Изобретение относится к оборудованию для сварки с подогревом, в частности к установкам для диффузионной сварки полупроводников с диэлектриками, и может быть использовано в радиотехнической, электронной и приборостроительной промышленности.
Известна установка для диффузионной сварки, содержащая пакетное устройство, состоящее из верхней плиты с системой нажимных токопроводящих штоков, средней центрирующей плиты с контактной защелкой, нижней плиты с посадочными местами для каждого соединяемого узла датчика, изоляторы, токоведущие шины, камеру нагрева с рабочим столом [1].
Недостатками данного технического решения является неэкономичность в использовании тепла, выделяемого нагревателями камеры, длительный процесс нагрева, трудность поддержания заданного температурного режима соединения из-за неравномерного прогрева массивного пакетного устройства.
Наиболее близким по технической сущности решением является установка для диффузионной сварки, содержащая термошкаф с рабочим столом, токоведущие шины, изоляторы, пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней, верхней и средней токопроводящих плит, токопроводящие и изолированные болты, сжимающие плиты, причем в среднюю токопроводящую плиту встроен двусторонний нагреватель [2].
Недостатками данного технического решения является длительный процесс нагрева встроенным нагревателем, трудность поддержания заданного температурного режима соединения из-за неравномерного прогрева массивного пакетного устройства.
Применение в обоих известных случаях более мощных нагревателей затрудняет поддержание температуры в заданных пределах и увеличивает расход электрической энергии.
Задача изобретения - повышение качества соединяемых деталей за счет более точного поддержания рабочей температуры.
Согласно изобретению установка для диффузионной сварки, содержащая камеру нагрева, нагреватели, термопару, токоведущие шины, изоляторы, пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней и верхней токопроводящих плит, снабжена дополнительным нагревателем, размещенным в центре зоны расположения узлов-заготовок, и дополнительным регулируемым источником питания для обеспечения нагрева и поддержания заданной температуры, при этом на нижней токопроводящей плите пакетного устройства установлены вставки, изготовленные из материала с высокой теплопроводностью, и выполнено сквозное отверстие, в котором закреплена термопара, чувствительный элемент которой расположен под нижним торцом одного из узлов-заготовок, опирающегося на вставки.
Боковая поверхность дополнительного нагревателя выполнена в виде рефлектора, концентрирующего тепловое воздействие в зоне расположения узлов-заготовок.
Введение дополнительного нагревателя, встроенного в центр зоны расположения узлов-заготовок, позволит, используя комбинированный нагрев, поддерживать заданный температурный режим соединения. На первом этапе пакетное устройство с зажатыми в нем соединяемыми элементами нагревается одновременно нагревателями камеры и дополнительным нагревателем, расположенным в центре зоны расположения узлов-заготовок. При достижении заданной температуры, близкой к температуре соединения, автоматизированный блок управления отключает нагреватели камеры либо переключает их на работу в теплопониженном режиме. Дальнейший нагрев и поддержание температуры соединения осуществляются дополнительным нагревателем. Автоматизированный блок управления плавно регулирует температуру и обеспечивает подачу высокого напряжения на соединяемые элементы в течение заданного времени.
Введение в пакетное устройство вставок из материала с высокой теплопроводностью (например, медь с антиоксидным покрытием хром-никель) обеспечивает подачу тепла и соединяющего напряжения непосредственно на соединяемые элементы, устойчивое и длительное поддержание заданного значения температуры соединяемых элементов.
Регулирование величины нагрева осуществляется дополнительным источником питания в соответствии с показаниями термопары.
Предлагаемая установка позволяет повысить качество соединяемых элементов и снизить энергозатраты.
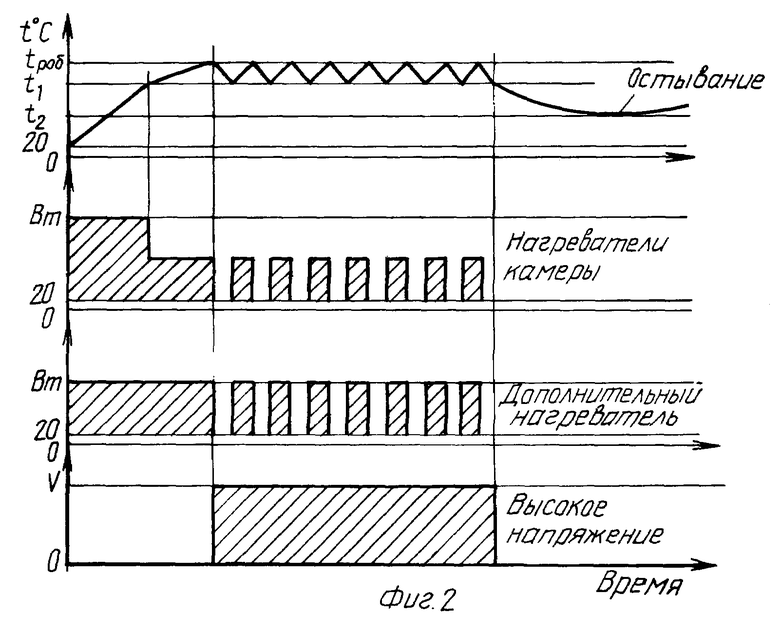
На фиг. 1 дана схема установки для диффузионной сварки; на фиг. 2 - циклограмма работы установки.
Установка для диффузионной сварки состоит из камеры нагрева 1, нагревателей камеры 2, токоведущих шин нагревателей 3, токоведущих шин высоковольтных 4, изоляторов 5 и пакетного устройства, состоящего из нижней 6 и верхней 7 токопроводящих плит с системами сжатия узлов-заготовок 8. В нижнюю токопроводящую плиту установлены теплопроводные вставки 9. Установка снабжена термопарами 10 и автоматизированным блоком управления 11, имеющим регулятор нагрева 12, реле времени 13, источник высокого напряжения 14. В центре зоны расположения узлов-заготовок установлен дополнительный нагреватель 15. При необходимости камера нагрева 1 помещается в вакуумную камеру 16.
Установка работает следующим образом. На монтажном столе вне установки с помощью центрирующих приспособлений собираются соединяемые узлы-заготовки 8, устанавливаются в пакетное устройство, которое расположено в камере нагрева 1, так, чтобы токоведущие шины 3 и 4 вошли в контакт с защелками пакетного устройства. Блок управления 11 включает нагреватели камеры 2 и дополнительный нагреватель 15. При достижении температуры t1, см.фиг.2, отключаются нагреватели камеры 2 либо переключаются на работу в телопониженном режиме в зависимости от массы соединяемых узлов-заготовок. Дальнейший нагрев идет за счет большей теплоемкости вставок и встроенного дополнительного нагревателя 15. При достижении рабочей температуры tpaб включается реле времени 13 и на соединяемые узлы-заготовки 8 через токоведущие шины 4, защелки и токоведущие плиты 6 и 7 пакетного устройства, теплопроводные вставки 9 подается соединяющее напряжение от источника высокого напряжения 14. Поддержание рабочей температуры tpa6 осуществляется регулятором нагрева 12 путем включения-выключения нагревателя 15. По истечении заданного времени реле времени 13 отключает нагреватель 15. При охлаждении до температуры t2 отключается источник высокого напряжения 14. Установку охлаждают и вынимают центрирующие приспособления с соединенными узлами-заготовками. Блок управления обеспечивает стабилизацию соединяющего напряжения по току и напряжению, имеет защиту от пробоя и устройство для смены полярности соединяющего напряжения.
Использование предлагаемой установки позволит обеспечить подачу тепла и соединяющего напряжения непосредственно на соединяемые элементы, повысить качество соединяемых деталей за счет более точного поддержания температуры соединения в более узком диапазоне температур, а также снизить энергозатраты.
Источники информации
1. SU, авторское свидетельство 1391839, А1, В 23 К 20/26, 30.04.88, БИ 16.
2. RU, патент 2111577, C1 H 01 L 21/324, 20.02.98, БИ 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2009 |
|
RU2397053C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1996 |
|
RU2111577C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
| Установка для диффузионной сварки | 1986 |
|
SU1391839A1 |
| Установка для диффузионной сварки | 2023 |
|
RU2809742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКОГО ИНЕРЦИАЛЬНОГО ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ЕМКОСТНОГО ТИПА | 2001 |
|
RU2207658C2 |
| ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1987 |
|
RU2028586C1 |
| КАМЕРА ТЕРМИЧЕСКОЙ ПЕЧИ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2604078C1 |
| АМПЛИТУДНО-ФАЗОВЫЙ ТРАНСФОРМАТОРНЫЙ ДАТЧИК ПЕРЕМЕЩЕНИЙ С ФАЗОВЫМ ВЫХОДОМ | 2001 |
|
RU2208762C1 |
| ТЕРМИЧЕСКАЯ ПЕЧЬ | 2015 |
|
RU2604083C1 |
Изобретение относится к оборудованию для сварки с подогревом и может быть использовано в радиотехнической, электронной и приборостроительной промышленности. Уст ановка снабжена дополнительным нагревателем, размещенным в центре зоны расположения узлов-заготовок, и дополнительным регулируемым источником питания. На нижней токопроводящей плите пакетного устройства установлены вставки и выполнено сквозное отверстие, в котором закреплена термопара. Боковая поверхность дополнительного нагревателя выполнена в виде рефлектора, концентрирующего тепловое воздействие в зоне расположения узлов-заготовок. Вставки выполнены из меди с антиоксидным покрытием хром-никель. Регулирование величины нагрева осуществляется дополнительным источником питания в соответствии с показаниями термопары. Такое выполнение установки позволяет подавать тепло и соединяющее напряжение непосредственно на соединяемые элементы. 3 з.п. ф-лы, 2 ил.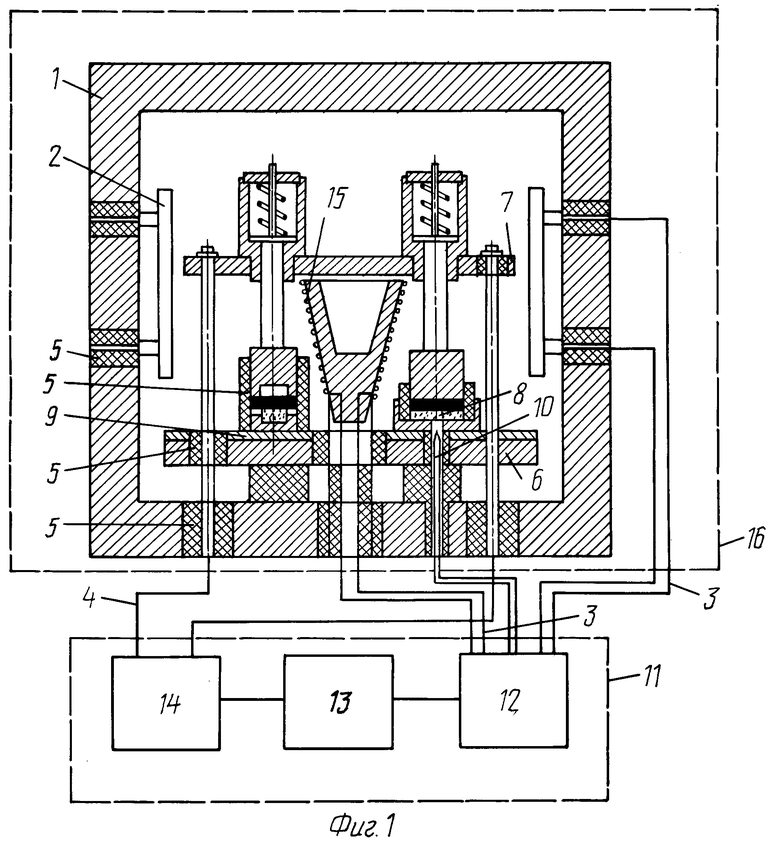
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1996 |
|
RU2111577C1 |
| Установка для диффузионной сварки | 1986 |
|
SU1391839A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1997 |
|
RU2129939C1 |
| US 5799860, 01.09.1998. | |||

