Изобретение относится к способу изготовления клееных деревянных деталей и деревянных элементов, а именно многокамерных, в строительстве, мебельном производстве.
Известен способ для получения клееных деревянных деталей или деревянных элементов с использованием клеевых систем (1), причем нанесение клея на нагретые деревянные детали или деревянные элементы осуществляют путем раздельного нанесения клеящей смолы и отверждающего агента (связующего) или клеевой системы, представляющей собой смесь клеящей смолы и отверждающего агента. Перед нанесением клея на деревянные детали или деревянные элементы осуществляют равномерный нагрев по всему поперечному сечению деревянных деталей или деревянных элементов с помощью микроволнового излучения. Также описано применение способа для получения профиля массивной древесины. Технический результат - сокращение времени прессования деревянных деталей и деревянных элементов, повышение производительности производства клееных конструктивных деревянных деталей и деревянных элементов. Однако описанный способ достаточно трудоемкий и не предназначен для изготовления многокамерных строительных элементов полной заводской готовности.
Задачей настоящего изобретения является изготовление многокамерного строительного элемента из предварительно заготовленного плитного материала необходимого размера полной заводской готовности на малых производственных площадях.
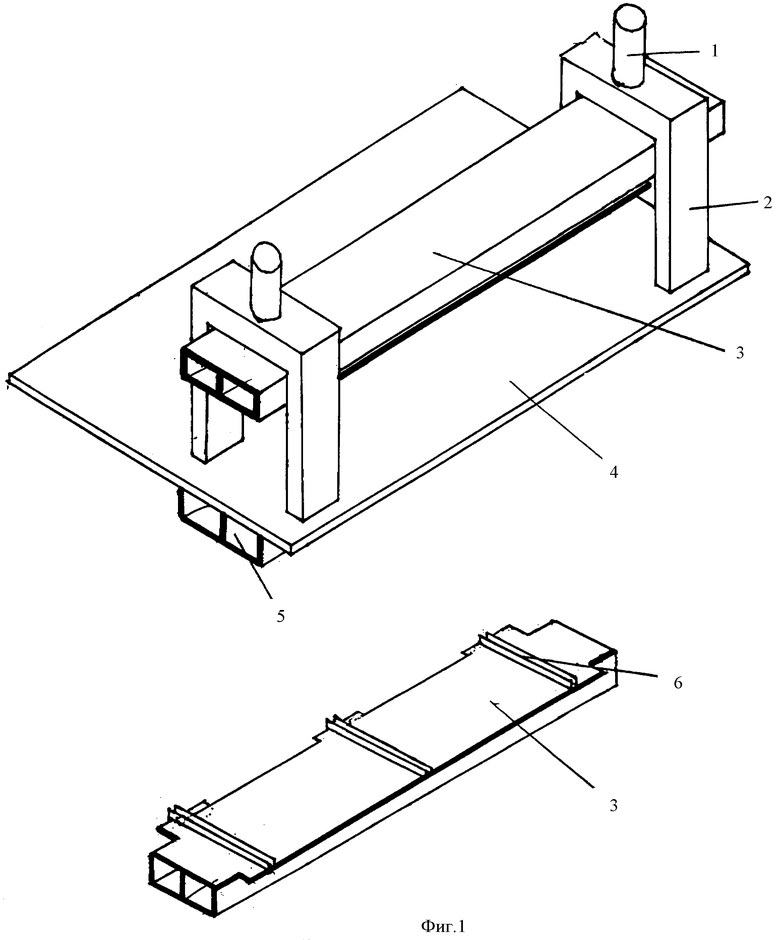
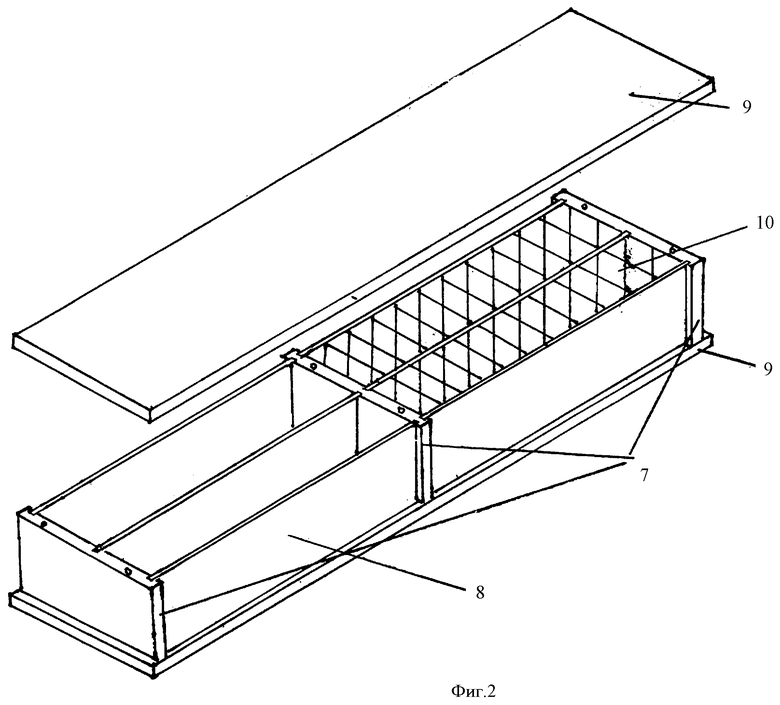
Поставленная задача решается способом изготовления многокамерного клееного строительного элемента, заключающимся в изготовлении из предварительно подготовленных плитных материалов и ламелей и нарезанного в размер утеплителя многокамерного элемента с помощью монтажного стола с подогревом, состоящего, в свою очередь, из нижнего стола, подвижной верхней плиты с откидывающимися направляющими и с гидравлическими цилиндрами с толкателями, отличающимся тем, что на нижний стол на свободное место перед прессом укладывается ламель с выбранными пазами и вставленными на клей шкантами в «глухие» отверстия в выбранных местах заготовки элемента, на выступающие концы шкантов на клей устанавливаются поперечные силовые проставки, между которыми в пазы ламели и силовых проставок с нанесенным клеем помещаются продольные части силового каркаса, в образовавшиеся карманы которого укладывается утеплитель, после чего включается подогрев нижнего стола при помощи теплоносителя (воздух или вода), пропускаемого по упрочняющему герметичному коробу, установленному под нижним столом, и собранная заготовка помещается в пресс таким образом, чтобы верхняя часть силовых проставок была помещена в направляющие на нижней поверхности подвижного верхнего стола, после чего заготовка многокамерного элемента центрируется по меткам на прессе и подвергается давлению с помощью гидравлических цилиндров пресса с толкателями, а после поднятия верхней плиты заготовка снова перемещается на свободную часть нижнего стола и на нее сверху накладывается с нанесенным клеем вторая ламель, продольные части которой вставляются в соответствующие пазы, а выступающие концы шкантов - в отверстия силовых продольных проставок, затем собранный элемент переворачивается на 180 градусов для предотвращения стекания клея и после проверки правильности сборки помещается в пресс с предварительно откинутыми направляющими на верхней плите, после чего верхняя плита опускается на фиксированный уровень, создавая давление на комплектующие элементы и образуя необходимый геометрический размер, включается подогрев, и после необходимой выдержки собранный элемент перемещается на участок отделочных работ.
Конструкция монтажного стола представлена на фиг.1, где: 1 - гидроцилидр с толкателями, 2 - силовые стойки, 3 - верхняя плита, 4 - нижний стол, 5 - упрочняющий герметичный короб, 6 - откидывающиеся направляющие верхней плиты, а конструкция многокамерного элемента - на фиг.2, где: 7 - силовые проставки, 8 - продольные части, 9 - ламели, 10 - утеплитель.
В качестве строительных материалов могут использоваться клееные панели, влагостойкая фанера, плиты ОСБ, ЦСП, МЦСП, листовой металл, пластик, комбинированные материалы.
Полученный элемент является самонесущим, заранее утепленным, заранее обработанным антипиренами и антисептиками и имеющим заводские отделочные покрытия. Элемент изготавливается сразу нужного сечения, заказанного материала наружных ламелей, необходимого вида обработки ламелей и нужной длины без торцевания.
Способ позволяет быстро и технологично изготавливать многокамерные элементы на небольших производственных площадях.
Использованная литература
1. Патент РФ № 2309174, 2007 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЕНЫЙ БРУС С УТЕПЛИТЕЛЕМ СТАБИЛЬНОЙ КОНСТРУКЦИИ | 2018 |
|
RU2686755C1 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| ДЕРЕВЯННЫЙ КЛЕЕНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ВОЗВЕДЕНИЯ СТЕНОВЫХ КОНСТРУКЦИЙ ИЗ ДЕРЕВЯННЫХ КЛЕЕНЫХ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2587215C1 |
| МОДУЛЬНАЯ СТЕНОВАЯ ПАНЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ НАЗЕМНОГО КАРКАСНОГО СООРУЖЕНИЯ | 2024 |
|
RU2831490C1 |
| СТРОИТЕЛЬНЫЙ ДЕРЕВЯННЫЙ ЭЛЕМЕНТ | 2024 |
|
RU2830146C1 |
| СПОСОБ СТРОИТЕЛЬСТВА С ПРИМЕНЕНИЕМ ДЕРЕВЯННОЙ БЕСКАРКАСНОЙ ПАНЕЛИ | 2015 |
|
RU2596167C1 |
| Поточная линия для изготовления многослойных строительных панелей | 1980 |
|
SU939209A1 |
| СБОРНО-РАЗБОРНЫЙ БЫСТРОВОЗВОДИМЫЙ ДОМ ИЗ ДЕРЕВЯННЫХ БЛОКОВ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2024 |
|
RU2840588C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭРКЕРА ДЕРЕВЯННОГО СТРОЕНИЯ | 2022 |
|
RU2794438C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
Изобретение относится к способу изготовления клееных деревянных деталей и деревянных элементов, а именно многокамерных, в строительстве, мебельном производстве. Способ изготовления многокамерного клееного строительного элемента, заключающийся в изготовлении из предварительно подготовленных плитных материалов и ламелей и нарезанного в размер утеплителя, многокамерного элемента с помощью монтажного стола с подогревом, состоящего, в свою очередь, из нижнего стола, подвижной верхней плиты с откидывающимися направляющими и с гидравлическими цилиндрами с толкателями. На нижний стол перед прессом укладывается ламель с пазами и вставленными на клей шкантами в «глухие» отверстия в заготовке элемента, на выступающие концы шкантов на клей устанавливаются поперечные силовые проставки. В пазы ламели и силовых проставок с нанесенным клеем помещают продольные части силового каркаса, в образовавшиеся карманы которого укладывается утеплитель. После чего включается подогрев нижнего стола, при помощи теплоносителя - воздух, вода, пропускаемого по упрочняющему герметичному коробу, установленному под нижним столом. Собранная заготовка помещается в пресс таким образом, чтобы верхняя часть силовых проставок была помещена в направляющие на нижней поверхности подвижного верхнего стола. После чего заготовка многокамерного элемента центрируется по меткам на прессе и подвергается давлению с помощью гидравлических цилиндров пресса с толкателями. После поднятия верхней плиты заготовка снова перемещается на свободную часть нижнего стола и на нее сверху накладывается вторая ламель, с нанесенным клеем, продольные части которой вставляются в соответствующие пазы, а выступающие концы шкантов - в отверстия силовых продольных проставок. Собранный элемент переворачивают на 180 градусов для предотвращения стекания клея. После проверки правильности сборки элемент помещается в пресс, с предварительно откинутыми направляющими на верхней плите. Верхняя плита опускается на фиксированный уровень, создавая давление на комплектующие элементы и образуя необходимый геометрический размер. Включается подогрев, и после необходимой выдержки собранный элемент перемещается на участок отделочных работ. Технический результат при использовании заявленного способа позволяет получить многокамерный клееный строительный элемент быстро и технологично. 2 ил.
Способ изготовления многокамерного клееного строительного элемента, заключающийся в изготовлении из предварительно подготовленных плитных материалов и ламелей и нарезанного в размер утеплителя многокамерного элемента с помощью монтажного стола с подогревом, состоящего, в свою очередь, из нижнего стола, подвижной верхней плиты с откидывающимися направляющими и с гидравлическими цилиндрами с толкателями, отличающийся тем, что на нижний стол на свободное место перед прессом укладывается ламель с выбранными пазами и вставленными на клей шкантами в «глухие» отверстия в выбранных местах заготовки элемента, на выступающие концы шкантов на клей устанавливаются поперечные силовые проставки, между которыми в пазы ламели и силовых проставок с нанесенным клеем помещаются продольные части силового каркаса, в образовавшиеся карманы которого укладывается утеплитель, после чего включается подогрев нижнего стола при помощи теплоносителя, воздуха или воды, пропускаемого по упрочняющему герметичному коробу, установленному под нижним столом, и собранная заготовка помещается в пресс таким образом, чтобы верхняя часть силовых проставок была помещена в направляющие на нижней поверхности подвижного верхнего стола, после чего заготовка многокамерного элемента центрируется по меткам на прессе и подвергается давлению с помощью гидравлических цилиндров пресса с толкателями, а после поднятия верхней плиты заготовка снова перемещается на свободную часть нижнего стола и на нее сверху накладывается с нанесенным клеем вторая ламель, продольные части которой вставляются в соответствующие пазы, а выступающие концы шкантов - в отверстия силовых продольных проставок, затем собранный элемент переворачивается на 180° для предотвращения стекания клея и после проверки правильности сборки помещается в пресс с предварительно откинутыми направляющими на верхней плите, после чего верхняя плита опускается на фиксированный уровень, создавая давление на комплектующие элементы и образуя необходимый геометрический размер, включается подогрев, и после необходимой выдержки собранный элемент перемещается на участок отделочных работ.
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| ДОСКИ НАСТИЛА ДЛЯ ПОЛА | 2003 |
|
RU2307219C2 |
| Электромагнитный расцепитель | 1961 |
|
SU149489A1 |
| ПОКРЫТИЕ ДЛЯ ПОЛА, СОСТОЯЩЕЕ ИЗ ТВЕРДЫХ ПАНЕЛЕЙ ПОЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКИХ ПАНЕЛЕЙ ПОЛА | 1997 |
|
RU2200809C2 |
| Контактный аппарат для взаимодействияжидКОСТи и гАзА | 1979 |
|
SU841633A1 |

