатие жидкости с последующим ее вытеснением через сопло и торможением образующейся струи жидкости о гидроразрушаемую мишень, отличающийся тем, что поверхностный слой или весь объем материала мишени до или во время указанного торможения струи жидкости подвергают упрочняющему физико-механическому воздействию для повышения его гидроэрозионной стойкости.
2. Способ по п.1, отличающийся тем, что указанное упрочняющее физико-механическое воздействие на материал мишени осуществляют непрерывно или периодически.
3. Способ по п.1, отличающийся тем, что степень указанного упрочняющего физико-механическое воздействия на материал мишени поддерживают постоянной в течение времени воздействия.
4. Способ по п.1, отличающийся тем, что степень указанного упрочняющего физико-механическое воздействия на материал мишени в течение времени обработки жидкости изменяют.
5. Способ по п.1, отличающийся тем, что в качестве указанного упрочняющего физико-механического воздействия используют упрочняющее пластическое деформирование материала мишени.
6. Способ по п.5, отличающийся тем, что упрочняющее пластическое деформирование материала мишени осуществляют твердотельным индентором.
7. Способ по п.5, отличающийся тем, что упрочняющее пластическое деформирование материала мишени осуществляют струей воздействующей на мишень жидкости.
8. Способ по п.5, отличающийся тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют во время воздействия.
9. Способ по п.8, отличающийся тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют по гармоническому закону.
10. Способ по п.9, отличающийся тем, что технологические параметры упрочняющего пластического деформирования материала мишени изменяют с частотой ультразвуковых колебаний.
11. Способ по п.10, отличающийся тем, что указанные изменения технологических параметров с частотой ультразвуковых колебаний осуществляют путем налагания ультразвуковых колебаний к индентору, обеспечивающему процесс упрочняющего пластического деформирования материала мишени, или к самой мишени.
12. Способ по п.11, отличающийся тем, что направление распространения указанных ультразвуковых колебаний параллельно вектору скорости струи жидкости.
13. Способ по п.11, отличающийся тем, что направление распространения указанных ультразвуковых колебаний перпендикулярно вектору скорости струи жидкости.
14. Способ по п.1, отличающийся тем, что в качестве физико-механического воздействия используют механическое сжатие материала мишени.
15. Способ по п.1, отличающийся тем, что в качестве физико-механического воздействия используют охлаждение материала мишени.
| СПОСОБ ОБРАБОТКИ ВОДЫ | 1990 |
|
RU2031847C1 |
| СПОСОБ РАСТВОРЕНИЯ СОЛЕЙ И РУДНЫХ МИНЕРАЛОВ | 1990 |
|
SU1729025A1 |
| УСТАНОВКА ДЛЯ РАСТВОРЕНИЯ ХИМИКАТОВ | 0 |
|
SU184813A1 |
| JP 59142890 A, 16.08.1984 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

