Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, например продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения и т.д.
Известны способы невоспроизводимой идентификации [1-2], основанные на использовании естественных шифровальных процессов (электроразряд, турбулентная струя и т.д.). Эти способы позволяют однозначно связать выпускаемую деталь с цифровым кодом и невоспроизводимой картинкой на метке.
Однако на производстве зачастую обрабатываемая деталь, особенно из металла, проходит множество технологических операций (отжиг, закалка, упрочнение, нанесение выбранной шероховатости поверхности и т.д.), которые не отражаются на состоянии метки, что снижает технологическую дисциплину на производстве.
Предлагается способ внесения дополнительной технологической информации в идентификационную метку, создаваемую невоспроизводимыми методами.
Особенность предлагаемого способа заключается в том, что поверхность идентификационной метки разбивают на две части, на одну часть, содержащую идентификационный номер, наносят неизменяемую часть невоспроизводимой картинки, а вторую часть, образующую материально неразделимое единство с первой частью, разбивают на несколько участков в соответствии с числом технологических процессов, которые должна пройти идентифицируемая деталь, неизменяемую часть невоспроизводимой картинки покрывают диэлектрическим трафаретом-пластырем, снабженным со стороны, обращенной к метке, клеевым многоразовым покрытием, а каждый участок изменяемой части невоспроизводимой картинки заполняют после прохождения идентифицируемой детали очередного технологического процесса.
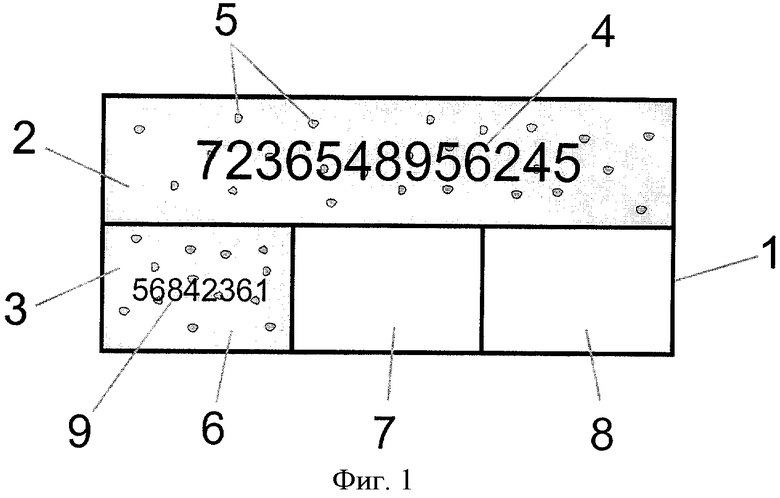
На фиг.1 приведена идентификационная метка 1, поверхность которой разбита на две части 2 и 3. Неизменяемая часть 2 метки 1 содержит идентификационный номер 4 и невоспроизводимую картинку 5 из случайно разбросанных электроразрядных пятен. Изменяемая часть 3 метки 1 разбита на несколько участков, например участки 6, 7 и 8 (разбиение зависит от числа технологических операций, которым должна быть подвергнута обрабатываемая деталь).
На каждом из участков может быть выбит иглоударной установкой свой дополнительный идентификационный номер 9, в котором может быть заложена любая информация, например первые две цифры - это номер цеха, следующие две цифры - номер бригады, осуществлявшей технологическую операцию, следующие две цифры - ответственный за нормоконтроль и т.д. Цифровой код помимо иглоударных установок может быть нанесен гравировочной установкой с программным обеспечением. После нанесения цифрового кода выбранный участок метки защищается невоспроизводимой картинкой, состоящей из набора электроразрядных пятен. Попадание электроразрядных пятен на цифровой код желательно, поскольку увеличивает информационную защищенность цифрового кода.
Участки второй части метки заполняются цифровым кодом, подтверждающим, что выбранный технологический процесс выполнен бригадой номер такой-то, начальник бригады такой-то, температурный режим при закалке был такой-то, время выдержки процесса - такое-то и т.д. И этот цифровой код подделать невозможно, поскольку в базу данных он вносится опять с набором невоспроизводимых идентификационных пятен.
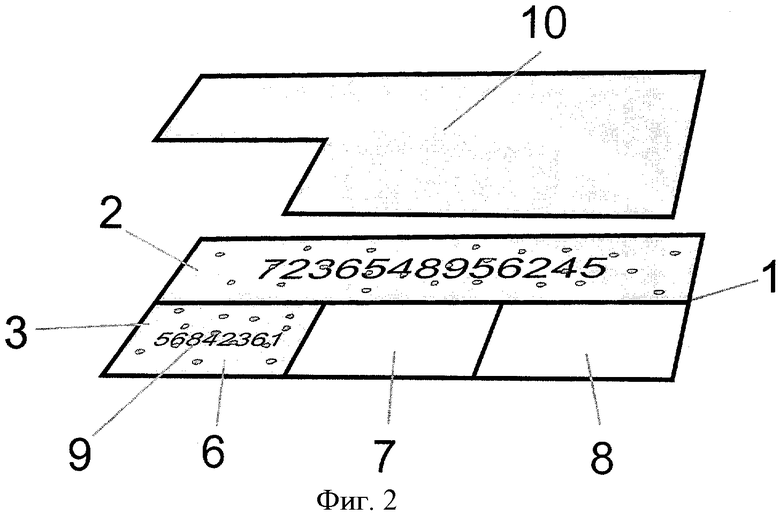
Цифровой код во избежание подделки защищается также невоспроизводимой картинкой 5 электроразрядных пятен как на первой, так и вторых частях метки. Невоспроизводимая картинка помимо электроразрядного способа может наноситься любым другим способом, обеспечивающим эффект невоспроизводимости. Во избежание внесения информационных искажений при обработке конкретного участка вся остальная поверхность идентификационной метки 1 временно защищается диэлектрическим трафаретом-пластырем 10, который индивидуален для каждой технологической операции.
По мере прохождения всего технологического цикла каждая обрабатываемая деталь содержит в себе всю технологическую карту, что способствует поднятию технологической дисциплины на производстве.
Пример выполнения способа
В качестве идентифицируемой детали выбрана лопатка высокооборотной турбины. Идентификационная метка реализована непосредственно на лопатке, для чего идентифицируемая часть метки разбита на две части. Из общего числа технологических процессов, которым подвергается при изготовлении лопатка турбины, выделено три наиболее важных процесса. В связи с этим вторая часть идентификационной метки разбита на 3 участка. Общий размер идентифицируемого участка занимает площадь в 6 см2. Размер участков, отвечающих за технологические операции, равен 0,75 см2.
Разбиение идентификационной метки осуществляется на станке с программным управлением, нанесение цифровых кодов реализуется на гравировочном станке. Нанесение электроразрядных пятен осуществляется после нанесения цифровых кодов с помощью электроискровой установки или с помощью высоковольтного источника тока и высоковольтного конденсатора. В последнем случае реализация электроразрядных пятен осуществляется при характерных зазорах в 10-20 мм, напряжении на острийковом высоковольтном электроде в 15-22 кВ. При известной емкости высоковольтных конденсаторов энергия разряда оценивается в диапазоне от 1 до 8 Дж. Диэлектрический трафарет-пластырь для временной защиты устанавливается только при нанесении электроразрядных пятен в выбранном участке. При прохождении технологической операции, особенно высокотемпературной, трафарет удаляется. Для нанесения электроразрядных пятен на каждом из участков второй части метки используется трафарет со своими индивидуальными размерами, оставляющими открытыми только те участки на метке, где надлежит нанести невоспроизводимую картинку. После чего весь идентифицируемый участок сканируется и вносится в базу данных.
Идентификация осуществляется со следующей последовательностью. По цифровому коду на первой части метки находят в базе данных соответствующую метку. Сравнив невоспроизводимую картинку из электроразрядных пятен на объекте с аналогичным в базе данных на этот объект, убеждаемся, что перед нами не контрафактный товар, а объект, произведенный на конкретном предприятии, которое в свое время отчиталось перед государством своим объемом официально выпущенной продукции. В случае если причиной аварии явилась именно данная деталь и найдена причина, например деталь не прошла в полной мере закалку, по цифровому коду, ответственному за закалку этой детали, находится ответственный за нарушение технологического процесса.
Такой способ внесения информации может быть использован в особо важных производствах, например при сборке ракетных двигателей, при сборке высокооборотных турбин (маркировка лопаток турбин), при сборке контуров высокого давления промышленных атомных реакторов и химических реакторов специального назначения, а также стрелкового автоматического оружия. Вероятность повтора набора электроразрядных пятен на участке в 1 см2 оценивается в 10-400, что мало отличимо от бесконечности. Это позволяет создавать автоматизированные системы управления, способные отличать контрафактные изделия от легальных. Более того, такой подход позволят надежно находить причины технологического брака и повышать качество и надежность изготовляемых изделий особой важности.
Источники информации
1. Положительное решение по заявке Республики Молдова «Способ идентификации материальных ресурсов» №20040049 от 2004.02.27.
2. Положительное решение по заявке Республики Молдова «Способ идентификации твердых материальных ресурсов» №20040050 от 2004.02.27.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКИ МЕТКИ | 2010 |
|
RU2544714C2 |
| ЭЛЕКТРОРАЗРЯДНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ НЕВОСПРОИЗВОДИМОЙ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА ЭЛЕКТРОПРОВОДЯЩИХ ДЕТАЛЯХ | 2007 |
|
RU2421308C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| Способ создания идентификационной метки на металлическом носителе | 2016 |
|
RU2650460C1 |
| Способ создания идентификационной метки на металлической пленке | 2016 |
|
RU2648591C2 |
| ЭЛЕКТРОРАЗРЯДНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ДОКУМЕНТОВ СТРОГОЙ ОТЧЕТНОСТИ И БУМАЖНЫХ ДЕНЕЖНЫХ ЗНАКОВ | 2007 |
|
RU2399496C2 |
| Способ идентификации металлической детали | 2016 |
|
RU2661128C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОТЕХНОЛОГИЧЕСКОГО ШТРИХ-КОДА ДЛЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2525107C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, например продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения и т.д. Способ нанесения невоспроизводимой идентификационной метки на электропроводящую деталь с идентифицикационной меткой, содержащей идентификационный номер, при прохождении обрабатываемой деталью технологического процесса включает разбиение идентификационной метки на две части, нанесение невоспроизводимой картинки из электроразрядных пятен на первую часть, содержащую идентификационный номер, разбиение второй части на несколько участков в зависимости от числа технологических операций, которым подвергают деталь, и после прохождения деталью очередной технологической операции заполнение участка второй части идентификационной метки, на котором выбивают дополнительный идентификационный номер и наносят невоспроизводимую картинку из электроразрядных пятен, при этом все остальные участки идентификационной метки покрывают диэлектрическим трафаретом-пластырем для временной защиты. Изобретение позволяет получить на детали невоспроизводимую идентификационную метку, показывающую весь технологический процесс, который прошла обрабатываемая деталь, что способствует повышению качества и надежности обработки деталей. 2 ил.
Способ нанесения невоспроизводимой идентификационной метки на электропроводящую деталь с идентифицикационной меткой, содержащей идентификационный номер, при прохождении обрабатываемой деталью технологического процесса, включающий разбиение идентификационной метки на две части, нанесение невоспроизводимой картинки из электроразрядных пятен на первую часть, содержащую идентификационный номер, разбиение второй части на несколько участков в зависимости от числа технологических операций, которым подвергают деталь, и после прохождения деталью очередной технологической операции заполнение участка второй части идентификационной метки, на котором выбивают дополнительный идентификационный номер и наносят невоспроизводимую картинку из электроразрядных пятен, при этом все остальные участки идентификационной метки покрывают диэлектрическим трафаретом-пластырем для временной защиты.
| MD 20040049 А, 31.08.2005 | |||
| MD 20040050 А, 31.08.2005 | |||
| РЕЛЯТОРНЫЙ СЕЛЕКТОР | 2000 |
|
RU2181502C2 |
| СПОСОБ МАРКИРОВАНИЯ И УСТРОЙСТВО ИДЕНТИФИКАЦИИ ИЗДЕЛИЙ | 1999 |
|
RU2149457C1 |
| JP 2005196714 А, 21.07.2005. | |||

