Изобретение относится к оборудованию для сварки давлением с подогревом, в частности к установкам для диффузионной сварки полупроводников с диэлектриками, и может быть использовано в радиотехнической, электронной и приборостроительной промышленности.
Известна установка для диффузионной сварки, содержащая пакетное устройство, состоящее из верхней плиты с системой нажимных токопроводящих штоков, средней центрирующей плиты с контактной защелкой, нижней плиты с посадочными местами для каждого соединяемого узла датчика, изоляторы, токоведущие шины, камеру нагрева с рабочим столом [1].
Недостатком данного технического решения является низкая производительность за счет индивидуального поджима каждого соединяемого узла датчика, неэкономичность в использовании выделяемого тепла, длительный процесс нагрева.
Наиболее близким по технической сущности является установка для сварки крупногабаритных узлов-заготовок, включающих стеклянную подложку и кремниевую пластину, на которую методом планарной технологии нанесено множество электрических тензорезисторных схем, с последующей разрезкой на узлы датчиков. В установке применен нагрев через плиты двух узлов-заготовок, прижатых к общей плите-токоподводу. Контактным способом тепло передается от плит, которые нагреваются тепловыми встречными потоками от двух источников инфракрасного излучения с применением "постороннего" теплоносителя [2].
Недостатком известного технического решения является длительность процесса, большой расход энергии на работу двух нагревателей, подогрев двух пли и токопровода, невозможность обеспечения одинакового прогрева плит от дух автономных нагревателей. Введение "постороннего" теплоносителя, инертного газа, ведет к дополнительному расходу энергии на работу насосов ля его накачки. Возникает опасность вызова разрядных процессов при подаче напряжения на нагреватели, когда давление инертного газа не соответствует кривым Пашена.
Согласно изобретению в установке, содержащей термошкаф с рабочим столом, токоведущие шины, изоляторы, пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней, верхней и средней токопроводящих плит, пакетное устройство снабжено двухсторонним нагревателем, встроенным в среднюю токопроводящую плиту, токопроводящими и изолированными откидными болтами, сжимающими плиты, или несколькими токопроводящими плитами со встроенными нагревателями.
За счет совмещения средней плитой функций нагревателя и токоподвода добиваемся уменьшения расхода энергии на прогрев узлов-заготовок, которые поджаты системами сжатия узлов-заготовок в верхней и нижней токопроводящих плитах к средней токопроводящей плите с двух сторон. Таким образом используются обе стороны токопроводящей средней плиты с нагревателем. Двухсторонний контактный нагрев исключает необходимость применения "постороннего" теплоносителя, расходы на его накачку, опасность разрядных процессов. Контактный нагрев можно проводить как на воздухе, так и в вакууме.
Предлагаемое устройство позволяет повысить производительность и снизить энергозатраты, усовершенствовав пакетное устройство, состоящее из верхней и нижней плит, системы сжатия узлов-заготовок.
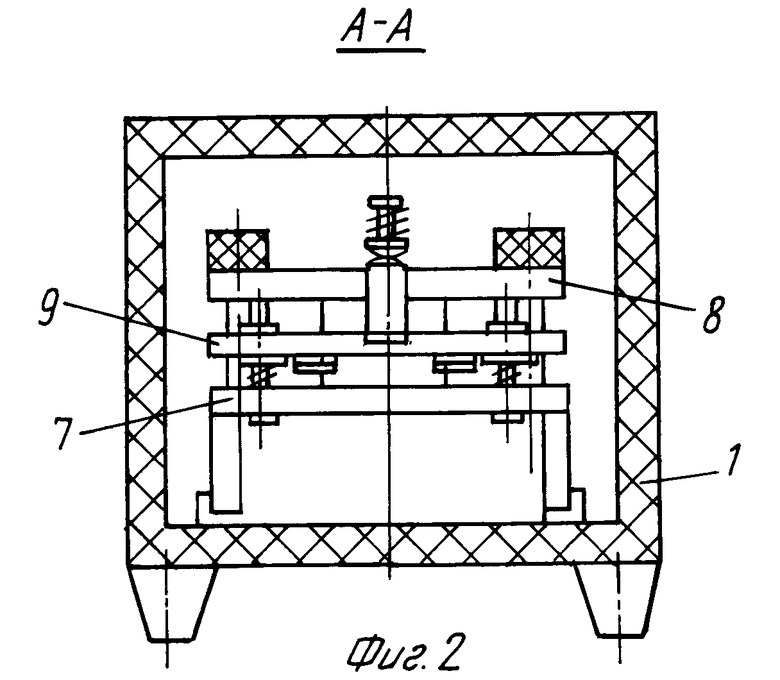
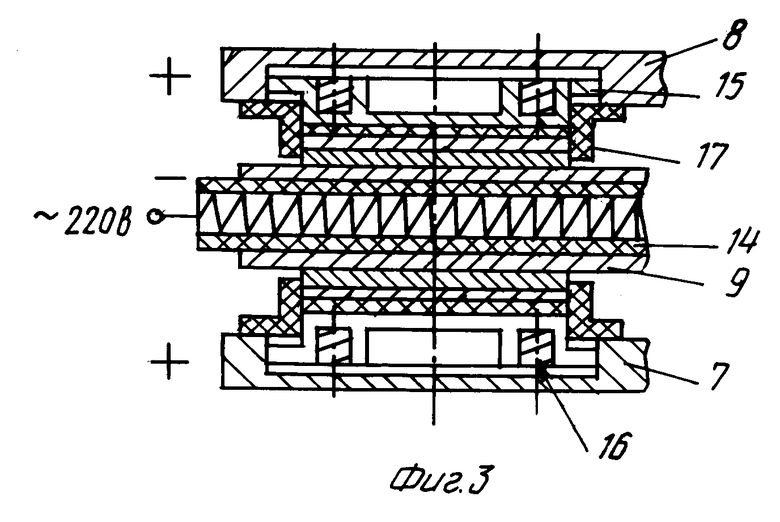
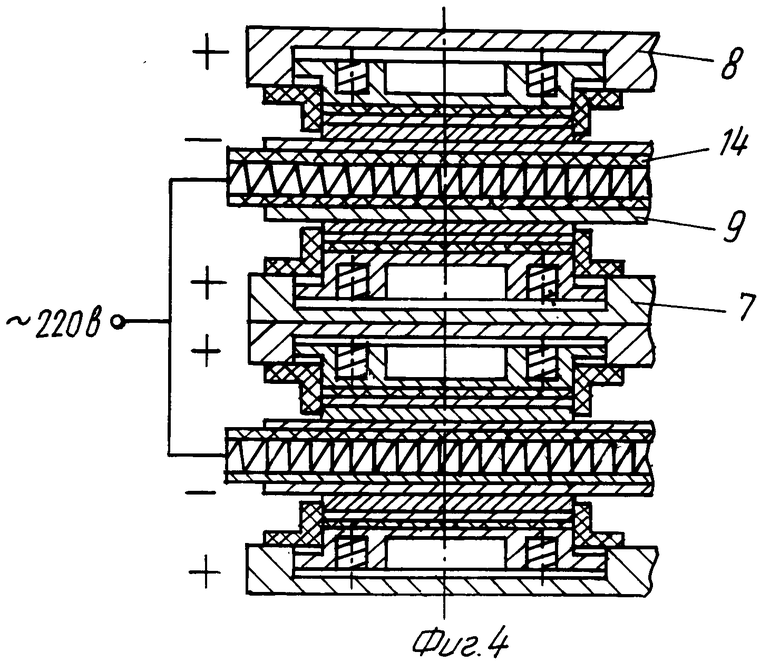
На фиг. 1 дана схема установки для диффузионной сварки; на фиг. 2 - сечение А-А, указанное на фиг. 1; на фиг. 3 - схема сжатия узлов-заготовок и подачи напряжения с использованием одной средней токопроводящей плиты с нагревателем; на фиг. 4 - схема сжатия узлов-заготовок и подачи напряжения с использованием двух и более токопроводящих плит с нагревателями.
Установка для диффузионной сварки состоит из термошкафа 1 с рабочим столом 2, токоведущими шинами 3, 4 и 5 изоляторами 6 и пакетного устройства состоящего из нижней 7, верхней 8 токопроводящих плит с системами сжатия узлов-заготовок, состоящих из подвижных опор 15 с пружинами 16 и керамическими кольцами 17, средней токопроводящей плиты 9 с встроенным нагревателем 14, сжатых между собой токопроводящими 10 и изолированными 11 откидными болтами, токовводов 12 и 13.
Возможна схема пакетного устройства с использованием двух токопроводящих плит 9 с встроенными нагревателями 14 и четырех плит 7, 8 с системами сжатия узлов-заготовок.
Установка работает следующим образом. Пакетное устройство, собранное на монтажном столе вне установки, устанавливается на рабочий стол 2 термошкафа 1 так, чтобы токоведующие шины 4 и 5 вошли в контакт с защелками токовводов 12 и 13. Токоведущая шина 3 подведена к рабочему столу 2.
Через токопроводящую шину 4 рабочее напряжение подается на встроенный в среднюю токопроводящую плиту 9 нагреватель 14. Происходит нагрев средней токопроводящей плиты 9 и непосредственно контактирующих с двух сторон узлов-заготовок. При достижении определенной температуры напряжение подают от высоковольтного блока. Положительный потенциал через токопроводящую шину 3, рабочий стол 2, нижнюю плиту 7, подвижную опору 15 подается на полупроводниковую деталь узла-заготовки с нижней стороны нагревателя. На полупроводниковую деталь узла-заготовки с верхней стороны нагревателя положительный потенциал через токоведущую шину 3, рабочий стол 2, нижнюю токопроводящую плиту 7, токопроводящие откидные болты 10, верхнюю токопроводящую плиту 8, подвижную опору 15. Отрицательный потенциал через токоведущую шину 5, токоввод 12, среднюю токопроводящую плиту 9 подается на диэлектрические детали обеих узлов-заготовок, непосредственно контактирующие с плитой. Происходит электростатическое соединение. По истечении 15 минут отключают установку, охлаждают ее и вынимают готовые узлы-заготовки.
Использование предлагаемого устройства позволит снизить энергозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2001 |
|
RU2184406C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2009 |
|
RU2397053C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
| Установка для диффузионной сварки | 1986 |
|
SU1391839A1 |
| ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1987 |
|
RU2028586C1 |
| КОНТАКТНАЯ СИСТЕМА МИКРОМИНИАТЮРНОГО РЕЛЕ | 1992 |
|
RU2044356C1 |
| Способ изготовления емкостного датчика давления | 1990 |
|
SU1783334A1 |
| ДАТЧИК ДАВЛЕНИЯ | 1987 |
|
RU2034252C1 |
| ДАТЧИК ДАВЛЕНИЯ | 1991 |
|
RU2010194C1 |
| ДАТЧИК ДАВЛЕНИЯ | 1987 |
|
RU2031383C1 |
Использование: в радиотехнической, электронной и приборостроительной промышленности. Согласно изобретению в установке для диффузионной сварки, содержащей термошкаф с рабочим столом, токоведущие шины, изоляторы, пакетное устройство, состоящее из систем сжатия узлов-заготовок, нижней, верхней и средней токопроводящих плит, пакетное устройство снабжено двухсторонним нагревателем, встроенным в среднюю токопроводящую плиту, токопроводящими и изолированными откидными болтами, сжимающими плиты или несколькими токопроводящими плитами со встроенными нагревателями. 2 з.п. ф-лы, 4 ил.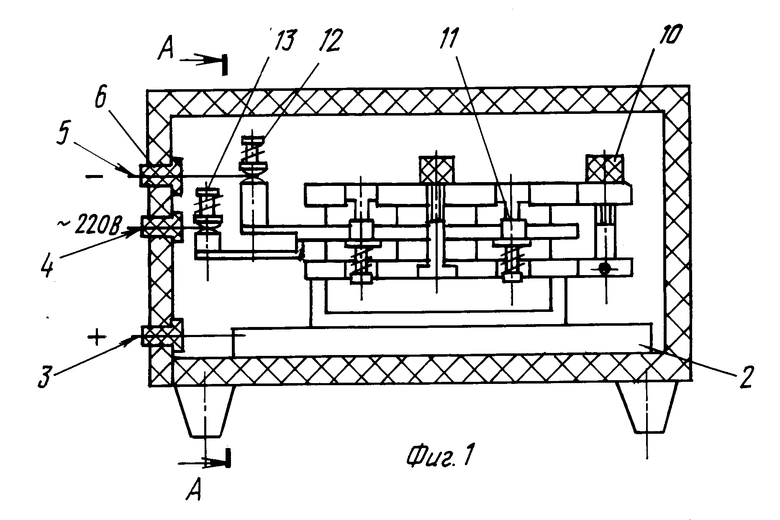
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1391839, А1, B 23 K 20/26, 1988 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Хоменко Н.И | |||
| и др | |||
| Техника и технология сварки в электрическом поле крупногабаритных стеклокремниевых узлов-заготовок | |||
| Приборы и системы управления | |||
| Пуговица для прикрепления ее к материи без пришивки | 1921 |
|
SU1992A1 |

