Изобретение относится к оборудованию для сварки с подогревом, в частности к установкам для диффузионной сварки полупроводников с диэлектриками, и может быть использовано в радиотехнической, электронной и приборостроительной промышленности.
Известна установка для диффузионной сварки, содержащая термошкаф с рабочим столом, токоведущие шины, изоляторы, пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней, верхней и средней токопроводящих плит, токопроводящие и изолированые болты, сжимающие плиты, причем в среднюю токопроводящую плиту встроен двусторонний нагреватель [1].
Наиболее близким по технической сущности к изобретению является установка для диффузионной сварки, снабженная дополнительным нагревателем, размещенным в центре зоны расположения узлов-заготовок, и дополнительным регулируемым источником питания. На нижней токопроводящей плите пакетного устройства установлены вставки и выполнено сквозное отверстие, в котором закреплена термопара. Боковая поверхность дополнительного нагревателя выполнена в виде рефлектора, концентрирующего тепловое воздействие в зоне расположения узлов-заготовок. Вставки выполнены из меди с антиоксидным покрытием хром-никель. Регулирование величины нагрева осуществляется дополнительным источником питания в соответствии с показаниями термопары [2].
Общим недостатком аналога и прототипа является невозможность достижения степени вакуума в вакуумированной полости между узлами-заготовками выше, чем 1·10-2 мм рт.ст. вследствие сопровождающего процесс диффузионной сварки поджатия полированных поверхностей узлов-заготовок в местах их соприкосновения, способствующего образованию вакуумплотного барьера, не позволяющего обеспечить требуемую степень вакуума, и ограничивающего качество сборки.
В процессе диффузионной сварки в вакууме, когда происходит откачка газовой среды из камеры нагрева, экспериментальным путем установлено, что после достижения в вакуумированной полости между узлами-заготовками давления 1·10-2 мм рт.ст., уменьшение значения давления в камере нагрева до 1·10-8 мм рт.ст. и увеличение времени выдержки узлов-заготовок в ней, по крайней мере, до 4 часов, не приводит к изменению давления внутри вакуумированной полости между узлами-заготовками.
Образование вакуумплотного барьера объясняется уменьшением зазора между узлами-заготовками до значения, когда размер молекул газовой среды в вакуумированной полости между узлами-заготовками становится больше, чем зазор. В этом случае давление в вакуумированной полости между узлами-заготовками определяется оставшимися молекулами газовой среды. Как уже сказано выше, при откачке воздуха это значение составляет 1·10-2 мм рт.ст. В процессе последующей диффузионной сварки, проводящейся при нагреве и механическом поджатии деталей, подключении к ним электрического потенциала 300…1000 В [3, 4], между узлами-заготовками образуются связь типа ковалентной с энергией от 500 до 5000 кДж/моль, сохраняющая давление в вакуумированной полости между узлами-заготовками не ниже 1·10-2 мм рт.ст., что является неприемлемым для многих практических применений, например создания преобразователей давления на диапазоны измерения менее 1·10-2 мм рт.ст., а также создания преобразователей с температурным диапазоном от минус 100 до 600°С (при повышении температуры наличие остаточных молекул газовой среды, из-за ее температурного расширения в вакуумированной полости между узлами-заготовками, вызовет прогиб мембраны со стороны, обратной измеряемому давлению, а значит и воздействие на измерительную схему, что привнесет дополнительную погрешность).
Изобретение направлено на повышение качества соединяемых деталей за счет обеспечения требуемой степени вакуума.
Согласно изобретению установка для диффузионной сварки, содержащая камеру нагрева, нагреватели, токоведущие шины, изоляторы и пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней и верхней токопроводящих плит, дополнительно снабжена биметаллической пластиной, закрепленной в камере нагрева и выполненной из материалов с различными температурными коэффициентами линейного расширения, и металлической вставкой, один конец которой соединен с биметаллической пластиной, а другой конец расположен между узлами-заготовками.
Введение биметаллической пластины, закрепленной в камере нагрева и выполненной из материалов с различными температурными коэффициентами линейного расширения, и металлической вставки, один конец которой соединен с биметаллической пластиной, а другой конец расположен между узлами-заготовками, позволяет путем исключения вакуумплотного барьера достичь в вакуумированной полости между узлами-заготовками необходимой степени вакуума, равной ее значению в камере нагрева. В процессе диффузионной сварки, заключающемся в создании вакуума в камере нагрева, нагреве внутреннего пространства камеры нагрева до температуры t1, биметаллическая пластина изменяет свою конфигурацию, принимая форму дуги окружности, и металлическая вставка, закрепленная одним концом с биметаллической пластиной, выходит из контакта между узлами-заготовками, и способствует закрытию зазора между ними. В дальнейшем, в процессе продолжающейся диффузионной сварки, благодаря повышению температуры до t2 и прикладываемому определенному электрическому потенциалу, происходит механическое поджатие узлов-заготовок, с образованием между ними связи типа ковалентной с высокой энергией соединения.
На фиг.1 изображена установка для диффузионной сварки.
На фиг.2 изображена установка для диффузионной сварки в процессе работы.
Установка состоит из камеры нагрева (1), нагревателей (2), токоведущих шин (3), изоляторов (4) и пакетного устройства, состоящего из системы сжатия узлов-заготовок (5), включающей основание (6) и подвижные опоры (7), нижней (8) и верхней (9) токопроводящих плит. Установка дополнительно снабжена биметаллической пластиной (11), закрепленной в камере нагрева и выполненной из материалов с различными температурными коэффициентами линейного расширения, и металлической вставкой (10), один конец которой соединен с биметаллической пластиной, а другой конец расположен между узлами-заготовками.
Принцип работы установки заключается в следующем.
На монтажном столе вне установки с помощью центрирующих приспособлений собираются соединяемые узлы-заготовки (5), устанавливаются в пакетное устройство, которое расположено в камере нагрева (1) так, чтобы один из концов металлической вставки (10) был расположен между узлами-заготовками (5). В то время как другой конец соединен с биметаллической пластиной (11), закрепленной в камере нагрева (1). Затем проводят процесс диффузионной сварки узлов-заготовок (5), заключающийся в создании вакуума в камере нагрева, нагреве внутреннего пространства камеры нагрева до температуры t1. Биметаллическая пластина изменяет свою конфигурацию, принимая форму дуги окружности, и металлическая вставка, закрепленная одним концом с биметаллической пластиной, выходит из контакта между узлами-заготовками, и способствует закрытию зазора между ними. В дальнейшем, в процессе продолжающейся диффузионной сварки, благодаря повышению температуры до t2 и прикладываемому определенному электрическому потенциалу, происходит механическое поджатие узлов-заготовок, с образованием между ними связи типа ковалентной с высокой энергией соединения.
Таким образом, дополнительное введение в конструкцию биметаллической пластины, закрепленной в камере нагрева и выполненной из материалов с различными температурными коэффициентами линейного расширения, и металлической вставки, один конец которой соединен с биметаллической пластиной, а другой конец расположен между узлами-заготовками, позволяет путем исключения вакуумплотного барьера достичь в вакуумированной полости между узлами-заготовками необходимой степени вакуума, равной ее значению в камере нагрева.
Технико-экономическим преимуществом предлагаемого изобретения по сравнению с известными является повышение качества соединяемых деталей за счет обеспечения требуемой степени вакуума.
Источники информации
1. Патент RU 2111577.
2. Патент RU 2184406.
3. Патент US 3397278.
4. Н.Н.Хоменко и др. Техника и технология сварки в электрическом поле крупногабаритных стеклокремниевых узлов-заготовок. / Приборы и системы управления. - 1992. - C.41-43.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2001 |
|
RU2184406C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1996 |
|
RU2111577C1 |
| Установка для диффузионной сварки | 2023 |
|
RU2809742C1 |
| ТЕРМИЧЕСКАЯ ПЕЧЬ | 2015 |
|
RU2604083C1 |
| КАМЕРА ТЕРМИЧЕСКОЙ ПЕЧИ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2604078C1 |
| ВЫСОКОВОЛЬТНЫЙ ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2011 |
|
RU2474905C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| Способ изготовления вакуумплотного электрического ввода | 1974 |
|
SU545012A1 |
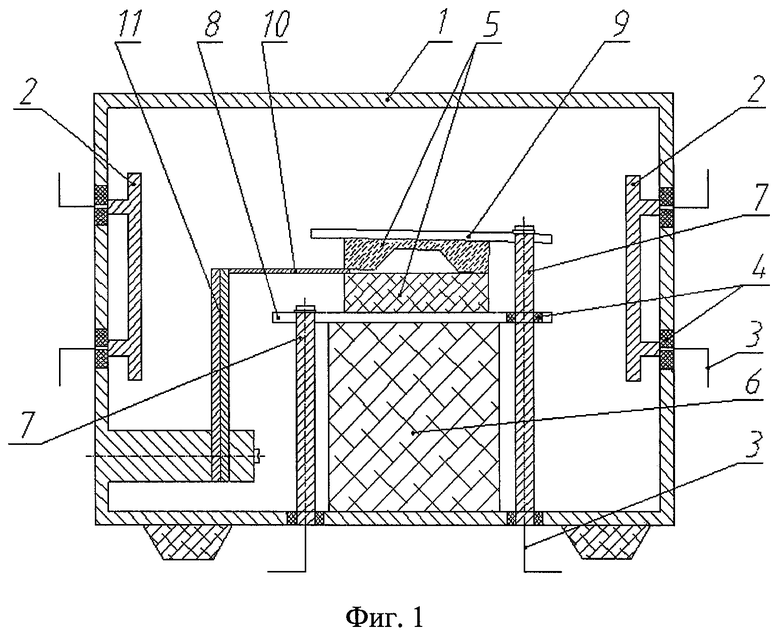
Изобретение относится к оборудованию для сварки с подогревом, в частности к установкам для диффузионной сварки полупроводников с диэлектриками, и может быть использовано в радиотехнической, электронной и приборостроительной промышленности. Установка содержит камеру нагрева (1), нагреватели (2), токоведущие шины (3), изоляторы (4) и пакетное устройство, состоящее из системы сжатия узлов-заготовок (5), нижней (8) и верхней (9) токопроводящих плит. Биметаллическая пластина (11) закреплена в камере нагрева (1) и выполнена из материалов с различными температурными коэффициентами линейного расширения. Один конец металлической вставки (10) соединен с биметаллической пластиной (11), а другой ее конец расположен между узлами-заготовками (5). Изобретение направлено на повышение качества соединяемых деталей за счет обеспечения требуемой степени вакуума. 2 ил.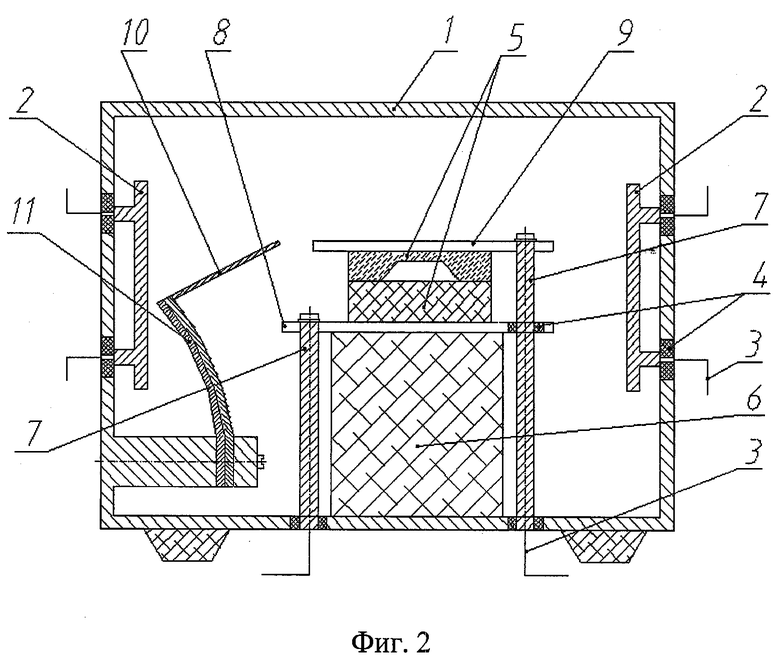
Установка для диффузионной сварки, содержащая камеру нагрева, нагреватели, токоведущие шины, изоляторы и пакетное устройство, состоящее из системы сжатия узлов-заготовок, нижней и верхней токопроводящих плит, отличающаяся тем, что она снабжена биметаллической пластиной, закрепленной в камере нагрева и выполненной из материалов с различными температурными коэффициентами линейного расширения, и металлической вставкой, один конец которой соединен с биметаллической пластиной, а другой конец расположен между узлами-заготовками.
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2001 |
|
RU2184406C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| JP 2006181641 A, 13.07.2006 | |||
| JP 2002103059 A, 09.04.2002. | |||

